Documentos de Académico
Documentos de Profesional
Documentos de Cultura
MANUAL Examen Operario Especialista Planta Catalitica 1 Refineria
Cargado por
tabletfili666Título original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
MANUAL Examen Operario Especialista Planta Catalitica 1 Refineria
Cargado por
tabletfili666Copyright:
Formatos disponibles
FORMATIVO OPERADOR ESPECIALISTA FCC1
ELABORO: APOLINAR PAVON DOMINGUEZPágina 1
FORMATIVO OPERADOR ESPECIALISTA FCC1
Felicidades has sido elegido para participar en este curso que te proporcionara
las herramientas necesarias en la operación de la planta catalítica 1, te doy la
bienvenida por estar en este curso, pues ello implica que eres un trabajador
dispuesto a superarte en tu oficio, pues nunca está de más aprender o recordar
algo de tus labores cotidianas y lograr con esto el bienestar de los que más quieres
“Tu familia”.
Este curso te ayudará a recordar los aspectos técnicos en los conceptos básicos
de seguridad, comprender los circuitos lógicos de protección, así como a operar la
planta de una manera eficiente y segura lo que incrementará tu desempeño en
beneficio de nuestro departamento de operación, de nuestra empresa, de sus
instalaciones, pero sobre todo de tu persona, pues tu trabajo se realizará con
calidad, sin afectar al ambiente, y cuidando tu salud.
Te invitamos a participar con entusiasmo y a convertir este curso en una
experiencia de gran utilidad para ti y para los demás; estamos orgullosos de ser
parte de tu formación.
¡Animo!
ELABORO: APOLINAR PAVON DOMINGUEZPágina 2
FORMATIVO OPERADOR ESPECIALISTA FCC1
LA HABILIDAD CON QUE UN OPERADOR EJECUTE SU TRABAJO
SASTIFACTORIAMENTE, DEPENDE DEL CONOCIMIENTO DE SU EQUIPO Y DE LA
APLICACIÓN DILIGENTE DE ESE CONOCIMIENTO EL CUAL NECESITA PARA HACER UN
ANALISIS PRUDENTE DE LOS PROBLEMAS DE OPERACIÓN ENCONTRADOS EN
OPERACIONES NORMALES, ANORMALES Y PAROS DE LA UNIDAD.
CONOCIENDO LAS FUNCIONES ESENCIALES DE LAS DIFERENTES PARTES DEL
EQUIPO, EL OPERADOR PUEDE VIGILAR Y MANTENER LA INTEGRIDAD DE LAS
FUNCIONES.
EL ÉXITO DE LA OPERACIÓN DEL EQUIPO DEPENDE DELCONOCIMIENTO QUE SE
TENGA ACERCA DE LO QUE SUCEDE DENTRO DE LA UNIDAD.
EL OPERADOR ADQUIERE PARTE DE SUS CONOCIMIENTOS CON EL APRENDIZAJE
DEL PROCESO, A MEDIDA QUE TRABAJA EN EL. OTRA PARTE IMPORTANTE DE SUS
CONOCIMIENTOS PROVIENE DE LA PRACTICA QUE TENGA CON SU EQUIPO.
LA EXPERIENCIA DE UN OPERADOR LE INDICA QUE SUCEDE EN LA UNIDAD Y COMO
SUCEDE.
EL ESTUDIO DEL PROCESO LE INDICAN POR QUE SUCEDEN LAS COSAS.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 3
FORMATIVO OPERADOR ESPECIALISTA FCC1
LA HISTORIA DEL PETROLEO CRUDO Y SU CARACTERIZACION.
EL PETROLEO SE FORMO EN TIEMPOS PRIMITIVOS DE LA HISTORIA DE LA TIERRA, EN
SITIOS DONDE ANTES HABIA GRANDES MARES.
EN ESTOS MARES VIVIAN, COMO HOY EN TODOS LOS OCEANOS, MILLONES DE
ANIMALES, ALLI SE DESARROLABAN, SE MULTIPLICABAN Y MORIAN, LOS MARES SE
SECARON, SE EXTENDIERON ENCIMA DE ELLOS GRANDES CAPAS DE TIERRA, QUE
CUBRIERON TAMBIEN LOS CADAVERES DE LOS ANIMALES QUE QUEDARON
HUNDIDOS EN EL LODO Y EN MILLONES DE AÑOS SE DESCOMPUSIERON LAS
MATERIAS ORGANICAS QUE EN ESTOS SERES VIVOS ESTABAN FORMADOS Y DE
ELLAS SE FORMO EL PETROLEO.
EL PETROLEO CRUDO SACADO DE LA TIERRRA ES UNA MEZCLA DE TODAS LAS
SUSBTANCIAS IMAGINABLES TANTO DE LAS MAS SENCILLAS COMO DE LAS MAS
COMPLICADAS, DE COMPONENTES LIQUIDOS, SOLIDOS E INCLUSO DE AGUA.
AL CUAL SE LETRATA DE SEPARAR, PRIMERO TODAS LAS IMPUREZAS Y LUEGO LA
MEZCLA MISMA.
EL PETROLEO CRUDO ES UNA MEZCLA DE SUSBTANCIAS COMO YA SE MENCIONO,
QUE POR DESTILACION SE SEPARAN SUS DIVERSOS COMPONENTES Y FRACCIONES.
LAS FRACCIONES SON ASU VEZ UNA MEZCLA DE SUSBTANCIAS MAS PARECIDAS
ENTRE SI QUE LAS QUE ANTES SE ENCONTRABAN EN EL CONJUTO, ES DECIR COMO
CRUDO.
LA QUIMICA NOS ENSEÑA QUE LA PARTE FUNDAMENTAL DE TODAS LAS FRACIONES
DEL PETROLEO CRUDO SON LOS LLAMADOS HIDROCARBUROS (HC), ESTO ES,
COMBINACIONES DE ATOMOS DE CARBONO E HIDROGENO.
POR MEDIO DE ANALISIS ES POSIBLE AVERIGUAR LA COMPOSICION DE UN
HIDROCARBURO QUE SE HAYA AISLADO (SEPARADO). ASI SE ENCUENTRA QUE EN EL
PETROLEO CRUDO EXISTEN HC DE MUY DIFERENTE COMPOSICION, ESTO ES MUY
IMPORTANTE; SE PUEDEN ORDENAR FORMANDO SERIES.
DE LAS MUCHAS SERIES DE HC PRESENTES EN EL PETROLEO CRUDO SON DE
PRIMORDIAL INTERES POR EL DESARROLLO COMERCIAL QUE REPRESENTAN LAS
SIG.
SERIE DE LAS PARAFINAS
SERIE DE LAS OLEFINAS
SERIE DE LOS NAFTENOS
SERIE DE LOS AROMATICOS
ELABORO: APOLINAR PAVON DOMINGUEZPágina 4
FORMATIVO OPERADOR ESPECIALISTA FCC1
LAS PARAFINAS SON HC DE CADENA LINEAL MUY ESTABLES Y POCO REACTIVOS,
DADO QUE SUS CARBONOS ESTAN SATURADOS.
EJEMPLO:
H H H H H H
I I I I I I
H- C–C–C–C–C–C–H (EXANO NORMAL C6 H14 )
I I I I I I
H H H H H H
LAS OLEFINAS SON HC DE CADENA LINEAL CON UNA DOBLE LIGADURA A DOS
CARBONOS EN SU MOLECULA, ESTA DOBLE LIGADURA LOS HACE SER NO
SATURADOS O INSATURADOS.
EJEMPLO.
H H H H H H
I I I I I I
C – C- C – C – C – C- H
I I I I I I
H H H H H H
LOS NAFTENOS SON HC CICLICOS Y ON SATURADOS
EJEMPLO.
LOS ROMATICOS SON HC CONOCIDOS COMO DE LA SERIE DEL BENCENO Y SON
QUIMICAMENTE ACTIVOS, PUES CONTIENE TRES DOBLES LIGADURAS Y SON MUY
APRECIADOS POR SUS PROPIEDADES ALTAMENTE ANTIDETONANTES.
EJEMPLO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 5
FORMATIVO OPERADOR ESPECIALISTA FCC1
TAMBIEN ES IMPORTANTE DETERMINAR LA CANTIDAD DE SAL (Na CL ) ASOCIADA AL
CRUDO EN FORMA DE SALMUERA, YA QUE ES LA CAUSANTE DEL TAPONAMIENTO DE
LOS CAMBIADORES DE CALOR Y CONTRIBUYE A LA FORMACION DE CARBON EN LOS
CALENTADORES A FUEGO DIRECTO, AL DEPOSITARSE EN SUS SERPENTINES Y
OFRECER UNA MAYOR RESISTENCIA A LA TRANSMISION DE CALOR.
OTRO DE LOS PARAMETROS QUE SE ANALIZA ES EL CONTENIDO DE CARBON
CONRADSON EXPRESADO EN % EN PESO, YA QUE DETERMINA LA CONCENTRACION
DE ASFALTENOS QUE PUEDAN CONTENER LAS FRACCIONES MAS PESADAS DEL
CRUDO, PUES SU PRESENCIA DAÑA LOS CATALIZADORES CON EL CUAL ES
DESINTEGRADO EN LAS PLANTAS CATALITICAS.
ES IMPORTANTE DETERMINAR LA CONCENTRACION DE AZUFRE EN EL CRUDO, POR
LOS TRATAMIENTOS QUE PUEDAN REQUERIRSE EN LOS PRODUCTOS DESTILADOS Y
POR EL DAÑO QUE CAUSAN A LOS CATALIZADORES Y EQUIPOS QUE LO MANEJAN.
LA PRESENCIA DE AZUFRE TRAE COMO CONSECUENCIA: CORROSION, MALOS
OLORES, TOXICIDAD Y CARACTERISTICAS DE EXPLOSION POBRE EN LAS GASOLINAS
QUE LO CONTIENEN.
EL CONTACTO CON EL AIRE Y LA HUMEDAD, LOS GASES DE AZUFRE PRODUCIDO
DURANTE EL QUEMADO DE LOS COMBUSTIBLES YA SEAN EN CALDERAS O EN
CALENTADORES PUEDE CAUSAR CORROSION EN EL ACERO DE LOS DUCTOS, DE LAS
CHIMENEAS, ETC.
AL IGUAL QUE LOS PARAMETROS ANTERIORES, EL CONTENIDO DE METALES ES
IMPORTANTE POR EL PROBLEMA ASOCIADO QUE TRAE SU PRESENCIA. ASI SE TIENE
QUE, POR EJEMPLO. EL Na (SODIO) y EL Va (VANADIO) PRODUCEN CORROSION Y
ADEMAS SON VENENO.
PARA LOS CATALIZADORES UTILIZADOS EN LOS PROCESOS DE REFINACION; EL
ARSENICO ENVENENA A LOS CATALIZADORES DE REFORMACION QUE SON A BASE
DE PLATINO; EL Cu (COBRE) Y EL Va ACTUAN COMO PROMOTORES EN LA
FORMACION DE GOMAS.
LOS COMPUESTOS DE NITROGENO PRESENTES EN EL PETROLEO CRUDO TIENDEN A
REDUCIR LA ACTIVIDAD DE LOS CATALIZADORES USADOS EN LOS PRODUCTOS
DESTILADOS COMO LAS GASOLINAS, DIESEL Y ACEITES COMBUSTIBLES.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 6
FORMATIVO OPERADOR ESPECIALISTA FCC1
CAPACIDAD DE REFINACION
LA CAPACIDAD DE REFINACION DE LAS REFINERIAS SE DETERMINA POR LA
CAPACIDAD DE PROCESAMIENTO DE SUS PLANTAS PRIMARIAS.
EN ESTA REFINERIA “ING. ANTONIO DOVALI JAIME” EL PETROLEO CRUDO SE RECIBE
EN TANQUES DE ALMACENAMIENTO EN DONDE SE DEJA REPOSAR PARA ELIMINARLE
EL AGUA Y SEDIMENTOS POR MEDIO DE DRENADOS. CUANDO EL PRODUCTO
REPOSADO TIENE UN 2% COMO VALOR MAXIMO DE AGUA Y SEDIMENTO ESTA LISTO
PARA SU PROCESAMIENTO.
LA CAPACIDAD DE REFINACION DE ESTA REFINERIA ES DE 330000 B/D DE PETROLEO
CRUDO. TRAVES DE DOS PLANTAS COMBINADAS. CADA UNA CON CAPACIDAD DE
165000B/D.
LA IMPORTANCIA DE LA REFINERIA ING. ANTONIO DOVALI JAIME.
DARLE AL PETRÓLEO CRUDO MAYOR VALOR, POR MEDIO DE LA SEPARACIÓN
DE SUS COMPUESTOS
EN NUESTRA REFINERÍA PROCESAMOS EN MEZCLAS COMBINADAS ISTMO Y
MAYA
AYUDA A CUBRIR LA DEMANDA DE ENERGÉTICOS DEL PAÍS HACIA LOS
ESTADOS DEL SUR Y SURESTE Y PARTE DEL PACIFICO.
TIPO DE PETRÓLEO QUE RECIBIMOS
ISTMO MAYA OLMECA
AGUA Y .5 .5 .5 MÁX.
SEDIMENTO
AZUFRE(% 1.8 3.5 .95 MÁX.
PESO)
PRESION PVR 6.5 6.5 6.5 MÁX.
(PSI)
SALINIDAD 30 30 30 MÁX.
(LB/1000B)
API 33° 22° 38°
(GRAVEDAD)
LOS CRUDOS PESADOS SON AQUELLOS MENORES A 28° API
LOS CRUDOS LIGEROS SON AQUELLOS MAYORES A 33° API
LOS CRUDOS MEDIOS SON AQUELLOS QUE OSCILAN ENTRE AMBOS EXTREMOS.
CABE SEÑALAR QUE LA GRAVEDAD API, REPRESENTA QUE TAN PESADO O LIGERO
ES UN CRUDO EN COMPARACIÓN CON EL AGUA (CUYA GRAVEDAD ES 10 API,)
ENTRE MÁS PESADO SE A UN CRUDO, MAYOR SERÁ LA COMPLEJIDAD PARA
OBTENER PRODUCTOS LIGEROS (GASOLINA, NAFTA ENTRE OTROS) Y MAYOR LA
CONVENIENCIA DE REFINARLOS EN UNIDADES DE ALTA CONVERSIÓN.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 7
FORMATIVO OPERADOR ESPECIALISTA FCC1
LAS 4 ETAPAS DEL PETROLEO CRUDO.
1.- PRECALENTAMIENTO. - SE LE INCREMENTA LA TEMPERATURA
2.- DESALADO. -ESTE PROCESO ES EL DE ELIMINAR LA SALES (NACL.) AL PETRÓLEO
CRUDO PARA NO TENER CORROSIÓN EN LOS DEMÁS EQUIPOS.
3.- DESPUNTE. -ES LA SEPARACIÓN DE LOS COMPUESTOS LIGEROS DEL PETRÓLEO
CRUDO, GAS Y GASOLINA
4.- FRACCIONAMIENTO. - SEPARAR LOS PRODUCTOS DE ACUERDO A SU
TEMPERATURA INICIAL DE EBULLICIÓN.
FUNCIÓN DE LA PLANTA CATALÍTICA I: TIENE COMO OBJETIVO PROCESAR LOS
GASÓLEOS PESADOS Y LIGEROS DE VACIO, EN DONDE EN PRESENCIA DE UN
CATALIZADOR Y TEMPERATURA SE FAVORECE EL ROMPIMIENTO DE SUS
ESTRUCTURAS MOLECULARES PRODUCIENDOSE (GASOLINA DE ALTO OCTANO, GAS
SECO, PROPILENO, BUTANO –BUTILENO, DIESEL, ACEITE DECANTADO.)
PROCESO CATALITICO. -ES AQUEL DONDE EN UNA REACCIÓN INTERVIENE UN
REACTIVO O MÁS EN EL CUAL SE CUENTA CON LA PRESENCIA DE UN CATALIZADOR
DICHO CATALIZADOR ACELERA O DISMINUYE LA VELOCIDAD DE REACCIÓN CON LO
CUAL SE DISMINUYE EL TIEMPO PARA OBTENER LOS PRODUCTOS DESEADOS.
REFINERÍA: PLATAFORMA INDUSTRIAL DESTINADA A LA REFINACIÓN DEL PETRÓLEO
POR MEDIO DE LA CUAL MEDIANTE UN PROCESO ADECUADO SE OBTIENEN
DIVERSOS COMBUSTIBLES.
PROCESO. - CONJUNTO DE OPERACIONES A QUE SE SOMETE UNA COSA PARA
TRANSFORMARLA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 8
FORMATIVO OPERADOR ESPECIALISTA FCC1
POLÍTICA DE SEGURIDAD SALUD Y PROTECCIÓN AMBIENTAL
POLÍTICA DE PEMEX: ES UNA EMPRESA EFICIENTE Y COMPETITIVA, QUE SE
DISTINGUE POR EL ESFUERZO Y EL COMPROMISO DE SUS TRABAJADORES CON LA
SEGURIDAD, LA SALUD EN EL TRABAJO, LA PROTECCIÓN AMBIENTAL Y EL
DESARROLLO SUSTENTABLE, MEDIANTE LA ADMINISTRACIÓN DE SUS RIESGOS, EL
CUMPLIMIENTO NORMATIVO CON DISCIPLINA OPERATIVA Y LA MEJORA CONTINUA.
EL DESARROLLO SUSTENTABLE OBEDECE A LA IDEA BÁSICA DE
SATISFACER LAS NECESIDADES DE LA SOCIEDAD ACTUAL SIN
COMPROMETER LA ESTABILIDAD DEL FUTURO, ES DECIR, MANTENER
UN EQUILIBRO “SUSTENTABLE” ENTRE LAS PERSONAS A FIN DE
DESARROLLAR ESTRATEGIAS EN PRO DEL BIENESTAR DEL MUNDO.
DISCIPLINA OPERATIVA. -EL OBJETIVO DE ESTE ES CONCIENTIZAR Y CAPACITAR AL
PERSONAL, CON RELACIÓN AL PAPEL QUE DESEMPEÑA EL PROCESO DE DISCIPLINA
OPERATIVA EN EL ÁMBITO DE LAS ACTIVIDADES QUE SE REALIZAN DÍA, A DÍA PARA
FOMENTAR Y FORTALECER LA EXCELENCIA OPERACIONAL CON EL PROPÓSITO DE
CONVERTIR A PETRÓLEOS MEXICANOS EN UNA EMPRESA DE CLASE MUNDIAL.
ES EL CUMPLIMIENTO RIGUROSO Y CONTINUO DE TODOS LOS PROCEDIMIENTOS E
INSTRUCCIONES DE TRABAJO, TANTO OPERATIVOS, ADMINISTRATIVOS Y DE
MANTENIMIENTO DE UN CENTRO DE TRABAJO A TRAVÉS DEL PROCESO DE
TENERLOS DISPONIBLES CON LA MEJOR CALIDAD Y CUMPLIMIENTO, COMUNICARLOS
DE FORMA EFECTIVA A QUIENES LO APLICAN Y DE EXIGIR SU APEGO ESTRICTO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 9
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL OBJETIVO DEL PROCESO DE DISCIPLINA OPERATIVA. - ES ASEGURAR QUE LAS
ACTIVIDADES OPERACIONALES SEAN LLEVADAS A CABO CORRECTA Y
CONSISTENTEMENTE A TRAVÉS DE LAS ETAPAS DE. DISPONIBILIDAD, CALIDAD,
COMUNICACIÓN Y CUMPLIMIENTO.
SISTEMA DE ADMINISTRACIÓN AMBIENTAL
IDENTIFICACIÓN DE OBJETIVOS Y METAS AMBIENTALES
OBJETIVOS Y METAS DE LA PLANTA CATALÍTICA 1
1.- LOS OBJETIVOS AMBIENTALES SON ENUNCIADOS GENERALES DE
INTENCIONALIDAD PARA LOGRAR O MEJORAR RESULTADOS, DEBEN SER
MEDIBLES Y ALCANZABLES EN UN LAPSO DETERMINADO, SU DESCRIPCIÓN
DEBE INICIAR CON UN VERBO COMO INCREMENTAR, MEJORAR, CUMPLIR.
2.-. LA META ES LA CUANTIFICACIÓN EN UNIDADES, PORCENTAJES, DEL
RESULTADO O MEJORA ESPERADA.
3.- PARA CADA INCUMPLIMIENTO DE LOS OBJETIVOS GERENCIALES O NO
CONFORMIDAD SE DEBE HACER UN ACR (ANÁLISIS CAUSA RAÍZ)
IDENTIFICACIÓN DE OBJETIVOS Y METAS DE SEGURIDAD Y SALUD EN EL
TRABAJO
DEPTO: PLANTA CATALÍTICA 1/AZUFRE 1
OBJETIVOS:
1.- MEJORAR LA SEGURIDAD Y SALUD EN EL TRABAJO
2.- LA META: ES LA CUANTIFICACIÓN EN UNIDADES, PORCENTAJES, DEL
INDICADOR, RESULTADO O MEJORA ESPERADA. DEBEN SER MENSURABLES
PARA DAR SEGUIMIENTO A SU COMPORTAMIENTO A TRAVÉS DE INDICADORES.
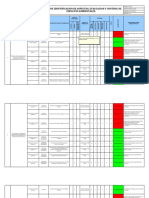
IPERDC: IDENTIFICACIÓN DE PELIGROS, EVALUACIÓN DE RIESGOS Y
DETERMINACIÓN DE CONTROLES SE LLEVA A TRAVÉS DE LAS SIGUIENTES
CINCO ETAPAS:
1. -ESTABLECER CONDICIONES
2. -IDENTIFICAR PELIGROS Y SUS RIESGOS ASOCIADOS
3. -EVALUAR LOS RIESGOS
4. -DETERMINAR CONTROLES
5. -IMPLEMENTAR CONTROLES
ELABORO: APOLINAR PAVON DOMINGUEZPágina 10
FORMATIVO OPERADOR ESPECIALISTA FCC1
DEFINICIONES
NIVEL. - ES LA ALTURA DE UN LÍQUIDO DENTRO DE UN RECIPIENTE.
TEMPERATURA. -ES VALORAR QUE TAN FRIO O TAN CALIENTE ESTA UN CUERPO.
(CALOR LATENTE: ES CUANDO UN CUERPO AUMENTA SU TEMPERATURA Y CAMBIA
SU ESTADO FÍSICO)
(CALOR SENSIBLE: ES UNA SUSTANCIA QUE AUMENTA LA TEMPERATURA Y NO
CAMBIA SU ESTADO FÍSICO)
FLUJO. -ES LA CANTIDAD DE UN FLUIDO QUE PASA POR UN PUNTO DETERMINADO.
PRESION. - FUERZA QUE EJERCE UN GAS, UN LÍQUIDO O UN SÓLIDO SOBRE UNA
SUPERFICIE.
PRESION ATM.-ES UNA FUERZA EJERCIDA SOBRE UN AREA DETERMINADA
PRODUCIDA.(1.033)LOS GASES QUE COMPONEN LA ATM.Y ES VARIABLE DE ACUERDO
A LA ALTURA SOBRE EL NIVEL DEL MAR.
PRESION MANOMETRICA.—ES LA QUE SE LEE DIRECTAMENTE EN EL MANOMETRO EL
0 ESTA TOMADO APARTIR DE LA PRESION ATM.
PRESION DE VACIO.-ES UNA PRESION MENOR QUE LA PRESION ATM.
(MANOVACOMETRO)KG/CM2, CM/HG.
PRESION HIDROSTATICA.-ES LA PRESION EJERCIDA POR LIQUIDOS DEVIDO A SU
ALTURA, PESO Y DENSIDAD SOBRE EL FONDO DEL EQUIPO.
LAZO DE CONTROL: UN LAZO DE CONTROL ES AQUEL QUE PERMITE CONTROLAR
UNA MAGNITUD FISICA, YA SEA PRESION, TEMPERATURA,FLUJO,PESO,VELOCIDAD.
CONFIGURADOS EN FORMA DE CIRCUITO DE TAL MANERA QUE LA SEÑAL DE
CONTROL ES TRANSMITIDA AL ELEMENTO FINAL DE CONTROL (VALVULA) PARA
AJUSTAR EL PROCESO A UN PUNTO DE CONSIGNA DEPENDIENDO DE LA MAGNITUD
DEL ESTIMULO GENERADO POR EL PROCESO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 11
FORMATIVO OPERADOR ESPECIALISTA FCC1
ELABORO: APOLINAR PAVON DOMINGUEZPágina 12
FORMATIVO OPERADOR ESPECIALISTA FCC1
PLANTA CATALITICA 1
LA PLANTA DE DESINTEGRACIÓN CATALÍTICA QUE AQUÍ SE DESCRIBE SE HA
DISEÑADO PARA UNA CARGA DE 40000 BPD DE GASÓLEO Y PRODUCE: GAS
RESIDUAL DESULFURADO PARA GAS COMBUSTIBLE, GAS ÁCIDO PARA
RECUPERACIÓN DE AZUFRE, PROPANO-PROPILENO, BUTANO-BUTILENO,
GASOLINA DEBUTANIZADA, ACEITE CÍCLICO LIGERO Y ACEITE DECANTADO.
ESTA PLANTA CUENTA CON UN SISTEMA CONVERTIDOR CATALÍTICO,
FRACCIONADORA, UNA SECCIÓN DE RECUPERACIÓN DE VAPORES, UNA
SECCIÓN DE TRATAMIENTO CON AMINA (DEA) PARA ELIMINAR ÁCIDO
SULFHÍDRICO DE LAS CORRIENTES DE GAS SECO Y PROPANO-BUTANO.
UNIDAD DE EXTRACCIÓN MEROX PARAELIMINAR MERCAPTANOS DE LA
CORRIENTE PROPANO-BUTANO Y LA UNIDAD DE ENDULZAMIENTO MEROX PARA
GASOLINA.
EL PROCESO DE DESINTEGRACIÓN CATALÍTICA FLUIDIZADA (FCC) TIENE POR
OBJETO CONVERTIR CORTES PESADOS DEL CRUDO PROVENIENTES DE
DESTILACIÓN ATMOSFÉRICA DE VACÍO Y DE PROCESOS DE COQUIZACIÓN O DE
REDUCCIÓN DE VISCOSIDAD, EN FRACCIONES MÁS LIGERAS Y DE MAYOR
VALOR, YA SEA COMO PRODUCTOS O BIEN COMO ALIMENTACIONES A OTRAS
UNIDADES (MTBE, TAME, ISOMERIZACIÓN Y ALQUILACIÓN).
EL PROCESO FCC CONTRIBUYE CON UN ALTO PORCENTAJE DE LA GASOLINA
TOTAL PRODUCIDA POR UNA REFINERÍA.
EN EL PROCESO FCC, LAS REACCIONES DE DESINTEGRACIÓN DE LOS
HIDROCARBUROS SE LLEVAN A CABO POR CONTACTO CON UN CATALIZADOR
EN EL CONVERTIDOR, DONDE TAMBIÉN SE LLEVA A CABO LA SEPARACIÓN
MECÁNICA DE LOS PRODUCTOS DESINTEGRADOS DEL CATALIZADOR MEDIANTE
CICLONES, EL AGOTAMIENTO DEL CATALIZADOR PARA LA ELIMINACIÓN DE
HIDROCARBUROS ATRAPADOS EN EL CATALIZADOR MEDIANTE, ARRASTRE CON
VAPOR Y LA REGENERACIÓN DEL CATALIZADOR.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 13
FORMATIVO OPERADOR ESPECIALISTA FCC1
DESCRIPCIÓN DEL FLUJO.
SECCIÓN DE CARGA Y PRECALENTAMIENTO DE LA PLANTA CATALITICA1
LA FUNCIÓN DE LA SECCIÓN DE CARGA Y PRECALENTAMIENTO ES LA DE
RECIBIR EL GASÓLEO DE CARGA EN EL TANQUE DE BALANCE 12-F. E
INCREMENTAR LA TEMPERATURA DEL MISMO. APROVECHANDO LA
TEMPERATURA DE LOS PRODUCTOS DE LA FRACCIONADORA 1-E. EN EL TREN
DE PRECALENTAMIENTO 6-C, 29-C Y 8-C Y EL CAFD 2-B PARA POSTERIORMENTE
INTRODUCIRLA AL REACTOR DE DESINTEGRACIÓN (RISER)
LA CARGA A LA PLANTA ES UNA MEZCLA DE GASÓLEOS QUE SE PRODUCEN EN
LA PLANTA DE ALTO VACÍO. ESTOS GASÓLEOS SE RECIBEN EN EL 12-F TANQUE
DE CARGA FRESCA.
POR UN LADO, A TRAVÉS DE LA VÁLVULA LV-5B SE RECIBEN GASÓLEOS
CALIENTES (90°C) PROVENIENTES DE LA PLANTA DE ALTO VACÍO Y POR OTRO
SE RECIBE CARGA DE TANQUES DE ALMACENAMIENTO A TRAVÉS DE LV-5C QUE
VIENE UN POCO MÁS FRÍA (66° C) Y QUE ES IMPULSADA POR LAS BOMBAS
22-J/JA PARA CONOCER LA CANTIDAD DE CARGA PROVENIENTE DE
ALMACENAMIENTO SE TIENE EL REGISTRADOR FR-32 Y PARA EL TOTAL DE
CARGA FRESCA QUE ESTÁ ENTRANDO AL PROCESO SE TIENE EL FR-33 A LA
DESCARGA DE LAS BOMBAS DE CARGA.
CONTROL DE RANGO ESCALONADO. (LIC-5)
LIC-5B LIC-5C
OP 0 10 20 30 40 50 60 70 80 90 100 %
ABERTURA. 0 20 40 60 80 100 20 40 60 80 100 %
CONTROL DE RANGO DIVIDIDO. (PIC-01)
A B
OP 0 10 20 30 40 50 60 70 80 90 100 %
ABERTURA. 100 80 60 40 20 0 20 40 60 80 100 %
ELABORO: APOLINAR PAVON DOMINGUEZPágina 14
FORMATIVO OPERADOR ESPECIALISTA FCC1
DEL TANQUE DE CARGA 12-F, ÉSTA ES BOMBEADA CON LAS BOMBAS 3-J
(M) O 3-JA (T) A TRAVÉS DE CAMBIADORES DE CALOR Y UN CALENTADOR
A FUEGO DIRECTO PARA PROPORCIONARLE LA TEMPERATURA QUE
REQUIERE AL ENTRAR AL REACTOR.EN EL SISTEMA DE LOS
CAMBIADORES DE CALOR, LA CARGA RECUPERA CALOR DEL ACEITE
DECANTADO EN EL 6-C, (LA FUNCIÓN DE ESTE CAMBIADOR ES LA DE
APROVECHAR LA TEMPERATURA DE UN PRODUCTO MÁS CALIENTE QUE
VIENE DE FRACCIONADORA 1-E PARA CALENTAR EL GASÓLEO DE CARGA
QUE VA A ENTRAR AL REACTOR (RISER) SIENDO ESTE EL ACEITE
DECANTADO CUYA TEMPERATURA OSCILA ENTRE LOS 350°C Y360°C.
DEL ACEITE CÍCLICO PESADO QUE SE RECIRCULA A LA FRACCIONADORA EN
LOS 29-C1/2 (ESTOS CAMBIADORES TIENEN COMO OBJETIVO SEGUIR
INCREMENTANDO LA TEMPERATURA CON OTRO PRODUCTO TAMBIEN DE LA
FRACCIONADORA 1.E ACP, QUE TIENE UNA TEMPERATURA APROXIMADA DE
330°C). Y FINALMENTE DE LA RECIRCULACIÓN DE FONDOS DE LA
FRACCIONADORA EN LOS 8-C1/ 4 ESTOS CAMBIADORES DE CALOR TIENEN
COMO FUNCION SEGUIR INCREMENTANDO LA TEMPERATURA DE LA CARGA Y
TIENE UNA TEMPERATURA APROXIMADA ALOS 350°C.
CAMBIADOR DE CALOR. - ES UN DISPOSITIVO CUYA FUNCION ES LA DE
TRANSFERIR CALOR DE UN PRODUCTO A OTRO
SE DIVIDE LA CARGA EN DOS CORRIENTES CONTROLADAS POR FV-35 Y FV-36
QUE CORRESPONDEN A CADA UNO DE LOS SERPENTINES DEL CALENTADOR A
FUEGO DIRECTO 2-B. LA FUNCION DE ESTE EQUIPO ES EL DE INCREMENTAR A
UN MAS LA TEMPERATURA DE LA CARGA QUE SALE DEL TREN DE
PRECALENTAMIENTO( 6C,29CS Y 8-CS)PARA INTRODUCIRLA AL REACTOR I-D
(RISER) YA QUE SE REQUIERE UNA TEMPERATURA APROXIMADA DE 290°C A
330°C LA CARGA ENTRARA AL CAFD POR UNOS TUBOS LLAMADOS
SERPENTINES QUE SE DISTRIBUYEN A TODO LO LARGO Y ANCHO DEL CAFD
EL CALOR QUE SE SUMINISTRA A LA CARGA EN EL CALENTADOR 2-B ES
PROPORCIONADO POR GAS COMBUSTIBLE CONTROLADO POR PV-12 O POR
DIESEL CONTROLADO CON PV-42. A LA SALIDA DEL 2-B SE UNEN LAS
CORRIENTES DE LOS DOS SERPENTINES Y HAY UN CONTROL DE
TEMPERATURA EN ESTE PUNTO TIC-14 QUE PUEDE ACTUAR EN CASCADA CON
PIC-12 O PIC-42 SEGÚN EL COMBUSTIBLE QUE SE ESTÉ UTILIZANDO.
