También podría gustarte
- El Grafeno en La Construcción Grupo 12Documento17 páginasEl Grafeno en La Construcción Grupo 12Yober QuispeAún no hay calificaciones
- Informe Del VidrioDocumento29 páginasInforme Del VidrioKathy Porras Luyo50% (2)
- Tp3-Impermeabilizante AsfalticoDocumento23 páginasTp3-Impermeabilizante AsfalticoAlfredo Miguel Carballo BurgosAún no hay calificaciones
- Materiales de Ingeniería: TemaDocumento16 páginasMateriales de Ingeniería: Tema3 Fernandez JeremyAún no hay calificaciones
- Mat Ind Polímeros Cerámicos CompuestosDocumento11 páginasMat Ind Polímeros Cerámicos CompuestosAngelito Lijogusi50% (2)
- Trabajo de Investigación Tipo TesisDocumento22 páginasTrabajo de Investigación Tipo TesisALAN NO� CASTREJ�N JIM�NEZAún no hay calificaciones
- Materiales ingeniería práctica 1Documento6 páginasMateriales ingeniería práctica 1Jose Luis Turpo ChipanaAún no hay calificaciones
- Infusion 2Documento24 páginasInfusion 2Alan RiveraAún no hay calificaciones
- Proyecto de Investigacion Ing CivilDocumento31 páginasProyecto de Investigacion Ing CivilhelardAún no hay calificaciones
- Comercialización de Vidrio Molido A Base de Vidrio RecicladoDocumento117 páginasComercialización de Vidrio Molido A Base de Vidrio RecicladoCinthia CarolinaAún no hay calificaciones
- Proyecto Parte 2Documento27 páginasProyecto Parte 2Roberto FoxAún no hay calificaciones
- El Uso Del Acero en La Construcciones Civiles - MonografiaDocumento7 páginasEl Uso Del Acero en La Construcciones Civiles - MonografiaClaudiaAún no hay calificaciones
- Actividades Vidrio-2021-C1Documento6 páginasActividades Vidrio-2021-C1Matias Lpdc MainardiAún no hay calificaciones
- El GrafenoDocumento9 páginasEl Grafenosalvador altez palominoAún no hay calificaciones
- MONOGRAFIADocumento22 páginasMONOGRAFIAJIMMY JUNIOR HUAYCAMA CHISTAMAAún no hay calificaciones
- Investigacion FormativaDocumento25 páginasInvestigacion FormativaJavier CalixtoAún no hay calificaciones
- INDICE-c22 Grupo B JIMMY TICONA HANCO 2345Documento12 páginasINDICE-c22 Grupo B JIMMY TICONA HANCO 2345Chester SitoAún no hay calificaciones
- Informe T3 El Vidrio y La Fibra de VidrioDocumento32 páginasInforme T3 El Vidrio y La Fibra de VidrioAnibal HurtadoAún no hay calificaciones
- Informe Envases MetalicosDocumento30 páginasInforme Envases MetalicosFrank San MartinAún no hay calificaciones
- Envases metálicos para alimentosDocumento30 páginasEnvases metálicos para alimentosRebeca Rodriguez Ruiz75% (4)
- Ino - JC - Romero El GRCDocumento19 páginasIno - JC - Romero El GRCGerson Sotelo FloresAún no hay calificaciones
- PAF - Resistencia de MaterialesDocumento19 páginasPAF - Resistencia de MaterialesAlonso MillonesAún no hay calificaciones
- Ensayo - Videos - ConstrucciónDocumento20 páginasEnsayo - Videos - ConstrucciónAlejandro SotoAún no hay calificaciones
- El cemento: definición, historia y proceso de fabricaciónDocumento40 páginasEl cemento: definición, historia y proceso de fabricaciónJhon Charls Lozano QuispeAún no hay calificaciones
- Materiales CompuestosDocumento19 páginasMateriales CompuestosErick TejadaAún no hay calificaciones
- Reparacion Parachoques PRFVDocumento31 páginasReparacion Parachoques PRFVAlejandro Neira Molina100% (1)
- Sostenimiento ShocreteDocumento20 páginasSostenimiento ShocreteAlicia Rojas BriceñoAún no hay calificaciones
- Manual Vidrio PlanoDocumento145 páginasManual Vidrio PlanoStefanyCampoArrautAún no hay calificaciones
- Materiales de Fibra de VidrioDocumento26 páginasMateriales de Fibra de VidrioAracelly Carrizales HuancaAún no hay calificaciones
