Curso de Armado de Motores
AROS DE PISTÓN
(Federal Mogul)
INTRODUCCIÓN
La función principal de los aros en los motores de combustión interna es sellar los gases y productos
de combustión asegurando una adecuada estanqueidad.
También deben ser capaces de controlar la cantidad de aceite depositada en el cilindro, barrien-
do el exceso hacia él cárter transfiriendo además, el calor del pistón a las paredes del cilindro, para que
de allí se disipe al sistema de enfriamiento.
Estas tareas ¡as cumplen durante toda la vida útil del motor, en diferentes y cambiantes condicio-
nes de funcionamiento, bajo altas temperaturas, en medios corrosivos y abrasivos, y con un mínimo de
fricción en condiciones de lubricación marginal.
P R I N C I PA L E S T I P O S DE AROS
Básicamente existen dos tipos de aros, los superiores o de compresión y los ventilados o de
control de aceite.
Los primeros son los que mantienen las presiones de la compresión y combustión de los gases
Primer aro de compresión
Segundo aro de compresión
Aro control de aceite
Aro guía
113
� Prof. Eduardo Couto
dentro del cilindro actuando como un sello. Son los aros los que permiten comprimir la mezcla aire-
combustible para su posterior combustión.
El segundo aro de compresión también llamado rasca aceite, no solamente ayuda en el sellado
de los gases de combustión, sino que colabora con los de control de aceite.
Los aros ventilados o de control de aceite (también conocidos como hidráulicos) son empleados
para utilizar una correcta película de aceite que permita lubricar los cilindros y los aros de pistón elimi-
nando el exceso barriéndolo hacia el cárter.
En algunos motores Diesel existen los llamados Aros Guías, que ubicados por debajo del perno
ayudan en el control del aceite. La tendencia de los motores modernos es eliminar este tipo de aros por
la fricción adicional y reducción de potencia que producen.
AROS DE COMPRESIÓN
Los aros de compresión deben sellar los gases quemados para lograr que la presión generada en
la combustión se transforme en trabajo útil empujando al pistón hacia abajo.
Para lograr esa estanqueidad estos aros se los diseña para que al ser instalados generen una
presión superficial sobre la pared del cilindro. Pero esta tensión es sólo importante para asegurar un
buen contacto inicial del aro contra el cilindro, ya que realmente lo que garantiza el sellado de las altas
presiones de los gases de la combustión, es esta misma actuando entre el aro y su ranura, comprimién-
dolo contra el cilindro y el tabique inferior.
Presión de los gases
Cilindro
Pistón
Debe recordarse que la luz entre puntas no es el lugar más común por donde se pierde la com-
presión. Un incremento moderado de la misma no deteriora la perfomance de los aros.
La mayor parte de la fuga de los gases se da entre el aro y el cilindro, y entre el aro y su ranura.
Sólo una pequeña parte se fuga por entre las puntas.
Más del 90% de la eficiencia de sellado del aro superior se consigue por las presiones de los
gases.
La pérdida de la capacidad de sellado de un aro aparece cuando el mismo no se conforma al
cilindro o pierde su tensión inicial, permitiendo que los gases pasen entre éste y el cilindro y no por
detrás. Por ello la conformabilidad de un aro con el cilindro es la característica más importante que éste
posee.
La mala costumbre de utilizar aros de mayor diámetro que el cilindro, mediante el limado de las
puntas, hace que este pierda la forma cilíndrica, generando deformaciones que limitan su conformabilidad
con el cilindro.
114
�Curso de Armado de Motores
Una luz entre las puntas demasiado pequeña es peligrosa porque a las temperaturas de funcio-
namiento los aros pueden bloquearse y romperse.
Los aros de compresión son construidos mediante un maquinado con forma especial (de “pera”)
para que en las puntas tengan más tensión que el resto del aro, evitando con ello la vibración que se
origina a altas revoluciones y que aumentan el consumo de aceite por bombearlo hacia arriba. (Esta es
otra de las causas por la que no deben limarse la punta de los aros).
Presión Cónico
superficial
del aro
Torsional
Cilindro
Trapezoidal
Los aros de compresión con superficie de trabajo cónica se diseñan para tener un rápido asenta-
miento debido al poco material que debe gastarse para obtener un buen sellado, asegurando siempre el
contacto en el borde inferior.
La torsión de los aros, que se obtiene con un rebaje en el borde superior del diámetro interno,
produce también un contacto en el borde inferior similar al del aro cónico, facilitando el asentamiento y
evitando el agarre del aro. El sellado del aro en estos dos casos es superior al aro rectangular, debido a
la alta carga específica en la pequeña área de contacto.