SE TIENE INDICACIÓN DE TEMPERATURAS PARA LA SALIDA DE CADA UNO DE
LOS SERPENTINES TI-1-6 Y TI-1-7 Y PARA LA CORRIENTE TOTAL TI-1-8.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 15
FORMATIVO OPERADOR ESPECIALISTA FCC1
DE AQUÍ LA CARGA SE VA HACIA EL PEINE DE CARGA PASANDO POR UNA
VÁLVULA DE COMPUERTA COMÚNMENTE CONOCIDA EN EL MEDIO COMO
"PAPAYONA" Y EN DONDE ADELANTE SE LE INCORPORA LA RECIRCULACIÓN DE
LODOS QUE MANDAN LAS BOMBAS 11-J. EN LA OPERACIÓN DE MÁXIMA
GASOLINA EL LÍQUIDO RECIRCULADO ES UNA CORRIENTE PEQUEÑA, 5 %
DE LA CARGA EN VOLUMEN, EL CUAL TIENE COMO FINALIDAD RETORNAR
CATALIZADOR DEL ASENTADOR DE LODOS AL CONVERTIDOR,
EN EL PROCESO. LA CARGA FRESCA, DESPUÉS DE HABER SIDO PRECALENTADA,
ENTRA AL ELEVADOR (RISER) DONDE ES VAPORIZADA Y MEZCLADA CON EL
CATALIZADOR CALIENTE PROVENIENTE DEL REGENERADOR, GENERANDO UNA
TEMPERATURA DE MEZCLA QUE OSCILA ENTRE 500- 550°C.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 16
FORMATIVO OPERADOR ESPECIALISTA FCC1
ESPECIFICACIONES DEL GASOLEO DE CARGA A FCC1
● PESO ESPECIFICO: DEBE TENER ENTRE 900 Y 980 GR/CM3 APROX. NOS INDICA LA
CANTIDAD DE HIDROCARBUROS PESADOS QUE CONTIENE LA MUESTRA Y POR
CONSIGUIENTE LA CANTIDAD DE CARBÓN QUE SE DEPOSITARÁ EN EL CATALIZADOR.
● COLOR ASTM: PARA DERIVADOS DEL PETRÓLEO LOS VALORES ACEPTABLES SON
DE 6.5 A 7.0. COLOR ASTM (AMERICAN STÁNDAR TEST MATERIAL) ESTA PRUEBA ESTÁ
RELACIONADA CON EL PESO, TAMBIÉN NOS INDICA LA CANTIDAD DE CARBÓN QUE SE
DEPOSITARÁ EN EL CATALIZADOR.
● CRB (CARBÓN RAMS BOTTOM) POR MEDIO DE ESTA PRUEBA SE CUANTIFICA LA
CANTIDAD DE CARBÓN QUE SE DEPOSITARÁ EN EL CATALIZADOR Y EN LOS TUBOS
DEL CALENTADOR, CUANDO LA CARGA TRAE POCO O MUCHO CARBÓN SE TIENE
PROBLEMAS CON LAS TEMPERATURAS DE LAS CAMAS, UN VALOR ACEPTABLE ES DE
0.20 A 0.28 DE CARBÓN APROX.
● TEMPERATURA DE ANILINA: ES USADO COMO UNA AYUDA EN LA
CARACTERIZACIÓN DE LOS HIDROCARBUROS PUROS. LOS PUNTOS DE ANILINA DE
LOS HIDROCARBUROS AROMÁTICOS ES MUY BAJO, LAS PARAFINAS TIENEN PUNTO
DE ANILINA ALTOS, LAS CICLOPARAFINAS Y OLEFINAS TIENEN VALORES QUE SE
ENCUENTRAN ENTRE LAS PARAFINAS Y LOS AROMÁTICOS. NORMALMENTE LAS
CORRIENTES DEBEN TENER ENTRE 80 Y 85 °C APROX. CON ESTOS DATOS PODEMOS
ASEGURARNOS QUE LAS GASOLINAS NO TENDRÁN PARAFINAS QUE DISMINUYAN EL
OCTANO.
● CONTENIDO DE AZUFRE EL AZUFRE NO ES CONSIDERADO UN VENENO PARA LOS
CATALIZADORES DE FCC SIN EMBARGO CARGAS CON ALTAS CONCENTRACIONES DE
AZUFRE, REFLEJAN UN INCREMENTO DIRECTO EN LOS NIVELES DE AZUFRE EN LOS
PRODUCTOS LÍQUIDOS DE FCC Y EN LAS CORRIENTES GASEOSAS PROVENIENTES
DEL REGENERADOR.
EL AZUFRE EN LAS CARGAS DE FCC, PUEDE OSCILAR ENTRE VALORES DE 2 A 2.3 %.
EL AZUFRE DEPOSITADO EN EL COQUE (CARBÓN EN EL CATALIZADOR) ES QUEMADO
EN EL REGENERADOR HACIA SO2 Y SO3 (DIÓXIDO DE AZUFRE Y TRIÓXIDO DE
AZUFRE) CONVIRTIÉNDOSE EN CONTAMINANTES DEL AIRE
ELABORO: APOLINAR PAVON DOMINGUEZPágina 17
FORMATIVO OPERADOR ESPECIALISTA FCC1
●METALES: PARTÍCULAS DE METALES EN LA CARGA SE DEBE MANTENER UN
CONTROL CON LOS METALES (FIERRO, VANADIO, NÍQUEL, COBRE, SODIO) PORQUE
RESULTAN SER DESACTIVADORES DE LAS REACCIONES DEL CATALIZADOR. LOS
LÍMITES PERMITIDOS SON:
NOMBRE UNIDAD CANTIDAD
HIERRO P.P.M. 0.25 MAX.
VANADIO P.P.M. 0.20 MAX.
NÍQUEL P.P.M. 0.10 MAX.
COBRE P.P.M. 0.20 MAX.
LA CARGA ES MÁS CONTAMINADA CON METALES (NI Y V), ESTOS METALES SE
DEPOSITAN SOBRE LA SUPERFICIE DEL CATALIZADOR Y POR DIFERENTES
MECANISMOS DESACTIVAN Y CAUSAN DAÑOS IRREVERSIBLES A SUS DIFERENTES
COMPONENTES Y REACCIONAN CON ELLOS COMO RESULTADO ESTA INTERACCIÓN
SE INCREMENTA LA PRODUCCIÓN DE HIDROGENO Y DE COQUE.
FACTOR K (UOP): VALORES DE 12.5 O SUPERIOR INDICA UN MATERIAL
PREDOMINANTEMENTE PARAFÍNICO, LOS MATERIALES ALTAMENTE AROMÁTICOS
TIENEN FACTORES DE CARACTERIZACIÓN DE 10.0 O MENOS.
CARGAS DE CARÁCTER AROMÁTICO PRODUCEN MENOS RENDIMIENTO DE
GASOLINA, SIN EMBARGO, LA GASOLINA TENDRÁ UN NÚMERO DE OCTANO MUCHO
MÁS ALTO.
NITROGENO TOTAL. - ESTE COMPUESTO SE CONVINA CON EL HIDROGENO PARA
FORMAR AMONIACO LO CUAL ATACA LAS LINEAS DE COBRE DE LOS INSTRUMENTOS
DE CONTROL, UN VALOR DE 1100 PPM ES ACEPTABLE.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 18
FORMATIVO OPERADOR ESPECIALISTA FCC1
SICOLAB (SISTEMA DE CONTROL DE LABORATORIO)
DESVIO DE CARGA
PEINE DE
12-F CARGA
FV-35
LV-5B
3-J
6-C 29-C 8-C 2-B A
FV-36
PAPAYONA C
LV-5C
C
FV-299
FV-49 C FV-45
4-CM
ACL A 5-C 29-C
TANQUES
ACL 7-J FV-43
DE 2E
RISER
5-J
FV-44
FV-6
DECANTADO
A TANQUES
7-C 6-C
A PEINE C
DE A
CARGA
10-J
VOE- 1001 -
FV-40
FV-39
11-J
ELABORO: APOLINAR PAVON DOMINGUEZPágina 19
FORMATIVO OPERADOR ESPECIALISTA FCC1
RECIRCULACIÓN MÍNIMA:
SE UTILIZA PARA INSPECCIONAR EL FUNCIONAMIENTO DE LA BOMBA 3-J/JA
DESPUÉS DE UN MANTENIMIENTO PREVENTIVO PARA TENERLA CONFIABLE.
PARA AUMENTAR Y BAJAR LA PRESIÓN DE LA DESCARGA
PARA CONTROLAR EL AMPERAJE DE LA BOMBA 3-J MOTOR
PARA REALIZAR CAMBIO DE BOMBA O POR ROTACIÓN.
RECIRCULACIÓN CORTA
SE UTILIZA DESPUÉS DE UNA REPARACIÓN GENERAL DE LA PLANTA, PARA
EMPACAR EL CIRCUITO DE CARGA Y ELIMINAR LA HUMEDAD.
ES PARTE DEL LÓGICO 2 POR DISPARO DEL 1-J, PROVOCANDO QUE LAS
VÁLVULA FV-35 Y FV-36 CIERREN Y EVITAR QUE RELEVEN LA VÁLVULAS DE
SEGURIDAD PSV DEL TREN DE PRECALENTAMIENTO MANDANDO A ABRIR LA
FV-299 AL 100 %
RECIRCULACIÓN LARGA
ACTÚA EN LA EMERGENCIA POR FALLA DEL SOPLADOR 1-J O POR CUALQUIER
DISTURBIO QUE FRENE O PARE EL PROCESO Y SU FINALIDAD ES LA DE EVITAR EL
FLUJO INVERSO DE GASÓLEOS HACIA EL REGENERADOR A TRAVÉS DE LA
VÁLVULA PV-2 CORTANDO LA CARGA AL RISER.
RECIRCULACIÓN EXTRALARGA
SE UTILIZA PARA TENER LA TORRE FRACCIONADORA 1-E EN ÓPTIMAS
CONDICIONES PARA EL RECIBO DE LOS GASES QUE VIENEN DEL REACTOR 1-D A
TRAVÉS DE LA LÍNEA DE TRANSFERENCIA
PARA EL ARRANQUE DE LA PLANTA, MANTENER LAS RECIRCULACIONES
CALIENTES INTERNAS DE FONDOS Y A.C.P. Y ESTOS SON EL SOPORTE DE ALTAS
TEMPERATURAS DE REACCIÓN EN DONDE PARA RECIBIR ESTOS GASES SE
NECESITAN NORMALIZAR LOS NIVELES DE FONDOS Y A.C.P. (LR-6 Y LIC-7A/B) Y
ELABORO: APOLINAR PAVON DOMINGUEZPágina 20
FORMATIVO OPERADOR ESPECIALISTA FCC1
UNA TEMPERATURA DE 180°C DESDE EL TI-31 AL TI-39 POR MEDIO DEL
CALENTADOR 2-B. ESTA RECIRCULACIÓN NOS AYUDA TAMBIÉN A MANTENER
CALIENTE EL GASÓLEO EN ESPACIO MÁS LARGO PARA ENTRAR EN LAS
BOQUILLAS ATOMAX EVITANDO UNA INYECCIÓN MÁS FRÍA EN EL 1-D
ENCENDIDO DEL CALENTADOR A FUEGO DIRECTO 2-B
1. VAPORIZAR EL HOGAR (ZONA DE RADIACIÓN) Y TODO EL INTERIOR DEL
CAFD 2-B A TRAVEZ DE LA VALVULA PV-44 ALINEAR VALVULA DE ENTRADA DE
VAPOR A VARIOS QUEMADORES
2. TENER DISPONIBLE UN MECHÓN CON GASOLINA O DIÉSEL Y CERILLOS
3. SUSPENDER EL VAPORIZADO DEL CAFD 2-B DESPUÉS DE 30 MIN.
4. EL ING. DE OPERACION TOMARA UN ANÁLISIS A LA ZONA DEL HOGAR DEL CAFD
2-B PARA DETERMINAR MEZCLAS EXPLOSIVAS AL DETECTAR 0%
EXPLOSIVIDAD.SE PROCEDE A ENCENDER EL CAFD 2-B
5. VERIFICAR QUE EL SIS DEL CAFD 2-B ESTÉN FUERA (OPERADOR DE BUNKER 1)
6. OPERADOR DE BUNKER 1 (DAR PERMISIVO DE INICIO DE PILOTOS)
ABRE(PSV—55) (encender un piloto de algún quemador)
7. EN CAMPO (RESTABLECER VS-18 Y VS-15 ABREN) Y(CIERRA VS-16) (encender 1
piloto) INTRODUCIR MECHÓN PRENDIDO Y ENCENDER
8. BUNKER 1 DAR PERMISIVO DE ENCENDIDO DE QUEMADOR
9. EN CAMPO (RESTABLECER VS-3 Y VS 1 ABREN) Y (CIERRA VS-04)
10. ABRIR UN 15% PV-12
11. ABRIR BLOQUEO MANUAL DEL QUEMADOR A PRENDER
12. EN ESTE MOMENTO SE ENCUENTRA YA ENCENDIDO EL CAFD-2B
ELABORO: APOLINAR PAVON DOMINGUEZPágina 21
FORMATIVO OPERADOR ESPECIALISTA FCC1
13. CONTINUAR ENCENDIENDO QUEMADORES DE ACUERDO CON BUNKER 1
14. TOMAR CONDICIONES DEL CAFD 2-B
ELABORO: APOLINAR PAVON DOMINGUEZPágina 22
FORMATIVO OPERADOR ESPECIALISTA FCC1
PARTES DE UN CALENTADOR A FUEGO DIRECTO
EL HOGAR (ZONA DE RADIACCION): ES LA PARTE INFERIOR DEL CALENTADOR A
FUEGO DIRECTO 2 – B, EN CUYAS PAREDES FORMADAS DE REFRACTARIO, SE
ENCUENTRAN COLOCADOS DOS TUBOS EN FORMA DE “U” VERTICALMENTE QUE
CORRESPONDEN A LOS SERPENTINES 1 Y 2 QUE VAN DEL PONIENTE AL ORIENTE EN
SENTIDO OPUESTO O’ CONTRARIO UNO DE OTRO. Y POR EL PISO DEL HOGAR SE
ENCUENTRAN SUJETADOS LOS 12 QUEMADORES MIXTOS, 4 QUEMADORES AL
CENTRO Y 8 QUEMADORES A LOS EXTREMOS DE TODA LA PERIFERIA CIRCULAR DE
ESTA ZONA. EN ESTA PARTE DEL HOGAR, SE ENCIERRAN LAS FLAMAS PRODUCIDAS
POR LA COMBUSTIÓN; FORMÁNDOSE DE ESTA MANERA LA ZONA DE RADIACIÓN EN
ESTE HOGAR.
LOS QUEMADORES MIXTOS: SON 12 QUEMADORES QUE PUEDEN TRABAJAR EN
CASCADA A CONTROL DE TEMPERATURA CON EL TIC-14 CON EL GAS COMBUSTIBLE
A CONTROL DE PRESIÓN CON PIC – 12 O BIEN EN CASCADA A CONTROL DE
TEMPERATURA CON EL TIC – 14 CON EL ACEITE CÍCLICO LIGERO A CONTROL DE
PRESIÓN CON EL PIC – 42.
EL REFRACTARIO: ES LA CAPA DE ASBESTO Y CEMENTO CON UNA MALLA METÁLICA
QUE CUBRE LA ESTRUCTURA METÁLICA DE LAS PAREDES CONVIRTIÉNDOLAS EN
HERMÉTICAS QUE SIRVEN PARA EVITAR LAS PÉRDIDAS DE CALOR Y ADEMÁS
PROTEGE A LAS LÁMINAS METÁLICAS EN ESTA ZONA DEL HOGAR O’ ZONA DE
RADIACIÓN.
LOS SERPENTINES: ES LA TUBERÍA BIRLADA DE LOS SERPENTINES 1 Y 2 EN FORMA
DE “U” QUE ENTRAN A LA ZONA DE CONVECCIÓN (CAJA DE HUMO)
HORIZONTALMENTE Y QUE DESCIENDEN VERTICALMENTE POR LA ZONA DE
RADIACIÓN CONDUCIENDO A LOS GASÓLEOS DE LA CARGA FRESCA Y RECORRIENDO
TODO EL CALENTADOR A FUEGO DIRECTO 2 – B, SALIENDO COMO CARGA CALIENTE
OPTIMA AL RISER.
LA ZONA DE CONVECCION (CAJA DE HUMO): ES LA SECCIÓN DEL (CAFD)
CALENTADOR A FUEGO DIRECTO 2 – B FUERA DEL HOGAR, DONDE SE ENCUENTRAN
COLOCADOS HORIZONTALMENTE DE ORIENTE A PONIENTE LOS TUBOS BIRLADOS DE
LOS SERPENTINES 1 Y 2 CONDUCIENDO LOS GASÓLEOS DE LA CARGA FRESCA, PARA
OBTENER LA TEMPERATURA DESEADA, Y RECORRIENDO TODA ESTA ZONA RECIBE
EL CALOR POR CONDUCCIÓN DIRECTAMENTE DE LOS GASES DE LA COMBUSTIÓN
QUE SE DIRIGEN HACIA LA CHIMENEA. SALIENDO ASÍ LA CARGA POR LOS TUBOS DE
ELABORO: APOLINAR PAVON DOMINGUEZPágina 23
FORMATIVO OPERADOR ESPECIALISTA FCC1
LOS SERPENTINES 1 Y 2 EN FORMA DESCENDENTE Y VERTICALMENTE PARA LA ZONA
DE RADIACIÓN (HOGAR).
LA CAJA DE HUMO: TAMBIÉN SE LE PUEDE LLAMAR ÁREA DE LOS
DESHOLLINADORES. ES EL CONDUCTO POR DÓNDE VAN LOS GASES CALIENTES DE
LA COMBUSTIÓN RUMBO A LA CHIMENEA CONTANDO CON LOS TUBOS BIRLADOS DE
LOS SERPENTINES 1 Y 2.
LOS DESHOLLINADORES: ESTOS SON 10 BOQUILLAS ASPERSORAS DE VAPOR DE
MEDIA PRESIÓN SITUADOS 5 EN LA PARTE SUPERIOR Y 5 EN LA PARTE INFERIOR EN
LA CAJA DE HUMO DE LA ZONA DE CONVECCIÓN Y SIRVEN PARA REMOVER Y
ELIMINAR EL HOLLÍN O’ CARBÓN DEPOSITADO EN LOS TUBOS BIRLADOS DE LOS
SERPENTINES 1 Y 2, ENVIÁNDOLOS HACIA LA ATMOSFERA ATRAVES DE LA
CHIMENEA; MANTENIENDO ASÍ LIMPIO LOS TUBOS BIRLADOS PARA PODER RECIBIR
BIEN EL CALOR POR CONDUCCIÓN EN ESTA ZONA.
LA CHIMENEA: ES EL DUCTO DE CORTE CIRCULAR CON UNA PALOMETA O’ MAMPARA
POR DONDE ASCIENDEN LOS GASES DE COMBUSTIÓN PARA DESCARGARSE A LA
ATMOSFERA. ESTE EFECTO ES POR TIRO NATURAL, LA FLAMA ORIGINA UN VACÍO EN
EL HOGAR QUE VIENE HACER OCUPADA POR EL AIRE, SE INTRODUCE A CADA
QUEMADOR MANTENIENDO LA COMBUSTIÓN QUE IMPULSA A LOS GASES HACIA LA
CHIMENEA JALANDO AIRE FRESCO DE LA ATMOSFERA PARA ELIMINAR LA
COMBUSTIÓN EN LOS QUEMADORES.
LA PALOMETA DE TIRO MAMPARA O’ MARIPOSA: PALOMETA DE TIRO TAMBIÉN
LLAMADA COMO MARIPOSA O’ MAMPARA ES UNA COMPUERTA METÁLICA COLOCADA
EN EL EXTREMO SUPERIOR DE LA CAJA DE HUMO ZONA DE CONVECCIÓN CUYA
ABERTURA SE MANIPULA ATRAVES DE UN MECANISMO CON UN CABLE ACERADO
AJUSTANDO LA POSICIÓN DE ABERTURA EN UN TABLERO INDICADOR GRADUADO
POR MEDIO DE BARRENOS Y TORNILLOS, EN EL CUAL EL VALOR DE BARRENO ES DEL
7% EN CADA UNO DE LOS QUE INTEGRAN EL TABLERO.
¿QUE ES EL TIRO?: ES LA DIFERENCIA DE PRESIÓN DENTRO DEL CALENTADOR, EN
DONDE EL AIRE CALIENTE Y LOS GASES DE LA COMBUSTIÓN SUBEN Y JALAN AIRE
FRIO AL HOGAR PARA LA COMBUSTIÓN FORMÁNDOSE UN VACÍO.
TIRO MANUAL: ES EL TIRO NATURAL QUE SE LLEVA ACABO CON LA ABERTURA DE LA
PALOMETA DE TIRO, MAMPARA O’ MARIPOSA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 24
FORMATIVO OPERADOR ESPECIALISTA FCC1
ELABORO: APOLINAR PAVON DOMINGUEZPágina 25
FORMATIVO OPERADOR ESPECIALISTA FCC1
ELABORO: APOLINAR PAVON DOMINGUEZPágina 26
FORMATIVO OPERADOR ESPECIALISTA FCC1
ELABORO: APOLINAR PAVON DOMINGUEZPágina 27
FORMATIVO OPERADOR ESPECIALISTA FCC1
LOS RANGOS DE ALARMAS Y DISPAROS DE LOS LOGICOS DEL SIS SON TOMADOS
DE LOS CIRCUITOS DE PROTECCIONES.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 28
FORMATIVO OPERADOR ESPECIALISTA FCC1
CIRCUITOS LÓGICOS DE PROTECCION Y ARRANQUE AUTOMÁTICO DE BOMBAS
DE RELEVO.
LA PLANTA DE DESINTEGRACIÓN CATALÍTICA CUENTA CON SISTEMAS DE
PROTECCIÓN Y SISTEMAS DE RELEVO AUTOMÁTICO DE BOMBAS PARA
GARANTIZAR CONTINUIDAD DE OPERACIÓN, PROTECCIÓN DEL EQUIPO DE
PROCESO Y SEGURIDAD AL PERSONAL QUE OPERA LA PLANTA.
CAUSAS QUE ACTÚAN LOS LÓGICOS Y ACCIÓN DE ESTOS.
LÓGICO NO. 2
A) BAJO FLUJO DE CARGA (FI-35B Y FI – 36B)
SE APAGA CALENTADOR 2-B, CERRANDO LAS VÁLVULAS DE GAS (VS-1) Y
DIÉSEL (VS-2)
CIERRAN LAS VÁLVULAS DE CARGA A SERPENTINES CALENTADOR 2-B
(FV-35 Y FV-36)
APAGA CALENTADOR CERRANDO LAS VÁLVULAS DE GAS A
QUEMADORES (VS-3) Y (VS-1).Y GAS A PILOTOS (VS-15) (VS-18)
RECIRCULA LA CARGA (FV-299 ABRE).
B) BAJA PRESIÓN DE GAS COMBUSTIBLE A QUEMADORES DEL 2-B (PI-33).
CIERRA LA VÁLVULA DE CORTE DE GAS A QUEMADORES (VS-3) Y (VS-1).
C) BAJA PRESIÓN DE DIÉSEL A QUEMADORES DEL 2-B (PI-43)
CIERRA SOLO LA VÁLVULA DE CORTE DE DIÉSEL (VS-2).
D) BAJA PRESIÓN DE GAS A PILOTOS DEL 2-B (PI-33A).
CIERRA VÁLVULA DE GAS A PILOTOS (VS-15) Y (VS-18).
ABRE VÁLVULA DE VENTEO DE GAS A PILOTOS (VS-16).
ELABORO: APOLINAR PAVON DOMINGUEZPágina 29
FORMATIVO OPERADOR ESPECIALISTA FCC1
EN ESTA MODALIDAD INDICA QUE LAS PROTECCIONES SE ENCUENTRAN
DENTRO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 30
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBA DE CARGA 3J/JA
CONSECUENCIAS
*ACTÚAN LAS ALARMAS POR BAJO FLUJO DE CARGA A LA PLANTA (FIC-35, FIC-36)
SE APAGA EL CAFD-2B POR ACTUAR EL SIS (SISTEMA INSTRUMENTADO DE
SEGURIDAD) POR BAJO FLUJO DE FI-35B Y FI-36B
*AUMENTAN LAS TEMPERATURAS DEL CONVERTIDOR 1-D (DEBIDO A QUE NO LE
LLEGA SUFICIENTE CARBÓN AL REGENERADOR).
*AUMENTA LA TEMPERATURA DE REACCIÓN (TI-28).
MOVIMIENTOS
ESPECIALISTA BUNKER 1
1.- SACAR LA PROTECCIÓN DEL SIS FIC-35 Y FIC-36
2.-METER A OPERAR DESDE EL TABLERO EL MOTOR SI ESTABA OPERANDO LA
TURBINA.
*MIENTRAS RESTABLECE ALGUNA DE LAS BOMBAS SE PUEDE HACER LO SIGUIENTE.
3.-SOLICITAR QUE METAN A OPERAR LA OTRA 11-J Y ABRIR AL 100% FIC-39.
4.-SOLICITAR QUE ABRAN DIRECTO DE FV-39 Y FV-40 AL 100%.
5.-ABRIR FIC-11 PARA MANTENER ESTABLE LA CIRCULACIÓN DE CATALIZADOR.
*SI NO SE RESTABLECE NINGUNA DE LAS BOMBAS PROCEDER A EFECTUAR UN PARO
DE PLANTA, HACER LO SIGUIENTE:
6.-CERRAR PIC-12 Y PIC-42
7.-ABRIR FIC-7 Y CERRAR PIC-1 PARA DEJAR EL 1-J A MÍNIMAS DE GOBIERNO.
8.-CERRAR PV-2.
9.-CERRAR PV-1
10.-ABRIR DESLIZANTES (PARA INVERTIR LA PRESIÓN DIFERENCIAL).
11.-AJUSTAR MIC-8, MIC-9 (30%).
12.-CERRAR FIC-1, FIC-3, MIC-2 Y MIC-3.
13.-CERRAR FIC-39, FIC-43 Y FIC-45.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 31
FORMATIVO OPERADOR ESPECIALISTA FCC1
ESPECIALISTA BUNKER -2
1.-CERRAR PIC-15 Y ABRIR FIC-55 Y FIC-57 (DEJANDO A MÍNIMAS DE
GOBIERNO EL COMPRESOR 2-J).
2.-CONTROLAR .200 KG/CM2 EN PIC-14 (CON GAS DE REPRESIÓN).
3.-CERRARPIC-30 (EN CASO DE NO ESTAR RECIBIENDO GAS DE PRIMARIA 1).
4.-CERRAR PIC-17A Y CONTROLAR LA PRESIÓN DE 5-E CON PIC-17B A 9.5KG/CM 2.
5.-CERRAR PIC-18, PIC-20, LIC-28, FIC-69, PIC-19A/B, LIC-21, LIC-20
LIC-17, LIC-18, LIC-19, PIC-16, FIC-46, FIC-70, LIC-23, FIC-50,
FIC-67, PIC-31A/B, FIC-102, FIC-217, FIC-218, FIC-209, FIC-210,
LIC-231, LIC-228, LIC-107, PIC-109, PIC.230 Y FIC-103
7.-ABRIR TIC-21 Y TIC-24.
8.-CONTROLAR LA PRESIÓN DEL 8-F Y 35-F CON PIC-32 Y PIC-502.
9.-BAJAR FLUJO DE AMINA A CONTACTORES CON FIC-76 Y FIC-77.
10.-AJUSTAR TEMPERATURA AL FONDO DE LA 8-E A 100°C.
11.-DEJAR LA DEPROPANIZADORA 6-E A REFLUJO TOTAL, CONTROLANDO EN EL
TI-63 DE 90 A 95°C SI ES NECESARIO CONTROLAR LA PRESIÓN CON PIC-91.
12.-AL RECIRCULAR LA TORRE 16-E MANTENER CONDICIONES.
ESPECIALISTA COMPRESORAS
1.-ALINEAR 3 VUELTAS AL GAS DE REPRESIÓN DE ACUERDO CON EL ESPTA. DE
BUNKER- 2
2.-VIGILAR LA OPERACIÓN ESTABLE DE LAS MÁQUINAS Y NIVELES DE
CONDENSADORES
3.- SACAR DE OPERACIÓN 13-J, 14-J Y 27-J
4.- VIGILAR NIVELES DEL 4-F Y 15-F
ESPECIALISTA FRACCIONADORA
1.-METER A OPERAR OTRA BOMBA 11-J/JA.
2.-ABRIR DIRECTOS DE FV-39 Y FV-40.
*EN CASO DE NO RESTABLECER NINGUNA DE LAS *BOMBAS HACER LO SIGUIENTE.
3.-PARAR 5-J/JA/JB, 11-J/JA, 9-J/JA, 10-J/JA, 7-J/JA/JB, 6-J/JA.
4.-CALZAR SOLENOIDES DE MV-8, MV-9 Y FV-11 (O’ ABRIR DIRECTOS).
5.-ABRIR RECIRCULACIÓN EXTRA LARGA Y CERRAR MACHOS DEL PEINE DE CARGA
6.-BLOQUEAR VÁLVULA CHECKS DEL PRIMERO Y SEGUNDO PASÓ.
7.-BLOQUEAR LV-12, FV-39 Y FV-40
ELABORO: APOLINAR PAVON DOMINGUEZPágina 32
FORMATIVO OPERADOR ESPECIALISTA FCC1
ESPECIALISTA MEROX / SILOS
1.-AUXILIAR AL OPERADOR DE CARGA A RESTABLECER ALGUNA DE LAS 3-J/JA.
*EN CASO DE NO RESTABLECER NINGUNA DE LAS BOMBAS, HACER LO SIGUIENTE:
2.-AUXILIAR AL OPERADOR DEL CONVERTIDOR PARA SACAR DE OPERACIÓN LA
PLANTA.
3.-SUSPENDER CUALQUIER MOVIMIENTO CON LA SOSA, ÁREA DE SILOS Y AGUA DEL
14-E.
4.-PARAR 44-J/JA, 46-J/JA, 51-J/JA, 49-J/JA.
5.-BLOQUEAR FV-102, FV2-17, FV-210, LV-231, LV-228, PV-230
LV-107, PV-109 Y FV-103.
6.-BLOQUEAR VAPOR AL 50-C.
7.-BY-PASSEAR 11-E.
ESPECIALISTA AMINA / AGUAS AMARGAS
1.- AUXILIAR AL OPERADOR DE CARGA A RESTABLECER ALGUNA DE LAS 3-J/JA.
*EN CASO DE NO RESTABLECER NINGUNA DE LAS BOMBAS HACER LO SIGUIENTE:
2.-AUXILIAR AL OPERADOR DE LIGEROS.
3.-VERIFICAR QUE LAS VÁLVULAS AUTOMÁTICAS PV-30, PV-31A / B ESTÉN
CERRADASY BLOQUEAR UNA LATERAL.
4.-DESVIAR GAS ÁCIDO DEL 8-F HACIA EL 29-F BLOQUEAR PRIMERO HACIA PLANTAS
Y ALINEAR DESPUÉS AL 29-F.
5.-DEJAR RECIRCULANDO LA AMINA EN LA 9-E Y LA 7-E.
6.-VIGILAR LA PRESIÓN DEL 8-F Y 35-F CON PV-32 Y PV-502
7.-VIGILAR LA OPERACIÓN DEL SISTEMA DE AGUAS AMARGAS
ESPECIALISTA LIGEROS
1.- AUXILIAR AL OPERADOR DE CARGA A RESTABLECER ALGUNA DE LAS 3-J/JA.
*EN CASO DE NO RESTABLECER NINGUNA DE LAS 3-JS HACER LO SIGUIENTE:
2.-PARAR 4-J/JA, 6-J/JA, 26-J/JA, 29-J/JA, 15-J/JA
3.-ABRIR LATERALES DE PV-17B
4.-BLOQUEAR LATERALES PV-17A LV-17, LV-18, LV-19, FV-46, LV-20, FV-69
FV-70, PV-18, LV-28, PV-20, LV-21, PV-16, FV-67, FV-42, LV-23
FV-50, FIC-68
5.-DEJAR RECIRCULANDO 16-E Y BLOQUEAR SALIDA DE C3 Y C3 EN LIMITE
DE BATERÍA
6.-CERRAR BRINCO DE DESCARGA DE LA 62-JS HACIA EL 52-F Y ABRIR DIRECTO DE
LV-V02B
7.-BLOQUEAR CORRIENTES PARASITAS
ELABORO: APOLINAR PAVON DOMINGUEZPágina 33
FORMATIVO OPERADOR ESPECIALISTA FCC1
OPERADOR DE SEGUNDA CARGA
1.- TRATAR DE METER A OPERAR ALGUNA DE LAS BOMBAS
* EN CASO DE NO RESTABLECER NINGUNA DE LAS 3-JS HACER LO SIGUIENTE:
2.-BLOQUEAR PV-12 Y PV-42 Y TODOS LOS QUEMADORES DEL CALENTADOR 2-B
3.-ABRIR VÁLVULA DE 4” QUE ESTA ANTES DE FV-45 Y BLOQUEAR LATERAL DE ESTA.
4.-VERIFICAR QUE ESTÉN FUERA DE OPERACIÓN LAS 5-J/JA/JB
5.-BLOQUEAR LV-5C Y DIRECTO DE LV-5B
SUPERVISOR “A”
*COORDINAR A LOS OPERADORES DE SU GUARDIA DURANTE LA EMERGENCIA Y
VIGILAR QUE HAGAN LOS MOVIMIENTOS NECESARIOS DE ACUERDO A LOS
PROCEDIMIENTOS PARA LLEVAR LA PLANTA A UNA CONDICIÓN SEGURA.
RESPETANDO LAS NORMAS DE SEGURIDAD, SALUD Y PROTECCIÓN AMBIENTAL.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 34
FORMATIVO OPERADOR ESPECIALISTA FCC1
FORMA DE METER A OPERAR TURBINA DE VAPOR 3J/A
CONSUMO DE VAPOR DE MEDIA 5.4 T/H
1.- VERIFICAR RETIRO DE JC. EN LA ENTRADA Y SALIDA DE VAPOR DE BAJA Y DE
MEDIA PRESIÓN.
2.- ALINEAR SUS SERVICIOS AUXILIARES. SAE Y RAE VERIFICAR NIVEL EN
GOBERNADOR Y CARTER DE ACEITE
3.- METER A OPERAR BOMBA PRINCIPAL DE ACEITE DE LUBRICACIÓN VERIFICAR
LEVANTE LA PRESIÓN EN EL MANÓMETRO .350GRS
4.- VERIFICAR ARRANQUE DE BBA AUXILIAR DE LUB. (CONFIRMAR SE ENCUENTRE
EL SELECTOR DE ARRANQUE EN AUTO).
5.-SACAR DE OPERACIÓN BBA PRINCIPAL, Y VERIFICAR OPERACIÓN DE BBA AUXILIAR
SE MANTENGA LA PRESIÓN DE ACEITE LUBRICACIÓN,
6.-REGRESAR A OPERAR BBA PRINCIPAL DE ACEITE DE LUB. Y (SACAR DE
OPERACIÓN BBA. AUXILIAR Y DEJAR SELECTOR DE ARRANQUE EN AUTO)
7.-ABRIR SALIDA DE VAPOR PARA CALENTAR GRADUALMENTE LA TURBINA,
PURGANDO PARA ELIMINAR HUMEDAD.
