También podría gustarte
- Catalizadores para PinturaDocumento13 páginasCatalizadores para PinturaAlberto SabásAún no hay calificaciones
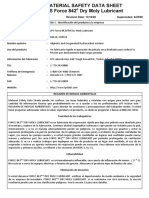
- MSDS LPS Force 842 Dry Moly Lubricant WMDocumento9 páginasMSDS LPS Force 842 Dry Moly Lubricant WMFabricio ronald Rodriguez ChirinosAún no hay calificaciones
- Caratulas en WordDocumento8 páginasCaratulas en WordAQUI ESTUBO SANTOSAún no hay calificaciones
- No Metales (Resuelta)Documento79 páginasNo Metales (Resuelta)IaraAún no hay calificaciones
- Capitulo 7 Impactos AmbientalesDocumento40 páginasCapitulo 7 Impactos Ambientalesmanuelgrillet3727Aún no hay calificaciones
- Reseña Conceptual de Ecología y Medio AmbienteDocumento14 páginasReseña Conceptual de Ecología y Medio Ambientegonabe50% (2)
- Origen y Evolucion de Las CelulasDocumento5 páginasOrigen y Evolucion de Las CelulasDanielle BennettAún no hay calificaciones
- HDS Agorex Espuma ExpansivaDocumento7 páginasHDS Agorex Espuma ExpansivaKate HowardAún no hay calificaciones
- Topicos Selectos de Cs QuimicasDocumento440 páginasTopicos Selectos de Cs QuimicasKaren Jocelyn Banegas MedranoAún no hay calificaciones
- Quimica Eje 2Documento16 páginasQuimica Eje 2Santiago Ruiz100% (1)
- Icsc 0011 - Anilina PDFDocumento4 páginasIcsc 0011 - Anilina PDFAdolfo Barrios LaraAún no hay calificaciones
- Materia EjerciciosDocumento4 páginasMateria EjerciciosGamaniel Henry Asto FloresAún no hay calificaciones
- Universidad Central de VenezuelaDocumento9 páginasUniversidad Central de VenezuelaTeo ChacónAún no hay calificaciones
- Tecnicas de OxicorteDocumento8 páginasTecnicas de OxicorteJuan Eduardo PFAún no hay calificaciones
- En 13432 TraducidoDocumento25 páginasEn 13432 TraducidoJUAN100% (1)
- Cuestionario Alcoholes y FenolesDocumento2 páginasCuestionario Alcoholes y FenolesVianca Yucra MenesesAún no hay calificaciones
- Guia Ejercicios Qui 070 2019 10 Final 3 PDFDocumento161 páginasGuia Ejercicios Qui 070 2019 10 Final 3 PDFKAREN MONSERRAT FRANCO ACHARAún no hay calificaciones
- Sesión de Aprendizaje Del AguaDocumento6 páginasSesión de Aprendizaje Del Aguailciazurita30400165% (17)
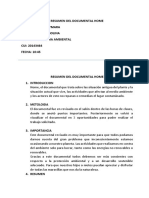
- Resumen Del Documental HomeDocumento8 páginasResumen Del Documental HomeEdith Karina LaymeAún no hay calificaciones
- AEROTERAPIADocumento12 páginasAEROTERAPIASONIA MAGALY CHACHO SANCHEZAún no hay calificaciones
- Absorción Atómica TeoríaDocumento25 páginasAbsorción Atómica TeoríaMilagros NúñezAún no hay calificaciones
- Problemas Sobre Aguas ResidualesDocumento29 páginasProblemas Sobre Aguas ResidualescarlosriveroAún no hay calificaciones
- OXIDO DE ALUMINIO - AvantorDocumento6 páginasOXIDO DE ALUMINIO - AvantortaniaAún no hay calificaciones
- INFORME OD y DBODocumento7 páginasINFORME OD y DBOdaniel gAún no hay calificaciones
- Practica Nº3Documento6 páginasPractica Nº3Yenni QuiAún no hay calificaciones
- Estudio Del Sistema de Tratamiento de Lixiviados en El Relleno Sanitario Del Lago AgrioDocumento207 páginasEstudio Del Sistema de Tratamiento de Lixiviados en El Relleno Sanitario Del Lago AgrioAlejandra YelaAún no hay calificaciones
- Pirólisis Rápida de Biomasa VEbookDocumento199 páginasPirólisis Rápida de Biomasa VEbookchuchovAún no hay calificaciones
- Elementos de Seguridad en ObrasDocumento16 páginasElementos de Seguridad en ObrasLeonardo Javier Díaz Aguilar0% (1)
- OxigenoDocumento8 páginasOxigenoBelén ChuraAún no hay calificaciones
- Guía Práctica para GalvanoplastíaDocumento16 páginasGuía Práctica para Galvanoplastíaalexen2539100% (1)