Cuando el aro en su carrera ascendente y debido a las distorsiones que sufre, se apoya en su
borde superior, empuja el aceite hacia la cámara de combustión incrementando el consumo de aceite.
Esta condición debe evitarse en todas las circunstancias, de allí la popularidad de los aros cónicos o
115
� Prof. Eduardo Couto
Contacto Aro Contacto
Superior convexo Inferior
Aceite hacia
la cámara de
combustión
torsionales. En éstos; al hacer el contacto en su borde inferior, el aro al ascender por un efecto de cuña,
se separa del cilindro dejando pasar el aceite hacia el cárter.
Los aros de diseño abarrilado son un compromiso entre estos dos diseños.
Los aros trapezoidales, también designados KEYSTONE, son usados en motores de alta poten-
cia donde existe la posibilidad del trabajo de los aros. La ventaja de estos aros es que cualquier pequeño
movimiento tiende a romper los depósitos de carbón que son los que en definitiva traban los mismos.
En cada aplicación y de acuerdo a los requerimientos especiales, se elige la forma de la cara del
aro, su torsión, las luces con las ranuras del pistón y su forma.
El segundo aro de compresión y los subsiguientes, dependen menos de las presiones de los
gases y más de sus propias tensiones.
Presiones en los aros
PMI Admisión PMS Compresión PMI Expansión PMS Escape PMI
Ciclo del motor de cuatro tiempos presiones de los gases sobre los aros
AROS CONTROL DE ACEITE
La función primordial de estos aros es controlar la cantidad de lubricante depositado en el cilin-
dro, distribuyendo una delgada película de aceite, necesaria para lubricar al resto de los aros y al pistón.
Los aros ventilados no reciben la ayuda de la presión de los gases por lo que deben tener la
suficiente tensión propia para cumplir su tarea.
Una buena conformabilidad y una presión uniforme en todo su contorno, son sus características
116
�Curso de Armado de Motores
más importantes. Hay diferentes diseños de aros de control de aceite teniendo cada uno de ellos sus
particulares ventajas. El diseño más conocido es el conformado de una sola pieza de fundición de hierro
con dos bordes para barrer el aceite y con orificios de drenaje en la parte central. Para aumentar su
tensión se emplean expansores poligonales o helicoidales (A). Estos últimos, consistentes en un resorte
que está bajo presión homogénea bien distribuida por el gran número de puntos de contacto, entre aro y
expansor (cada hélice del resorte).
Otros diseños son los de tres pie-
zas, dos láminas y un expansor-
separador de acero (B), que se combi-
nan para generar una presión uniforme y
controlada, con fluido pasaje de aceite.
La tendencia moderna es que el
A
expansor no apoye en el fondo de la ra-
nura, para independizar al aro de les tole-
rancias del pistón.
La conformabilidad y la tensión
homogénea de los aros no sólo reducen
el consumo de aceite, sino que también
mejoran la vida útil de los mismos. Estas
características son las que permiten dis- B
tribuir mejor el aceite por todo el cilindro
asegurando una buena lubricación del
resto de los aros. La falta de lubricación y el roce metálico consecuente, es la principal causa del desgas-
te prematuro de los aros.
MATERIALES DE LOS AROS DE PISTÓN
Los materiales y los métodos de manufactura tienen una gran influencia en la vida y eficacia de
los aros de pistón. El progreso de los aros de pistón para motores de combustión interna está asociado al
desarrollo de los nuevos procesos metalúrgicos que se utilizan para su producción.
Métodos de Fundición: Hay dos métodos clásicos de fundición de aros: el fundido individual y el
fundido múltiple.
Como lo indica su nombre, en el primero cada aro tiene su propio noyo, siendo fundido como una
pieza individual, mientras que en el segundo método, los aros son fundidos en cilindros, de los cuales
luego se sacan por maquinado los aros.
Los dos métodos requieren diferentes equipos y producen características metalúrgicas desigua-
les, que influyen en la vida útil y el comportamiento de los aros en el motor. La fundición de los aros por
el sistema múltiple asegura un material homogéneo y bien estructurado en toda su superficie. Tales
cualidades no son posibles de obtener en los aros fundidos individualmente por su pequeña sección y
sus diferentes velocidades de enfriamiento durante la colada. Además, si el método por fundición múltiple
es por centrifugado se puede elegir un amplio rango de aleaciones para cada aplicación, que los otros
sistemas de fundición no lo permiten.