8.-DEJAR CALENTANDO LA TURBINA MIENTRAS TANTO PREPARAR LA BOMBA
BOMBA.
1.-VERIFICAR RETIRO DE JC EN LA SUCCIÓN Y DESCARGA.
2.-EMPACARLA. ABRIR LA SUCC. Y VÁLVULA DE RECIRCULACIÓN MÍNIMA, LENTA Y
COMPLETAMENTE E IR PURGANDO LA BBA PARA ELIMINAR HUMEDAD. ABRIR
VENTEO PARA ELIMINARLE EL AIRE.
3.-ALINEAR LENTAMENTE Y COMPLETAMENTE LA DESCARGA.
4.-ALINEAR (RESEIVOR) SAE Y RAE.
5.-VERIFICAR SE LE ESTÉ SUMINISTRANDO LUBRICACIÓN POR NIEBLA
OPERACIÓN DE LA TURBINA.
1.-ARMAR EL TRINQUETE
2.-ABRIR LENTA Y COMPLETAMENTE EL VAPOR DE ENTRADA OBSERVANDO LA
PRESIÓN DE DESCARGA
3.-IGUALAR LAS PRESIONES DE DESCARGA Y DARLE CONFIABILIDAD. (CON
RECIRCULACIÓN MIN.)
4.- TOMAR BARRIDO DE VIBRACIONES, TEMPERATURA Y RPM.
5.- (RPM 3600 DE TRABAJO DE DISPARO 4100 RPM)
ELABORO: APOLINAR PAVON DOMINGUEZPágina 35
FORMATIVO OPERADOR ESPECIALISTA FCC1
SISTEMA DE LUBRICACION POR NIEBLA, MARCA LUBRIMIST
I.-RUTINAS DIARIAS DEL GENERADOR DE NIEBLA DE ACEITE
1.- VERIFIQUE EL STATUS DE LUCES DE OPERACIÓN (NORMAL Y ALARMA) DEL
GENERADOR DE NIEBLA.
2.- PURGUE EL COMPRESOR Y EL FILTRO DE AIRE, VERIFIQUE EL NIVEL DE ACEITE.
3.- REVISE EL PUNTO ESTABLECIDO DE PRESION DE NIEBLA A UN VALOR DE 20 A 30
PULG. DE AGUA.
4.- REVISE LA PRESION DE AIRE REGULADO Y LA PRESION DE ALIMENTACIÓN DE
AIRE.
5.- REVISE EL NIVEL DE ACEITE EN LOS DEPOSITOS DE LA CONSOLA.
6.- PURGUE LOS MANIFULL´S (NO DEBEN TENER ACEITE) Y LOS COLECTORES
ECOLOGICOS (SI ESTAN LLENOS).
7.- VERIFIQUE EL ESTADO DEL ACEITE EN EL VASO DE CONDENSADO, SI ESTA SUCIO
PURGUE Y REPORTE.
II.-ARRANQUE DEL GENERADOR PRINCIPAL DE NIEBLA DE ACEITE
1.- ABRA EL SUMINISTRO DE AIRE DE ENTRADA.
2.-ABRA LA VÁLVULA DE ALIMENTACIÓN DE AIRE DEL GENERADOR PRINCIPAL DE
NIEBLA.
3.-ENCIENDA LA ENERGIA ELECTRICA DEL GENERADOR PRINCIPAL.
4.-AJUSTE LA PRESION DE NIEBLA (10 A 30 PULG DE AGUA), MEDIANTE EL
REGULADOR DE PRESION DE AIRE DEL GENERADOR PRINCIPAL.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 36
FORMATIVO OPERADOR ESPECIALISTA FCC1
III.-CAMBIO DEL GENERADOR PRINCIPAL AL GENERADOR DE RESPALDO DE NIEBLA
1.- REVISE EL NIVEL DE ACEITE DEL GENERADOR DE RESPALDO Y LLENELO SI ES
NECESARIO, ABRIENDO DE MANERA MANUAL LAS VÁLVULAS DE PALANCA.
2.-APAGUE LA CORRIENTE ELECTRICA AL GENERADOR PRINCIPAL DE NIEBLA.
3.-CIERRE EL ALIMENTACIÓN DE AIRE AL GENERADOR PRINCIPAL.
4.-ABRA LA VÁLVULA DE ALIMENTACION DE AIRE AL GENERADOR DE RESPALDO Y
AJUSTE LA PRESION DE NIEBLA MEDIANTE EL REGULADOR DE AIRE DEL GENERADOR
DE RESPALDO.
5.-ENCIENDA LA CORRIENTE ELECTRICA AL GENERADOR DE RESPALDO DE NIEBLA.
SISTEMA DE LUBRICACION POR NIEBLA, MARCA LUBRIMIST
IV.-PASOS PARA REPONER EL NIVEL DE ACEITE AL TANQUE DE ABASTECIMIENTO.
1.- REALICE EL CAMBIO DEL GENERADOR PRINCIPAL AL DEL RESPALDO O AUXILIAR
SIGUIENDO LOS PASOS QUE SE MENCIONAN EN EL PUNTO ANTERIOR (III)
2.- DESPRESIONE EL TANQUE DE ABASTECIMIENTO MEDIANTE LA PURGA QUE SE
ENCUENTRA ENTRE EL FILTRO ROSCADO Y LA COLUMNA DE NIVEL DE ACEITE.
3.- ABRA EL TAPON DEL TANQUE DE ABASTECIMIENTO Y REPONGA EL ACEITE HASTA
UN 75% DE SU CAPACIDAD.
4.- UNA VEZ QUE REPUSO EL ACEITE VUELVA A OPERAR EL GENERADOR PRINCIPAL,
REALIZANDO LOS PASOS DEL PUNTO (III) A LA INVERSA, ES DECIR APAGUE EL
SUMINISTRO ELECTRICO DEL GENERADOR DE RESPALDO O AUXILIAR Y CIERRE LA
VÁLVULA DE ALIMENTACIÓN DE AIRE DEL MISMO, ENTONCES ABRA LA VÁLVULA DE
AIRE DE ALIMENTACIÓN DEL GENERADOR PRINCIPAL Y ENERGIZELO. VERIFIQUE QUE
LOS PARÁMETROS SE ENCUENTREN DENTRO DEL RANGO OPERACIÓN OPTIMA DEL
SISTEMA (VER TABLA).
ELABORO: APOLINAR PAVON DOMINGUEZPágina 37
FORMATIVO OPERADOR ESPECIALISTA FCC1
V.-CAMBIO DE SUMISTRO DE AIRE DE COMPRESOR AL AIRE DE INSTRUMENTOS
1.- EN CASO DE QUE EL COMPRESOR SE DISPARE O FALLA DE ENERGIA ELECTRICA
AL MISMO, CIERRE LA VÁLVULA DE AIRE QUE VA DEL COMPRESOR A LA CONSOLA
GENERADORA.
2.- ABRA LA VÁLVULA DE AIRE QUE VA DE LA TOMA DE AIRE DE INSTRUMENTOS A LA
CONSOLA GENERADORA DE NIEBLA. VERIFIQUE QUE ESTE LLEGANDO EL AIRE Y SE
ESTE GENERANDO LA NIEBLA.
TABLA DE CONDICIONES DE OPERACIÓN
VARIABLE MAX MIN UNIDADES
PRESION DE NIEBLA 30 10 IN/ H2O
PRESION DE AIRE REGULADO 65 10 PSI
PRESION DE AIRE SUMINISTRADO 120 25 PSI
NIVEL DE ACEITE 75 10 GAL
PRESION DE ACEITE 150 10 PSI
TEMP. DEL AIRE 140 80 °F
TEMP. AMBIENTE 120 40 °F
TEMP. DE ACEITE 160 10 °F
DENSIDAD DE NIEBLA 90 10 %
ELABORO: APOLINAR PAVON DOMINGUEZPágina 38
FORMATIVO OPERADOR ESPECIALISTA FCC1
DESCRIPCION DEL CONVERTIDOR
LAS UNIDADES DE CRAQUEO CATALÍTICO FLUIDIZADO SON CONSIDERADAS COMO
“UNIDADES DE GRAN “VERSATILIDAD” DENTRO DE LA REFINERÍA, DEBIDO A SU
FLEXIBILIDAD EN EL PROCESAMIENTO TANTO DE CARGAS LIVIANAS COMO
RESIDUALES (CON CONTAMINANTES DE CARBÓN, METALES Y AROMÁTICOS).
ADICIONALMENTE, ES UN PROCESO “AUTOABASTECIDO”, ES DECIR, QUE GENERA
TODA LA ENERGÍA QUE REQUIERE, LO QUE LO CONVIERTE EN UN PROCESO
ECONÓMICAMENTE VIABLE Y RENTABLE EN LA REFINERÍA. TODO EL CALOR QUE
REQUIERE LA REACCIÓN DE CRAQUEO, ES PRODUCIDO EN EL REGENERADOR POR
LA QUEMA DEL CARBÓN Y TRANSPORTADO HACIA EL REACTOR CON LA AYUDA DEL
CATALIZADOR.
QUE ES EL PROCESO DE CRACKING CATALITICO?
EL CRACKING CATALÍTICO (FLUID CATALYTIC CRACKING “FCC”) ES UN
PROCESO QUE CONVIERTE HIDROCARBUROS DE ALTO PESO
MOLECULAR EN PRODUCTOS MAS LIVIANOS Y DE ALTO VALOR
COMERCIAL POR LA ACCIÓN DE UN CATALIZADOR FLUIDIZADO Y DE
TEMPERATURA.
EL CATALIZADOR PERMITE QUE LA REACCIÓN DE RUPTURA DE LAS MOLÉCULAS
TENGA LUGAR A BAJA TEMPERATURA Y BAJA PRESIÓN, OBTENIÉNDOSE BUEN
RENDIMIENTO DE GASOLINA DE ALTO OCTANAJE Y BAJA CANTIDAD DE PRODUCTO
PESADO NO DESEADO.
REACCIÓN DE CRAQUEO CATALÍTICO: LAS REACCIONES DE CRAQUEO CATALÍTICO
SON DE TIPO ENDOTERMICO: ES DECIR NECESITAN CALOR PARA LLEVARSE A CABO
SON REACCIONES QUE SE LLEVAN A CABO EN ESTADO VAPOR, DE AHÍ, QUE LA
CARGA QUE NO SEA VAPORIZADA ADECUADAMENTE, NO SE CRAQUEA
EL CATALIZADOR DIRECCIONA LAS REACCIONES A PRODUCTOS VALIOSOS Y
ACELERA LA VELOCIDAD DE ROMPIMIENTO DE LAS MOLECULAS, PERO NO HACE
PARTE DE ELLAS, ES POR ESTO QUE PUEDE UTILIZARSE EN VARIOS CICLOS DE
REACCIÓN-REGENERACIÓN.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 39
FORMATIVO OPERADOR ESPECIALISTA FCC1
TECNOLOGIA DEL REGENERADOR
EXISTEN 2 METODOS DE REGENERACION EN LA UNIDADES FCC:
COMBUSTION PARCIAL Y COMBUSTION TOTAL
MODO DE COMBUSTION PARCIAL.- PARTE DEL CARBON SOBRE EL CATALIZADOR SE
QUEMA SOLAMENTE A CO. LA OXIDACION DE CO A CO2 GENERA APROXIMADAMENTE
2.5 VECES MAS CALOR QUE LA COMBUSTION DE C A CO. OPERAR EL REGENERADOR
EN MODO PARCIAL SIRVE PARA NO EXCEDER LAS TEMPERATURAS QUE LOS
INTERNOS DEL REGENERADOR PUEDAN SOPORTAR, ADEMAS PUEDE PROCESAR
CARGAS MAS PESADAS Y MANTENERSE DENTRO DE LOS LIMITES DE
TEMPERATURAS EN EL REGENERADOR. EN EL MODO DE COMBUSTION PARCIAL, LA
TEMPERATURA EN EL REGENERADOR SE CONTROLA REGULANDO EL FLUJO DE AIRE
PARA LA COMBUSTION.
MODO DE COMBUSTION TOTAL.- UTILIZA UN EXCESO DE OXIGENO PARA COMPLETAR
LA COMBUSTION DEL CO Y UNA MAYOR REDUCCION DEL CARBON SOBRE EL
CATALIZADOR REGENERADO, EL NIVEL REDUCIDO DE CARBON EN EL CATALIZDOR
INCREMENTA LA ACTIVIDAD DEL CATALIZADOR Y SU SELECTIVIDAD.
LA COMBUSTION TOTAL TIENE COMO PRINCIPALES VENTAJAS EL MENOR CONTENIDO
DE CO EN EL GAS DE COMBUSTION Y LA MAYOR LIBERACION DE CALOR.
SECCIÓN REACCIÓN.
EL CONVERTIDOR DE DESINTEGRACIÓN 1-D CONSISTE EN UN TUBO ELEVADOR
REACTOR (RISER), CÁMARA DE SEPARACIÓN, AGOTADOR DE CATALIZADOR,
REGENERADOR E INSTALACIONES PARA LA CIRCULACIÓN DEL CATALIZADOR.
EL EQUIPO AUXILIAR CONSTA DE DOS SILOS PARA EL ALMACENAMIENTO DE
CATALIZADOR NUEVO (1-F Y 1-FA), UN SILO PARA CATALIZADOR GASTADO (2-F),
TURBOSOPLADOR DE AIRE 1-J, CALENTADOR DE AIRE 1-B, CÁMARA DE
ORIFICIOS ( 2-L ) PARA LOS GASES DEL REGENERADOR, TANQUES DE SELLO DE
AGUA Y CALDERA DE CO. (CB-6)
EN LA PARTE INFERIOR DEL ELEVADOR DE DESINTEGRACIÓN (RISER) LA CARGA
SE MEZCLA CON VAPOR DE DISPERSIÓN CONTROLADO CON FIC-5 Y TODO ESTO
SE ALIMENTA AL ELEVADOR (RISER) A TRAVÉS DE UN JUEGO DE SEIS
BOQUILLAS LOCALIZADAS PERIMETRALMENTE.
EN EL RISER LA CARGA SE REÚNE CON CATALIZADOR REGENERADO Y CON
LOS VAPORES DE FLUIDIZACIÓN LATERAL Y VERTICAL (FI-27). EL CATALIZADOR
CALIENTE VAPORIZA LA CARGA, LA CALIENTA A LA TEMPERATURA DE
REACCIÓN Y PROPORCIONA EL CALOR NECESARIO PARA LA DESINTEGRACIÓN.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 40
FORMATIVO OPERADOR ESPECIALISTA FCC1
LA TEMPERATURA DE SALIDA DEL RISER TI-1-28 SE CONTROLA POR LA
ADMISIÓN DE CATALIZADOR MEDIANTE LA VÁLVULA TAPÓN PV-2. ESTA
TEMPERATURA DEBERÁ SER DE 527°C PARA OPERACIÓN DE MÁXIMA GASOLINA
LA MEZCLA DE CATALIZADOR Y VAPORES FLUYE EN FORMA ASCENDENTE EN
EL ELEVADOR Y LA REACCIÓN SE EFECTÚA. LA PARTE INFERIOR DEL
ELEVADOR SE HA DIMENSIONADO PARA PROPORCIONAR SUFICIENTE
VELOCIDAD DE LEVANTAMIENTO. TOMANDO EN CUENTA QUE LA REACCIÓN DE
DESINTEGRACIÓN PROCEDE CON MUCHA RAPIDEZ, EL DIÁMETRO DEL
ELEVADOR AUMENTA EN FORMA ASCENDENTE PARA MANEJAR EL VOLUMEN
CRECIENTE Y PROPORCIONAR EL TIEMPO DE REACCIÓN DESEADO. LA MEZCLA
FLUYE EN EL TRAMO VERTICAL RESTANTE DEL ELEVADOR, PASA A LA LÍNEA
HORIZONTAL DE TRANSFERENCIA Y FINALMENTE DESCIENDE POR LA BAJANTE
VERTICAL HASTA LA PARTE INFERIOR DE LA CÁMARA DE SEPARACIÓN. LOS
CAMBIOS DE DIRECCIÓN SE LLEVAN A CABO EN CODOS DE DISEÑO ESPECIAL
QUE PERMITEN AL CATALIZADOR DE ALTA VELOCIDAD DESLIZARSE SOBRE UNA
CAPA ESTACIONARIA DE CATALIZADOR EN LUGAR DE HACERLO SOBRE LAS
PAREDES.
EL ELEVADOR TERMINA EN LA PARTE INFERIOR DE LA CÁMARA DE
SEPARACIÓN. EN ESTE LUGAR OCURRE UNA SEPARACIÓN BURDA DEL
CATALIZADOR Y DE LOS VAPORES, MEDIANTE UN SEPARADOR RANURADO
(SEPARADOR BURDO). LA MAYOR PARTE DE LOS VAPORES FLUYEN
HORIZONTALMENTE POR LAS VENTANAS LATERALES DEL SEPARADOR, EN
TANTO QUE LA MAYOR PARTE DE CATALIZADOR FLUYE HACIA ABAJO POR EL
FONDO ABIERTO DEL ELEVADOR SUMERGIDO EN CATALIZADOR.
LOS VAPORES DE LOS HIDROCARBUROS FORMADOS DURANTE LA
DESINTEGRACIÓN, LOS INERTES, EL VAPOR DE DISPERSIÓN Y EL VAPOR DE
AGOTAMIENTO DE CATALIZADOR, FLUYEN HACIA ARRIBA EN LA CÁMARA DE
SEPARACIÓN Y SALEN A TRAVÉS DE CUATRO JUEGOS DE CICLONES DE DOS
PASOS. EL CATALIZADOR QUE ARRASTRAN LOS VAPORES ES SEPARADO DE
ÉSTOS EN LOS CICLONES Y SE RETORNA AL FONDO DE LA CÁMARA DE
SEPARACIÓN, DESCARGÁNDOSE A TRAVÉS DE LAS VÁLVULAS "REGATÓN" QUE
TIENEN LOS CICLONES SECUNDARIOS AL FINAL DE SUS PIERNAS.
LOS VAPORES FLUYEN DE LA CÁMARA DE SEPARACIÓN HACIA LA
FRACCIONADORA 1-E.
SE TIENE UN ANILLO DE VAPOR (FI-100) INSTALADO EN EL DOMO DE LA CÁMARA
DE SEPARACIÓN PARA EVITAR LA ACUMULACIÓN DE VAPORES DE
HIDROCARBUROS EN ESTA ZONA.
EL CATALIZADOR GASTADO QUE CONTIENE EL CARBÓN FORMADO DURANTE LA
REACCIÓN DE DESINTEGRACIÓN, PASA HACIA ABAJO A TRAVÉS DE UN CONO
DENTRO DEL AGOTADOR DE CATALIZADOR GASTADO. EL AGOTADOR SE
LOCALIZA DIRECTAMENTE ABAJO DE LA CÁMARA DE SEPARACIÓN Y CUENTA
CON MAMPARAS ATORNILLADAS TIPO DISCO Y DONA PARA ASEGURAR EL
ELABORO: APOLINAR PAVON DOMINGUEZPágina 41
FORMATIVO OPERADOR ESPECIALISTA FCC1
CONTACTO EFICIENTE DEL CATALIZADOR DESCENDENTE CON EL VAPOR DE
AGOTAMIENTO CONTROLADO POR (FIC-4) QUE FLUYE HACIA ARRIBA. EL
PROPÓSITO DEL AGOTAMIENTO ES EL DE ELIMINAR LOS HIDROCARBUROS QUE
HAN QUEDADO ATRAPADOS EN EL CATALIZADOR DESCENDENTE.
DEL AGOTADOR, EL CATALIZADOR FLUYE EN FASE DENSA DESCENDENTE POR
UN TUBO (STAND PIPE) A TRAVÉS DE LA VÁLVULA TAPÓN PV-1 Y CAE DENTRO
DEL POZO DE DISTRIBUCIÓN DE CATALIZADOR AGOTADO. LA PV-1 CONTROLA
EL NIVEL DE LA CAMA DE CATALIZADOR ARRIBA DEL AGOTADOR (NIVEL DEL
SEPARADOR LIC-1). DISTRIBUIDAS A LO LARGO DE LA BAJANTE, HAY OCHO
BOQUILLAS DE AREACIONES CON VAPOR PARA ASEGURAR UN FLUJO
UNIFORME DEL CATALIZADOR DESCENDENTE (FI-21 Y FI-84).
EL CATALIZADOR AGOTADO SUBE A TRAVÉS DEL POZO DE LA VALVULA TAPON
PV-1 Y ES DISTRIBUIDO POR TRES BRAZOS (EN FORMA DE CORNETAS) A LA
PRIMERA ETAPA DE REGENERACIÓN. EN EL REGENERADOR, EL CARBÓN
DEPOSITADO DURANTE LA DESINTEGRACIÓN SE QUEMA PARA ELIMINARLO DEL
CATALIZADOR. CON VAPOR SE MANTIENE LA FLUIDIZACIÓN DENTRO DEL POZO
DE CATALIZADOR AGOTADO DENTRO DE LA "BOTA" (FI-23) Y EN LOS LATERALES
(FI-85).
DOS ETAPAS DE REGENERACIÓN PARA ALCANZAR UN CONTENIDO MUY BAJO
DE CARBÓN EN EL CATALIZADOR REGENERADO.
EN LA PRIMERA ETAPA SE QUEMA APROXIMADAMENTE EL 80 % DEL CARBÓN.
DEPENDIENDO DE LA OPERACIÓN, SE ESPERAN TEMPERATURAS DE 660 a
665°C. EL AIRE LLEGA A LA PRIMERA ETAPA CONTROLADO POR FIC-1 Y MIC-2 A
TRAVÉS DE UN ANILLO QUE LO DISTRIBUYE EFICIENTEMENTE. EL CATALIZADOR
DE LA PRIMERA ETAPA FLUYE A TRAVÉS DE RANURAS EN LA PLACA DE
CONTENCIÓN HACIA LA SEGUNDA ETAPA.
EL RESTO DEL CARBÓN SE QUEMA EN LA SEGUNDA ETAPA, A TEMPERATURAS
MÁS ELEVADAS, DE 670 A 685°C, DEPENDIENDO DE LA OPERACIÓN. SE INYECTA
AIRE A LA SEGUNDA ETAPA CON FIC-3 Y MIC-3 A TRAVÉS DE UN DISTRIBUIDOR
TUBULAR (EN FORMA DE ARAÑA) QUE SE HA DISEÑADO PARA PROPORCIONAR
DISTRIBUCIÓN UNIFORME DE AIRE Y PERMITIR EL AJUSTE A BAJOS FLUJOS.
EL GAS EFLUENTE DE LA COMBUSTIÓN DE CARBÓN ATRAVIESA LA FASE DENSA
DE LA CAMA Y ASCIENDE A LA FASE DILUIDA, DONDE CON SEIS JUEGOS DE
CICLONES DE DOS PASOS, SE RETORNA A LA CAMA EL CATALIZADOR QUE
ARRASTRARON LOS GASES. EL EFLUENTE DE LOS CICLONES FLUYE A LA
CÁMARA PLENO Y A LA LÍNEA DE SALIDA. EN ESTA LÍNEA DOS VÁLVULAS
DESLIZANTES (SLV OTE Y SLV PTE) RESTRINGEN EL PASO DEL GAS EFLUENTE Y
CONTROLAN LA PRESIÓN DEL REGENERADOR (PIC-6). DE LAS VÁLVULAS
DESLIZANTES EL GAS FLUYE A LA CÁMARA DE ORIFICIOS ( 2-L ) EN DONDE LA
PRESIÓN SE REDUCE AL VALOR REQUERIDO POR LA CALDERA DE CO. (CB-6)
ELABORO: APOLINAR PAVON DOMINGUEZPágina 42
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL SOPLADOR DE AIRE 1-J PARA LA COMBUSTIÓN, ES ACCIONADO POR UNA
TURBINA DE VAPOR QUE DESCARGA EL VAPOR AGOTADO A UN CONDENSADOR
DE SUPERFICIE (21-C). EL CALENTADOR DE AIRE 1-B, PARTE INTEGRAL DE LA
LÍNEA DE ENTRADA AL ANILLO DE DISTRIBUCIÓN DE LA PRIMERA ETAPA, SE USA
DURANTE LA PUESTA EN OPERACIÓN DE LA PLANTA PARA DAR EL CALOR
REQUERIDO PARA ELEVAR LA TEMPERATURA DE LA CAMA HASTA EL PUNTO EN
QUE SE INICIA LA COMBUSTIÓN DEL ACEITE ANTORCHA, DESPUÉS DE LO CUAL
EL QUEMADO DEL ACEITE ANTORCHA ELEVA LA TEMPERATURA DE LA CAMA A
SU VALOR NORMAL.
PRINCIPIOS DEL PROCESO Y DE OPERACIÓN
1. PRINCIPIOS DE LA CIRCULACIÓN DEL CATALIZADOR.
UN SISTEMA DE DESINTEGRACIÓN CATALÍTICO EN LECHO FLUIDIZADO
EMPLEA UN CATALIZADOR EN POLVO PARA PROMOVER LA REACCIÓN DE
DESINTEGRACIÓN. EL CATALIZADOR ES UN POLVO MUY FINO Y SE DICE QUE
ESTA FLUIDIZADO PORQUE CUANDO ES AEREADO ADECUADAMENTE SE
COMPORTA COMO UN FLUIDO. FLUIRÁ DE UN NIVEL ALTO A UNO BAJO, O DE UN
RECIPIENTE A PRESIÓN ALTA HACIA UNO CON MENOR PRESIÓN. EN EL
CONVERTIDOR DE DESINTEGRACIÓN CATALÍTICA TIPO ELEVADOR EL
CATALIZADOR DEBE FLUIR DEL REACTOR ELEVADOR (DONDE SE LLEVA A CABO
LA DESINTEGRACIÓN Y SE DEPOSITA CARBÓN EN EL CATALIZADOR) A TRAVÉS
DEL SEPARADOR Y EL AGOTADOR HACIA EL REGENERADOR (DONDE SE QUEMA
EL CARBÓN) Y DE REGRESO AL ELEVADOR. PARA ESTABLECER LA
CIRCULACIÓN DE UN RECIPIENTE A OTRO, UNO DE LOS RECIPIENTES TIENE
QUE ESTAR A MAYOR PRESIÓN QUE EL OTRO A UN NIVEL MAS ALTO DE TAL
FORMA QUE EL CATALIZADOR FLUYA POR GRAVEDAD, PERO EL FLUJO DE
REGRESO PRESENTARÍA PROBLEMA.
PERO SI UNA PIERNA ES AEREADA SU NIVEL AUMENTARA (DEBIDO A QUE ES
MENOS DENSA). ESTO MISMO ES LO QUE SE HACE EN UN CONVERTIDOR DE
DESINTEGRACIÓN CATALÍTICA EN LECHO FLUIDIZADO PARA QUE EL
CATALIZADOR FLUYA HACIA ARRIBA A UN RECIPIENTE ELEVADO.
LA FLUIDIZACIÓN CON VAPOR (AEREACIÓN) DEL CATALIZADOR Y LA
VAPORIZACIÓN CREADA AL INTRODUCIR LA CARGA AL TUBO ELEVADOR
REDUCEN LA DENSIDAD DEL MATERIAL FLUYENTE Y ESTA DIFERENCIA DE
DENSIDADES PERMITE EL FLUJO HACIA ARRIBA DEL CATALIZADOR
EN EL CONVERTIDOR ORTHOFLOW “F” EL TUVO ELEVADOR Y EL STAND PIPE
SON LARGOS Y PROPORCIONAN UN EXCESO DE DIFERENCIAL DE PRESIÓN
ENTRE EL SEPARADOR Y EL REGENERADOR, DE TAL MANERA QUE PARTE DE
ESA DIFERENCIAL PUEDE UTILIZARSE EN UNA VÁLVULA REGULADORA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 43
FORMATIVO OPERADOR ESPECIALISTA FCC1
LA DIFERENCIA DE PRESIÓN A TRAVÉS DE LA VÁLVULA SE DENOMINA
“DIFERENCIAL EN LA VÁLVULA TAPÓN”.
EL FLUJO DE CATALIZADOR REGENERADO AL REACTOR ELEVADOR ESTA
CONTROLADO POR UN CONTROLADOR REGISTRADOR DE TEMPERATURA TRC-2
QUE POSICIONA EL TAPÓN DE LA VÁLVULA PV-2 DE MANERA QUE PERMITE
MANTENER LA TEMPERATURA ADECUADA EN LA SALIDA DEL REACTOR,
REGULANDO EL FLUJO DE CATALIZADOR CALIENTE QUE ENTRA AL REACTOR.
LA VÁLVULA TAPÓN DE CATALIZADOR AGOTADO PV-1 ES POSICIONADA POR EL
CONTROLADOR REGISTRADOR DE NIVEL DEL AGOTADOR DE CATALIZADOR
LIC-1. UN CAMBIO EN LA ABERTURA DE LA VÁLVULA TAPÓN PROVOCA UN
CAMBIO EN LA CIRCULACIÓN DE CATALIZADOR Y MANTIENE LAS CONDICIONES
DE OPERACIÓN EN LA POSICIÓN DE AJUSTE QUE SE LE INDIQUE. SE DISPONE
DE INDICADORES DE POSICIÓN DE LAS VÁLVULAS (VPI-5 PARA LA DE
CATALIZADOR AGOTADO PV-1 Y VPI-6 PARA LA DEL REGENERADOR PV-2).
DEBE RECONOCERSE QUE LAS MEDICIONES DE PRESIÓN ESTÁTICA Y
DIFERENCIAL TIENE UN SIGNIFICADO ESPECIAL EN LA OPERACIÓN DE UN
SISTEMA DE CATALIZADOR FLUIDO CIRCULANTE. LAS MEDICIONES DE
DENSIDAD E INVENTARIO DE CATALIZADOR (CANTIDAD DE CATALIZADOR EN LA
CAMA CATALÍTICA) SE BASAN EN DIFERENCIAS DE PRESIÓN (DR-1, DR-2, DR-3).
LAS RELACIONES DE PRESIÓN SON DE PARTICULAR IMPORTANCIA PARA
MANTENER LA CIRCULACIÓN ADECUADA DE CATALIZADOR. LOS
INSTRUMENTOS DE PRESIÓN DIFERENCIAL EN EL SERVIDOR DE CATALIZADOR
SE LEEN DIRECTAMENTE EN PULGADAS DE AGUA. LAS DIFERENCIA DE LAS
VÁLVULAS TAPÓN SE INDICAN POR LAS PDR-7 Y PDR-8 CON ALARMAS DE BAJA
DIFERENCIAL INCLUIDAS.
2. REACTOR ELEVADOR DE DESINTEGRACIÓN
EL DISEÑO DEL CONVERTIDOR ELEVADOR DE DESINTEGRACIÓN TIENE
UNA BOTA EXTERNA LATERAL DE FASE DENSA, CON EL ELEVADOR DOBLADO
(DEL TIPO U INVERTIDA) PARA TRANSFERIR EL CATALIZADOR REGENERADO DE
LA SEGUNDA ETAPA DEL REGENERADOR AL SEPARADOR.
EL CATALIZADOR Y LOS VAPORES DE ACEITE SALEN DEL TUBO
DESCENDENTE A TRAVÉS DE UN DISPOSITIVO ESPECIALMENTE DISEÑADO
(SEPARADOR BURDO) EMPEZÁNDOSE A SEPARAR EL CATALIZADOR DE LOS
VAPORES DE HIDROCARBUROS EN EL SEPARADOR. UNA SEPARACIÓN
ADICIONAL SE LLEVA A CABO MEDIANTE 4 JUEGOS CICLONES DE DOS PASOS
LOCALIZADOS EN EL SISTEMA DE SALIDA DE VAPORES DEL SEPARADOR.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 44
FORMATIVO OPERADOR ESPECIALISTA FCC1
A) TEMPERATURA DE OPERACIÓN DEL RISER
LA TEMPERATURA DE REACCIÓN ES LA VARIABLE MÁS FÁCIL DE CAMBIAR POR
EL OPERADOR DE LA UNIDAD. LA TEMPERATURA DE REACCIÓN SE ALCANZA AL
PONERSE EN CONTACTO EL CATALIZADOR REGENERADO CALIENTE CON LA
CARGA DE GASÓLEOS EN EL ELEVADOR DE DESINTEGRACIÓN. LA
TEMPERATURA DE REACCIÓN ESTA CONTROLADA CON UN REGISTRADOR -
CONTROLADOR DE TEMPERATURA TIC 2
QUE POSICIONA LA VÁLVULA TAPÓN DE CATALIZADOR REGENERADO PV-2 PARA
REGULAR LA CANTIDAD DE CATALIZADOR CALIENTE QUE ENTRA EN EL
ELEVADOR Y ASÍ REGULAR LA TRANSFERENCIA DE CALOR HACIA EL ACEITE.
EN VISTA DE QUE UN CAMBIO EN LA TEMPERATURA DE REACCIÓN CAMBIA LA
VELOCIDAD DE CIRCULACIÓN DE CATALIZADOR, TAMBIÉN LA RELACIÓN
CATALIZADOR/ ACEITE. COMO CONSECUENCIA DE ESTO, LA CONVERSIÓN DE LA
CARGA SE VE DOBLEMENTE AFECTADA POR EL CAMBIO ES NECESARIO QUE
LOS CAMBIOS EN LA TEMPERATURA DE REACCIÓN SE HAGAN EN PASOS
MENORES DE 3°C PARA PROPÓSITOS DE CAMBIOS EN LA OPERACIÓN DE
RUTINA. UN INCREMENTO EN LA TEMPERATURA DE REACCIÓN Y/O EN LA
RELACIÓN CATALIZADOR/ACEITE AUMENTARA LA CONVERSIÓN Y VICEVERSA.
SE PUEDE OBTENER CAMBIOS MODERADOS EN LA TEMPERATURA DE
REACCIÓN ELEVANDO LA TEMPERATURA DEL PRECALENTADOR DE CARGA 2-B
(TI-1-8) PARA ALCANZAR LA TEMPERATURA DE DISEÑO. SIN EMBARGO, UNA
TEMPERATURA EXCESIVA DE PRECALENTAMIENTO CAUSARA CRAQUEO
TÉRMICO DE LA CARGA, LO CUAL ES INDESEABLE.
LA TEMPERATURA DE SALIDA DEL RISER NORMALMENTE SERÁ DE 527°C PARA
PRODUCCION MÁXIMA DE GASOLINA Y SE INDICA EN EL TI-28.
