También podría gustarte
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Maquinas de CNC Practica 6Documento10 páginasMaquinas de CNC Practica 6eva martinezAún no hay calificaciones
- Desmontaje y separación de elementos fijos. TMVL0309De EverandDesmontaje y separación de elementos fijos. TMVL0309Aún no hay calificaciones
- Met RP Ut 018 2023Documento5 páginasMet RP Ut 018 2023Oscar BasantesAún no hay calificaciones
- Gestión de Mantenimiento Empresa AgpDocumento17 páginasGestión de Mantenimiento Empresa AgpFiorellaCollasAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- ANCLADocumento2 páginasANCLADelsyAún no hay calificaciones
- Met RP Ut 020 2023Documento6 páginasMet RP Ut 020 2023Oscar BasantesAún no hay calificaciones
- 12 TN DP3 1Documento1 página12 TN DP3 1CalidadAún no hay calificaciones
- Estandar de Seguridad TronzadoraDocumento1 páginaEstandar de Seguridad TronzadoraNatalia Barco AgudeloAún no hay calificaciones
- Estandar de Seguridad TronzadoraDocumento1 páginaEstandar de Seguridad TronzadoraNatalia Barco AgudeloAún no hay calificaciones
- Cuña Drill PipeDocumento5 páginasCuña Drill PipeDelsy100% (1)
- Guía - de - Práctica N°02Documento7 páginasGuía - de - Práctica N°02HabanitaConstantineFrancoAún no hay calificaciones
- GW MT 167Documento1 páginaGW MT 167CalidadAún no hay calificaciones
- Ets Tinoco Justo Jose de JesusDocumento6 páginasEts Tinoco Justo Jose de JesusHector SilAún no hay calificaciones
- Formatos V01Documento32 páginasFormatos V01Cristian Camilo Holguin CastañedaAún no hay calificaciones
- Hoja de Vida UPS 6Documento2 páginasHoja de Vida UPS 6Edwin PayanAún no hay calificaciones
- 02 MN-PETS-02 Rev.00 Cambio de Moto-Reductor de Tolva RotativaDocumento14 páginas02 MN-PETS-02 Rev.00 Cambio de Moto-Reductor de Tolva RotativaEddy SamAún no hay calificaciones
- Unidad 2. MAV Hojas de OperacionesDocumento10 páginasUnidad 2. MAV Hojas de Operacionesjhonatan yairAún no hay calificaciones
- PQR Smaw E7018-6010Documento2 páginasPQR Smaw E7018-6010poulmackAún no hay calificaciones
- Reporte MTDocumento4 páginasReporte MTCamilo Andres Tafur AcostaAún no hay calificaciones
- OPCSN012Documento11 páginasOPCSN012Cancio Florez MendozaAún no hay calificaciones
- Welding Book - Act. 15.10.2022Documento1 páginaWelding Book - Act. 15.10.2022william cordero valverdeAún no hay calificaciones
- HOJAS - LFCRLEA02925X0042 Rev HDocumento15 páginasHOJAS - LFCRLEA02925X0042 Rev HGonzalo InnAún no hay calificaciones
- Servicio Pre-Entrega - YarisDocumento6 páginasServicio Pre-Entrega - Yarismotores la victoriaAún no hay calificaciones
- 1.2 Manual Operacion DG-1500Documento16 páginas1.2 Manual Operacion DG-1500Ramón PinoAún no hay calificaciones
- Procedimiento de MTT PreventivoDocumento7 páginasProcedimiento de MTT PreventivoTatianaAún no hay calificaciones
- Orden de Trabajo de MantenimientoDocumento1 páginaOrden de Trabajo de MantenimientoChristian ZapataAún no hay calificaciones