Materiales: El material de los aros es una aleación de Hierro-Carbón-Silicio cuyo contenido de
Carbón está en al orden del 3% y el Silicio menos del 2%.
La cantidad del Carbón y el Silicio determina las propiedades del material como también la velo-
cidad en que se enfría la fundición.
117
� Prof. Eduardo Couto
La distribución y homogeneidad del Carbón en la estructura del hierro depende de las técnicas de
fundición empleadas y son fundamentales para determinar el comportamiento del aro.
Las características de los materiales de los aros de pistón son un delicado equilibrio entre él
Carbón, el Silicio y la Velocidad de Enfriamiento. En la práctica, y de acuerdo al “método de fundición
empleado, se usan otros aleantes como Molibdeno, Cobre, etc.
La fundición múltiple el tener una menor disipación de calor por unidad de masa, posee una
velocidad de enfriamiento menor y más homogénea en todo el material, obteniéndose una mejor distribu-
ción del Carbón y el Silicio, con propiedades mecánicas constantes.
El primer aro de compresión, por su cercanía con la cámara de combustión, está sometido a altas
temperaturas y a excesivas tensiones mecánicas. Esto hizo que se buscare para el mismo un material
con las mejores propiedades mecánicas; la elección fue la fundición nodular, la cual consiste en una
estructura de hierro en la cual el grafito se agrupe en nódulos. A diferencia de la fundición gris o laminar
común, esta forma de nódulos impide la generación de fisuras en las concentraciones de grafito, que es
la zona más débil del material.
Las propiedades mecánicas son muy parecidas a las del acero, en especial su elasticidad y en el
mantenimiento de la tensión inicial.
Como contrapartida, tiene una baja capacidad al desgaste por lo que debe usarse con una pro-
tección de Cromo o Molibdeno.
PELÍCULAS PROTECTORAS DE LOS AROS
Cromado: El cromado es la protección más frecuente y es empleado en la cara de trabajo de los
aros de compresión y en las áreas de contacto de los aros de control de aceite. Esta capa llega hasta
cuadruplicar la vida útil de esas superficies, que son las más comprometidas de los aros.
Además reduce la generación de partículas abrasivas del aro superior que es uno de los factores
más importantes en el desgaste de los otros aros.
Ferrox: Consiste en crear una superficie de Oxido de Hierro sobre los aros que ayudan a su
lubricación.
Adicionalmente evitan la corrosión del aro durante el almacenaje.
Molibdeno: Se puede aplicar por plasma o en forma de injerto.
Los revestimientos con Molibdeno utilizan la baja fricción y el buen poder antidesgaste de este
material.
La resistencia al frotamiento de estos aros es superior a la de los cromados, no así a los elemen-
tos abrasivos.
118
�Curso de Armado de Motores
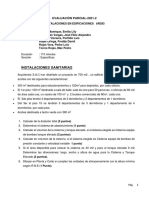
CONSEJOS PA R A E L CORRECTO REEMPLAZO DE LOS AROS
Identifique las piezas antes de desarmar: Numere cada
Conjunto-Biela-Pistón con respecto a alguna referencia en el
block y de acuerdo al cilindro que corresponda.
Instale los aros con herramientas adecuadas: Móntelos
comenzando por la última ranura, cuidando de no separar
excesivamente los extremos de los mismos, ni dañar el pis-
tón. Compruebe si los aros están identificados con la palabra
TOP a un punto, debiendo quedar éste hacia arriba.
Revise el diámetro del cilindro: Controle la ovalización y
conicidad de los cilindros en la zona de trabajo de los aros.
Los cilindros admitirán el reemplazo de los aros si los siguien-
tes valores no son superados:
Conicidad: 0,125 mm.
Ovalización: 0,04 mm. (Diesel)
0,06 mm. (Nafteros)
40 mm
Lámina
de acero
El aro de control de aceite MAXIFLEX debe instalarse ubi-
cando tos extremos del expansor (pintados de rojo y amari-
llo) en la dirección del perno. Manteniendo permanentemen-
te sujeto los extremos del expansor con el pulgar, coloque la
lámina inferior, desplazando sus puntas unos 40 mm. de las
del expansor. Sujete éste junto con el expansor y coloque la
40 mm lámina superior desplazada 40 mm. al otro lado de la inferior.
Por último, verifique que los extremos rojo y amarillo sean
visibles y que ambas láminas estén correctamente instala-
das a lo largo de toda la circunferencia.
119