UN CAMBIO DE LA TEMPERATURA DE PRECALENTAMIENTO DE LA CARGA
CAUSARÁ UN CAMBIO EN LA RELACIÓN C/A A UNA TEMPERATURA CONSTANTE
DE REACCIÓN. LA TEMPERATURA DE LA CARGA FRESCA PUEDE VARIARSE
CAMBIANDO LA TEMPERATURA DE SALIDA DEL CALENTADOR, LA CUAL
NORMALMENTE SE CONTROLA ENTRE 310 Y 320 °C.
UNA VARIACIÓN EN LA TEMPERATURA DE LAS CAMAS DE CATALIZADOR EN EL
REGENERADOR HARÁ QUE CAMBIE LA RELACIÓN C/A A TEMPERATURA DE
REACCIÓN CONSTANTE. DISMINUYENDO LA TEMPERATURA DE CAMAS EN EL
REGENERADOR SE AUMENTARA LA RELACIÓN C/A PORQUE CADA LIBRA DE
CATALIZADOR LLEVARA MENOS CALOR A LA CARGA Y EL CALOR NECESARIO
TOTAL ES CONSTANTE.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 45
FORMATIVO OPERADOR ESPECIALISTA FCC1
B) TIEMPO DE CONTACTO
POR DEFINICIÓN, EL TIEMPO DE CONTACTO ES UNA MEDIDA DEL TIEMPO DE
RESIDENCIA DE LOS VAPORES DE ACEITE EN EL ELEVADOR.
ESTA BASADO EN EL VOLUMEN DE VAPORES DESPUÉS DE EFECTUADA LA
REACCIÓN. COMO EL CATALIZADOR SE MUEVE UN POCO MÁS DESPACIO QUE
LOS VAPORES,
EL TIEMPO DE RESIDENCIA DEL CATALIZADOR EN EL ELEVADOR ES
LIGERAMENTE MAYOR QUE EL DE LOS VAPORES.
SE HA ENCONTRADO QUE SE PUEDE OBTENER MAS GASOLINA Y MENOS COKE
Y GAS DE CADA BARRIL DE GASOLEO CONVERTIDO DISMINUYENDO AL MÍNIMO
EL TIEMPO DE CONTACTO ENTRE EL CATALIZADOR Y EL ACEITE. SE PIENSA
QUE LA GASOLINA PRODUCIDA EN LOS PRIMEROS INSTANTES DE LA REACCIÓN
ES ELIMINADA DE LA ZONA DE REACCIÓN ANTES QUE SEA DESINTEGRADA A
GAS Y CARBÓN. ESTA ES LA RAZÓN POR LA CUAL SE DISEÑO EL ELEVADOR DE
DESINTEGRACIÓN. PARA ALCANZAR LA CONVERSIÓN DESEADA DE LA CARGA
FRESCA CON TIEMPO DE CONTACTO CORTO, DEBE EMPLEARSE ALTA
TEMPERATURA DE REACCIÓN Y ALTA TEMPERATURA EN EL CATALIZADOR
REGENERADO.
C) FLUIDIZACIÓN EN EL ELEVADOR DE DESINTEGRACIÓN
OTRA CONDICIÓN IMPORTANTE EN LA OPERACIÓN ES LA FLUIDIZACIÓN
ADECUADA DEL CATALIZADOR REGENERADO QUE FLUYE HACIA ARRIBA DEL
ELEVADOR ANTES DE ALCANZAR LOS PUNTOS DE INYECCIÓN DE ACEITE.
POR ESTA RAZÓN SE TIENE UN ANILLO DE VAPOR EN LA BOTA DE LA VÁLVULA
TAPÓN DE CATALIZADOR REGENERADO PV-2 PARA MANTENER “ESPONJADO” EL
CATALIZADOR EN ESTA ZONA. ESTE FLUJO DE VAPOR SE CONTROLA
MANUALMENTE POR MEDIO DE UNA VÁLVULA DE GLOBO Y SE INDICA POR EL
(FI-26). LA CANTIDAD NORMAL DE VAPOR ES DE (570 KG/HR).
PARA LA FLUIDIZACIÓN DEL CATALIZADOR SE TIENEN BOQUILLAS PARA EL
VAPOR. LA ORIENTACIÓN DE ÉSTAS FUE SELECCIONADA PARA PROPORCIONAR
UN FLUJO DE CATALIZADOR UNIFORME EN FASE DENSA A TODO LO LARGO DEL
ÁREA SECCIONAL DEL ELEVADOR Y LOS PUNTOS DE INYECCIÓN DEL ACEITE,
ASEGURANDO ASÍ UN CONTACTO ÓPTIMO ENTRE LA CARGA Y EL CATALIZADOR
REGENERADO.
COMO MEDIO DE FLUIDIZACIÓN SE UTILIZA VAPOR EL CUAL SE SUMINISTRA DE
UN CABEZAL COMÚN. EL FLUJO DE VAPOR SE CONTROLA EN FORMA MANUAL
CON UNA VÁLVULA DE GLOBO Y SE INDICA EN EL (FI-27). LA CANTIDAD NORMAL
DE VAPOR A LAS AEREACIONES ES DE (700 KG/HR). 6 BOQUILLAS DE
“AEREACIONES VERTICALES” Y 6 DE “AEREACIONES HORIZONTALES”.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 46
FORMATIVO OPERADOR ESPECIALISTA FCC1
D) VAPOR DE DISPERSIÓN NORMAL
EL VAPOR DE DISPERSIÓN NORMAL SE INYECTA EN CADA UNO DE LOS
CONJUNTOS DE 6 TOBERAS DE INYECCIÓN DE LA CARGA AL RISER.
LA REDUCCIÓN DE LA DENSIDAD EN EL ELEVADOR ES UNA PARTE IMPORTANTE
DE LA CIRCULACIÓN DEL CATALIZADOR. PARA ESTE FIN SE PUEDE USAR VAPOR
DE AGUA O VAPORES DE ACEITE. SE USA VAPOR DE AGUA A UNA VELOCIDAD
ELEVADA HASTA QUE EL REACTOR ESTÁ LISTO PARA RECIBIR Y DESINTEGRAR
GASOLEO Y LUEGO EL FLUJO DE VAPOR SE AJUSTA CONFORME SE INTRODUCE
CARGA AL REACTOR. CUANDO LA CARGA SE PONE EN CONTACTO CON EL
CATALIZADOR REGENERADO, SE VAPORIZA INMEDIATAMENTE. LA MEZCLA DE
VAPOR DE AGUA Y ACEITE REDUCE LA DENSIDAD DEL MATERIAL QUE FLUYE
HACIA ARRIBA DEL ELEVADOR.
SI POR ALGUNA RAZÓN SE NOTA UNA FLUCTUACIÓN GRANDE Y CÍCLICA EN LA
PRESIÓN CERCA DEL PUNTO NORMAL DE LA MEZCLA DE VAPOR DE
DISPERSIÓN Y CARGA, SE DEBE USAR UNA CANTIDAD LIGERAMENTE MAYOR DE
VAPOR DE DISPERSIÓN. EL FLUJO DEL VAPOR DE DISPERSIÓN SE CONTROLA
CON EL (FIC-5). 5100 KG/HR
SE DISPONE DE UN INDICADOR DE PRESIÓN DIFERENCIAL EN LOS EXTREMOS
DEL ELEVADOR (PDI-9) Y SE USA PARA INDICAR LA CANTIDAD DE CATALIZADOR
QUE PASA POR EL RISER.
E) VAPOR DE LEVANTAMIENTO DE EMERGENCIA
ESTE VAPOR PUEDE SER USADO EN LUGAR DE LA CARGA PARA ASEGURAR
UNA VELOCIDAD ASCENSIONAL ADECUADA, EN EL ELEVADOR DE
DESINTEGRACIÓN PARA EVITAR EL “APELMAZAMIENTO” CUANDO SE MANEJAN
CARGAS REDUCIDAS. ESTE VAPOR SE UTILIZA EN LUGAR DE LA CARGA.
EL VAPOR DE LEVANTAMIENTO EMERGENCIA ESTA A CONTROL DE FLUJO POR
MEDIO DEL CONTROLADOR (FIC-11). 900 KG/HR
ELABORO: APOLINAR PAVON DOMINGUEZPágina 47
FORMATIVO OPERADOR ESPECIALISTA FCC1
3. SEPARADOR
EN ESTE RECIPIENTE SE SEPARAN LOS VAPORES PRODUCTOS DE LA
DESINTEGRACIÓN Y EL CATALIZADOR QUE SALE DEL RISER, PASANDO LOS
VAPORES POR LOS CICLONES HACIA LA FRACCIONADORA Y EL CATALIZADOR
HACIA EL REGENERADOR A TRAVÉS DEL AGOTADOR Y DEL STAND PIPE.
A) TEMPERATURA Y PRESIÓN DE OPERACIÓN
DEBIDO A LA REACCIÓN ENDOTÉRMICA EN LAS FASES DENSA Y DILUIDA DE
CATALIZADOR SE ESPERA QUE LA FASE DILUIDA DEL SEPARADOR TENGA
ENTRE 466 Y 516°C (ESTO ES, SIEMPRE SE ESPERA QUE LA TEMPERATURA DE
LA SALIDA DE LA FASE DILUIDA DEL SEPARADOR SEA MENOR QUE LA SALIDA
DEL RISER).
SE ESPERA QUE LA PRESIÓN DEL SEPARADOR SEA APROXIMADAMENTE DE 1.6
KG/CM2 CON LA CARGA DE DISEÑO. ESTA PRESIÓN NO SE CONTROLA
DIRECTAMENTE SINO QUE DEPENDE DE LA PRESIÓN DEL ACUMULADOR 3-F.
SIN EMBARGO SE DISPONE DE UN SISTEMA CONTROLADOR DE PRESIÓN
DIFERENCIAL (PDRC-4) ENTRE EL SEPARADOR Y EL REGENERADOR. ESTE
CONTROLADOR POSICIONARÁ UNA DE LAS VÁLVULAS DESLIZANTES QUE
CONTROLAN LA SALIDA DE LOS GASES DE COMBUSTIÓN DEL REGENERADOR
PARA MANTENER UNA PRESIÓN DIFERENCIAL PREFIJADA...
B) VAPOR DE PURGA AL DOMO.
PARA EVITAR LA ACUMULACIÓN DE HIDROCARBUROS EN LA PARTE SUPERIOR
DE LA CÁMARA DE SEPARACIÓN SE HA INSTALADO UN ANILLO DE VAPOR. ESTE
VAPOR SE CONTROLA MANUALMENTE CON UNA VÁLVULA DE GLOBO Y SE
INDICA EN EL (FI-100). EL FLUJO A ESTE ANILLO NORMALMENTE ES DE (680
KG/HR).
4.- AGOTADOR DE CATALIZADOR GASTADO
MIENTRAS EL CATALIZADOR PROMUEVE LA REACCIÓN DE DESINTEGRACIÓN EN
EL ELEVADOR, SE VA CUBRIENDO DE UNA CAPA ACEITOSA Y CARBÓN
QUEDANDO VIRTUALMENTE INSERVIBLE PARA CATALIZAR HASTA QUE LE SEA
ELIMINADO EL CARBÓN. COMO PASO PRELIMINAR A LA ELIMINACIÓN DEL
CARBÓN POR MEDIO DE QUEMADO EN EL REGENERADOR, EL CATALIZADOR
GASTADO PASA DE LA CAMA DEL SEPARADOR AL REGENERADOR A TRAVÉS DE
UNA SECCIÓN DE AGOTAMIENTO Y UN TUBO BAJANTE. EN LA SECCIÓN DE
AGOTAMIENTO EL CATALIZADOR FLUYE HACIA ABAJO A CONTRACORRIENTE
CON UN FLUJO ASCENDENTE DE VAPOR QUE SE INYECTA EN LA PARTE
INFERIOR DEL AGOTADOR.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 48
FORMATIVO OPERADOR ESPECIALISTA FCC1
SE DISPONE DE UNA SERIE DE 5 MAMPARAS (EN FORMA DE PARAGUAS) PARA
PROVOCAR UN INTIMO CONTACTO ENTRE EL VAPOR Y EL CATALIZADOR.
LA FUNCIÓN DE LA SECCIÓN DE AGOTAMIENTO ES ELIMINAR LOS VAPORES DE
HIDROCARBUROS QUE VIENEN CON EL CATALIZADOR.
SE HA ESTABLECIDO QUE UNA FALLA PARA AGOTAR ADECUADAMENTE EL
CATALIZADOR GASTADO CAUSARÁ UN INCREMENTO SIGNIFICATIVO EN LA
CANTIDAD DE AIRE REQUERIDO PARA LA REGENERACIÓN.
UNA INDICACIÓN DEL AGOTAMIENTO DEL CATALIZADOR ES EL CONTENIDO DE
HIDROGENO DEL COKE, CALCULADO A PARTIR DEL ANÁLISIS DE GASES DE
COMBUSTIÓN.
LA CANTIDAD DE CATALIZADOR EXISTENTE EN EL SEPARADOR/AGOTADOR
ESTA CONTROLADA POR EL LIC-1 QUE ACCIONA LA VÁLVULA TAPÓN DE
CATALIZADOR AGOTADO PV-1, LOCALIZADA A LA SALIDA DEL TUBO BAJANTE
DEL AGOTADOR. SE DISPONE DE ALARMAS POR ALTO Y BAJO NIVEL (LAH Y LAL)
ASOCIADAS AL CONTROL DE NIVEL, PARA AVISAR CUANDO SE PRESENTE
CUALQUIERA DE ESTAS CONDICIONES. HAY UN REGISTRADOR DE DENSIDAD
(DI-1) COLOCADO A TRAVÉS DE LA CAMA CATALÍTICA DEL AGOTADOR. TAMBIÉN
SE CUENTA CON UNA INDICACIÓN DE TEMPERATURA EN EL FONDO DEL
AGOTADOR (TI-1-26).
A) VAPOR DE AGOTAMIENTO
EN LA PARTE INFERIOR DEL AGOTADOR SE TIENEN DOS ANILLOS DE VAPOR. EL
FLUJO AL ANILLO SUPERIOR SE INDICA EN EL (FI-18).1000 KG/HR EL FLUJO
TOTAL DE VAPOR ESTA CONTROLADO Y REGISTRADO POR EL
(FIC-4). 2000 KG/HR
B) VAPOR DE AEREACIÓN A LA BAJANTE (STAND PIPE)
PARA MANTENER LA DENSIDAD IDEAL EN EL STAND PIPE QUE INTRODUZCA UN
FLUJO UNIFORME DE CATALIZADOR, SE DISPONE DE OCHO BOQUILLAS PARA
INYECTAR EL VAPOR DE AEREACIÓN LAS CUALES HAN SIDO INSTALADAS EN
PUNTOS ESTRATÉGICOS A LO LARGO DEL TUBO.
EL SUMINISTRO DE VAPOR DE AEREACIÓN SE DIVIDE EN DOS CABEZALES,
CADA UNO DE ESTOS ALIMENTA A CUATRO BOQUILLAS. EL FLUJO DE VAPOR SE
MIDE EN EL (FI-21 Y EN EL FI-84) Y LA CANTIDAD NORMAL A CADA UNO DE ELLOS
ES DE (205 KG/HR).
ELABORO: APOLINAR PAVON DOMINGUEZPágina 49
FORMATIVO OPERADOR ESPECIALISTA FCC1
5.- REGENERADOR
EN EL REGENERADOR SE QUEMA EL CARBÓN DEL CATALIZADOR AGOTADO
PARA DEVOLVERLE LAS CARACTERÍSTICAS ADECUADAS PARA CATALIZAR LA
REACCIÓN DE DESINTEGRACIÓN. PARA LLEVAR A CABO LA REGENERACIÓN, ES
NECESARIO CUMPLIR CON LOS REQUISITOS DEL TRIÁNGULO DEL FUEGO:
COMBUSTIBLE, OXIGENO Y TEMPERATURA DE IGNICIÓN. EL COMBUSTIBLE ES
EL CARBON ACARREADO POR EL CATALIZADOR AL REGENERADOR; EL
OXIGENO ES SUMINISTRADO COMO PARTE DEL AIRE POR EL SOPLADOR;
LA TEMPERATURA DE IGNICIÓN PROVIENEN DE UNA FUENTE EXTERNA (EL
CALENTADOR DE AIRE 1-B PARA EL CALENTAMIENTO INICIAL DEL
REGENERADOR), PERO UNA VEZ QUE LA UNIDAD ESTA TRABAJANDO LA
TEMPERATURA DE IGNICIÓN SE SOSTIENE POR LA COMBUSTIÓN CONTINUA DEL
CARBÓN QUE TIENE LUGAR EN EL REGENERADOR. LA COMBUSTIÓN DEL
CARBÓN SE PUEDE LLEVAR A CABO A CUALQUIER TEMPERATURA ARRIBA DEL
UMBRAL DE LOS 427°C. SIN EMBARGO, A NIVELES SUPERIORES DE
TEMPERATURA SE MEJORA LA EFICIENCIA DE LA COMBUSTIÓN Y LA
REGENERACIÓN DEL CATALIZADOR. POR ESTA RAZÓN LA MAYORÍA DE LOS
REGENERADORES SE DISEÑAN PARA OPERAR A TEMPERATURAS DE
APROXIMADAMENTE 650°C.
EL CATALIZADOR AGOTADO QUE FLUYE POR LA BAJANTE DESDE LA PARTE
INFERIOR DEL AGOTADOR, PASA POR LA VÁLVULA TAPÓN PV-1 HACIA EL POZO
DE DISTRIBUCIÓN DE CATALIZADOR AL PRIMER PASO DE REGENERACIÓN. EL
CATALIZADOR AGOTADO CAE A LA CAMA DE LA PRIMERA ETAPA DE
REGENERACIÓN, SE MEZCLA CON EL CATALIZADOR DE LA CAMA Y LA MEZCLA
ENTRA EN CONTACTO CON EL AIRE DE COMBUSTIÓN.
EL REGENERADOR OPERA EN BALANCE TÉRMICO. ESTO SIGNIFICA QUE EL
CALOR QUE ENTRA AL REGENERADOR ES IGUAL AL QUE SALE DEL MISMO. EN
LA SITUACIÓN IDEAL, EL BALANCE ES TAL QUE LA TEMPERATURA DEL
REGENERADOR ES CONSTANTE. DEBIDO A LA INFLUENCIA DEL CAMBIO DE LA
TEMPERATURA DEL REGENERADOR EN LA OPERACIÓN TOTAL DEL
CONVERTIDOR, ES IMPORTANTE QUE EL OPERADOR DE LA UNIDAD PUEDA
MANTENER LA TEMPERATURA DE REGENERACIÓN LO MÁS CONSTANTE
POSIBLE.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 50
FORMATIVO OPERADOR ESPECIALISTA FCC1
SE SUMINISTRA CALOR AL REGENERADOR CON:
1) EL CATALIZADOR AGOTADO DE ENTRADA;
2) EL AIRE DE REGENERACIÓN
3) LA COMBUSTIÓN DE CARBÓN QUE VIENE CON EL CATALIZADOR GASTADO.
SE SACA CALOR DEL REGENERADOR CON:
1) EL FLUJO DE CATALIZADOR REGENERADO QUE VA AL ELEVADOR DE
DESINTEGRACIÓN;
2) LOS GASES DE COMBUSTIÓN QUE ABANDONAN EL REGENERADOR,
3) PERDIDAS POR RADIACIÓN A LA ATMÓSFERA A TRAVÉS DE LAS PAREDES
DEL RECIPIENTE.
BAJO CIRCUNSTANCIAS USUALES, SE PUEDE AJUSTAR LA TEMPERATURA DEL
REGENERADOR VARIANDO LA TEMPERATURA DE PRECALENTAMIENTO DE LA
CARGA.
BAJO CONDICIONES NO USUALES, LA CANTIDAD DE CARBÓN QUE ENTRA AL
REGENERADOR PUEDE NO PRODUCIR SUFICIENTE CALOR DURANTE LA
COMBUSTIÓN PARA MANTENER LA TEMPERATURA DE REACCIÓN CON FLUJOS
RAZONABLES DE CATALIZADOR. ESTA SITUACIÓN PUEDE EVIDENCIARSE POR
UN ABATIMIENTO EN LA TEMPERATURA DEL REGENERADOR Y EN LA PRESIÓN
DIFERENCIAL A TRAVÉS DE LA VÁLVULA TAPÓN CONFORME AUMENTA EL FLUJO
DE CATALIZADOR. HAY DOS MÉTODOS DISPONIBLES PARA SUMINISTRAR MAS
CALOR AL REGENERADOR:
1) EL OPERADOR PUEDE INTRODUCIR ACEITE ANTORCHA, SUMINISTRANDO
COMBUSTIBLE PARA AUMENTAR LA CANTIDAD DE CARBÓN A QUEMARSE;
2) PUEDE REDUCIRSE EL FLUJO DE VAPOR DE AGOTAMIENTO, PARA PERMITIR
QUE ENTREN MAS HIDROCARBUROS AL REGENERADOR CON EL CATALIZADOR
AGOTADO;
3) PUEDE AUMENTARSE LA RECIRCULACIÓN DE LODOS AL REACTOR Y DE ESTA
MANERA RETORNAR MAS CATALIZADOR QUE YA TRAE CARBÓN.
POR OTRO LADO, EL EXCESO DE CALOR EN EL REGENERADOR ES TAMBIÉN UN
PROBLEMA SERIO, YA QUE TANTO EL EQUIPO COMO EL CATALIZADOR PUEDEN
DAÑARSE POR EXPOSICIÓN A TEMPERATURAS EXCESIVAMENTE ALTAS. ESTAS
TEMPERATURAS ALTAS SON CAUSADAS POR LA GENERACIÓN DE MAYOR
CANTIDAD DE CALOR QUE EL QUE PUEDE USAR EL SISTEMA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 51
FORMATIVO OPERADOR ESPECIALISTA FCC1
A) SOBREQUEMADO
SE ENTIENDE POR SOBREQUEMADO O POSTCOMBUSTIÓN (AFTERBURNING) LA
CONVERSIÓN INDESEABLE DE CO A CO 2 DENTRO DEL REGENERADOR
ORIGINADA POR UN EXCESO DE AIRE Y QUE LIBERA UNA GRAN CANTIDAD DE
CALOR.
REACCIONES QUE SE LLEVAN A CABO EN EL REGENERADOR CUANDO SE
QUEMA CARBÓN PURO O UN HIDROCARBURO, EL PRODUCTO PRIMARIO DE LA
COMBUSTIÓN ES BIÓXIDO DE CARBONO (CO 2), ESTO ES:
C + O2 → CO 2 (1)
SIN EMBARGO CUANDO HAY UNA CAMA APRECIABLE DE CARBÓN COMO EN EL
REGENERADOR, SE LLEVA A CABO UNA REACCIÓN SECUNDARIA EN LA QUE EL
BIÓXIDO DE CARBONO SE COMBINA CON EL CARBÓN PARA FORMAR MONÓXIDO
DE CARBONO (CO), O SEA:
CO 2 + C → CO (2)
COMO EL CO NO ESTA COMPLETAMENTE OXIDADO, PUEDE TAMBIÉN
QUEMARSE PARA PRODUCIR CO2, ES DECIR:
2 CO + O2 → 2 CO 2 (3)
ESTA TERCERA REACCIÓN PROBABLEMENTE QUEDA REPRIMIDA EN LA CAMA
DE CATALIZADOR A CAUSA DE LA PRODUCCION CONTINUA DE CO Y/O LA
PRESENCIA DE CARBÓN. EN EL REGENERADOR ESTA REACCIÓN PUEDE
PRODUCIRSE EN LA PARTE SUPERIOR Y ESPECIALMENTE EN LOS CICLONES YA
QUE ES UNA ZONA DONDE NO HAY CARBÓN PARA ELIMINARLA Y DE HECHO
OCURRE, SIEMPRE QUE SE ALCANCE LA TEMPERATURA DE IGNICIÓN DE LA
MEZCLA CO – CO2.
LA TEMPERATURA DE IGNICIÓN VARÍA EN RAZÓN INVERSA A LA
CONCENTRACIÓN DE O2 Y PUEDE SER DE 610°C AL TENER 2% DE O 2 Y CUANDO
SE TIENE MENOS DE 0.2% DE O 2 SE REQUIEREN TEMPERATURAS
CONSIDERABLEMENTE ALTAS PARA QUE OCURRA EL SOBREQUEMADO. UNA
VEZ QUE EMPIEZA EL SOBREQUEMADO, CONTINUA HASTA QUE TODO EL CO O
EL O2 SE CONSUMEN (LO QUE OCURRA PRIMERO), ORIGINANDO UN
DESPRENDIMIENTO DE CALOR MUY ALTO QUE ELEVARA LA TEMPERATURA DE
LOS GASES EN UNOS 250°C CASI INSTANTÁNEAMENTE.
CONSECUENCIAS
UN SOBREQUEMADO PROLONGADO Y SEVERO PUEDE ORIGINAR:
a) DAÑOS A LA METALURGIA DE LOS CICLONES DEL REGENERADOR,
INCLUSO DESPRENDERLOS DE SUS SOPORTES.
b) DESACTIVACIÓN TÉRMICA DEL CATALIZADOR AL FUNDIR SUS CENTROS
ACTIVOS.
CAUSAS
ELABORO: APOLINAR PAVON DOMINGUEZPágina 52
FORMATIVO OPERADOR ESPECIALISTA FCC1
LAS CAUSAS MÁS PROBABLES DE UNA POSTCOMBUSTIÓN PUEDE SER:
a) DISMINUCIÓN BRUSCA EN RENDIMIENTO DE COKE DE LA CARGA, LO CUAL
SE PUEDE PRESENTAR CUANDO:
1) FALLE LA BOMBA DE RECIRCULACIÓN DE LODOS (11-J).
2) VARIÉ LA CALIDAD DE LA CARGA QUE SE RECIBE EN LA PLANTA.
b) REDUCCIÓN BRUSCA DE LA CARGA A LA PLANTA SIN LOS AJUSTES
COMPENSADORES DE AIRE Y RECIRCULACIÓN DE LODOS AL
CONVERTIDOR.
c) AUMENTO MOMENTÁNEO DE LA INYECCIÓN DE AIRE DE REGENERACIÓN
QUE PODRÍA PRESENTARSE POR LOS DESCONTROLES SIGUIENTES:
1) QUEDARSE PEGADA LA VÁLVULA DESLIZANTE EN UNA POSICIÓN “MAS
ABIERTA”.
2) AL BAJAR LA PRESIÓN DE SUCCIÓN DEL COMPRESOR 2-J POR
AUMENTO DE SU VELOCIDAD.
d) HACER SANGRADOS MUY GRANDES DE CATALIZADOR.
DETECCIÓN
CUANDO SE TIENE UNA CONDICIÓN DE SOBREQUEMADO SE OBSERVAN EN
CONJUNTO LAS SIGUIENTES VARIACIONES EN EL REGENERADOR:
a) LA TEMPERATURA DE LOS GASES DE COMBUSTIÓN EN LOS CICLONES
AUMENTA RÁPIDAMENTE. ( TI-15 )
b) LAS DIFERENCIALES DE TEMPERATURA ENTRE LAS FASES DENSA Y
DILUIDA DE LAS CAMAS DE CATALIZADOR AUMENTA NOTABLEMENTE.
c) EN GENERAL, LA TEMPERATURA DE LAS CAMAS DE CATALIZADOR
AUMENTA.
d) SE APRECIA MAS CLARO EL COLOR DEL CATALIZADOR.
AJUSTES PARA EVITARLO O COMBATIRLO
COMO MEDIDAS PREVENTIVAS PARA EVITAR CAER EN SOBREQUEMADO
SE RECOMIENDA:
a) OPERAR LA PLANTA A CARGAS CERCANAS A LAS DE DISEÑO (ALTAS)
b) MANTENER ALTOS LOS NIVELES DE CATALIZADOR EN LAS DOS ETAPAS DE
REGENERACIÓN.
c) HACER SANGRADOS PEQUEÑOS SEMANALMENTE PARA PODER
MANTENER UN POLVEO CONTINUO DE CATALIZADOR.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 53
FORMATIVO OPERADOR ESPECIALISTA FCC1
EN CUANTO SE PRESUMA QUE SE TIENE TENDENCIA HACIA UN
SOBREQUEMADO:
a) DISMINUIR EL FLUJO DE AIRE DE REGENERACIÓN.
b) AUMENTAR LA RECIRCULACIÓN DE LODOS AL CONVERTIDOR. (II-J)
c) AUMENTAR LA TASA DE CIRCULACIÓN DE CATALIZADOR ABRIENDO MÁS
PV-2 O AUMENTANDO LA DIFERENCIAL DE PRESIÓN ENTRE EL
REGENERADOR Y EL SEPARADOR.
DE NO DAR RESULTADO LO ANTERIOR SE HARÁN EN EL ORDEN CITADO,
LOS SIGUIENTE MOVIMIENTOS OPERACIONALES.
a) AUMENTAR EL FLUJO DE VAPOR AL DOMO DEL REGENERADOR (FI-17).
b) INYECTAR ACEITE ANTORCHA.
B) REGENERACIÓN EN DOS ETAPAS
EL REGENERADOR DE DOS ETAPAS ES UN DISEÑO PERFECCIONADO POR LA
KELLOGG QUE MEJORA EL RÉGIMEN TOTAL DE QUEMADO DEL CARBÓN DEPOSITADO
EN EL CATALIZADOR. LOS BENEFICIOS DE UNA MEJOR VELOCIDAD DE QUEMADO SE
VEN REFLEJADOS YA SEA EN NIVELES MENORES DE CARBÓN EN EL CATALIZADOR
REGENERADO O EN MENOR INVENTARIO DE CATALIZADOR CIRCULANTE NECESARIO
PARA ALCANZAR EL MISMO NIVEL DE CARBÓN EN EL CATALIZADOR REGENERADO.
EL REGENERADOR SE DIVIDE EN DOS ETAPAS CON CERCA DEL 80% DEL
CATALIZADOR EN LA PRIMERA. EL CATALIZADOR SE DIRIGE A LA SEGUNDA
ETAPA POR MEDIO DE “VENTANAS” EN LA PARED DIVISORIA.
ESTE SISTEMA DE REGENERACIÓN ESTA DISEÑADO PARA PROPORCIONAR
APROXIMADAMENTE 85% DEL AIRE TOTAL A LA PRIMERA ETAPA; EN CONDICIONES
DE DISEÑO. LA PRIMERA ETAPA RECIBIRÁ MAS CARBÓN QUE EL QUE PUEDE
QUEMAR. EN ESTAS CONDICIONES, EL SOBREQUEMADO SERÁ POCO, SIMILAR AL
EXISTENTE EN UNIDADES DE UNA SOLA ETAPA EN LAS QUE EL SOBREQUEMADO SE
CONTROLA POR VARIACIONES EN LA CANTIDAD DE CARBÓN AL REGENERADOR A
SUMINISTRO CONSTANTE DE AIRE. LA PRIMERA ETAPA SE OPERA A ALTAS
VELOCIDADES, TEMPERATURA MENOR QUE EN UNIDADES DE UNA SOLA ETAPA Y
PROMEDIO DE CONTENIDO DE CARBÓN LO SUFICIENTEMENTE ALTO PARA
PROMOVER UN QUEMADO RÁPIDO SIN TEMPERATURAS EXCESIVAMENTE ALTAS DE
LAS PARTÍCULAS DE CATALIZADOR.
LA DESACTIVACIÓN DEL CATALIZADOR OCURRE PRINCIPALMENTE DEBIDO A
LAS ALTAS TEMPERATURAS DE PARTÍCULA, QUE COLAPSAN LA ESTRUCTURA
ELABORO: APOLINAR PAVON DOMINGUEZPágina 54
FORMATIVO OPERADOR ESPECIALISTA FCC1
POROSA DE LA BASE Y, EN CIERTA MEDIDA, LA ESTRUCTURA DE LA ZEOLITA
MISMA. LAS TEMPERATURAS DE PARTÍCULA DURANTE LA REGENERACIÓN
PUEDEN ELEVARSE COMO 250°C ARRIBA DE LA TEMPERATURA PROMEDIO DE
LA CAMA.
EN EL DISEÑO DEL CONVERTIDOR FCC KELLOGG SE EVITAN LAS TEMPERATURAS DE
PARTÍCULA EXCESIVAMENTE ALTAS POR MEDIO DE UN SISTEMA DE REACCIÓN QUE
DISTRIBUYE UNIFORMEMENTE EL CARBÓN SOBRE LAS PARTÍCULAS; POR MEDIO DE
UN SISTEMA DE REGENERACIÓN A CONTRACORRIENTE Y EFECTUANDO EL
QUEMADO INICIAL EN LA PRIMERA ETAPA A VELOCIDADES ALTAS QUE PROMUEVEN
BUEN MEZCLADO Y DISIPACIÓN DE CALOR.
EL CONTROL DE AIRE A LA PRIMERA ETAPA ES PARA PROPORCIONAR UN CONTROL
DEL SOBREQUEMADO HASTA UN GASTO LIMITE DE AIRE DICTADO POR LA
VELOCIDAD EN LA PRIMERA ETAPA. LA SEGUNDA ETAPA DE REGENERACIÓN
EFECTÚA EL QUEMADO FINAL HASTA CONTENIDOS MUY BAJOS DE CARBÓN A
TEMPERATURAS MAS ALTAS Y VELOCIDADES MÁS BAJAS.
CUANDO LA CARGA DE CARBÓN EXCEDE LAS LIMITACIONES DE LA REGENERACIÓN
DE LA PRIMERA ETAPA, SE SUMINISTRA AIRE ADICIONAL A LA SEGUNDA. BAJO
CONDICIONES NORMALES O CERCANAS A LAS DE DISEÑO, LAS VARIACIONES
MENORES EN LA CARGA DE CARBÓN SE CONTROLAN AJUSTANDO EL AIRE A LA
SEGUNDA ETAPA.
SE USA UN FLUJO PARALELO DE AIRE A LAS DOS ETAPAS SIENDO DICTADAS LAS
CANTIDADES RESPECTIVAS POR LA CARGA TOTAL DE CARBÓN. DURANTE EL
ARRANQUE Y EN PERIODOS EN QUE LA PLANTA OPERA A BAJAS CARGAS.
LA PRIMERA ETAPA DEL REGENERADOR SE OPERA ESENCIALMENTE COMO SI FUERA
UN REGENERADOR DE UNA SOLA ETAPA ;ÚNICAMENTE CON LA CANTIDAD
SUFICIENTE DE AIRE A LA SEGUNDA ETAPA PARA FLUIDIZACIÓN Y PARA MANTENER
EL DISTRIBUIDOR DE AIRE LIBRE DE CATALIZADOR.