- Amán Anrango CNC Práctica#3Documento10 páginasAmán Anrango CNC Práctica#3HabanitaConstantineFrancoAún no hay calificaciones
- Ypf 79358 Tecoil RXDocumento12 páginasYpf 79358 Tecoil RXGabriel GaraventaAún no hay calificaciones
- Universidad Nacional de Trujillo Facultad de Ingeniería Escuela de PosgradoDocumento10 páginasUniversidad Nacional de Trujillo Facultad de Ingeniería Escuela de PosgradoJORGE JOSSUE OLIVARES PARDOAún no hay calificaciones
- 01.0 - PTD-01 6210-TCN (h29) v02Documento4 páginas01.0 - PTD-01 6210-TCN (h29) v02Saul Fernando Cujaban AceroAún no hay calificaciones
- Carta Limite PlantillaDocumento693 páginasCarta Limite PlantillaHeriberto Suarez GlezAún no hay calificaciones
- Ben 2022 039Documento2 páginasBen 2022 039Jaios SalazarAún no hay calificaciones
- Backlog Cardan Bb2 Th25Documento12 páginasBacklog Cardan Bb2 Th25Sandro Edward Rojas AlvarezAún no hay calificaciones
- Informe Orden - MP - 1393Documento2 páginasInforme Orden - MP - 1393Sarahy HuizaAún no hay calificaciones
- Control de Equipos ArproDocumento4 páginasControl de Equipos Arpromonica lopezAún no hay calificaciones
- Ezy TorqueDocumento2 páginasEzy TorqueDelsyAún no hay calificaciones
- Ficha Técnica TaladroDocumento2 páginasFicha Técnica TaladroJOHANNA ÁNGELAún no hay calificaciones
- Hoja de Vida UPS 13Documento2 páginasHoja de Vida UPS 13Edwin Payan0% (1)
- SIG-F-37 Servicios 1111 - Natucultura Cañete - Sumador de PulsoDocumento4 páginasSIG-F-37 Servicios 1111 - Natucultura Cañete - Sumador de PulsoKelvin LeonAún no hay calificaciones
- Informe PETROECUADOR - Mantenimiento Día 3 - 2682020 PETRODocumento1 páginaInforme PETROECUADOR - Mantenimiento Día 3 - 2682020 PETROSantiago JiménezAún no hay calificaciones
- Listado de Refacciones 3Documento11 páginasListado de Refacciones 3motorAún no hay calificaciones
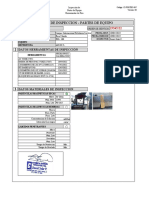
- NEC-Go-Ft-015 Reporte de Inspeccion Cuñas NeumaticasDocumento2 páginasNEC-Go-Ft-015 Reporte de Inspeccion Cuñas NeumaticasCarmen SofiaAún no hay calificaciones
- REP 007-16 PS AREQUIPA LADO NORTE 14-06-16 Ø 2.5 Espesor 5.16 MMDocumento3 páginasREP 007-16 PS AREQUIPA LADO NORTE 14-06-16 Ø 2.5 Espesor 5.16 MMwilliam cordero valverdeAún no hay calificaciones
- 1 2 3 4 5 6 7 8 MergedDocumento8 páginas1 2 3 4 5 6 7 8 MergedConstanza OlivaresAún no hay calificaciones
- Resumen Normas PDFDocumento92 páginasResumen Normas PDFalexgonzalezbarriaAún no hay calificaciones
- For02-Sg-Sst Inspeccion de SierrasableDocumento1 páginaFor02-Sg-Sst Inspeccion de SierrasableANYI CATALINA ESCOBAR GIRALDOAún no hay calificaciones
- 210GLC Operacion ES OMT310342Documento302 páginas210GLC Operacion ES OMT310342Karen Tapia garciaAún no hay calificaciones
- FPS 08 1Documento7 páginasFPS 08 1TonyRiverosBecerraAún no hay calificaciones
- OS RaúlDocumento1 páginaOS RaúldanielchiriAún no hay calificaciones
- Inspeccion Visual Linea 1714Documento5 páginasInspeccion Visual Linea 1714alex salasAún no hay calificaciones
- Inspeccion Visual Linea 1713Documento5 páginasInspeccion Visual Linea 1713alex salasAún no hay calificaciones