- Practica "Elaboración de Un Modelo Con Fibra de Vidrio"Documento9 páginasPractica "Elaboración de Un Modelo Con Fibra de Vidrio"Dian TapiaAún no hay calificaciones
- Trabajo Fibras de AcerosDocumento16 páginasTrabajo Fibras de AcerosM DelosAún no hay calificaciones
- Corrosión Kevlar, Titanio, CarbonoDocumento9 páginasCorrosión Kevlar, Titanio, CarbonoJhonny MhAún no hay calificaciones
- INFORME Herramientas DigitalesDocumento16 páginasINFORME Herramientas Digitalesanon_250483148Aún no hay calificaciones
- MONOGRAFIA - RefractariosDocumento46 páginasMONOGRAFIA - RefractariosIsaac Farfan CondorAún no hay calificaciones
- Hormigón flexible y auto reparableDocumento10 páginasHormigón flexible y auto reparableEdwin NacipuchaAún no hay calificaciones
- Ut FSMDocumento62 páginasUt FSManibal lealAún no hay calificaciones
- Trabajo Placa ColaboranteDocumento16 páginasTrabajo Placa ColaborantemilagrosAún no hay calificaciones
- Universidad Tecnologica de Los AndesDocumento16 páginasUniversidad Tecnologica de Los AndesYerson Peña HuamaniAún no hay calificaciones
- Materiales Compuestos InvestigacionDocumento13 páginasMateriales Compuestos InvestigacionRicardoBtnzsAún no hay calificaciones
- Imprimir Ambas Caras PDFDocumento60 páginasImprimir Ambas Caras PDFhansel huacasi0% (1)
- INFORMEDocumento9 páginasINFORMEAndrea RodriguezAún no hay calificaciones
- Efectos de la fibra de polipropileno en concretos con cemento tipo VDocumento162 páginasEfectos de la fibra de polipropileno en concretos con cemento tipo VPamela Ricse AtanacioAún no hay calificaciones
- Compuestos Con Fibra de VidrioDocumento43 páginasCompuestos Con Fibra de VidrioCARLOS ANGEL BENAVIDES ESTRADAAún no hay calificaciones
- Concreto Pretensado y Postensado v4.0Documento29 páginasConcreto Pretensado y Postensado v4.0Edú Moreno RiveraAún no hay calificaciones
- Proyecto de Investigación Ing CivilDocumento36 páginasProyecto de Investigación Ing CivilMakelvin Salcedo Montoya97% (31)
- Grupo 04 - Huayllani Bocanegra - Adan LlajaDocumento12 páginasGrupo 04 - Huayllani Bocanegra - Adan Llajasalvador altez palominoAún no hay calificaciones
- Ciencia - e - Ingenieria - de - Los - Materiales - 4 (2) - Convertido - En.esDocumento329 páginasCiencia - e - Ingenieria - de - Los - Materiales - 4 (2) - Convertido - En.esKevin Stip Méndez Olivares33% (3)
- Medición del CET en hormigón con fibraDocumento135 páginasMedición del CET en hormigón con fibrayhossAún no hay calificaciones
- Obtención de Un Material CompuestoDocumento18 páginasObtención de Un Material CompuestoGustavo PomaqueroAún no hay calificaciones
- Materiales Que Desafían Las Leyes de La Fisica S8110-8Documento7 páginasMateriales Que Desafían Las Leyes de La Fisica S8110-8Sandra LopezAún no hay calificaciones
- Informe 12345Documento26 páginasInforme 12345Luis Miguel MondragonAún no hay calificaciones
- UnicelDocumento24 páginasUnicelAlfredo HernandezAún no hay calificaciones
- Hormigon PolimericoDocumento28 páginasHormigon Polimericojean paulAún no hay calificaciones
- Investigacion 1 Grupo 5Documento26 páginasInvestigacion 1 Grupo 5daniela bardalesAún no hay calificaciones
- Ladrillos Informe CompletoDocumento34 páginasLadrillos Informe CompletoVictor LizandroAún no hay calificaciones
- 553532079-Ladrillos-Informe-Completo FaltaDocumento33 páginas553532079-Ladrillos-Informe-Completo FaltaVictor LizandroAún no hay calificaciones
- VidrioDocumento21 páginasVidrioluis gbbAún no hay calificaciones
- Acabados y remates finales en obra de mampostería, sillería y perpiaño. IEXD0409De EverandAcabados y remates finales en obra de mampostería, sillería y perpiaño. IEXD0409Calificación: 2 de 5 estrellas2/5 (1)
- Ejecución de muros de mampostería. EOCB0108De EverandEjecución de muros de mampostería. EOCB0108Aún no hay calificaciones