SI OCURRE UN SOBRE QUEMADO SEVERO EN LA SEGUNDA ETAPA CUANDO SE
OPERA A CANTIDADES MÍNIMAS DE AIRE DE FLUIDIZACIÓN, SE REDUCIRÁ EL FLUJO
DE AIRE Y EL SOBREQUEMADO EN LA PRIMERA ETAPA PARA PROPORCIONAR MÁS
CARBÓN A LA SEGUNDA.
EL AIRE DE REGENERACIÓN ENTRA A LA PRIMERA ETAPA DE REGENERACIÓN A
TRAVÉS DE UN ANILLO DISTRIBUIDOR EN LA PARTE INFERIOR DEL RECIPIENTE. ESTO
PERMITE QUE SE CUBRA TODA EL ÁREA SECCIONAL DE LA ETAPA.
EL AIRE DE COMBUSTIÓN FLUYE AL ANILLO DESDE EL SOPLADOR Y ESTA
CONTROLADO POR EL FIC-1. PARA CONTROLAR EL SOBREQUEMADO DE LA
PRIMERA ETAPA CUANDO SE TRABAJA A BAJA CARGA O EN CUALQUIER OTRA
ELABORO: APOLINAR PAVON DOMINGUEZPágina 55
FORMATIVO OPERADOR ESPECIALISTA FCC1
SITUACIÓN, SE DISPONE DE UN CONTROL ADICIONAL (MIC-2) QUE PERMITE HACER
AJUSTES FINOS DE AIRE A LA PRIMERA ETAPA. EL AIRE DE COMBUSTIÓN A LA
SEGUNDA ETAPA ENTRA A TRAVÉS DE UN DISTRIBUIDOR TUBULAR RAMIFICADO.
ESTE AIRE ESTA CONTROLADO POR EL FIC-3 Y TIENEN UN CONTROL ADICIONAL
PARA AJUSTES FINOS (MIC-3).
C) CARBÓN RESIDUAL (NO QUEMADO) EN EL CATALIZADOR REGENERADO
LA EXPERIENCIA HA DEMOSTRADO QUE EL CARBÓN RESIDUAL EN EL
CATALIZADOR REGENERADO DEBE MANTENERSE EN UN VALOR BAJO PARA
QUE LA DESINTEGRACIÓN EN EL ELEVADOR SEA OPTIMA. LA VENTAJA OBVIA ES
UN CATALIZADOR REGENERADO DE MAYOR SUPERFICIE ACTIVA.
ESTO EN PARTE, CONTRIBUYE A LOS MEJORES RENDIMIENTOS QUE SE
ESPERAN CON LA DESINTEGRACIÓN EN EL ELEVADOR COMPARADOS CON LOS
DE DESINTEGRACIÓN EN CAMA FIJA. PARA PROPÓSITOS DE COMPARACIÓN, ES
DESEABLE REDUCIR EL CARBÓN RESIDUAL DE 0.10 A 0.25% EN PESO O MENOR
EN CONTRASTE AL 0.3 A 0.7% EN PESO PARA DESINTEGRACIÓN EN CAMA FIJA.
UNA VEZ QUE SE HA ALCANZADO UN VALOR SATISFACTORIAMENTE BAJO DE
CARBÓN RESIDUAL, DEBEN ALCANZARSE LOS AJUSTES NECESARIOS AL FLUJO
DE AIRE DE COMBUSTIÓN PARA MANTENER EL BALANCE LA PRODUCCION Y EL
QUEMADO DE CARBÓN. ESTO ASEGURARA UN VALOR DE CARBÓN RESIDUAL
RAZONABLEMENTE CONSTANTE. EL MANTENIMIENTO DE UN CARBÓN RESIDUAL
CONSTANTE, AYUDARA A ALCANZAR UNA OPERACIÓN MAS UNIFORME DEL
CONVERTIDOR.
NOTA: LO ANTERIOR SE CONSIGUE EN EL CONVERTIDOR QUE NORMALMENTE
VA ASOCIADA CON UN BAJO CONTENIDO DE CARBÓN EN EL CATALIZADOR
REGENERADO.
UNA RAZÓN PARA ESTO ES EL CONTROL MAS POSITIVO QUE SE CONSIGUE CON
AEREACIÓN DE LA BAJANTE DE CATALIZADOR AGOTADO Y LA FLUIDIZACIÓN
LATERAL O EVITANDO ASÍ EL “FLUJO PULSANTE APELMAZADO” DEL
CATALIZADOR.
D) TEMPERATURAS Y PRESIÓN DE OPERACIÓN.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 56
FORMATIVO OPERADOR ESPECIALISTA FCC1
PARA EL CASO DE MÁXIMA PRODUCCION DE GASOLINA, LA TEMPERATURA DE
OPERACIÓN EN LA FASE DENSA DE LA CAMA CATALÍTICA DE LA PRIMERA ETAPA
SERÁ DE APROXIMADAMENTE 665°C MIENTRAS QUE EN LA CAMA DE LA
SEGUNDA ETAPA SE ESPERA TENGA 675°C.
ESTE NIVEL DE TEMPERATURA EN EL CATALIZADOR REGENERADO HACE
POSIBLE MANTENER UNA ALTA TEMPERATURA DE SALIDA DEL ELEVADOR DE
DESINTEGRACIÓN A UNA RELACIÓN RAZONABLE EN LA CIRCULACIÓN DEL
CATALIZADOR.
LA FASE DILUIDA ESTA DISEÑADA PARA UNA TEMPERATURA DE 704°C Y
NORMALMENTE SE CONTROLARA EN 680°C DURANTE LA MÁXIMA PRODUCCION
DE GASOLINA. EL VAPOR AL DOMO DEL REGENERADOR DEBE UTILIZARSE EN
CANTIDADES SUFICIENTES PARA MANTENER LAS TEMPERATURAS DEL DOMO
DEL REGENERADOR DENTRO DE LIMITES SEGUROS.
EL FLUJO DE AIRE DE COMBUSTIÓN DEBE AJUSTARSE PARA ASEGURAR EL
QUEMADO DEL CARBÓN Y LIMITAR EL CONTENIDO DE O2 EN LOS GASES DE
COMBUSTIÓN A 0.3% O MENOS. HAY QUE EVITAR SIEMPRE LOS FLUJOS
EXCESIVOS DE AIRE DE COMBUSTIÓN, EVITANDO ASÍ UNA CONDICIÓN DE
“DISPARO” HACIA UN SOBREQUEMADO. SE CUENTA CON INDICACIÓN DE
TEMPERATURA EN LA FASE DENSA (TI-1-18 PARA LA PRIMERA ETAPA Y TI-1-23
PARA LA SEGUNDA) Y DILUIDA (TI-1-17 PARA LA PRIMERA ETAPA Y TI-1-24 PARA
LA SEGUNDA); EN LAS SALIDAS DE LOS CICLONES A LA CÁMARA (TI-1-78 AL 83) Y
EN LA SALIDA DE GASES DE COMBUSTIÓN (TI-1-15). SE CUENTA CON ALARMAS
POR ALTA TEMPERATURA EN LOS DIFERENTES PUNTOS QUE DARÁN AVISO EN
CASO DE APARECER TAL SITUACIÓN.
EL REGISTRADOR DE NIVEL (LI-3) REGISTRA EL NIVEL DE CATALIZADOR EN LA
PRIMERA ETAPA DEL REGENERADOR, MIENTRAS QUE EL LIC-2 LO HACE CON EL
DE LA SEGUNDA ETAPA. EL CONTROL DE LA VÁLVULA TAPÓN PV-2 LO TENDRÁ
EL LIC-2 EN VEZ DEL TR-2 A TRAVÉS DE UN RELEVADOR RL EN CASO DE HABER
BAJO NIVEL DE CATALIZADOR EN LA SEGUNDA ETAPA. ASOCIADAS AL LIC-2
ESTÁN UNA ALARMA POR ALTO Y OTRA POR BAJO NIVEL (LAH Y LAL). SE
CUENTA CON REGISTRADORES DE DENSIDAD EN AMBAS ETAPAS DE
REGENERACIÓN, DI-2 PARA LA PRIMERA Y DI-3 PARA LA SEGUNDA. EN AMBAS
ETAPAS DE REGENERACIÓN SE CUENTA CON REGISTRADORES DE
DIFERENCIALES DE TEMPERATURA ENTRE LAS FASES DENSA Y DILUIDA (TDR-4
PARA LA PRIMERA ETAPA Y TDR-5 PARA LA SEGUNDA).
SE INCLUYEN ALARMAS POR ALTA DIFERENCIAL DE TEMPERATURA ASOCIADAS
CON EL TDR5 DE LA SEGUNDA ETAPA.
SE ESPERA QUE LA PRESIÓN DE OPERACIÓN DEL REGENERADOR (PIC-6) ESTE
CERCANA A LOS 2.0 KG/CM2 A LA CARGA DE DISEÑO. EL CONTROL DE LA
PRESIÓN SE EFECTÚA CASTIGANDO LAS VÁLVULAS DESLIZANTES. COMO SE
ELABORO: APOLINAR PAVON DOMINGUEZPágina 57
FORMATIVO OPERADOR ESPECIALISTA FCC1
MENCIONO ANTERIORMENTE, SE DISPONE DE UN SISTEMA CONTROLADOR DE
PRESIÓN DIFERENCIAL ENTRE EL SEPARADOR Y EL REGENERADOR QUE
POSICIONARA LAS VÁLVULAS DESLIZANTES.
CON UNA CARGA FRESCA SOSTENIDA MENOR QUE LA DE DISEÑO, LA PRESIÓN
DEL REGENERADOR DEBE BAJARSE HASTA UN VALOR QUE PERMITA LA
OPERACIÓN ADECUADA DEL CONVERTIDOR MIENTRAS SE MANTIENE UNA
MÍNIMA CAÍDA DE PRESIÓN A TRAVÉS DE LAS VÁLVULAS DESLIZANTES Y DE LA
CÁMARA DE ORIFICIOS.
E) VAPOR AL POZO DE LA PV-1.
SE UTILIZA VAPOR PARA FLUIDIZAR EL CATALIZADOR DEBAJO DE LA VÁLVULA
PV-1 CON EL FIN DE MANTENER EL CATALIZADOR EN CONSTANTE MOVIMIENTO,
QUEDANDO ASÍ LA VÁLVULA LIBRE PARA MOVERSE Y EL CATALIZADOR EN
FLUJO UNIFORME.
EL FLUJO DE VAPOR AL ANILLO DEL POZO DE LA PV-1 ESTA CONTROLADO POR
UNA VÁLVULA MANUAL Y SE INDICA EN EL (FI-23). EL FLUJO DE VAPOR SE
AJUSTA EN (250 KG/HR).
F) VAPOR AL DISTRIBUIDO DE CATALIZADOR AGOTADO
LA SECCIÓN SUPERIOR DEL POZO DISTRIBUIDOR DE CATALIZADOR AGOTADO
AL PRIMER PASO DE REGENERACIÓN TIENE 3 ABERTURAS DISTRIBUIDORAS (EN
FORMA DE CORNETAS) Y CADA UNA TIENEN SU LÍNEA DE VAPOR. EL FLUJO DE
VAPOR A ESTAS LÍNEAS ESTA CONTROLADO POR UNA VÁLVULA MANUAL EN UN
CABEZAL COMÚN. EL (FI-85) INDICA EL FLUJO TOTAL Y SE TIENE UN ORIFICIO DE
RESTRICCIÓN EN CADA UNA DE LAS 3 RAMAS. EL FLUJO NORMAL UTILIZADO ES
(103 KG/HR).
G) VAPOR DE ESPONJAMIENTO AL SEGUNDO PASO DE REGENERACIÓN
PARA AEREAR Y MANTENER LA DENSIDAD ADECUADA DEL CATALIZADOR QUE
FLUYE A TRAVÉS DE LA VÁLVULA DE CATALIZADOR REGENERADO PV-2, EXISTE
EN LA PARTE INFERIOR DE LA SEGUNDA ETAPA DEL REGENERADOR UN ANILLO
DE VAPOR DE FLUIDIZACIÓN. EL FLUJO DE VAPOR ESTA CONTROLADO POR UNA
VÁLVULA MANUAL E INDICADO POR EL (FI-24). EL FLUJO NORMAL ES DE (220
KG/HR).
H) VAPOR AL DOMO DEL REGENERADOR
ELABORO: APOLINAR PAVON DOMINGUEZPágina 58
FORMATIVO OPERADOR ESPECIALISTA FCC1
ARRIBA DE LAS ENTRADAS A LOS CICLONES PRIMARIOS EN EL REGENERADOR
HAY UNA GRAN ZONA DE CALMA. COMO NO HAY VELOCIDAD APRECIABLE DE
GASES, EL CATALIZADOR SE SUBE A ESTA ZONA Y PUEDE LLEGAR A
PRESENTARSE UN SOBREQUEMADO CONTINUO MODERADO. PARA EVITAR
ESTA CONDICIÓN HAY UN ANILLO DE VAPOR EN ESTA ZONA POR EL CUAL SE
INTRODUCE VAPOR DE MEDIA PRESIÓN EN CANTIDAD SUFICIENTE PARA
PURGAR ESE ESPACIO. EL VAPOR PROVIENE DE UNA LÍNEA CON INDICADOR DE
FLUJO (FI-17) Y LA CANTIDAD NORMAL DE VAPOR A ESTE PUNTO ES DE (1000
KG/HR).
I) VAPORES DE EMERGENCIA AL PRIMERO Y SEGUNDO PASO DE
REGENERACIÓN.
SE DISPONE DE VAPOR DE EMERGENCIA PARA LAS LÍNEAS DE AIRE DE LAS DOS
ETAPAS DE REGENERACIÓN PARA USARSE EN CASO DE FALLA DE SOPLADOR
(MV-8/FI-9 PARA LA PRIMERA ETAPA Y MV-9/FI-10 PARA LA SEGUNDA). ESTO
PERMITE EVITAR QUE EL CATALIZADOR TAPE LOS DISTRIBUIDORES DE AIRE
CUANDO FALLE ESTE.
TAMBIÉN SE USA EL VAPOR DE EMERGENCIA A LA SEGUNDA ETAPA DURANTE
LOS PERIODOS DE BAJO FLUJO DE AIRE EN EL ARRANQUE Y OPERACIÓN CON
BAJA CARGA PARA AYUDAR A MANTENER LIMPIO EL DISTRIBUIDOR Y
CONTRIBUIR A UNA BUENA FLUIDIZACIÓN DEL CATALIZADOR.
J) ACEITE ANTORCHA (TORCH OIL)
EN EL ARRANQUE SE QUEMA ACEITE ANTORCHA (CARGA FRESCA) PARA
ALCANZAR LA TEMPERATURA DE LAS CAMAS DEL REGENERADOR Y DE ESTA
FORMA LOGRAR TAMBIÉN LA TEMPERATURA NECESARIA PARA LA
DESINTEGRACIÓN ANTES DE EMPEZAR A METER CARGA. TAMBIÉN PUEDE
USARSE PARA SUMINISTRAR CALOR EN EL REGENERADOR CUANDO ES
NECESARIO.
EL ACEITE ANTORCHA, QUE NORMALMENTE ES CARGA O ACEITE CÍCLICO
PESADO, SE INYECTA EN EL REGENERADOR A TRAVÉS DE LA FV-6
CONTROLADA POR EL (FIC-6) LLEGANDO A UNA ESPREA QUE SE TIENE PARA
TAL FIN Y TAMBIÉN HAY UN ARREGLO PARA INYECTARLO POR LA TOMA DE ALTA
DEL LT-3. SE DISPONE DE CONEXIONES DE VAPOR DE SOPLADO A LAS
BOQUILLAS DE ACEITE ANTORCHA PARA MANTENERLAS LIBRES DE
CATALIZADOR.
EL CALENTADOR DE AIRE 1-B, QUE ES PARTE INTEGRANTE DE LA LÍNEA DE
ENTRADA DE AIRE DE COMBUSTIÓN A LA PRIMERA ETAPA, SE USA DURANTE
LOS ARRANQUES DEL CONVERTIDOR, ANTES DE INTRODUCIR VAPOR DE
ELABORO: APOLINAR PAVON DOMINGUEZPágina 59
FORMATIVO OPERADOR ESPECIALISTA FCC1
PURGA, QUE A SU VEZ SE USA PARA ALCANZAR SUFICIENTE TEMPERATURA
ANTES DE EMPEZAR A QUEMAR ACEITE ANTORCHA. EL CALENTADOR TIENE SU
CONEXIÓN DE GAS COMBUSTIBLE ASÍ COMO UNA DE DIESEL PARA EL
QUEMADOR Y SE ENCIENDE POR MEDIO DE UN ENCENDEDOR DE CHISPA
ELÉCTRICA.
CATALIZADOR PARA DESINTEGRACIÓN EN FASE DILUIDA
EL CATALIZADOR USADO EN EL PROCESO DE DESINTEGRACIÓN EN FASE
FLUIDIZADA ES UN SÓLIDO, NO UN FLUIDO. EL CATALIZADOR SE PRODUCE EN
FORMA DE PARTÍCULAS MUY PEQUEÑAS, CADA UNA DE LAS CUALES TIENEN
UNA ESTRUCTURA POROSA MUY SIMILAR A LA DE UNA ESPONJA.
PARA SER UN BUEN CATALIZADOR, LAS PARTÍCULAS DEBEN TENER UNA GRAN
ÁREA SUPERFICIAL YA QUE EL EFECTO CATALÍTICO TIENE LUGAR ÚNICAMENTE
CUANDO EL CATALIZADOR Y EL ACEITE ESTÁN EN CONTACTO.
EL CATALIZADOR FRESCO, TAL COMO SE RECIBE DEL FABRICANTE, PUEDE
TENER HASTA 5 VECES MÁS ÁREA SUPERFICIAL QUE EL DE EQUILIBRIO. TAN
PRONTO COMO SE CARGA A LA UNIDAD, EL CARBÓN LLENA SUS POROS HASTA
CIERTO PUNTO Y ESTE CARBÓN NO PUEDE ELIMINARSE TOTALMENTE EN LA
REGENERACIÓN.
EL CARBÓN RESIDUAL REDUCE EL ÁREA SUPERFICIAL Y, POR LO TANTO, SU
ACTIVIDAD. ADEMÁS, HAY COMPUESTOS METÁLICOS EN CASI TODOS LOS
GASÓLEOS Y ESTOS METALES SE FIJAN AL CATALIZADOR. ALGUNOS DE LOS
METALES TÍPICOS COMO VANADIO Y NÍQUEL ACTÚAN COMO CATALIZADORES
DE POR SI, PERO CAUSAN REACCIONES DE DESINTEGRACIÓN QUE PRODUCEN
CARBÓN Y GAS, DESINTEGRANDO PRODUCTOS DESEABLES COMO GASOLINA.
CUANDO EL CATALIZADOR SE CONTAMINA CON METALES SE DICE QUE TIENEN
UNA POBRE SELECTIVIDAD Y QUE ESTA “ENVENENADO”. EL SISTEMA DE
ESPREAS DE AGUA DE EMERGENCIA TIENEN CONSIDERACIONES DE DISEÑO
MUY CUIDADOSAS EN ESTE SENTIDO Y EMPLEA ÚNICAMENTE CONDENSADO O
AGUA PARA ALIMENTACIÓN A CALDERAS YA QUE EL AGUA DE ENFRIAMIENTO Y
LA POTABLE TIENEN UN ALTO CONTENIDO DE MINERALES.
UNA VEZ DENTRO DE LA UNIDAD, EL CATALIZADOR TAMBIÉN SUFRE
DESACTIVACIÓN POR LA CONSTANTE EXPOSICIÓN AL VAPOR Y A LAS ALTAS
TEMPERATURAS. ESTA DESACTIVACIÓN PROBABLEMENTE SE DEBE A QUE SE
VAN CERRANDO LOS POROS DEL CATALIZADOR, LO QUE TRAE COMO
CONSECUENCIA UNA REDUCCIÓN DEL ÁREA SUPERFICIAL EFECTIVA.
CUANDO EXISTA UNA DESACTIVACIÓN O CONTAMINACIÓN METÁLICA, SEVERA,
NORMALMENTE SERÁ NECESARIO SACAR, DESCARTAR Y REEMPLAZAR CON
CATALIZADOR FRESCO UNA PARTE SIGNIFICATIVA DEL CATALIZADOR
CIRCULANTE.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 60
FORMATIVO OPERADOR ESPECIALISTA FCC1
DEBIDO A LA ESTRUCTURA FÍSICA ESPONJA DEL CATALIZADOR LAS
PARTÍCULAS SE PUEDEN FRACTURAR FORMANDO OTRAS MAS PEQUEÑAS POR
UN PROCESO LLAMADO “ATRACCIÓN”. LA ATRACCIÓN ES EL RESULTADO DEL
CHOQUE DE LAS PARTÍCULAS DEL CATALIZADOR CON LAS PARTES METÁLICAS
DE LA UNIDAD, LAS PAREDES DEL RECIPIENTE O CON OTRAS PARTÍCULAS DE
CATALIZADOR.
TAMBIÉN PUEDE OCASIONARSE POR CHOQUE TÉRMICO EN LAS PARTÍCULAS,
AL ENFRIAR CON AGUA EL CATALIZADOR CALIENTE O POR EXCESIVA
TEMPERATURA DE PARTÍCULA.
DEBIDO A QUE EL CATALIZADOR NUEVO ES CARO, ES CONVENIENTE EVITAR
CONDICIONES QUE CAUSEN ENVENENAMIENTO, DESACTIVACIÓN O DAÑO
FISCO.
LA “ACTIVIDAD” ES UNA MEDIDA DE LA CAPACIDAD DE TRABAJO DEL
CATALIZADOR. ESTE ES UNO DE LOS FACTORES MÁS IMPORTANTES QUE
GOBIERNAN LA OPERACIÓN ÓPTIMA DE UNA UNIDAD DE DESINTEGRACIÓN
CATALÍTICA EN FASE FLUIDIZADA PARA OBTENER PRODUCTOS MÁS VALIOSOS.
DE ESTA MANERA, LA ACTIVIDAD SIRVE PARA DEFINIR UN ASPECTO DE LA
EFICIENCIA DE LA PRODUCCIÓN.
LA ACTIVIDAD DE UN CATALIZADOR DE DESINTEGRACIÓN PUEDE DEFINIRSE
COMO LA MEDIDA DE SU CAPACIDAD PARA EFECTUAR LA REACCIÓN EN UNA
CARGA DE GASOLEO CON INTERVALO DE DESTILACIÓN DADO, PARA DAR UN
GRUPO DE PRODUCTOS CON CARACTERÍSTICAS DIFERENTES A LAS DE LA
CARGA. HAY VARIOS MÉTODOS PARA EXPRESAR LA ACTIVIDAD. UNO LA DEFINE
EN TÉRMINOS DE LA CANTIDAD RELATIVA DE CATALIZADOR REQUERIDO PARA
PRODUCIR UNA CONVERSIÓN DADA BAJO CONDICIONES FIJAS. ESTE MÉTODO
SUPONE QUE SI SE ASIGNAN VALORES UNITARIOS AL RENDIMIENTO DEL
CATALIZADOR BAJO CONDICIONES FIJAS, SE PUEDE ESPERAR QUE EL
CATALIZADOR AFECTE LA CONVERSIÓN EN CANTIDADES ESPECÍFICAS.
HAY VARIOS MÉTODOS DE PRUEBA PARA MEDIR LA ACTIVIDAD DEL
CATALIZADOR. EN LA MAYORÍA DE ESTOS, LOS VALORES DE ACTIVIDAD SE
EXPRESAN EN UNIDADES CON DIFERENTES SIGNIFICADOS. NINGÚN MÉTODO
SE ACEPTA COMO “EL MEJOR” YA QUE CADA UNO REPORTA EL TRABAJO DEL
CATALIZADOR BAJO UN CONJUNTO DETERMINADO DE LAS CONDICIONES MAS
ACEPTABLES PARA EL USUARIO. DE HECHO, NINGUNA PRUEBA DE
LABORATORIO PUEDE DUPLICAR EXACTAMENTE LOS RESULTADOS OBTENIDOS
EN UNIDADES COMERCIALES DE DESINTEGRACIÓN EN FASE FLUIDIZADA.
ESTO SE DEBE A LAS CONDICIONES EXISTENTES, COMO VARIACIONES EN
TIEMPO DE REACCIÓN DE 2 SEGUNDOS A 2 MINUTOS, LA PRESENCIA DE
ELABORO: APOLINAR PAVON DOMINGUEZPágina 61
FORMATIVO OPERADOR ESPECIALISTA FCC1
GRANDES CANTIDADES DE VAPOR, DILUCIÓN CONSTANTE CON CATALIZADOR
DE REGENERACIÓN Y UN SISTEMA DE CATALIZADOR CIRCULANTE.
SIN EMBARGO, LOS RESULTADOS DE LAS PRUEBAS DE LABORATORIO,
EXPRESADAS COMO ACTIVIDAD, SI INDICAN LA EFICIENCIA DEL CATALIZADOR.
DIVERSAS VARIABLES AFECTAN LA DISTRIBUCIÓN DE PRODUCTOS EN UN
PROCESO DE DESINTEGRACIÓN CATALÍTICA EN FASE FLUIDIZADA.
UNA DE ESTAS ES LA ACTIVIDAD DEL CATALIZADOR, OTRA ES LA
TEMPERATURA A LA SALIDA DEL REACTOR, UNA TERCERA ES EL TIEMPO DE
CONTACTO ENTRE ACEITE Y CATALIZADOR Y UNA CUARTA ES LA RELACIÓN
CATALIZADOR-ACEITE.
BÁSICAMENTE ESTAS SON LAS CUATRO VARIABLES QUE CONTROLAN LA
CONVERSIÓN DE LA REACCIÓN. ESTAS VARIABLES DEBEN CONTROLARSE PARA
EVITAR TRES COSAS:
1) UNA PRODUCCION EXCESIVA DE GAS YA QUE ESTE TIENEN POCO VALOR
Y ES COSTOSO COMPRIMIRLO PARA RECUPERARLE SUS LICUABLES.
2) UNA PRODUCCION EXCESIVA DE CARBÓN, YA QUE ESTE CUBRE EL
CATALIZADOR, REDUCIENDO SU ACTIVIDAD Y ES CARO QUEMARLO
DEBIDO AL COSTO DEL EQUIPO QUE SE NECESITA PARA COMPRIMIR EL
AIRE EMPLEADO EN LA COMBUSTIÓN.
3) UN USO EXCESIVO DE CATALIZADOR FRESCO, EL CUAL ES ALTAMENTE
COSTOSO.
EL TERMINO “CONVERSIÓN”, COMO SE APLICA EN EL PROCESO DE
DESINTEGRACIÓN, PUEDE DEFINIRSE COMO EL POR CIENTO EN VOLUMEN DE
CARGA CONVERTIDA EN PRODUCTOS QUE NO SEAN GASOLEO.
GENERALMENTE, EL GASOLEO ESTA CONSIDERADO COMO UN MATERIAL CON
PUNTO DE EBULLICIÓN SUPERIOR A 204°C EN UNA DESTILACIÓN ASTM. SIN
EMBARGO, SE HA ENCONTRADO QUE UNA MEJOR INDICACIÓN DE LA LÍNEA
DIVISORIA ENTRE LA GASOLINA Y EL GASOLEO DEBERÁ TOMARSE COMO EL
PUNTO DE CORTE A 221°C EN UNA DESTILACIÓN TBP DEL PRODUCTO LIQUIDO
TOTAL. DE ESTA MANERA, ESENCIALMENTE TODA LA GASOLINA QUE PUDIERA
ENGLOBARSE EN EL GASOLEO PUEDE INCLUIRSE COMO PRODUCCION DE
GASOLINA PARA PRESENTAR UNA MEDICIÓN MAS ACERTADA DE LA
CONVERSIÓN. LA CURVA TBP PUEDE CALCULARSE A PARTIR DE LA
DESTILACIÓN ASTM.
CURBA TBP.- nos permite evaluar el petróleo para poder saber que derivados
se pueden obtener en la refinería a partir de un crudo y también establecer estrategias
operacionales y la optimación de procesos.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 62
FORMATIVO OPERADOR ESPECIALISTA FCC1
DESTILACION TBP.- permite dar una imagen casi exacta de la composición de
un crudo por que se obtiene la medida de la temperatura de ebullición
EL NIVEL DE CONVERSIÓN ES UNO DE LOS FACTORES MAS IMPORTANTES EN
LA DETERMINACIÓN DE LA CANTIDAD DE CARBÓN Y LOS RENDIMIENTOS DE
GASOLINA Y PRODUCTOS LIGEROS OBTENIDOS DE UNA CARGA DADA.
EN EL INTERVALO NORMAL DE OPERACIÓN, UN INCREMENTO EN LA
CONVERSIÓN GENERALMENTE VA ACOMPAÑADO POR UN INCREMENTO EN LOS
RENDIMIENTOS DE CARBÓN Y GAS.
SIN EMBARGO, UN INCREMENTO EN LA CONVERSIÓN NO SIEMPRE RESULTA EN
UN INCREMENTO DEL RENDIMIENTO DE GASOLINA YA QUE SE LLEGA A UN
PUNTO DE RENDIMIENTO DECRECIENTE, EN EL QUE UN AUMENTO DE
CONVERSIÓN PRODUCE MAYOR RENDIMIENTO DE CARBÓN Y GAS A EXPENSAS
DEL LÍQUIDO.
LA SELECCIÓN DEL NIVEL DE CONVERSIÓN ADECUADO DEPENDE DE LOS
REQUERIMIENTOS DE PRODUCTOS DE LA REFINERÍA, LA CALIDAD DE LA CARGA
Y LA DISPONIBILIDAD DE LA CARGA.
LA ACTIVIDAD DEL CATALIZADOR DECRECE CON EL USO. LA DESACTIVACIÓN
DEL CATALIZADOR NUEVO ES MUY RÁPIDA AL PRINCIPIO DISMINUYENDO
PROGRESIVAMENTE HASTA QUE SE ALCANZA UN EQUILIBRIO CUANDO LA
ADICIÓN DE CATALIZADOR FRESCO BALANCEA LA DESACTIVACIÓN.
LA ACTIVIDAD DEL CATALIZADOR DECRECE CON EL USO. LA DESACTIVACIÓN
DEL CATALIZADOR NUEVO ES MUY RÁPIDA AL PRINCIPIO DISMINUYENDO
PROGRESIVAMENTE HASTA QUE SE ALCANZA UN EQUILIBRIO CUANDO LA
ADICIÓN DE CATALIZADOR FRESCO BALANCEA LA DESACTIVACIÓN. EL
CATALIZADOR FRESCO DEBE AGREGARSE PERIÓDICAMENTE O
CONTINUAMENTE PARA RECUPERAR LAS PERDIDAS DE CATALIZADOR DEL
REGENERADOR.
EN GENERAL, AUMENTAR LA ACTIVIDAD DEL CATALIZADOR EN EQUILIBRIO
MANTENIENDO CONSTANTE LA TEMPERATURA DE REACCIÓN Y LA
CONVERSIÓN, TRAERÁ UNA REDUCCIÓN EN LA PRODUCCION DE GAS, UNA
REDUCCIÓN EN LA PRODUCCION DE CARBÓN, UN AUMENTO EN LA
PRODUCCION DE LIQUIDO (INCLUYENDO GASOLINA) Y MEJORA LA
REGENERACIÓN.
LA REFINERÍA DEBE DECIDIR LA CONVENIENCIA ECONÓMICA DE AUMENTAR LA
ADICIÓN DE CATALIZADOR FRESCO E INCREMENTAR LA ACTIVIDAD CONTRA EL
PERFIL DE PRODUCTOS DE LA UNIDAD. MUCHAS REFINERÍAS MANTIENEN UN
ELABORO: APOLINAR PAVON DOMINGUEZPágina 63
FORMATIVO OPERADOR ESPECIALISTA FCC1
NIVEL DE ACTIVIDAD ADECUADO AGREGANDO SOLO SUFICIENTE CATALIZADOR
FRESCO PARA REEMPLAZAR LAS PERDIDAS DE LA UNIDAD.
A) ALTURA DE LA CAMA CATALÍTICA
LOS NIVELES DE LAS CAMAS DE CATALIZADOR SON APROXIMADOS YA QUE LOS
GASES DE FLUIDIZACIÓN MANTIENEN LA CAMA EN CONSTANTE AGITACIÓN, DE
TAL MANERA QUE NO HAY LÍNEA DEFINIDA DE DEMARCACIÓN EN EL TOPE
CALCULADO DE LA CAMA CATALÍTICA.
NIVELES MÁXIMOS DE CAMA A LOS ESPECIFICADOS DEBERÁN TOMARSE CON
PRECAUCIÓN ESPECIALMENTE SI LA DENSIDAD REGISTRADA ES MENOR QUE LA
NORMAL DE DISEÑO.
B) INVENTARIO DE CATALIZADOR
EL INVENTARIO DE CATALIZADOR EN LOS SILOS SE DETERMINA CON
MEDICIONES QUE SE EFECTÚAN CON CINTA MÉTRICA Y PLOMADA. HAY UNA
INEXACTITUD INHERENTE A ESTE TIPO DE MEDICIONES DEBIDO A LA
DESAEREACIÓN Y LA COMPACTACIÓN DEL CATALIZADOR EN REPOSO, PERO LA
REPRODUCIBILIDAD PUEDE MEJORARSE PROGRAMANDO CICLOS FIJOS DE
AEREACIÓN Y ASENTAMIENTO ANTES DE LAS MEDICIONES
PRINCIPIO DE CIRCULACIÓN DE CATALIZADOR
EL PRINCIPIO DE LA CIRCULACIÓN DEL CATALIZADOR ESTÁ BASADO EN DOS
VARIABLES: LA PRESIÓN Y LA DENSIDAD.