- Inspeccion Visual Linea 1712Documento5 páginasInspeccion Visual Linea 1712alex salasAún no hay calificaciones
- Inspeccion Visual Linea 1711Documento5 páginasInspeccion Visual Linea 1711alex salasAún no hay calificaciones
- Inspeccion Visual Linea 1715Documento5 páginasInspeccion Visual Linea 1715alex salasAún no hay calificaciones
- C17ma00026 - All. I - Mle - EsDocumento50 páginasC17ma00026 - All. I - Mle - EsMauricio DonosoAún no hay calificaciones
- PN222-61000-PP-FRM-53300 PROTOCOLO SOLDADURA VARILLAS DE PLATA Rev.0Documento2 páginasPN222-61000-PP-FRM-53300 PROTOCOLO SOLDADURA VARILLAS DE PLATA Rev.0shawn669Aún no hay calificaciones
- Procesos de ManufacturaDocumento27 páginasProcesos de ManufacturajohanAún no hay calificaciones
- Manufactura EsbeltaDocumento13 páginasManufactura EsbeltaEmanuel NievesAún no hay calificaciones
- Pias SideDocumento24 páginasPias SideEmanuel NievesAún no hay calificaciones
- 3 - El Problema y El Proceso Del DiseñoDocumento11 páginas3 - El Problema y El Proceso Del DiseñoEmanuel NievesAún no hay calificaciones
- Hoja de ProcesoDocumento2 páginasHoja de ProcesoEmanuel NievesAún no hay calificaciones
- Pia - CatopDocumento8 páginasPia - CatopEmanuel NievesAún no hay calificaciones
- Guía de Las Actividades AcademicasDocumento5 páginasGuía de Las Actividades AcademicasEmanuel NievesAún no hay calificaciones
- Expo MRP FinalDocumento19 páginasExpo MRP FinalEmanuel NievesAún no hay calificaciones
- Administracion de Mantenimien OEE EficienciaDocumento5 páginasAdministracion de Mantenimien OEE EficienciaEmanuel NievesAún no hay calificaciones
- Clasificacion de Las Actividades EmpresarialesDocumento3 páginasClasificacion de Las Actividades EmpresarialesEmanuel NievesAún no hay calificaciones
- Reporte Sobre Geometría de HerramientaDocumento7 páginasReporte Sobre Geometría de HerramientaEmanuel NievesAún no hay calificaciones
- Investigacion de Consumo de Energia en Mexico en Los Ultimos 10 AñosDocumento9 páginasInvestigacion de Consumo de Energia en Mexico en Los Ultimos 10 AñosEmanuel NievesAún no hay calificaciones
- Historia de BRONCEDocumento45 páginasHistoria de BRONCEEmanuel NievesAún no hay calificaciones
- Contabilidad Internacional Una PerspectivaDocumento36 páginasContabilidad Internacional Una PerspectivaEmanuel Nieves100% (1)
- Jorge LuisDocumento15 páginasJorge LuisJorge Luis Callupe AlvinoAún no hay calificaciones
- FRM-FRM-2015-015 Rev 1Documento2 páginasFRM-FRM-2015-015 Rev 1neckerAún no hay calificaciones
- Principales Exponentes de La Administración y Sus AportesDocumento4 páginasPrincipales Exponentes de La Administración y Sus AportesJesus Leonardo LópezAún no hay calificaciones
- Informe Obtencion de EtanolDocumento78 páginasInforme Obtencion de EtanolnorbelisAún no hay calificaciones
- Junio (Problema)Documento6 páginasJunio (Problema)Laura Encinas EscobarAún no hay calificaciones
- Deber VectoresDocumento6 páginasDeber VectoresIvan Fuentes QuilcaAún no hay calificaciones