- Clasificación y Características de Los Equipos de FiltraciónDocumento12 páginasClasificación y Características de Los Equipos de FiltraciónIsabel BenitezAún no hay calificaciones
- Capítulo 5 ResumenDocumento7 páginasCapítulo 5 ResumenJOSUE DAVID NUÑEZ GONZALESAún no hay calificaciones
- Guia Del DeshidratadorDocumento10 páginasGuia Del DeshidratadorByron Sisa AAún no hay calificaciones
- Tipos de Enfriamiento de Un TransformadorDocumento5 páginasTipos de Enfriamiento de Un TransformadorEduardo TrejoAún no hay calificaciones
- Manual 4se-Ss CoDocumento15 páginasManual 4se-Ss CoJhonAún no hay calificaciones
- Check List ArnesDocumento10 páginasCheck List ArnesAnaid O Mayorga A100% (1)
- Ejercicio 4Documento8 páginasEjercicio 4carlo llaveAún no hay calificaciones
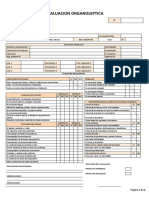
- Evaluación organoléptica de productos farmacéuticosDocumento2 páginasEvaluación organoléptica de productos farmacéuticospool jesus araujo cardoza100% (3)
- Proceso administrativo: 4 etapas claveDocumento3 páginasProceso administrativo: 4 etapas claveJoEcarlo CanasaAún no hay calificaciones
- Venta de Circuitos Integrados Serie 74HC - en Ciudad de MéxicoDocumento2 páginasVenta de Circuitos Integrados Serie 74HC - en Ciudad de MéxicoFausto JoséAún no hay calificaciones
- Valores Caracteristicos de Las Ondas SenoidalesDocumento12 páginasValores Caracteristicos de Las Ondas SenoidalesJeanPierSalloAún no hay calificaciones
- Manual Del Usuario GT-C3300KDocumento67 páginasManual Del Usuario GT-C3300KjohnatanmendezAún no hay calificaciones
- Cronograma Valorizado de Obra ActualizadoDocumento90 páginasCronograma Valorizado de Obra ActualizadoFranklin Flores SanchezAún no hay calificaciones
- Actividad Dinámica TEMA 2Documento2 páginasActividad Dinámica TEMA 2Gabriela Vastbinder GarciaAún no hay calificaciones
- Involuta, Relación de Contacto e InterferenciaDocumento25 páginasInvoluta, Relación de Contacto e InterferenciaDany Frank Taquila VelásquezAún no hay calificaciones
- Enfardadora MFDocumento70 páginasEnfardadora MFYonder RodríguezAún no hay calificaciones
- Taller Parcial TermoDocumento3 páginasTaller Parcial Termodaniel ortizAún no hay calificaciones
- GraficasPenduloDobleDocumento6 páginasGraficasPenduloDobleMarcosLorenzoAún no hay calificaciones
- Programador PIPO2Documento8 páginasProgramador PIPO2Aurelio AntonioAún no hay calificaciones
- Motores Endotermicos-Dante GiacosaDocumento773 páginasMotores Endotermicos-Dante GiacosaJosé Luis FerreiroAún no hay calificaciones
- Funvisis PDFDocumento120 páginasFunvisis PDFjailyneAún no hay calificaciones
- Guia de Aprendizaje Detención de ErroresDocumento19 páginasGuia de Aprendizaje Detención de ErroresYulipovdaAún no hay calificaciones
- Ie352aei2018 1Documento12 páginasIe352aei2018 1Luis Fer Apaza HuarhuaAún no hay calificaciones
- Medios de Pago ElectrónicoDocumento12 páginasMedios de Pago ElectrónicoEnrique Medina AspirosAún no hay calificaciones
- Bpm-Planta de Conserva de Anchoveta en Salsa de TomateDocumento20 páginasBpm-Planta de Conserva de Anchoveta en Salsa de TomateAlexis Lujan HonorioAún no hay calificaciones
- IntroduccionDocumento5 páginasIntroduccionJose Antonio Vargas sanchezAún no hay calificaciones
- Como Hacer Una Parrilla para AsadosDocumento7 páginasComo Hacer Una Parrilla para Asadosmauro_hallerAún no hay calificaciones
- Tipos de IndicadoresDocumento11 páginasTipos de IndicadoresjucachesAún no hay calificaciones
- Leyes Ohm, Kirchhoff, Lenz, Faraday, WattDocumento7 páginasLeyes Ohm, Kirchhoff, Lenz, Faraday, WattEugenio Garcia LeonAún no hay calificaciones