EL CATALIZADOR QUE ES UN SÓLIDO, AL SER AIREADO MEDIANTE VAPOR O AIRE SE
COMPORTARÁ COMO UN LÍQUIDO FLUYENDO DE UN PUNTO DE MAYOR PRESIÓN
HACIA UN PUNTO DE MENOR PRESIÓN O DE UN MAYOR NIVEL A UNO MENOR
I.- AL ABRIR LA VÁLVULA PV-2 SE INICIA LA CIRCULACIÓN DE CATALIZADOR DEL
REGENERADOR, LA CAÍDA DE PRESIÓN A TRAVÉS DE LA VÁLVULA ES UNA
INDICACIÓN DE QUE EL CATALIZADOR ESTÁ SUBIENDO AL REACTOR. ES MUY
IMPORTANTE QUE LA CAÍDA DE PRESIÓN (PDI-8) SE MANTENGA POR ARRIBA DE 100
GR/CM2 PUES CUANTO MÁS SEA EL VALOR, MAYOR SERÁ LA PRESIÓN DE EMPUJE Y
MÁS LEJOS ESTAREMOS DE LA POSIBILIDAD DE UN FLUJO INVERSO SIEMPRE Y
CUANDO EL VALOR DE LA DIFERENCIAL SEA ESTABLE, PUES DELO CONTRARIO SERÁ
SÍNTOMA DE UN FLUJO ERRÁTICO. EL VALOR NORMAL DEL PDI-8 OSCILA ENTRE 0.300
A 0-440 KG/CM2 APROX.
EL CATALIZADOR FLUYE DEL REGENERADOR AL REACTOR (RISER) EN FASE DENSA O
CON UNA DENSIDAD ALTA Y MANTIENE ESTÁ CONDICIÓN HASTA LLEGAR AL PUNTO
DE INYECCIÓN DE LA CARGA (FIC-5)
ELABORO: APOLINAR PAVON DOMINGUEZPágina 64
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL CATALIZADOR QUEDA CON UNA DENSIDAD MUY BAJA. LA CAÍDA DE PRESIÓN DEL
REACTOR QUEDA INDICADA EN EL PDI-9 CUYO VALOR ES DE 0.400 KG/CM2 APROX.
UNA DISMINUCIÓN EN ESTE VALOR SIGNIFICA UNA REDUCCIÓN EN LA CANTIDAD DE
CATALIZADOR CIRCULANTE.
II.- DESPUÉS DE SALIR DEL REACTOR EL CATALIZADOR CAE HACIA EL SEPARADOR
BURDO DONDE POR DIFERENCIA DE DENSIDAD SE SEPARA LA MAYOR PARTE DE
HIDROCARBUROS CRAQUEADOS DEL CATALIZADOR
EL CATALIZADOR PASA AL SEPARADOR AGOTADOR EN DONDE RECIBE UNA
CORRIENTE DE VAPOR CON OBJETA DE ELIMINAR AL MÁXIMO LOS HIDROCARBUROS
QUE PUDIERA ARRASTRAR EVITANDO CON ELLO QUE SE PIERDAN PRODUCTOS Y SE
QUEMEN EN EL REGENERADOR, DESPUÉS DEL AGOTADOR EL CATALIZADOR PASA AL
TUBO BAJANTE DE CATALIZADOR AGOTADO O “STAND PIPE”, AQUÍ EL CATALIZADOR
VA EN FASE DENSA Y PARA FACILITAR EL FLUJO UNIFORME HACIA LA VÁLVULA
TAPÓN PV-1, SE INYECTA VAPOR A TRAVÉS DE OCHO ENTRADAS DISTRIBUIDAS A LO
LARGO DEL TUBO SIENDO CONTROLADO SU GASTO POR LOS MEDIDORES (FI-21 Y FI-
84), CADA ENTRADA DE VAPOR ESTÁ PREVISTA DE ORIFICIO DE RESTRICCIÓN CON
OBJETO DE UNIFORMIZAR EL GASTO.
NO HAY REGLA DEFINIDA PARA AJUSTAR EL VAPOR AL TUBO BAJANTE “STAND PIPE”
DE CATALIZADOR GASTADO, PUES UN EXCESO O DISMINUCIÓN PUEDEN OCASIONAR
UN FLUJO PULSANTE.
NORMALMENTE LOS AJUSTES SE HACEN A PARTIR DEL VALOR DE DISEÑO
EFECTUANDO PEQUEÑAS VARIACIONES CUIDANDO QUE LA PRESIÓN A LA ENTRADA
DE LA PV-1 SEA CONSTANTE Y QUE EL NIVEL DE CATALIZADOR EN EL SEPARADOR
(LIC-1) SEA ESTABLE.
ES RECOMENDABLE QUE LA PRESIÓN DE SUMINISTRO DEL VAPOR A LAS
AREACIONES DE LA BAJANTE SE MANTENGA POR LO MENOS EN 0.500 KG/CM2
ARRIBA DE LA PRESIÓN QUE SE TENGA EN TUBO BAJANTE LA CUAL PUEDE SER
MEDIDA EN LA TOMA DE ALTA DEL PDI-7
LA PRESIÓN DE LA ENTRADA A LA VÁLVULA TAPÓN PV-1 ES LA SUMA DE LA PRESIÓN
DEL SEPARADOR (PI-5) MÁS LA COLUMNA DEL CATALIZADOR, ESTA SUMA NOS DA
UNA PRESIÓN MAYOR QUE LA DEL REGENERADOR Y SUFICIENTE PARA CONTINUAR
LA CIRCULACIÓN DEL CATALIZADOR.
DE IGUAL FORMA LA COLUMNA DE CATALIZADOR QUE SE ESTABLECE EN EL TUBO
BAJANTE ORIGINA UN SELLO ENTRE ESTE Y EL REGENERADOR
III.- LA PRESIÓN DIFERENCIAL DE LA VÁLVULA TAPÓN PV-1 (PDI-7) ES PROPORCIONAL
A LA PRESIÓN DE ENTRADA A LA PV-1
ELABORO: APOLINAR PAVON DOMINGUEZPágina 65
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL VALOR NORMAL DE LA PRESIÓN DIFERENCIAL DE LA VÁLVULA PV-1 (PDI-7) OSCILA
ENTRE 0.200 A 0.400 KG/CM2. UNA DISMINUCIÓN DE ESTE VALOR POR DEBAJO DE
0.100 KG/CM2 NO ES RECOMENDABLE YA QUE SIGNIFICA QUE LA VÁLVULA ESTÁ MUY
ABIERTA Y EXISTE LA POSIBILIDAD DE UN FLUJO INVERSO. UN INCREMENTO
REPENTINO DE LA PRESIÓN DIFERENCIAL INDICA UN PARO EN LA CIRCULACIÓN DE
CATALIZADOR.
LÓGICO NO. 3
“VAPOR DE EMERGENCIA A 1º Y 2º PASO DEL REGENERADOR”.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 66
FORMATIVO OPERADOR ESPECIALISTA FCC1
ESTE LÓGICO OPERA POR:
a) BAJO FLUJO DE AIRE AL PRIMER PASO (FI-1B).
METE VAPOR DE EMERGENCIA ABRIENDO LA VÁLVULA MV-8.
b) BAJO FLUJO DE AIRE AL SEGUNDO PASO (FI-3B).
METE VAPOR DE EMERGENCIA ABRIENDO LA VÁLVULA MV-9.
c) OPERACIÓN MANUAL DESDE TABLERO
ELABORO: APOLINAR PAVON DOMINGUEZPágina 67
FORMATIVO OPERADOR ESPECIALISTA FCC1
ELABORO: APOLINAR PAVON DOMINGUEZPágina 68
FORMATIVO OPERADOR ESPECIALISTA FCC1
PARTES DEL CONVERTIDOR 1-D
REACTOR: EL REACTOR SIRVE PRIMARIAMENTE COMO UN RECIPIENTE QUE
CONTIENE LOS CICLONES Y ES EL LUGAR EN EL CUAL SE RECUPERA EL
CATALIZADOR GASTADO, QUE HA SIDO SEPARADO DE LOS VAPORES DE PRODUCTO.
RISER: ES UN “ELEVADOR”, EN EL CUAL ENTRAN EN CONTACTO LA CARGA Y EL
CATALIZADOR PROVENIENTE DEL REGENERADOR, ES EL LUGAR EN EL CUAL SE
LLEVAN A CABO LAS REACCIONES DE CRAQUEO. LA TERMINACIÓN DEL RISER, ES
IMPORTANTE PARA LOGRAR UNA SEPARACIÓN RÁPIDA ENTRE LOS VAPORES DE
PRODUCTO Y EL CATALIZADOR, ESTO MINIMIZA LAS REACCIONES INDESEABLES EN
EL REACTOR.
ZONA DE AGOTAMIENTO: CUANDO EL CATALIZADOR DEJA EL SISTEMA DE
REACTOR/RISER, CONTIENEVAPORES DE HIDROCARBURO, QUE DE NO SER
REMOVIDOS, SERÍAN LLEVADOS AL REGENERADOR Y QUEMADOS COMO COQUE,
PRODUCIENDO ALTAS TEMPERATURAS. EL DESPOJADOR DE CATALIZADOR
REMUEVE ESTOS HIDROCARBUROS DESPLAZÁNDOLOS CON LA AYUDA DEL VAPOR
DESPOJAMIENTO O DESPOJADOR: ESTE DISPOSITIVO, PERMITE, SEPARAR
RÁPIDAMENTE, LOS PRODUCTOS CRAQUEADOS DEL CATALIZADOR “GASTADO”, SE
LOGRA POR MEDIO DE LA INYECCIÓN DE VAPOR EN CONTRACORRIENTE. LOS
PRODUCTOS NO DESPOJADOS SON QUEMADOS POSTERIORMENTE, JUNTO CON EL
CARBÓN, EN EL REGENERADOR TEMPERATURAS > 650°C.
EL “STAND PIPE”: SE UTILIZA PARA TRANSPORTAR CATALIZADOR CONTRA UN
GRADIENTE DE PRESIÓN, ESTO SIGNIFICA, QUE ESTE DISPOSITIVO MUEVE
CATALIZADOR DESDE UNA REGIÓN DE BAJA PRESIÓN A UNA REGIÓN DE MAYOR
PRESIÓN.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 69
FORMATIVO OPERADOR ESPECIALISTA FCC1
CICLONES: SON DISPOSITIVOS DE SEPARACIÓN POR INERCIA, QUE SE UTILIZAN
TANTO EN EL REACTOR COMO EN EL REGENERADOR, PARA SEPARAR CATALIZADOR
DE VAPORES DE GAS. LOS GASES Y SÓLIDOS ENTRAN AL CICLÓN A TRAVÉS DEL
DUCTO DE ENTRADA. ESTE DUCTO ES ORIENTADO TANGENCIALMENTE AL CUERPO
DEL CICLÓN, ENTONCES EL GAS Y EL SÓLIDO SON FORZADOS A ENTRAR EN UN
FLUJO EN ESPIRAL DENTRO DEL CICLÓN. LOS SÓLIDOS SE MUEVEN HACIA LA PARED
DEL CICLÓN Y SON POSTERIORMENTE RECOLECTADOS. EL GAS FLUYE HACIA EL
DUCTO DE SALIDA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 70
FORMATIVO OPERADOR ESPECIALISTA FCC1
GASES DE COMBUSTIÓN: LOS GASES PROVENIENTES DEL REGENERADOR
CONTIENEN DIOXIDO DE CARBONO, NITRÓGENO, OXIGENO Y AGUA. SI EL
REGENERADOR NO ESTÁ OPERANDO EN COMBUSTIÓN TOTAL, EL GAS COMBUSTIBLE
TAMBIÉN CONTENDRÁ MONOXIDO DE CARBONO.
CATALIZADOR•ES UN POLVO FINO Y POROSO COMPUESTO DE SILICIO Y ALUMINIO
•CUANDO SE AIREA, EL POLVO ADQUIERE LA PROPIEDAD DE PARECER UN FLUIDO,
LO QUE LE PERMITE COMPORTARSE COMO UN LIQUIDO, ESTA PROPIEDAD PERMITE,
QUE EL CATALIZADOR QUE CIRCULA ENTRE EL REACTOR Y EL REGENERADOR TOME
EL NOMBRE DE CATALIZADOR DE CRAQUEO FLUIDIZADO.
.CATALIZADOR FRESCO: ES EL CATALIZADOR TAL COMO SE FABRICA Y SE VENDE
•CATALIZADOR DE EQUILIBRIO: ES EL CATALIZADOR CIRCULANTE EN LA UNIDAD
•CATALIZADOR GASTADO: ES EL CATALIZADOR QUE PROVIENE DEL REACTOR
•CATALIZADOR REGENERADO: ES EL CATALIZADOR PROVENIENTE DEL
REGENERADOR, AL CUAL SE LE HA QUEMADO EL CARBÓN DE GASES
VAPOR: SE INYECTA CON LA CARGA CON LA INTENCIÓN DE ATOMIZARLA Y FACILITAR
LA VAPORIZACIÓN
BOQUILLAS DE ATOMIZACIÓN DE CARGA: PROPORCIONAN UNA BUENA
ATOMIZACIÓN Y DISPERSIÓN DE LAS GOTITAS DE ACEITE A TRAVÉS DEL RISER,
PERMITIENDO UN CONTACTO MÁS UNIFORME CON LAS PARTÍCULAS DE
CATALIZADOR PROVENIENTES DEL REGENERADOR. LA CORRECTA ATOMIZACIÓN DE
LA CARGA, PROPORCIONA VENTAJAS, POR CUANTO PERMITE EL INCREMENTO DE
GASOLINA, CONVERSIÓN Y EL DECREMENTO ENLA PRODUCCIÓN
ZONA DE ATOMIZACIÓN DE LA CARGA:LA CARGA ES INTRODUCIDA AL RISER,
MEDIANTE BOQUILLAS DE ATOMIZACIÓN DE CARGA, CON EL OBJETIVO DE OPTIMIZAR
LA TRANSFERENCIA DE CALOR Y LA REACCIÓN DE CRAQUEO;ENTRE EL
CATALIZADOR Y EL ACEITE; POR MAYOR CONTACTO ENTRE LAS PARTICULAS.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 71
FORMATIVO OPERADOR ESPECIALISTA FCC1
JUNTAS DE EXPANSION: UNA JUNTA DE EXPANSIÓN ES UN DISPOSITIVO QUE
FORMADO POR UNO O MAS FUELLES, SE UTILIZA PARA ABSORBER LOS
MOVIMIENTOS CAUSADOS POR LA EXPANSIÓN O CONTRACCIÓN TÉRMICA EN
SISTEMAS DE TUBERÍAS.
UBICACIÓN DE JUNTAS DE XPANSION
EJ-1.- SALIDA DEL RISER
EJ-2A/B PARTE SUP. E INF. DE SALIDA DE GASES DEL REGENERADOR
EJ-3 SALIDA DE CAMARA DE ORIFICIOS 2-L
EJ-4B ANTES DE PRIMER SELLO DE AGUA A LA CHIMENEA
EJ-4A ANTES DE SEGUNDO SELLO DE AGUA ALA CB-6
EJ-8 A LA CHIMENEA DESPUES DE SELLO DE AGUA
EJ-9 A LA CALDERA CB-6 DESPUES DE SELLO DE AGUA
ELABORO: APOLINAR PAVON DOMINGUEZPágina 72
FORMATIVO OPERADOR ESPECIALISTA FCC1
CAMARA DE ORIFICIOS 2-L: CONSTA DE SIETE PLATOS PERFORADOS LOS CUALES
PROPORCIONAN UNA PÉRDIDA DE VELOCIDAD Y UNA CAÍDA DE PRESIÓN A LOS
GASES DE COMBUSTIÓN.
OVER RIDE PIC-6: (CONTROL INDICADOR DE PRESIÓN DEL REGENERADOR) EVITA EL
SOBREPRESIONAMIENTO DEL REGENERADOR. TOMANDO EL MANDO DEL PDIC-4,
ABRIENDO LAS DESLIZANTES Y PROTEGIENDO TAMBIÉN EL SOPLADOR (2.2 KG/CM2
PRESIÓN NORMAL PARA QUE SE ACTIVE EL OVER RIDE).
OVER RIDE LIC-2: PROTEGE AL CONVERTIDOR EN EL SEGUNDO PASO, EVITANDO
QUE SE QUEDE SIN NIVEL Y EVITAR DAÑOS A LOS INTERNOS DEL EQUIPO,
CERRANDO PV-2 PARA CONTROLAR EL NIVEL DEL REGENERADOR
ELABORO: APOLINAR PAVON DOMINGUEZPágina 73
FORMATIVO OPERADOR ESPECIALISTA FCC1
PROCEDIMIENTO PARA OPERAR EL SISTEMA HIDRAULICO DE LAS VALVULAS
PV-1 Y PV-2
1. TRANSFERENCIA DE MODO REMOTO A LOCAL (DE CUARTO DE CONTROL A
PANEL DVC DE TAPCO)
a) SELECCIONAR EN EL MENÚ “LOCAL CONTROL” CON LOS BOTONES NEXT
(SIGUIENTE) O PREVIOUS (ANTERIOR) Y PRESIONAR ENTER.
b) EN EL MENÚ DE “LOCAL VALVE CONTROL” SELECCIONAR “VALVE CONTROL”
CON LOS BOTONES NEXT O PREVIOUS, Y PRESIONAR ENTER.
c) EN LA CASILLA DE “VALVE CONTROL” USAR LA PERILLA DEC / INC PARA
CAMBIAR DE “REMOTE” A “LOCAL”, ACTIVAR CON ENTER.
d) CON LOS BOTONES NEXT O PREVIOUS PASAR A “LOCAL COMMAND” Y
ACTIVAR CON ENTER.
e) USAR LA PERILLA DEC / INC PARA BUSCAR EL % DE OPERACIÓN DE LA
VÁLVULA, PRESIONAR ENTER Y DONE.
f) GIRAR LA VÁLVULA MSV-1 A POSICIÓN “AUTO”.
g) SE RETROCEDE AL MENÚ PRINCIPAL SELECCIONANDO EXIT.
2. TRANSFERENCIA DE MODO LOCAL A REMOTO (DEL PANEL DVCA LA CUARTO
DE CONTROL)
a) SELECCIONAR EN EL MENÚ “LOCAL CONTROL” CON LOS BOTONES NEXT
(SIGUIENTE) O PREVIOUS (ANTERIOR) Y PRESIONAR ENTER.
b) EN EL MENÚ DE “LOCAL VALVE CONTROL” SELECCIONAR “VALVE
CONTROL” CON LOS BOTONES NEXT O PREVIOUS, Y PRESIONAR ENTER.
c) DESDE EL CUARTO DE CONTROL AJUSTAR LA DESVIACIÓN A 0%
d) EN LA CASILLA DE “VALVE CONTROL” USAR LA PERILLA DEC / INC PARA
CAMBIAR DE “LOCAL” A “REMOTE”, PRESIONAR ENTER Y DONE
e) GIRAR LA VÁLVULA MSV-1 A POSICIÓN “AUTO”.
f) SE RETROCEDE AL MENÚ PRINCIPAL SELECCIONANDO EXIT.
3. OPERACIÓN CON JOYSTICK MODO MANUAL
a) GIRAR LA VÁLVULA MSV-1 A POSICIÓN “MANUAL”
ELABORO: APOLINAR PAVON DOMINGUEZPágina 74
FORMATIVO OPERADOR ESPECIALISTA FCC1
4. TRANSFERENCIA MODO JOYSTICK A REMOTO
a) DESDE EL CUARTO DE CONTROL AJUSTAR LA DESVIACIÓN A 0%
b) GIRAR LA VÁLVULA MSV-1 A POSICIÓN “AUTO”.
MANIFOLD - UNIDAD DE POTENCIA HIDRÁULICA CATALÍTICA 1
MV-11 MV-8 MV-13
ROJA ROJA NEGRA MV-10
Roja
Cerrado
Abierto
MV-12 MV-7 MSV-1
Roja JOYSTICK BLANCAAUTO / MANUAL MV-9
Blanca
LAS VÁLVULAS MV 11/12 ROJAS CERRADAS
REMOTO OPERAR PANEL DVC (DE TAPCO)
VÁLVULA MSV-1 EN “AUTO”
VÁLVULA MSV-1 EN “MANUAL”
JOYSTICK
LAS VÁLVULAS MV 11/12 ROJAS CERRADAS
VÁLVULA MSV-1 EN “MANUAL”
VOLANTE LAS VÁLVULAS MV 11/12 ROJAS ABIERTAS
OPERAR ACTUADOR
ELABORO: APOLINAR PAVON DOMINGUEZPágina 75
FORMATIVO OPERADOR ESPECIALISTA FCC1
OPERACIÓN NORMAL DE VÁLVULAS:
MANIFOLD FILTROS DE ACEITE MANIFOLD UNIDAD DE POTENCIA
HIDRÁULICA
- MV-T1, MV-T2: NORMALMENTE - MV-7 NORMALMENTE
ABIERTAS ABIERTA.
- MV-1 Y MV-2: NORMALMENTE - MV-8 NORMALMENTE
ABIERTAS CERRADO.
- MV-3, 4, 5 Y 6: NORMALMENTE - MV-9 NORMALMENTE
ABIERTAS ABIERTA.
- MV-10 NORMALMENTE
CERRADO.
- MV-13 NORMALMENTE
ABIERTA
PASAR DE MODO AUTO A VOLANTE (MANUAL)
SACAR LA PERILLA BLANCA Y GIRARLA 90° DE MODO QUE
PERMANEZCA DESTRABADA.
SE GIRA LA PALANCA PARA QUE SE DESATORE Y QUEDE EN MODO
VOLANTE Y DE NUEVO LA PERILLA BLANCA SE GIRA 90° PARA QUE
QUEDE EN MODO SEGURO.
“EN MODO VOLANTE, LA PALANCA QUEDARÁ HACIA ARRIBA (ENGAGED
POSITION).”
PASAR DE MODO VOLANTE A AUTOMÁTICO
SACAR LA PERILLA BLANCA Y GIRARLA 90° DE MODO QUE
PERMANEZCA DESTRABADA.
SE GIRA LA PALANCA PARA QUE SE DESATORE Y QUEDE EN MODO
VOLANTE Y DE NUEVO LA PERILLA BLANCA SE GIRA 90° PARA QUE
QUEDE EN MODO SEGURO.
“EN MODO AUTOMÁTICO, LA PALANCA QUEDARÁ HACIA ABAJO DISENGAGED
(NORMAL POSITION).”
ENGAGED (POSITION) POSICIÓN ENGANCHADA – MODO VOLANTE -
MANUAL
PIN LOCKED (PULL TO UNLOCK) PERILLA DE SEGURIDAD
ELABORO: APOLINAR PAVON DOMINGUEZPágina 76
FORMATIVO OPERADOR ESPECIALISTA FCC1
DISENGAGED (NORMAL POSITON) POSICIÓN DESENGANCHADA – MODO
AUTOMÁTICO
OPERACIÓN DE VALVULAS DESLIZANTES SLV-1 Y SLV-2
1.-) BOMBAS DEL SISTEMA ELECTRO HIDRÁULICO (OPERANDO EN AUTOMÁTICO).
2.-) EL SISTEMA TIENE CUATRO FORMAS DE OPERACIÓN:
2.1.-) CONTROL ELECTRÓNICO DESDE EL BUNKER/ SCD (REMOTO / MANUAL).
2.2.-) CONTROL LOCAL ELECTRÓNICO (TABLERO DE CAMPO).
2.3.-) CONTROL LOCAL HIDRÁULICO (VÁLVULA JOYSTICK).
2.4.-) CONTROL LOCAL MECÁNICO (VOLANTE MANUAL).
PROCEDIMIENTO DE OPERACIÓN Y ENTREGA A MANTENIMIENTO
(ELECTRICO, MECANICO E INSTRUMENTOS).
1.-) PARA EFECTUAR CAMBIO DE CONTROL DEL BUNKER A CONTROL
ELECTRONICO DE CAMPO (LOCAL).
A) CAMBIAR EL SELECTOR DE DESVIACIÓN, DE REMOTO A LOCAL (PERILLA 1).
B) AJUSTAR LA DESVIACIÓN EXISTENTE CON EL POTENCIÓMETRO DE SET-POINT
LOCAL
(PERILLA 2), AJUSTE A 0.00 %.
C) CAMBIAR EL SELECTOR DE COMANDO (REMOTO / MANUAL) (PERILLA 3) A LA
POSICIÓN LOCAL Y SE CONTROLA LA OPERACIÓN DE LAS VÁLVULAS, CON EL
SET-POINT LOCAL (PERILLA 2).
2.-) PARA CAMBIAR DE CONTROL LOCAL (SET POINT LOCAL) A CONTROL
MANUAL HIDRAULICO (VALVULA JOISTYCK).
DEL MANIFOLD PRINCIPAL LOCALIZADO EN EL GABINETE DE CONTROL
ELECTROHIDRÁULICO.
A) PASAR LA VÁLVULA (MSV) CONTROL AUTOMATICO/MANUAL, DE LA POSICIÓN
AUTOMÁTICO A LA POSICIÓN MANUAL.
B) MANTENER CERRADAS LAS VÁLVULAS MV-11 Y MV-12, EN ESTE MOMENTO SE
TIENE CONTROL CON LA VÁLVULA ELECTROHIDRÁULICA A TRAVÉS DEL
JOYSTICK (DIRECCIÓN ARRIBA ES CLOSE Y DIRECCIÓN HACIA ABAJO ES OPEN).
3.-) PARA CAMBIAR DE CONTROL MANUAL HIDRAULICO A MANUAL
MECANICO (VOLANTE).
A) A) PASAR LA VÁLVULA (MSV) CONTROL AUTOMATICO/MANUAL, DE LA
POSICIÓN AUTOMÁTICO A LA POSICIÓN MANUAL.
B) MANTENER ABIERTAS (LENTAMENTE) LAS VÁLVULAS MV-11 Y MV-12.
C) EMBRAGAR MANUALMENTE Y PONER EL SEGURO PARA OPERARLO CON
VOLANTE MANUAL.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 77
FORMATIVO OPERADOR ESPECIALISTA FCC1
D) MOVER EL JOYSTICK PARA VERIFICAR QUE LA VÁLVULA DESLIZANTE NO SE
MUEVA.
4.-) EL SELECTOR DE FUNCIONES (PERILLA 4), DEBERA ESTAR SIEMPRE
INDICANDO LA POSICION DE LA VALVULA. PARA TODOS LOS PASOS
REALIZADOS.
5.-) OPERACIÓN CONTINUARA CON EL PROCEDIMIENTO QUE CADA UNA DE LAS
ESPECIALIDADES TENGA PARA EJECUTAR EL TRABAJO ENCOMENDADO Y
POSTERIORMENTE RESTABLECER LAS CONDICIONES DEL SISTEMA PARA
CONTINUAR CON LOS SIGUIENTES PASOS.
6.-) PARA CAMBIAR DE CONTROL MECANICO MANUAL (VOLANTE) A CONTROL
MANUAL HIDRAULICO VALVULA (JOYSTICK).
A) MANTENER LA MSV EN LA POSICIÓN MANUAL Y RESTABLECER LA CONDICIÓN
DEL VOLANTE (DESEMBRAGAR), ASEGURAR POSICIÓN DE LA PALANCA DEL
CLUTCH.
B) CERRAR LAS VÁLVULAS MV-11 Y MV-12.
C) ACCIONAR LA PALANCA DE LA VÁLVULA ELECTROHIDRÁULICA MANUAL
JOYSTICK PARA VERIFICAR SU FUNCIONAMIENTO DE ACUERDO AL PUNTO NO.
7.-) PARA CAMBIAR DE CONTROL MANUAL HIDRAULICO (JOISTYCK) A
CONTROL MANUAL ELECTRONICO (SET POINT LOCAL)
A) SE AJUSTA LA DESVIACIÓN EXISTENTE A 0.00% DISPLAY SUPERIOR, CON EL
POTENCIÓMETRO SEÑAL DE SET POINT LOCAL (PERILLA NO. 2).
B) PASAR LA PERILLA SELECTORA MSV A LA POSICIÓN AUTO.
C) SE PRUEBA CON EL SET POINT LOCAL DE ABRIR O CERRAR VÁLVULA Y SE
VERIFICA EL FUNCIONAMIENTO DE LA VÁLVULA DESLIZANTE.
8.-) PARA CAMBIAR DE CONTROL MANUAL ELECTRÓNICO LOCAL (SET-POINT LOCAL)
CONTROL REMOTO (BUNKER SCD).
A) CAMBIAR EL SELECTOR DE DESVIACIÓN (REMOTO / LOCAL ) (PERILLA 1 ) DE LA
POSICIÓN
LOCAL A LA POSICIÓN REMOTO (SEÑAL DE CONTROL DEL SCD).
B) EL OPERADOR DEL BUNKER AJUSTA LA DESVIACIÓN EXISTENTE ENTRE LA
SEÑAL DE COMANDO
REMOTO (BUNKER) Y LA POSICIÓN ACTUAL DE LA VÁLVULA, HASTA QUE ESTA
SEA 0.00 % LA SEÑAL DE DESVIACIÓN DISPLAY SUPERIOR.
C) CAMBIAR EL SELECTOR DE COMANDO (REMOTO / LOCAL) (PERILLA 3), DE
COMANDO LOCAL A COMANDO REMOTO Y SE CONTROLA DESDE EL BUNKER
(SCD).
ELABORO: APOLINAR PAVON DOMINGUEZPágina 78
FORMATIVO OPERADOR ESPECIALISTA FCC1
*** SECUENCIA DE EMERGENCIA PARA VALVULAS DESLIZANTES***
1.-) DEL MANIFOULD PRINCIPAL INSTALADO EN EL GABINETE DEL CONTROL
ELECTROHIDRAULICO.
A) PASAR LA VÁLVULA ( MSV CONTROL AUTOMATICO / MANUAL ), DE LA POSICIÓN
AUTOMATICO A LA POSICIÓN MANUAL.
B) MANTENER ABIERTAS LAS VÁLVULAS MV-11 Y MV-12, EN ESTE MOMENTO SE
TIENE CONTROL CON LA VÁLVULA CON VOLANTE MECÁNICO MANUAL (SEGUIR
PROCEDIMIENTO DE EMBRAGUE)
MANTENIMIENTO PREVENTIVO A LA SERVO VÁLVULA DEL SISTEMA
HIDRÁULICO, LIMPIEZA DE FILTRO.
***PARA DEPRESIONAR EL SISTEMA***
UNA VALVULA A LA VEZ PARA VALVULAS DESLIZANTES:
A.-) SE BLOQUEA LA VÁLVULA MV-13 (VOLANTE NEGRO) Y SE ABREN POCO A
POCO LAS VÁLVULAS MV-11 Y MV-12 (VOLANTE ROJO).
B.-) SE CIERRAN MV-7 Y MV-9.
C.-) SE ABREN MV-8 Y MV-10 (AL MISMO TIEMPO) VERIFICANDO QUE LA PRESIÓN
DE LOS ACUMULADORES DEL SLV QUE SE INTERVIENE, CAIGAN A CERO.
NOTA: EL MANÓMETRO PI-1 (PARTE SUPERIOR) NO SE DEPRESIONA YA QUE
REFLEJA LA PRESIÓN DE LA DESCARGA DE LA BOMBA.
***PARA PRESIONAR EL SISTEMA***
A.-) SE CIERRAN MV-8 Y MV-10 (AL MISMO TIEMPO) VERIFICANDO QUE LA PRESIÓN
DE LOS ACUMULADORES DEL SLV QUE SE INTERVIENE, CAIGAN A CERO
B.-) SE ABREN MV-7 Y MV-9.
C.-). SE CIERRAN POCO A POCO LAS VÁLVULAS MV-11 Y MV-12 (VOLANTE ROJO).
D.-) SE ABRE LA VÁLVULA MV-13 (VOLANTE NEGRO).
E.-) UNA VEZ PRESIONADO EL SISTEMA SE CONTINÚA CON LOS PUNTOS 6, 7 Y 8.
NOTA: EL MANÓMETRO PI-7 A (UBICADO EN LA PARTE INFERIOR) SE PRESIONA
CUANDO PASAMOS LA VÁLVULA MSV A LA POSICIÓN AUTO.
OPERADORES FCC I
ELABORO: APOLINAR PAVON DOMINGUEZPágina 79
FORMATIVO OPERADOR ESPECIALISTA FCC1
LA FRACCIONADORA 1-E
LA TORRE FRACCIONADORA 1-E DE LA PLANTA DE DESINTEGRACIÓN
CATALÍTICA SIRVE PARA HACER UNA PRIMERA SEPARACIÓN DE LOS
DIFERENTES PRODUCTOS QUE SE OBTUVIERON EN LA DESINTEGRACIÓN.
CONSISTE EN EL PROCESO CONSTANTE DE VAPORIZACION Y CONDENSACION.
CADA LECHO O PLATO DE LA TORRE CONTIENE LIQUIDO QUE HIERVE A UNA
TEMPERATURA ESPECIFICA,
LA CARGA DE VAPORES QUE VIENE DEL SEPARADOR DEL CONVERTIDOR
1-D SE SEPARA EN CUATRO FRACCIONES PRINCIPALES:
1) EL MATERIAL CON MAYOR TEMPERATURA DE EBULLICIÓN QUE SE
COLECTA EN EL FONDO DE LA TORRE COMO LODOS, ACEITE DECANTADO
Y FONDOS.
2) EL ACEITE CÍCLICO PESADO, QUE ES UN POCO MÁS LIGERO Y SE
COLECTA EN EL LECHO 5
3) UN MATERIAL CON TEMPERATURA DE EBULLICIÓN AUN MENOR, QUE SE
COLECTA EN EL LECHO 3 Y QUE VIENE A SER EL ACEITE CÍCLICO LIGERO
Y EL ACEITE ESPONJA.
4) LOS COMPONENTES MÁS LIGEROS QUE SALEN POR EL DOMO DE LA
TORRE COMO VAPORES. ESTE MATERIAL CONSISTE DE GASOLINA,
HIDROCARBUROS LIGEROS GASEOSOS, VAPOR DE AGUA Y GASES
INERTES.
A DIFERENCIA DE OTROS SISTEMAS DE FRACCIONAMIENTO, ESTE CONTIENE
UN ASENTADOR DE LODOS PARA SEPARAR EL CATALIZADOR ARRASTRADO
POR LOS VAPORES DE CARGA, CONCENTRAR EL CATALIZADOR Y REGRESAR LA
MAYOR PARTE DEL MISMO COMO LODOS AL REACTOR.
1. SECCIÓN DE MAMPARAS Y SISTEMA DE REFLUJO DE FONDOS
LA SECCIÓN DE MAMPARAS ES LA PARTE INFERIOR DE LA TORRE DEBAJO DE
LA CUBETA DE EXTRACCIÓN DE ACP. ESTA SECCIÓN TIENE UNA SERIE DE 5
MAMPARAS. LA CARGA A LA TORRE ENTRA DEBAJO DE LA QUINTA MAMPARA
(LA DEL FONDO).
SON DOS LAS FUNCIONES DE LA SECCIÓN DE MAMPARAS
1) QUITAR EL SOBRECALENTADO A LOS VAPORES QUE ENTRAN COMO
CARGA A LA TORRE Y CONDENSAR LOS COMPONENTES MAS PESADOS DE
LOS PRODUCTOS DEL REACTOR.