- Ejercicios EstequiometriaDocumento2 páginasEjercicios EstequiometriakakaAún no hay calificaciones
- Diagrama de Flujos LevaduraDocumento1 páginaDiagrama de Flujos LevaduraPedro Jesús Flores López100% (1)
- Ejercicios de Balance de MateriaDocumento3 páginasEjercicios de Balance de MateriaCarolina PonceAún no hay calificaciones
- Trabajo en Altura Capacho NuevoDocumento11 páginasTrabajo en Altura Capacho NuevoGuidoAndresFaundezAún no hay calificaciones
- Cap. 3 EquilibrioDocumento40 páginasCap. 3 EquilibrioSebastian Canchis AlvarezAún no hay calificaciones
- YordijDocumento37 páginasYordijJordij BacaAún no hay calificaciones
- Segundo Taller de CeramicaDocumento2 páginasSegundo Taller de CeramicaCARLOS ALBERTO SUAREZ PINEDAAún no hay calificaciones
- Lenguaje Ensamblador y Cuadro ComparativoDocumento3 páginasLenguaje Ensamblador y Cuadro ComparativoSaulOjedaAún no hay calificaciones
- Capacitación Técnica y Diagnóstico Bus O500RSDDocumento118 páginasCapacitación Técnica y Diagnóstico Bus O500RSDyohan jaimes huamanAún no hay calificaciones
- TAREADocumento4 páginasTAREAIsai Salgado CardenasAún no hay calificaciones
- DISPOSITIVOS PERIFERICOS ResumidoDocumento2 páginasDISPOSITIVOS PERIFERICOS Resumidorudy_batenAún no hay calificaciones
- Solidificacion y AleacionDocumento18 páginasSolidificacion y Aleacionshirley levano davilaAún no hay calificaciones
- Cinematica DirectaDocumento8 páginasCinematica DirectamikelkatenaAún no hay calificaciones
- Elaboración de Ácido SulfuricoDocumento8 páginasElaboración de Ácido SulfuricoLú GamarraAún no hay calificaciones
- Mede01 05 02 18 P01Documento56 páginasMede01 05 02 18 P01SERGIO EZEQUIEL QUIJANO QUIJANOAún no hay calificaciones
- Presentacion 3, 4, 5, 6, 7 (Unificadas)Documento219 páginasPresentacion 3, 4, 5, 6, 7 (Unificadas)Leonardo CosteAún no hay calificaciones
- Proyecto Software IntranetDocumento50 páginasProyecto Software IntranetedgarapazacAún no hay calificaciones
- Taller de Materia 9Documento4 páginasTaller de Materia 9CandyRojasAún no hay calificaciones
- Calculo de La Dosificacion de Materiales para Hormigones y MorterosDocumento14 páginasCalculo de La Dosificacion de Materiales para Hormigones y MorterosCleyson Quezada Cstl100% (1)
- M2-Sm2-Taller 7 - 1-Diseño en Hormigon de Zapatas Segun NEC Y ACI-David SánchezDocumento19 páginasM2-Sm2-Taller 7 - 1-Diseño en Hormigon de Zapatas Segun NEC Y ACI-David SánchezdavidAún no hay calificaciones
- Uso Del Modo de Servicio Del MonitorDocumento6 páginasUso Del Modo de Servicio Del MonitorEderAún no hay calificaciones
- Normas Invias Estabilizacion - 2013Documento32 páginasNormas Invias Estabilizacion - 2013omarhumbertoAún no hay calificaciones
- Problemas Resueltos Sobre El Ciclo Otto y El Ciclo DieselDocumento7 páginasProblemas Resueltos Sobre El Ciclo Otto y El Ciclo DieselLeonardo MassaroAún no hay calificaciones
- Regulador de CargaDocumento13 páginasRegulador de CargaDiego LozanoAún no hay calificaciones