2) LAVAR LOS VAPORES PARA ELIMINAR EL CATALIZADOR ARRASTRADO
POR ELLOS A LA FRACCIONADORA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 80
FORMATIVO OPERADOR ESPECIALISTA FCC1
ESTAS DOS FUNCIONES SON EFECTUADAS POR EL SISTEMA DE REFLUJO
LATERAL DE FONDOS. LAS BOMBAS DE REFLUJO DE FONDOS (9-J/JA)
SUCCIONAN EL FONDO DE LA TORRE (ARRIBA DEL ASENTADOR DE LODOS) Y
DESCARGAN UN FLUJO PARALELO A TRAVÉS DE LOS PRECALENTADORES DE
CARGA FRESCA 8-C1, 4; LOS RECALENTADORES DE LA DEBUTANIZADORA
14-C1, 2 Y EL GENERADOR DE VAPOR 2-C. LAS SALIDAS DE CADA UNO DE
ESTOS EQUIPOS SE UNEN EN UNA LÍNEA COMÚN QUE REGRESA A LA
FRACCIONADORA COMO REFLUJO ARRIBA DE LA MAMPARA SUPERIOR.
LA TEMPERATURA DEL FONDO DE LA FRACCIONADORA ESTA CONTROLADA
POR LA CANTIDAD DE CALOR ELIMINADO POR EL SISTEMA DE REFLUJO DE
FONDOS Y DETERMINA LA CANTIDAD DE LIQUIDO EN EL FONDO DE LA
FRACCIONADORA.
A CONDICIONES CONSTANTES DEL REACTOR, UN INCREMENTO EN LA
CANTIDAD DE CALOR ELIMINADO DE LA FRACCIONADORA POR EL SISTEMA DE
REFLUJO DE FONDOS, PROVOCARA LOS SIGUIENTES CAMBIOS:
1) LA TEMPERATURA DEL FONDO DE LA FRACCIONADORA BAJARA.
2) LA CANTIDAD DE LIQUIDO EN EL FONDO AUMENTARÁ Y SE HARÁ MAS
LIGERO.
3) EL ACEITE CÍCLICO PESADO SERÁ MÁS LIGERO.
4) LA CANTIDAD DE CALOR ELIMINADO POR EL SISTEMA DE REFLUJO DEL
DOMO DE LA TORRE DISMINUIRÁ AUTOMÁTICAMENTE.
CUANDO LA CANTIDAD DE CALOR REMOVIDO POR EL SISTEMA DE CIRCULACIÓN
DE FONDOS SE CAMBIA, EL SISTEMA DEL DOMO COMPENSARA
AUTOMÁTICAMENTE DENTRO DE LOS LÍMITES DE SU RANGO DE CONTROL.
ESTO ES CIERTO YA QUE EL CALOR ELIMINADO POR LOS SISTEMAS DE
REFLUJO DE ACP Y ACEITE ESPONJA ES UNA CANTIDAD RELATIVAMENTE
CONSTANTE, PUESTO QUE SUS CONTROLES NO COMPENSAN
AUTOMÁTICAMENTE UNA REDISTRIBUCIÓN DE CALOR EN LA TORRE.
SIEMPRE DEBE HABER SUFICIENTE REFLUJO PARA ELIMINAR EL CATALIZADOR
DE LOS VAPORES QUE LLEGAN DEL CONVERTIDOR Y SE ELEVAN A TRAVÉS DE
LA SECCIÓN DE MAMPARAS. AL MISMO TIEMPO, EL CALOR ELIMINADO POR EL
SISTEMA DE REFLUJO DE FONDOS DEBE AJUSTARSE DE TAL FORMA QUE LA
TEMPERATURA DEL FONDO DE LA TORRE ESTE EN EL INTERVALO ADECUADO
DE OPERACIÓN. PARA MANTENER UN REFLUJO DE FONDOS ADECUADO Y AUN
LIMITAR LA ELIMINACIÓN DE CALOR, EL OPERADOR DE LA UNIDAD PUEDE
AUMENTAR LA CIRCULACIÓN DE FONDOS DENTRO DE LAS POSIBILIDADES DE
LA BOMBA RESPECTIVA. AL MISMO TIEMPO, SERÁ NECESARIO AUMENTAR LA
TEMPERATURA DE RETORNO DEL REFLUJO (TI-1-32).
LOS CONTROLES Y VÁLVULAS ESTÁN DISPUESTOS DE TAL FORMA QUE LA
CARGA TÉRMICA DEL REFLUJO DE FONDOS PUEDE VARIARSE POR LA CARGA
ELABORO: APOLINAR PAVON DOMINGUEZPágina 81
FORMATIVO OPERADOR ESPECIALISTA FCC1
TÉRMICA DEL GENERADOR DE VAPOR 2-C Y PUEDE CONTROLARSE LA
TEMPERATURA DE RETORNO DE LOS FONDOS.
SE DISPONE DE UNA LÍNEA DE ENFRIAMIENTO DE FONDOS PARA DESVIAR UNA
PORCIÓN DEL ACEITE DECANTADO AL FONDO DE LA TORRE CON OBJETO DE
ENFRIAR EL LÍQUIDO MIENTRAS SE PERMITE QUE LOS VAPORES DE LA PARTE
INFERIOR DE LA SECCIÓN DE MAMPARAS ESTÉN ALGO MAS CALIENTES. ESTE
PROCEDIMIENTO BAJARA LA GRAVEDAD API Y EL RENDIMIENTO VOLUMÉTRICO
DE LOS FONDOS, EVITANDO UNA TEMPERATURA QUE PUEDA DESINTEGRAR O
CARBONIZAR EN EL FONDO, DONDE EL TIEMPO DE RESIDENCIA DEL LÍQUIDO ES
RELATIVAMENTE ALTO.
HAY UN LÍMITE MÁXIMO PARA LA TEMPERATURA DE OPERACIÓN DE LOS
FONDOS DE LA FRACCIONADORA, ARRIBA DEL CUAL OCURRIRÁ
CARBONIZACIÓN EN EL FONDO. ESTA TEMPERATURA MÁXIMA VARIA EN CIERTA
MEDIDA DEPENDIENDO DE LAS CARACTERÍSTICAS DE LA CARGA, PERO
GENERALMENTE ESTA EN EL RANGO DE 377 A 388°C. LA ACUMULACIÓN DE
PARTICULAS DE CARBÓN EN LA PICHANCHA DE LAS BOMBAS DE FONDOS 9-J/JA
ES UNA INDICACIÓN DE QUE ESTAMOS CERCA DE LA TEMPERATURA DE
CARBONIZACIÓN. SE ESPERA QUE LA TEMPERATURA DEL FONDO
NORMALMENTE SEA DE 354°C.
EN EL FONDO DE LA FRACCIONADORA ESTA LOCALIZADA UN DISTRIBUIDOR DE
VAPOR DE AGOTAMIENTO. ESTE VAPOR SE INYECTA PARA REDUCIR LA
PRESIÓN PARCIAL DE LOS HIDROCARBUROS CON EL FIN DE RECUPERAR LOS
COMPONENTES MÁS LIGEROS DE LOS LÍQUIDOS DEL FONDO. ESTOS
COMPONENTES MAS LIGEROS SON ACARREADOS HACIA ARRIBA DE LA TORRE.
LA ELIMINACIÓN DE LOS COMPONENTES LIGEROS DEL FONDO TAMBIÉN TIENDE
A INCREMENTAR LA TEMPERATURA DE INFLAMACIÓN DEL ACEITE DECANTADO.
UNA FUNCIÓN INCIDENTAL DEL VAPOR DE AGOTAMIENTO ES LA AGITACIÓN DEL
FONDO DE LA TORRE PARA PREVENIR LA ACUMULACIÓN DE CATALIZADOR.
2. ASENTADOR DE LODOS
EL ASENTADOR DE LODOS SIRVE PARA CONCENTRAR EL CATALIZADOR
ARRASTRADO DESDE EL SEPARADOR Y RETORNARLO COMO RECIRCULACIÓN
DE LODOS AL REACTOR. EL MATERIAL DEL FONDO DE LA FRACCIONADORA SE
DIRIGE POR UN TUBO AL ASENTADOR DE LODOS DIRECTAMENTE ABAJO.
HAY INSTALADOS UNOS TUBOS (EN FORMA DE BASTONES) PARA VENTEAR LOS
VAPORES ATRAPADOS ENTRE EL NIVEL LIQUIDO DEL ASENTADOR Y EL FONDO
DE LA FRACCIONADORA HACIA LA PARTE SUPERIOR DEL NIVEL DE LIQUIDO EN
EL FONDO DE LA TORRE.
LA TEMPERATURA DEL ASENTADOR DE LODOS DEPENDE DE LA TEMPERATURA
DEL FONDO DE LA FRACCIONADORA Y LLEGA A SER DE 3 A 5°C MENOR QUE
ÉSTA...
ELABORO: APOLINAR PAVON DOMINGUEZPágina 82
FORMATIVO OPERADOR ESPECIALISTA FCC1
DEBIDO A QUE LA CONCENTRACIÓN DE CATALIZADOR ES MAYOR EN EL FONDO
DEL CONO ASENTADOR (POR LA FUERZA DE GRAVEDAD), SE PUEDE EXTRAER
UN ACEITE DECANTADO DE LA PORCIÓN SUPERIOR DEL NIVEL.
LA EXTRACCIÓN DE ACEITE DECANTADO AFECTA EL NIVEL DEL FONDO DE LA
TORRE DEBIDO AL ARRASTRE FÍSICO ENTRE EL FONDO DE LA FRACCIONADORA
Y EL ASENTADOR.
LA TEMPERATURA DE SALIDA DEL ACEITE DECANTADO (TI-1-43) DEBE
MANTENERSE SUPERIOR A SU PUNTO DE SOLIDIFICACIÓN QUE ES DE 49°C.
3. SISTEMA DE ACEITE CÍCLICO PESADO
EL LÍQUIDO ACUMULADO EN LECHO 5 DE ACP DE LA FRACCIONADORA TIENE 6
APLICACIONES PRINCIPALES:
1) RECIRCULACIÓN AL CONVERTIDOR (PARA PRODUCCION MÁXIMA DE
DESTILADO MEDIO).
2) REFLUJO INTERMEDIO QUE PRECALIENTA LA CARGA FRESCA EN LOS
29-C1, 2 ELIMINANDO CALOR DE LA FRACCIONADORA.
3) ACEITE DE DILUCIÓN DE LA RECIRCULACIÓN DE LODOS.
4) LAVADO DE LA CUBETA DE EXTRACCIÓN DE ACP.
5) ACEITE DE LAVADO (FLUSHING)
6) ACEITE ANTORCHA AL REGENERADOR.
EL FLUJO DE RECIRCULACIÓN DE ACP AL CONVERTIDOR ESTA MEDIDO Y
CONTROLADO POR EL FIC-40 Y TIENE UNA INFLUENCIA CONSIDERABLE, TANTO
EN EL NIVEL DE CONVERSIÓN DE LA UNIDAD COMO EN LAS TEMPERATURAS DE
LA SECCIÓN DE REACCIÓN. EL INCREMENTO DE LA RECIRCULACIÓN AL
CONVERTIDOR AUMENTARÁ LA CONVERSIÓN DE LA UNIDAD Y AL MISMO
TIEMPO CAUSARÁ UNA REDUCCIÓN EN LAS TEMPERATURAS DEL
REGENERADOR AL TRANSFERIR CALOR DEL REGENERADOR A LA
FRACCIONADORA. ESTE CALOR DEBE ELIMINARSE CON LOS FLUJOS DE LA
FRACCIONADORA. TAMBIÉN, A CONVERSIÓN CONSTANTE, LA TFE DEL ACP
DISMINUIRÁ CUANDO AUMENTE LA RECIRCULACIÓN.
UN REFLUJO CALIENTE REGRESA A LA TORRE COMO ACEITE DE LAVADO
CONTROLADO POR FIC-43 Y SE UNE CON EL RETORNO DE ACEITE DE SELLOS
DE BOMBAS A LA TORRE 1-E.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 83
FORMATIVO OPERADOR ESPECIALISTA FCC1
4. SISTEMA DE ACEITE DE ESPONJA
EL ACEITE DE ESPONJA ES ACL SIN AGOTAR Y SE EXTRAE DEL LECHO 3 DE LA
FRACCIONADORA.
EL SISTEMA DE ACEITE DE ESPONJA TIENE LAS SIGUIENTES FUNCIONES:
1) ES UNA PARTE DE LA CARGA TOTAL DE REFLUJOS DE LA
FRACCIONADORA.
2) SIRVE COMO ACEITE DE ABSORCIÓN PARA RECUPERAR LOS
COMPONENTES MAS PESADOS DEL GAS RESIDUAL DEL ABSORBEDOR
PRIMARIO 3-E QUE FLUYE POR EL ABSORBEDOR SECUNDARIO 4-E.
EL ACEITE ESPONJA RICO REGRESA A LA FRACCIONADORA DESDE EL FONDO
DEL ABSORBEDOR SECUNDARIO PARA ELIMINAR EL MATERIAL ABSORBIDO.
5. SISTEMA DE ACEITE CÍCLICO LIGERO
EL ACL SE EXTRAE DEL LECHO 3 DE LA FRACCIONADORA. EL CONTROLADOR DE
NIVEL LIC-10 DEL AGOTADOR DE ACL 2-E REGULA EL FLUJO AL AGOTADOR
PARA MANTENER UN NIVEL CONSTANTE EN EL FONDO DEL MISMO, PERO LA
EXTRACCIÓN DE ACL ESTA REGULADA POR EL FIC-49.
EL ACL ENTRA AL AGOTADOR 2-E ARRIBA DEL PRIMERO DE 4 PLATOS Y FLUYE
HACIA ABAJO POR LOS PLATOS A CONTRACORRIENTE CON EL FLUJO
ASCENDENTE DE VAPOR DE AGOTAMIENTO (FI-47A) QUE ENTRA POR UN
DISTRIBUIDOR LOCALIZADO DEBAJO DEL PLATO 4.
EL FLUJO DE VAPOR DE AGOTAMIENTO PUEDE VARIARSE SEGÚN SEA
NECESARIO PARA OBTENER LA TIE Y LA TEMPERATURA DE INFLAMACIÓN
(FLASH) REQUERIDAS EN EL ACL PRODUCTO. UN AUMENTO EN EL VAPOR DE
AGOTAMIENTO AUMENTARA LA TIE Y LA TEMPERATURA DE INFLAMACIÓN Y
VICEVERSA.
EL FLUJO DE ACL DEBE AJUSTAR PARA CONTROLAR EL NIVEL DE DEL LI-10 DE
LA FRACCIONADORA. PARA CAMBIAR LA TFE DEL ACL, DEBEN HACERSE
AJUSTES COMPENSATORIOS EN EL REFLUJO DE ACP O EN LA EXTRACCIÓN DE
ACEITE DECANTADO.
NORMALMENTE, ES BUENA PRÁCTICA AJUSTAR TODAS LAS TEMPERATURAS DE
LA FRACCIONADORA A LAS DE DISEÑO, HASTA QUE LOS PRODUCTOS PUEDAN
SER ANALIZADOS. LOS REFLUJOS Y LAS EXTRACCIONES DE LOS PRODUCTOS
UNA VEZ CONOCIDOS LOS RESULTADOS DE LOS ANÁLISIS, PUEDEN AJUSTARSE
LO NECESARIO PARA AJUSTAR LAS ESPECIFICACIONES.
EL ACEITE DE SELLOS PARA LAS BOMBAS SE TOMA DEL ACL PRODUCTO Y SE
REGRESA A LA FRACCIONADORA JUNTO CON EL REFLUJO DE ACP.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 84
FORMATIVO OPERADOR ESPECIALISTA FCC1
6. SISTEMA DEL DOMO DE LA FRACCIONADORA
EL REFLUJO AL DOMO DE LA FRACCIONADORA CONTROLA LA TFE DEL
PRODUCTO DEL DOMO CONTROLANDO LA TEMPERATURA DE LOS VAPORES
COMO LA TFE DE LA GASOLINA ESTA CONTROLADA POR LA TEMPERATURA DE
LOS VAPORES EN EL DOMO, ESTA SE MANTIENE EN EL VALOR DEBIDO
MEDIANTE UN CONTROLADOR AUTOMÁTICO
(TIC-15), QUE AJUSTA EL REFLUJO AL DOMO DE LA TORRE (FIC-42).
AUMENTANDO LA TEMPERATURA DEL DOMO SE PERMITE QUE PASE MATERIAL
DE MAYOR PUNTO DE EBULLICIÓN Y POR LO TANTO, SUBE LA TFE DE LA
GASOLINA.
UNA REDUCCIÓN EN LA TEMPERATURA DEL DOMO DE LA FRACCIONADORA
AUMENTARA LA CARGA DEL REFLUJO SUPERIOR Y TENDERA A DISMINUIR LA
TEMPERATURA HASTA EL LECHO DE ACEITE CÍCLICO, SI TODOS LOS DEMÁS
REFLUJOS PERMANECEN CONSTANTES.
LOS VAPORES DEL DOMO FLUYEN A TRAVÉS DE LOS CONDENSADORES 1-C1, 8
EN LOS QUE EL PRODUCTO GASOLINA Y EL VAPOR DE AGUA SE CONDENSAN.
EL FLUJO VAPOR-LIQUIDO, FLUYE DE LOS CONDENSADORES AL ACUMULADOR
PARA SEPARAR LAS FASES. LA TEMPERATURA DE SALIDA DE LOS
HIDROCARBUROS FRÍOS NO ES CRÍTICA, YA QUE UN INCREMENTO DE 5°C
AUMENTARA EL PESO MOLECULAR UNA SOLA UNIDAD. SIN EMBARGO, EL FLUJO
EN PESO DE VAPORES AL COMPRESOR DE GAS 2-J, SE INCREMENTARÁ. LA
TEMPERATURA NORMAL DEL ACUMULADOR 3-F SERÁ DE 40°C EN EL TI-1-40.
EN EL ACUMULADOR DEL DOMO DE LA FRACCIONADORA 3-F, EL MATERIAL
CONDENSADO SE SEPARA DE LOS VAPORES NO CONDENSADOS. EL VAPOR
FLUYE A LA SUCCIÓN DEL COMPRESOR DE GASES 2-J A TRAVÉS DE UN TAMBOR
SEPARADOR DE SUCCIÓN.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 85
FORMATIVO OPERADOR ESPECIALISTA FCC1
SECCIÓN DE FRACCIONAMIENTO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 86
FORMATIVO OPERADOR ESPECIALISTA FCC1
DESCRIPCION DE LOS CORTES DE LA FRACCIONADORA 1– E Y SU FINALIDAD:
LA FINALIDAD DE LA FRACCIONADORA 1 – E: ES EL CONDENSAR LA MEZCLA DE LOS
VAPORES DE HIDROCARBUROS CRAQUEADOS, FRACCIONANDOSE CONFORME A SU
TEMPERATURA DE DESTILACION, ELIMINANDOSELES EL CALOR Y SEPARANDOLOS
DE ACUERDO A SU PUNTO DE EBULLICION A LOS PESADOS DE LOS LIGEROS;
ATRAVES DE 5 MAMPARAS Y EL VAPOR DE AGOTAMIENTO FI -37A.
LOS VAPORES QUE SALEN DEL CONVERTIDOR, SON UNA MEZCLA DE
HIDROCARBUROS PRODUCTOS DE LA REACCIÓN DE DESINTEGRACIÓN
CATALÍTICA, VAPOR DE AGUA E INERTES. ENTRAN POR EL FONDO DE LA
FRACCIONADORA 1-E Y FLUYEN A TRAVÉS DE CINCO MAMPARAS LA CORRIENTE
DE CIRCULACIÓN DE FONDOS ENTRA A LA TORRE EN FLUJO DESCENDENTE
SOBRE LAS MAMPARAS ENFRIANDO LOS VAPORES PARA CONDENSAR LA
PRODUCCIÓN NETA DE ACEITE DECANTADO Y LA RECIRCULACIÓN DE FONDOS.
ESTOS FONDOS SE EXTRAEN CON LAS TURBOBOMBAS 9-J/JA. LOS FONDOS
QUE SE EXTRAEN CALIENTES (354°C) SE RETORNAN A 1-E UN POCO MÁS
FRÍOS (195°C) A LA FRACCIONADORA Y CON ELLO SE ESTABLECE EL EQUILIBRIO
TÉRMICO DE ESTA TORRE. EN EL FONDO DE LA TORRE HAY UN ANILLO DE
VAPOR (FI-37A) QUE SIRVE PARA PREVENIR UN ASENTAMIENTO
DECATALIZADOR Y PARA AGOTAR LOS HIDROCARBUROS LIGEROS DEL
RESIDUO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 87
FORMATIVO OPERADOR ESPECIALISTA FCC1
EN LA BASE DE LA FRACCIONADORA SE HA INCORPORADO UN ASENTADOR DE
LODOS (CÓNICO). EL RESIDUO (LODOS) DEL FONDO DE LA FRACCIONADORA
ESCURRE AL ASENTADOR POR UN TUBO SUMERGIDO. EL CATALIZADOR SE
ASIENTA EN EL FONDO DE LA SECCIÓN CÓNICA Y DE AQUÍ SE LE EXTRAE COMO
UN RESIDUO ESPESO DILUIDO CON ACP INYECTADO CON LA FV-44 Y ES
RECIRCULADO A LA CARGA DE ALIMENTACIÓN AL REACTOR UTILIZANDO LAS
BOMBAS 11-J/JA A TRAVÉS DE LA FV-39.
EL ACEITE DECANTADO SE EXTRAE DE LA PARTE SUPERIOR DEL ASENTADOR
DE LODOS Y SE BOMBEA CON LAS 10-J/JA AL LÍMITE DE BATERÍA A TRAVÉS DE
LA FV-51, DESPUÉS QUE PRECALIENTA A LA CARGA FRESCA EN EL 6-C Y QUE
SE ENFRÍA EN LOS SOLOAIRES 7-CM. UNA PARTE DEL ACEITE DECANTADO
PUEDE RECIRCULARSE A LA FASE LÍQUIDA ARRIBA DEL ASENTADOR PARA
CONTROLAR LA GRAVEDAD DEL ACEITE DECANTADO Y LA TEMPERATURA DEL
ASENTADOR. LA TEMPERATURA DEL ACEITE DECANTADO DEBE MANTENERSE
POR ARRIBA DE LOS 49°C QUE ES SU PUNTO DE CONGELACIÓN (TI-1-43).
EL SISTEMA DEL ACEITE DECANTADO ESTA DISEÑADO PARA MANEJAR EL
DOBLE DEL FLUJO NORMAL Y EL SISTEMA DE RECIRCULACIÓN DE LODOS PARA
UN 50% ARRIBA DEL FLUJO NORMAL.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 88
FORMATIVO OPERADOR ESPECIALISTA FCC1
LA PARTE SITUADA ARRIBA DEL ASENTADOR PRESENTA ALGUNAS
INNOVACIONES. PARA EVITAR QUE SE ENTRAMPEN VAPORES EN LA
EXTRACCIÓN DE ACEITE DECANTADO, HAY 4 TUBOS DE VENTEO PARA
RETORNAR LOS VAPORES AL ESPACIO DEBAJO DE LAS MAMPARAS.
LOS HIDROCARBUROS DESINTEGRADOS EN EL REACTOR I-D SALEN EN FASE DE
VAPOR A 520°C A 530°C HACIA LA FRACCIONADORA1-E ENTRANDO POR LA PARTE
INFERIOR DEL LECHO 6 DONDE SE INCIARA SU CONDENSACION FRACCIONANDOSE
CONFORME A SU RANGO DE DESTILACION (TIE/TFE).
TIE.ES LA TEMPERATURA EN LA CUAL ES RECOLECTADA LA PRIMERA GOTA DE
CONDENSADO EN UNA DESTILACION.
TFE.-ES LA TEMPERATURA MAS ALTA ALCANZADA EN LA CUAL ES RECOLECTADA LA
ULTIMA GOTA DE CONDENSADO EN UNA DESTILACION
ELIMINANDOSE EL CALOR PARA VOLVERLOS LIQUIDOS. ESTOS HIDROCARBUROS
ENTRAN EN LECHO LIQUIDO DE 354°C TEMPERATURA NOMINAL DEL FONDO (TI-31)
DONDE PRIMERO SE CONDENSAN LOS LODOS QUE SON PARTE DE LOS FONDOS LA
DIFERENCIA ES QUE TIENE SEDIMENTOS POR CONCENTRACION DE CATALIZADOR.
ESTOS LODOS POR DISEÑO SE REGRESAN AL CONVERTIDOR (RISER) POR MEDIO DE
LAS BOMBAS 11-J/JA A CONTROL DE FLUJO CON FIC-39 SIENDO LA CANTIDAD A
RETORNAR DEL 5% EN RELACION ALA CARGA FRESCA AL PROCESO LA CUAL ES
IMPORTANTE PARA QUE LA DELTA ENTRE EL TI-31 Y TI-38 NO EXCEDAN DE 4°C PARA
EVITAR TAPONAMIENTOS EN EL CONO ASENTADOR DE LODOS Y LA RECIRCULACION
DE FONDOS.
BAJANDO LA EFICIENCIA DE LOS INTERCAMBIADORES 8C1/4 , 14C1/2 Y CALDERETA
2-C POR TAPONAMIENTO DEL CATALIZADOR EN EL HAZ DE TUBO.
MANTENER UNA TEMPERATURA DIFERENCIAL ABAJO DE 4°C ENTRE T1-31 Y TI-38
EVITAMOS PROBLEMAS OPERATIVOS, SI LA DELTA ESTA ARRIBA DE 4°C AUMENTAR
EXTRACCION DE LODOS.
LA SEGUNDA EXTRACCION ES EL ACEITE DECANTADO. LOS CUALES SE ENVIAN A
TANQUES A TRAVEZ DE LAS BOMBAS 10-J/JA CONTROL DE FLUJO DE FIC-51
CONTOLANDO EL NIVEL DEL FONDO DE LA TORRE 1-E LIC-7A/B .
LA EXTRACCION DEL DECANTADO ANTES DE LLEGAR A TANQUES PRECALIENTA LA
CARGA FRESCA EN LOS INTERCAMBIADORES DE CALOR 6-C DONDE ESTE MISMO
FLUJO SE PRENFRIA PARA TERMINARSE DE ENFRIAR EN LOS SOLOAIRES 7CM1/4
CONSIDERANDO SU VISCOSIDAD SE REQUIERE TENER UNA TEMPERATURA DE
SALIDA A TQS. ENTRE 60°C Y 70°C INDICADOS EN EL TI-43 LOS CUALES SE AJUSTAN
SACANDO O METIENDO A OPERAR SOLO AIRES RESPECTIVAMENTE.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 89
FORMATIVO OPERADOR ESPECIALISTA FCC1
"FLASH POINT"
ES LA TEMPERATURA (A UNA PRESIÓN DETERMINADA) A PARTIR DE LA QUE UN
COMBUSTIBLE PUEDE INFLAMARSE. PERO NO PRODUCE CALOR SUFICIENTE PARA
LLEGAR AL "PUNTO DE INFLAMACIÓN" (FIRE POINT) POR LO QUE LA LLAMA SE APAGA
EN CUANTO SE RETIRA O EXTINGUE LA LLAMA CON LA QUE SE LO INICIÓ
EL PUNTO DE INFLAMACIÓN ES LA TEMPERATURA (A UNA PRESIÓN DETERMINADA) A
PARTIR DE LA QUE EL COMBUSTIBLE PUEDE INICIAR LA COMBUSTIÓN, Y GENERA
ENERGÍA SUFICIENTE PARA MANTENER LA COMBUSTIÓN.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 90
FORMATIVO OPERADOR ESPECIALISTA FCC1
LA TERCERA EXTRACCIÓN ES LA RECIRCULACION FONDOS: ES UN PRODUCTO DE
USO INTERNO QUE EXTRAE EL CALOR DE LA FRACCIONADORA A TRAVÉS DE LAS
BOMBAS 9-J/JA APROX. DE 500°C A 520°C DE LLEGADA DE LA LÍNEA DE
TRANSFERENCIA, ESTE CALOR PRECALIENTA LA CARGA.
COMO PRIMER RAMAL EN LOS INTERCAMBIADORES 8C1/4 A CONTROL DE FLUJO CON
FIC-92.
EL SEGUNDO RAMAL LE CEDE TEMPERATURA AL FONDO DE LA TORRE
DEBUTANIZADORA 5-E A CONTROL DE FLUJO CON FIC-67.
EL TERCER Y ÚLTIMO RAMAL DE FONDOS PASAN POR LA CALDERETA 2-C DONDE SE
ENFRÍAN CON EL AGUA DE CALDERETAS PRODUCIENDO VAPOR DE MEDIA PRESIÓN
19.5 KG EL FLUJO DE FONDOS DE LA CALDERETA SE CONTROLA CON PIC-13 DE
ACUERDO A LA PRESIÓN DE DESCARGA DE LAS BOMBAS 9-J/JA ENTRE 7 Y 8 KG/CM2
Y EL FLUJO TOTAL DE FONDOS ES EL QUE SE REGISTRA EN EL FT-41.
LOS TRES RAMALES SE UNEN Y ENTRAN A LA FRACCIONADORA Y DE ESTA FORMA
SE MANTIENE PARTE DEL EQUILIBRIO TÉRMICO DE LA TORRE LA TEMPERATURA A LA
CUAL RETORNAN LOS FONDOS A LA FRACCIONADORA 1-E SE REGISTRA EN EL TI-32.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 91
FORMATIVO OPERADOR ESPECIALISTA FCC1
NOTA.- ES IMPORTANTE TENER UN CONTROL DE TEMPERATURA DE ACUERDO AL
MANUAL DE OPERACIÓN DE 354°C EN EL TI-31 +/- 4°C TEMPERATURAS ARRIBA DE
360°C PONE EN RIESGO EL FONDO DE LA FRACCIONADORA DE TAPONAMIENTO POR
SOLIDIFICACIÓN DEL CARBÓN LO CUAL NOS PUEDE OCASIONAR UN PARO DE PLANTA
POR EMERGENCIA AL NO PODER SACAR LOS LODOS DE LA FRACCIONADORA POR
CARBONIZACIÓN DEL FONDO Y PARTE DEL CONO ASENTADOR LOS SEDIMENTOS DEL
CATALIZADOR RECIRCULAN POR LOS FONDOS Y TAPONEAN LOS EQUIPOS 8C, 2-C
Y 14C.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 92
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL ACEITE CÍCLICO PESADO TIENE 6 FUNCIONES Y MANTIENE PARTE DEL EQUILIBRIO
TÉRMICO DE LA TORRE FRACCIONADORA I-E SU TEMPERATURA INICIAL DE
EBULLICIÓN ES DE 242°C (TIE) Y SU (TFE) DE 460°C CORRESPONDE A LOS C15 A C18
ATRAPANDO UNA GRAN PARTE DEL AZUFRE QUE VIENE EN LA CARGA DE ACUERDO A
SU CIRCULACIÓN.
PRIMER FUNCION.- CONDENSAR PARTE DE LOS VAPORES QUE VIENEN DEL
CONVERTIDOR CON UNA RECIRCULACIÓN DEL MISMO PRODUCTO A UNA
TEMPERATURA ENTRE 130°C Y 150°C EN EL TI-35 A CONTROL DE FLUJO CON FIC-45
QUE DE DISEÑO DEBE SER DEL 30% DE ACUERDO A LA CARGA. ESTA CIRCULACIÓN
TAMBIÉN PRECALIENTA LA CARGA FRESCA EN LOS INTERCAMBIADORES 29-C
CEDIENDO TEMPERATURA Y ENFRIÁNDOSE PARA SU RETORNO. SE DEBE CUIDAR EL
NIVEL DE ACP. TENIENDO EL LI-6 UN NIVEL DE 90% A 94% SE EMPIEZA A SECAR EL
LECHO N.5 Y SE PIERDE EL NIVEL PARA EVITAR ESTO TENER CUIDADO CUANDO SE
AUMENTA LA CIRCULACIÓN DE DISEÑO Y SE LLEGA A TENER PROBLEMAS CON LA
PERDIDA DE NIVEL AJUSTAR FIC-45 A LA DE DISEÑO Y COMO AYUDA MOMENTÁNEA
REDUCIR FLUJO EN LA SALIDA DE ACL. FIC-49 PARA RECUPERAR EL PORCENTAJE DE
NIVEL.
SEGUNDA FUNCION.- RECIRCULACIÓN HACIA EL CONVERTIDOR POR FALLA TOTAL DE
LAS BOMBAS 11-J/JA Y TAMBIÉN PARA MÁXIMO DESTILADO INTERMEDIO MÁS
PRODUCCIÓN DE ACL. EL FLUJO QUE SE MANEJA EN FIC-40 ES +/- 5% DE LA CARGA
FRESCA POR FALLA TOTAL DE BOMBAS 11-J/JA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 93
FORMATIVO OPERADOR ESPECIALISTA FCC1
TERCERA FUNCION.- COMO ACEITE DE DILUCIÓN ALOS LODOS A CONTROL DE FIC-44
MANTENIENDO FLUJO DE 250 A 300 BPD. TAMBIÉN CON ESTA VÁLVULA CUANDO SE
TIENE FALLA TOTAL DE LAS 11-JS ABRIR EN MANUAL LA FV-44 HASTA UN 60% PARA
TRATAR DE EVITAR TAPONAMIENTO POR SEDIMENTOS DEL CATALIZADOR Y ALTA
DENSIDAD DE LOS LODOS POR ENFRIAMIENTO. PERO LA FUNCIÓN PRINCIPAL DE
FIC-44 ES LA DE DILUIR LO ESPESO DE LOS LODOS Y APOYAR EN EL IMPULSO HACIA
LA SUCCIÓN DE LA BOMBA Y SU DESCARGA DEL PRODUCTO DE LODOS QUE ES EL
MÁS PESADO DE LA FRACCIONADORA I-E HACIA EL RISER.
CUARTA FUNCION.- ACEITE QUE SE JUNTA INTERNAMENTE CON LA LLEGADA DE
FONDOS A CONTROL AUTOMÁTICO CON FIC-43 COMO LÍNEA DE LAVADO.
QUINTA FUNCION.- COMO ACEITE ANTORCHA PARA AUMENTAR LAS TEMPERATURAS
DE LAS CAMAS DEL REGENERADOR EN ARRANQUES DE LA PLANTA O PARA
MANTENER LAS CALIENTES CUANDO SE PARA LA PLANTA POR UNAS HORAS A
CONTROL DE FLUJO CON FIC-6.
SEXTA FUNCION.- COMO ACEITE FLUSHING (DE LIMPIEZA). A PRODUCTOS DE LOS
FONDOS INYECTÁNDOLO EN LOS ASIENTOS DE LAS VÁLVULAS, FILTROS DE LAS
BOMBAS SUCCIÓN Y DESCARGA DILUYE Y LIMPIA SEDIMENTOS.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 94
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL ACEITE CICLICO LIGERO. ES UN PRODUCTO FINAL QUE SE ENVÍA A TANQUES DE
ALMACENAMIENTO SU ESPECIFICACIÓN ES 108°C DE TEMPERATURA DE FLASH Y SE
AJUSTA POR MEDIO DE VAPOR DE AGOTAMIENTO FI-47A, DE ESTA MANERA SALE
DENTRO DE ESPECIFICACIÓN. Y LA CANTIDAD DE FLUJO A SACAR POR MEDIO DE FIC-
49 ES DEL 17% A 20% DE ACUERDO A LA CARGA FRESCA MANTENIENDO EL LI-10
ENTRE 10% A 14% DE NIVEL.
EL ACL TAMBIÉN SE UTILIZA COMO COMBUSTIBLE EN EL CALENTADOR DE CARGA 2-B
A CONTROL DE PRESIÓN CON PIC-42 Y SU REFERENCIA DE FLUJO CON FI-88.
SE UTILIZA INTERNAMENTE COMO ACEITE DE SELLOS A LAS BOMBAS A TRAVÉS DE
UNA VÁLVULA REGULADORA DE PRESIÓN PCV-36 Y SU INDICADOR DE FLUJO ES EL
FT-83. SE CUENTA CON UNA SALIDA DE ACL A PRIMARIA 1 LA TEMPERATURA DE
SALIDA DEL ACL PASA A ENFRIARSE EN LOS SOLO AIRES 4CM1/4 DEBE SER ENTRE
40°C A 60°C.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 95
FORMATIVO OPERADOR ESPECIALISTA FCC1
ACEITE DE SELLOS A LAS BOMBAS DE FONDOS.-ES PARA EVITAR QUE PARTÍCULAS
SÓLIDAS ENTREN ENTRE EL SELLO Y LA FLECHA Y SE MANTENGA LIMPIA ESTA
PARTE MECÁNICA CON LA INTRODUCCIÓN DE ACEITE LIMPIO. Y FRIO HACIA EL
INTERIOR DEL PROCESO SIENDO SU PRESIÓN DE ENTRADA 500GRS. ARRIBA DE LA
PRESIÓN DE SUCCIÓN.
SELLO MECÁNICO ES UN DISPOSITIVO QUE PERMITE UNIR SISTEMAS O
MECANISMOS, LA FUNCIÓN DEL SELLO MECÁNICO ES CONTROLAR LAS FUGAS
ENTRE LAS PARTES ESTACIONARIAS Y GIRATORIAS DE LA BOMBA, LIMITANDO EL
FLUJO DE FLUIDO ENTRE DOS SUPERFICIES PLANAS, ASÍ SI LA PROXIMIDAD ENTRE
ELLAS SE CONTROLA MUY BIEN, PUEDE LOGRARSE UN BALANCE ENTRE LAS FUGAS
Y EL DESGASTE
PRUEBA DE CHECK DE LA DESCARGA DE LAS BOMBAS.
1.- ABRIR DESCARGA DE LA BBA A VERIFICAR EL CHECK
SI EL FLUJO DE DESCARGA DE LA BOMBA NO DISMINUYE Y LA PRESIÓN DE
DESCARGA SE MANTIENE.
Y TAMPOCO AUMENTA LA PRESIÓN DE LA DESCARGA DE LA BOMBA QUE SE ESTÁ
VERIFICANDO EL CHECK SE CONSIDERA QUE LA VÁLVULA NO SE PASA Y QUEDA
COMO OK.
NOTA. —LA PRUEBA DE CHECK DE LAS BOMBAS SE REALIZA EN PRESENCIA DEL ING.
DE SEGURIDAD Y EN COMUNICACIÓN CON EL OPERADOR DEL BUNKER PARA EL
MONITOREO DE LOS FLUJOS.
PRUEBA A SELLOS DE LAS BOMBAS
.-LA PRUEBA AL SELLO DE LAS BOMBAS SE HACE CON EL PRESIONAMIENTO DE UN
PRODUCTO EXTERNO Y MÁS O MENOS DE LA MISMA DENSIDAD O CON EL
PRODUCTO QUE CIRCULA POR LA PROPIA BOMBA.
TOMÁNDOLO DE LA BOMBA QUE ESTÁ OPERANDO SIENDO LA PRESIÓN A MANEJAR
PARA LA PRUEBA.PRESIÓN DE SUCCIÓN DE LA BOMBA POR 1.5 PERO NO PASAR MÁS
DE 5KG (POR PRESIÓN ALTA DE SUCCIÓN),
ESTO QUIERE DECIR QUE LA PRESIÓN MÁXIMA DE PRUEBA EN SELLO DE LA BOMBA
DEBE SER 5.0KG/CM2
CUANDO LA BOMBA ESTA PRESIONADA EN LA PRUEBA DEL SELLO GIRAR MEDIA
VUELTA LA FLECHA EN SENTIDO NORMAL DE OPERACIÓN Y SI NO HAY FUGA POR EL
SELLO SE DA POR BUENA LA PRUEBA.
DE PRESIONANDO LA BOMBA PARA LA PREPARACIÓN AL RETIRO DE LA JUNTA CIEGA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 96
FORMATIVO OPERADOR ESPECIALISTA FCC1
CIRCUITO DE ACEITE ESPONJA.-EL ACEITE ESPONJA ES ACL. NO AGOTADO Y NOS
SIRVE PARA.
1.-RECUPERAR LOS COMPONENTES MÁS PESADOS QUE VIENEN EN LA CORRIENTE
DE GAS SECO QUE SALEN POR EL DOMO DEL ABSORBEDOR PRIMARIO 3-E QUE SON
LOS ARRASTRES DE GASOLINA MÁS LPG. QUE AL PASAR POR EL ABSORBEDOR
SECUNDARIO 4-E EL ACEITE ESPONJA POBRE ATRAPA A TRAVÉS DE SUS 16 PLATOS
A CONTROL DE FLUJO CON FIC-50 AL ENTRAR EL ACEITE ESPONJA POBRE A LA
PARTE SUPERIOR DE 4-E TIENE UNA TEMPERATURA ENTRE 35°C Y 40°C INDICADA EN
EL TI-55
EL CIRCUITO DE ACEITE ESPONJA SE LE CONSIDERA QUE ESTA OPERANDO
OPTIMAMENTE CUANDO SE TENGAN RESULTADOS DE 5% MAX. DE PESADOS EN EL
GAS SECO (C1/C2)
DESPUES DE ATRAPAR LA GASOLINA MAS LPG DEL GAS SECO RETORNA A LA
FRACCIONADORA 1-E A CONTROL DE NIVEL CON LIC-23 PREENFRIANDO EL ACEITE
ELABORO: APOLINAR PAVON DOMINGUEZPágina 97
FORMATIVO OPERADOR ESPECIALISTA FCC1
ESPONJA POBRE EN LOS 11-C Y CALENTANDOSE PARA ENTRAR ARRIBA DEL LECHO 3
A UNA TEMPERATURA ENTRE 110°C A 130°C INDICADO EN EL TI-37 AL ENTRAR A LA
FRACCCIONADORA I-E
EL CIRCUITO DE ACEITE ESPONJA ES IMPORTANTE EN NUESTRO PROCESO POR QUE
MANTIENE PARTE DEL PERFIL DE TEMPERATURA DE LA FRACCIONADORA 1-E Y
RECUPERA GASOLINA MAS LPG QUE SON PRODUCTOS VALIOSOS EVITANDO QUE SE
PIERDAN EN LA RED DE GAS COMBUSTIBLE.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 98
FORMATIVO OPERADOR ESPECIALISTA FCC1
MOVIMIENTOS PARA METER A OPERAR EL CIRCUITO DE ACEITE ESPONJA
1.-REVISAR COMPLETAMENTE EL CIRCUITO QUE TODAS LAS VALVULAS ESTEN EN
CONDICIONES DE CIRCULACION Y QUE LAS PURGAS Y VENTEOS ESTEN
BLOQUEADOS
2.- METER A OPERAR EL ENFRIADOR DE ACEITE ESPONJA POBRE 12C1/2 ALINEANDO
SALIDA Y ENTRADA DE ACEITE ESPONJA Y SAE/RAE
3.- BY-PASSEAR EL INTERCAMBIADOR DE CALOR 11C1/2 ESPONJA POBRE/RICO
TENIENDOSE CERRADA LA ENTRADA Y SALIDA NORMAL DE OPERACIÓN
4.- ABRIR 4 HILOS LA SALIDA A TANQUES POR ACL. QUE SE ENCUENTRA ANTES DE LA
FV-50
5.-ABRIR SUCCION DE LA BOMBA QUE ENTRARA A OPERAR
6.-PURGAR LA BOMBA 6-J/JA SOLAMENTE AGUA SI ES QUE LA TIENE
7.- ENERGIZAR MOTOR DE LA BOMBA QUE ENTRARA A OPERAR 6-J/JA
8.-REVISAR SERVICIOS AUXILIARES ALA BOMBA 6-J/JA
NOTA.- LA BBA QUE ENTRARA AOPERAR SE LE DEBE ALINEAR EL INHIBIDOR DE
CORROSION.
9.-VERIFICAR QUE ESTE BLOQUEADA LA FV-50 (BLOQUEAR LATERAL BAJA)
10.-ABRIR DE 3 A 4 HILOS LA DESCARGA DE LA BOMBA A OPERAR 6-J/JA.
11.-AVISAR AL OPERADOR DE BUNKER QUE SE VA ACALENTAR EL CIRCUITO DE
ACEITE ESPONJA POR LA SALIDA DE ACL. A TANQUES PARA MONITOREAR UN FLUJO
DE +/- 2000 BPD EN FIC-50
NOTA.- TENER CUIDADO CON EL NIVEL DE ACL DE LA FRACCIONADORA 1-E LI-10 DE
SER NECESARIO DISMINUIR EN FIC-49 EL MISMO FLUJO QUE SE INCREMENTO EN LA
SALIDA DE ACEITE ESPONJA
12.- METER A OPERAR LA BOMBA Y VERIFICAR EN EL BIMETALICO QUE ESTA
DESPUES DELOS 11C1/2 EL INCREMENTO DE TEMPERATURA Y AL REVASAR LOS
100°C EMPEZAR ABRIR FIC-50 Y CERRAR A TQS. PARA MANTENER EL FLUJO HACIA LA
TORRE 4-E
13.- CONTROLAR EL FLUJO CON FIC-50 DE 3000 A 4000BPD. ABRIENDO LENTA Y
COMPLETAMENTE LA DESCARGA DE LA BOMBA.
14.- AL EMPEZAR A HACER NIVEL EN LA TORRE 4-E (LIC-23 Y/O LG DE CAMPO) ABRIR
LAS LATERALES DE LV-23 Y CONTROLAR EL NIVEL DE LA TORRE ABRIENDO LA
VALVULA
15.-CUANDO LA LV-23 ESTE OPERANDO CON UNA OP. ARRIBA DE 25% NORMALIZAR
EL BY PASS DE 11C1/2 DE LA SIGUIENTE MANERA-
A).- ABRIR LENTA Y COMPLETAMENTE LA SALIDA DE LOS INTERCAMBIADORES 11 C1/2
B).- ABRIR LENTA Y COMPLETAMENTE LA ENTRADA DE LOS 11C1/2
C).- CERRAR LENTA Y COMPLETAMENTE EL BAY PASS.
16.-AL TENER NORMALIZADO Y EN AUTOMATICO EL LIC-23 AUMENTAR EL FLUJO DE
FIC-50 DE 200 EN 200BPD HASTA LLEGAR A +/- 7000BPD.
NOTA.- SE DEBE TENER CUIDADO DE QUE LA VELOCIDAD DE LA SALIDA DEL GAS
SECO NO ARRASTRE ACEITE AL 14-F POR ALTO FLUJO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 99
FORMATIVO OPERADOR ESPECIALISTA FCC1
CIRCUITO DEL DOMO DE LA FRACCIONADORA
LA GASOLINA DEL 3-F SE ENVIA AL ABSORBEDOR PRIMARIO 3-E PARA ENCONTRARSE
EN CONTRACORRIENTE CON EL GAS COMBUSTIBLE Y ATRAPARLE LOS PROPANOS Y
PROPILENOS QUE ESTA CORRIENTE TRAE ARRASTRANDO.
CONTROLANDO EL NIVEL EN EL 3-F POR MEDIO DE LA BOMBA 4-J/JA EN CASCADA
FIC-46 CON LIC-9 OTRA PARTE DE ESTA GASOLINA ES BOMBEADA HACIA EL DOMO
DE LA FRACCIONADORA I-E POR MEDIO DE LAS BOMBAS 29-J/JA A CONTROL DE
CASCADA CON FIC-42 Y TIC-15.
LA CUAL NOS SIRVE PARA CONTROLAR PRINCIPALMENTE LA TEMPERATURA FINAL
DE EBULLICION DE LA GASOLINA TRATADA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 100
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLAS DE BOMBAS DE LA FRACCIONADORA 1-E
FALLA DE BOMBA 5J/JA/JB
CONSECUENCIAS
* ALARMA POR BAJO FLUJO DE ACL FIC-49
* SE ENFRÍA EL FONDO DE LA FRACCIONADORA 1-E
* EL NIVEL DEL FONDO DE LA FRACCIONADORA 1-E TIENDE A SUBIR
* LAS BOMBAS DE LA FRACCIONADORA 1-E SE QUEDAN SIN ACEITE DE SELLOS.
* SI EL CALENTADOR 2-B OPERA CON QUEMADORES DE ACL, BAJARA SU
TEMPERATURA DE SALIDA TI-8 Y CON ELLO LA TEMPERATURA DE REACCIÓN
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNAS DE LAS BOMBAS, SI ESTO NO ES POSIBLE
HACER LO SIGUIENTE:
1.-EN CASO NECESARIO METER A OPERAR OTRA DE LAS BOMBAS 10J’S PARA
CONTROLAR EL NIVEL DEL FONDO DE LA FRACCIONADORA.
2.- METER CARGA FRESCA COMO ACEITE DE SELLOS A LAS BOMBAS DE LA
FRACCIONADORA
3.-ALINEAR LA SUCCION DE LAS 6J/JA Y DAR SALIDA HACIA TANQUES POR EL
BRINCO QUE ESTA ANTES DE LA FV-50 CUIDANDO LA TEMPERATURA DE SALIDA DE
LOS 12C1/2
4.-AUMENTAR UN POCO LA TEMPERATURA DE REACCION TI-28.
5.-EN CASO DE ESTAR QUEMANDO ACL EN EL CALENTADOR 2-B METER A OPERAR
QUEMADORES DE GAS COMBUSTIBLE NECESARIOS PARA MANTENER LA
TEMPERATURA DE REACCIÓN
6.-SI EL DESCONTROL DE LA TEMPERATURA DE REACCION ES MUY GRANDE
DISMINUIR CARGA A LA PLANTA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 101
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBA 6J/JA
CONSECUENCIAS
* ALARMA POR BAJO FLUJO DE ACEITE ESPONJA FIC-50
* EL ABSORBEDOR SECUNDARIO 4-E SE QUEDA SIN ACEITE DE ABSORCIÓN
* EL GAS SECO SALE CON MAYOR CONTENIDO DE LICUABLES.
* LA FRACCIONADORA 1-E SE CALIENTA.
* PUEDE HABER UN PRESIONAMIENTO EN EL 11-F.
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNAS DE LAS BOMBAS, SI ESTO NO ES POSIBLE
HACER LO SIGUIENTE:
1.-AUMENTAR FLUJO DE GASOLINA FRÍA CON FIC-70.
NOTA.-VERIFICAR ARRASTRE DE ACEITE ESPONJA EN EL SEPARADOR 14-F
2.-DISMINUIR UN POCO LA TEMPERATURA DEL REACCION (TI-28)
3.-SI ES NECESARIO SUBIR UN POCO LA TEMPERATURA DE LA DEA POBRE (TI-71).
4.-DISMINUIR UN POCO LA TEMPERATURA DEL FONDO DEL AGOTADOR 3-E CON
TIC-16 -->PIC-16
CUIDANDO DE NO MANDAR INCONDENSABLES HACIA LA DEBUTANIZADORA 5-E.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 102
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBA 7J/JA/JB
CONSECUENCIAS
* ALARMAN POR BAJO FLUJO DE ACP FIC-43, FIC-44 Y FIC-45
* HAY UN CALENTAMIENTO SEVERO EN EL FONDO DE LA FRACCIONADORA 1-E
* DEBIDO AL CALENTAMIENTO DE LA TORRE EL NIVEL DEL FONDO TIENDE A BAJAR
* LA CARGA DEJA DE RECIBIR CALOR EN LOS 29C1/2
* SE QUEDA SIN ACEITE DE LAVADO (FLUSHING).
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNAS DE LAS BOMBAS, SI ESTO NO ES POSIBLE
HACER LO SIGUIENTE;
1.-DISMINUIR EXTRACCIONES DE ACL Y ACEITE DECANTADO CON FIC-49 Y FIC-51.
2.-AUMENTAR FLUJO DE ACEITE DE ESPONJA A LA TORRE 4-E CON FIC-50.
3.-AUMENTAR RECIRCULACIÓN DE FONDOS ABRIENDO UN POCO PIC-13 Y FIC-92.
4.-DE SER NECESARIO AUMENTAR UN POCO LAS REVOLUCIONES DE LA 9J/JA.
5.-DE SER NECESARIO METER CARGA AL FONDO DE LA FRACCIONADORA.
6.-DISMINUIR UN POCO LA TEMPERATURA DEL RISER.
7.-DISMINUIR UN POCO LA CARGA A LA PLANTA.
8.-EN CASO DE NO RESTABLECER ALGUNAS DE LAS BOMBAS Y DE SER NECESARIO
EFECTUAR UN PARO DE PLANTA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 103
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBA 9J/JA
CONSECUENCIAS
* ALARMAN LOS FLUJOS DE FONDOS EN FI-41, FIC-92 Y FIC-67
* HAY UN CALENTAMIENTO SEVERO EN LA FRACCIONADORA 1-E Y EL NIVEL DEL
FONDO SE PIERDE.
* LA GASOLINA DEJA DE RECIBIR CALOR EN LOS 14-C1/2
* AL NO HABER FLUJO DE FONDOS A TRAVES DE FIC-67, LA GASOLINA DE LA 5-E NO
SE ESTABILIZA ADECUADAMENTE, SALIENDO CON UN PVR MUY ALTO
* DEBIDO AL CALENTAMIENTO LA TORRE 1-E LA GASOLINA SALE CON UNA TFE MUY
ALTA.
* SI EL PROBLEMA NO SE ATACA A TIEMPO PUEDE HABER CARBONIZACIÓN EN EL
FONDO DE LAFRACCIONADORA 1-E
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNAS DE LAS BOMBAS, SI ESTO NO ES POSIBLE
HACER LOSIGUIENTE:
1.-AUMENTAR REFLUJOS CON FIC-42, FIC-50, FIC-45 Y FIC-43
2.-DISMINUIR EXTRACCIONES DE ACL Y ACEITE DECANTADO CON FIC-49 Y FIC-51
3.-DE SER POSIBLE METER A OPERAR OTRA DE LAS BOMBAS 7J/JA/JB
4.-PARA HACER NIVEL EN EL FONDO DE LA 1-E, METER CARGA FRESCA POR EL
ARREGLO QUE SE TIENE PARA ESTOS CASOS.
5.-DISMINUIR UN POCO LA TEMPERATURA DEL RISER (TI-28)
6.-BAJAR UN POCO DE CARGA A LA PLANTA.
7.-SACAR DE OPERACIÓN EL SISTEMA DE LPG:
A).CERRAR PIC-17A Y CONTROLAR LA PRESION DE LA 5-E CON PIC-17B
B).CERRAR PIC-18, PIC-20 Y LIC-28
C.-PARAR 16J/JA Y CERRAR FIC-69
D).-DEJAR A REFLUJO TOTAL LA TORRE 6-E
E).-DISMINUIR TEMPERATURA DEL FONDO DE LA 6-E, EN CASO DE UN
PRESIONAMIENTO CONTROLAR CON PIC-91 HACIA LA RED DE GAS COMBUSTIBLE
F).-DEJAR RECIRCULANDO LA TORRE 16-E (BLOQUEAR SALIDA DE C3 Y C3= EN L.B)
8.-SI NO ES POSIBLE RESTABLECER ALGUNA DE LAS BOMBAS EFECTUAR UN PARO
DE PLANTA
ELABORO: APOLINAR PAVON DOMINGUEZPágina 104
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBA 10J/JA
CONSECUENCIAS
* ALARMA EL FLUJO DE ACEITE DECANTADO EN EL FIC-51.
* SUBE EL NIVEL DEL FONDO DE LA FRACCIONADORA 1-E
* LA CARGA DEJA DE RECIBIR CALOR EN EL CAMBIADOR 6-C.
* LA TEMPERATURA DEL FONDO DE LA FRACCIONADORA TIENDE A BAJAR
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNAS DE LAS BOMBAS, SI ESTO NO ES POSIBLE
HACER LO SIGUIENTE:
1.-AUMENTAR EXTRACCIÓN DE ACL AL MAXIMO CON FIC-49, CUIDANDO EL (TI-42)
Y QUE LA BOMBA 6J/JA NO CAVITE.
2.-METER A OPERAR OTRA DE LAS BOMBAS 11J/JA Y DARLE SALIDA POR LÍNEA DE
ACEITE DECANTADO.
3.-AUMENTAR LA TEMPERATURA DEL FONDO DE LA FRACCIONADORA
(365°C COMO MÁXIMO)
4.-AUMENTAR UN POCO LA TEMPERATURA DE REACCION (TI-28)
5.-SI ES NECESARIO DISMINUIR UN POCO DE CARGA A LA PLANTA
FALLA DE BOMBA 11J/JA
CONSECUENCIAS
* ALARMA POR BAJO FLUJO DE LODOS AL CONVERTIDOR FIC-39.
* LAS TEMPERATURAS DE LAS CAMAS (TI-17, TI-18, TI-23, TI-24) AUMENTAN
* AUMENTA LA TEMPERATURA DE REACCION. (TI-28)
* DISMINUYE LA LLEGADA DE CARBON AL REGENERADOR CON LO CUAL, HAY UNA
TENDENCIA A UN SOBRE-QUEMADO
MOVIMIENTOS
TRATAR DE METER A OPERAR ALGUNAS DE LAS BOMBAS SI NO ES POSIBLE, HACER
LO SIGUIENTE:
1.-PARA MANTENER LA TEMPERATURA DE REACCIÓN, BAJAR LA TEMPERATURA DE
SALIDA DEL CALENTADOR 2-B
2.-AUMENTAR FLUJO DE ACP DE DILUCION A LOS LODOS CON FIC-44, PARA QUE A
FLUJO INVERSO NO PERMITA QUE HAYA UN TAPONAMIENTO EN EL CONO
ASENTADOR DE LODOS.
3.-PARA CONTRARRESTAR LA TENDENCIA A UN SOBRE-QUEMADO, PUEDE HACERSE
LO SIGUIENTE
ELABORO: APOLINAR PAVON DOMINGUEZPágina 105
FORMATIVO OPERADOR ESPECIALISTA FCC1
A).-METER ACP POR EL DIRECTO DE FV-40(VIGILAR NIVEL DEL A.C.P.LI_6)
B).-DISMINUIR UN POCO VAPOR DE AGOTAMIENTO CON FIC-4
C.-DISMINUIR EL FLUJO DE AIRE AL REGENERADOR CON SIC-1001.
FUNCIONES DEL COMPRESOR 2-J:
1.- MANTENER UNA PRESIÓN CONSTANTE DESDE EL SEPARADOR HASTA EL 16 – F,
PARA LA ÓPTIMA CIRCULACIÓN DEL CATALIZADOR DENTRO DE LA UNIDAD Y
ACONDICIONAR EL PROCESO DEL CIRCUITO A TRAVÉS DE LA TORRE
FRACCIONADORA 1-E Y EL 3- F.
2.- PASAR A FASE LÍQUIDA LOS LICUABLES (LPG).
3.- SEPARAR LOS INCONDENSABLES (C1 Y C2) DE LA GASOLINA Y LPG ENVIÁNDOLOS
A LOS ABSORBEDORES PRIMARIO Y SECUNDARIO.
4.- MANTENER PRESIONADO EL AGOTADOR 3 – E PARA LA SEPARACIÓN DE LOS
INCONDENSABLES EN LA GASOLINA RICA EN LPG.
5.- MANTENER PRESIONADO EL AGOTADOR 3 – E PARA QUE LA GASOLINA RICA EN
LPG FLUYA HACIA LA TORRE 5 – E.
6.-MANTENER PRESIONADO EL 4 – F Y EL 15 – F PARA QUE EL AGUA AMARGA FLUYA A
SU TRATAMIENTO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 106
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL SISTEMA DE COMPRESIÓN DE GASES TIENE LAS SIGUIENTES FUNCIONES:
1) TRANSFERIR LOS VAPORES NO CONDENSADOS A LA UNIDAD
RECUPERADORA DE VAPORES PARA SEPARAR DE ELLOS LOS
COMPONENTES VALIOSOS.
2) INCREMENTAR LA PRESIÓN DE LOS VAPORES QUE VIENEN DEL
ACUMULADOR DEL DOMO DE LA FRACCINADORA PARA FACILITAR LA
ABSORCIÓN EN LA RECUPERACIÓN DE VAPORES.
3) CONTROLAR LA PRESIÓN EN EL SISTEMA CONVERTIDOR-
FRACCIONADORA, DE TAL MANERA QUE LA CÁMARA DE SEPARACIÓN
FUNCIONE A PRESIÓN RELATIVAMENTE CONSTANTE.
EL SISTEMA DE CONTROL DEL COMPRESOR DE GASES 2-J ESTA COMPUESTO
DE UN CONTROLADOR DE PRESIÓN DE SUCCIÓN PIC-15 Y 2 CONTROLADORES
DE FLUJO MÍNIMO (RECIRCULACIONES) FIC-55 Y FIC-57. EL CONTROLADOR DE
LA PRESIÓN DE SUCCIÓN PIC-15 VARIA LA VELOCIDAD DE LA TURBINA DE
VAPOR LO NECESARIO PARA MANTENER UNA PRESIÓN CONSTANTE EN EL
ACUMULADOR 3-F.
EL CONTROL DE FLUJO MÍNIMO DEL PRIMER PASO FIC-55 MIDE EL FLUJO A
TRAVÉS DEL PRIMER PASO DE COMPRESIÓN Y AJUSTA UN FLUJO DE
RECIRCULACIÓN DE LA DESCARGA DEL PRIMER PASO A LA LÍNEA DE VAPORES
DE LA FRACCIONADORA.
EL CONTROL MÍNIMO DEL SEGUNDO PASO FIC-57 MIDE EL FLUJO EN LA
DESCARGA DEL SEGUNDO PASO Y AJUSTA UN FLUJO DE GAS DE
RECIRCULACIÓN DE LA DESCARGA A LA SUCCIÓN DEL SEGUNDO PASO DE
COMPRESIÓN.
SI EL FLUJO NETO DE GAS AL COMPRESOR ES MENOR DE LO NORMAL, LA
PRESIÓN DEL TAMBOR DE SUCCIÓN TENDERÁ A BAJAR. ESTA DISMINUCIÓN EN
LA PRESIÓN DE SUCCIÓN SERÁ DETECTADA POR EL PIC-15, EL CUAL A SU VEZ,
REDUCIRÁ LA VELOCIDAD DE LA TURBINA. A MEDIDA QUE SE VA REDUCIENDO
LA VELOCIDAD DEL COMPRESOR, ESTE TOMARA MENOS GAS DEL TAMBOR DE
SUCCIÓN Y SU PRESIÓN REGRESARÁ A LO NORMAL
SIN EMBARGO, CUANDO LA VELOCIDAD DEL COMPRESOR SE REDUCE, LA
PRESIÓN DE DESCARGA TAMBIÉN SE REDUCE. SE HA PREVISTO EL SISTEMA DE
FLUJO MÍNIMO PARA ASEGURAR UN FLUJO A TRAVÉS DEL COMPRESOR
INDEPENDIENTEMENTE DE LA VELOCIDAD DEL COMPRESOR. EL CONTROLADOR
DE FLUJO MÍNIMO DEBE AJUSTARSE PARA IMPEDIR QUE EL FLUJO DE
DESCARGA BAJE HASTA EL PUNTO DE OCASIONAR “CABECEO” (SURGE).
ELABORO: APOLINAR PAVON DOMINGUEZPágina 107
FORMATIVO OPERADOR ESPECIALISTA FCC1
EN LA DESCARGA DEL COMPRESOR LA PRESIÓN SE CONTROLA CON LA PV-30
LOCALIZADA A LA SALIDA DEL DESULFURIZADOR DE GAS SECO 9-E.
GENERALMENTE NO HAY RAZÓN PARA MANIPULAR LA PRESIÓN EN LA
DESCARGA DEL COMPRESOR DURANTE LA OPERACIÓN NORMAL.
SE INYECTA AGUA DE LAVADO A LA DESCARGA DEL PRIMER PASO (FI-64) Y A LA
DEL SEGUNDO PASO (FI-59) CON LAS BOMBAS 27-J/JA.
EL PROPÓSITO DE LA INYECCIÓN DE AGUA DE LAVADO ES EL DE IMPEDIR UN
FENÓMENO CONOCIDO COMO AMPOLLAMIENTO POR HIDROGENO DISOLVIENDO
ALGUNOS DE LOS COMPONENTES DE LA CORRIENTE DE GAS QUE HACEN QUE
EL HIDROGENO ATAQUE AL EQUIPO EN EL SISTEMA DE DESCARGA DEL
COMPRESOR. LA CONCENTRACIÓN DE COMPONENTES ÁCIDOS EN LA FASE
ACUOSA DEL TAMBOR SE REDUCE POR DILUCIÓN Y DISOLVIENDO AL
AMONIACO PRESENTE EN LA CORRIENTE GASEOSA. LAS SALES SOLUBLES
TAMBIÉN SE ELIMINAN CON EL AGUA DE LAVADO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 108
FORMATIVO OPERADOR ESPECIALISTA FCC1
CIRCUITO DE LUBRICACIÓN DEL 2-J.
EL SISTEMA DE LUBRICACIÓN SE DIVIDE EN TRES:
1.- COMO ACEITE DE LUBRICACIÓN A LAS CHUMACERAS DE LA TURBINA, COPLE Y
COMPRESOR.
2.- COMO ACEITE DE CONTROL (GOBERNADOR, GIMPELL, VÁLVULA SOLENOIDE)
ESTOS DOS SON CONTROLADOR POR LA PCV – M39 A UNA PRESIÓN DE 2.2 A 2.4
KG/CM2 Y SE COTEJA EN EL PI- 40.
3.- ACEITE A LOS SELLOS DEL LABERINTO DEL COMPRESOR 2 – J QUE ENTRA POR EL
LADO COPLE Y LADO LIBRE, LA FINALIDAD DE ESTE ACEITE ES EVITAR QUE LOS
GASES DEL PROCESO SALGAN A LA ATMÓSFERA, DEBIDO A SU ALTO CONTENIDO
DE SULFHÍDRICO Y ESTÁ CONTROLADA POR LA VÁLVULA PDCV – M41. DEBE
EXISTIR UNA DIFERENCIAL EN EL PDI – M50 DE 3 A 6 KG/CM2 APROX., PARA UNA
OPERACIÓN ÓPTIMA, DEBAJO DE 3 KG/CM2 SE CORRE EL RIESGO DE DISPARO Y
ARRIBA DE 6.0 KG/CM2 CRUZA DEMASIADO ACEITE HACIA EL TAMBOR DE
COMPRESIÓN (ESTA PRESIÓN SE AJUSTA CON LA PDCV – M41).
ELABORO: APOLINAR PAVON DOMINGUEZPágina 109
FORMATIVO OPERADOR ESPECIALISTA FCC1
INSTRUMENTOS DE LUBRICACIÓN DEL 2-J
PCV-M04: CONTROLA LA PRESIÓN DEL SISTEMA A TRAVÉS DE LAS BOMBAS
32-JM/T Y SE COTEJA EN EL PIM-06 Y PIM-10
PSL-M09: EN AUTOMÁTICO EL SELECTOR MANUAL (HS) ACTÚA EL PWL (ARRANQUE
POR BAJA PRESIÓN) DE 32 –JM (10.5 KG/CM2).
PDSH-M17: ALARMA POR ALTA PRESIÓN DIFERENCIAL (35 PSI/PULG2).
PCV-M39: CONTROLA LA PRESIÓN DE LUBRICACIÓN (INDICADORES PI-M40, PI-M35)
PDCV-M41: CONTROLA LA PRESIÓN DIFERENCIAL DEL ACEITE DE SELLOS Y SE
COTEJA EN EL PDI-M50, PDI-M52 Y EL PDT-41.
PI-M51: NOS INDICA LA PRESIÓN DE ACEITE DE SELLOS HACIA EL TAMBOR DE
COMPRESIÓN.
PDAL-M41A: ALARMA A 2.10 KG/CM2 POR BAJA PRESIÓN DIFERENCIAL DE ACEITE
DE SELLOS.
PDSL-M41B: INSTRUMENTO DISPARA AL COMPRESOR A 1.4 KG/CM2 POR BAJA
PRESIÓN DIFERENCIAL DE ACEITE DE SELLOS.
PAL-M32: ALARMA POR BAJA PRESIÓN DE ACEITE DE LUBRICACIÓN A 0.910
KG/CM2.
PSL-M33: DISPARO POR BAJA PRESIÓN DE ACEITE DE LUBRICACIÓN 0.770
KG/CM2.
PSL-M34: DISPARO POR BAJA PRESIÓN DE ACEITE DE CONTROL 0.350 KG/CM2.
● TI- 1, 2, 3, 4, 5,6: ALARMAN A 125 °C Y DISPARAN A 138 °C.
LSL-M02: ALARMA POR BAJO NIVEL DE ACEITE EN EL CARTER 20-F
ELABORO: APOLINAR PAVON DOMINGUEZPágina 110
FORMATIVO OPERADOR ESPECIALISTA FCC1
SISTEMA DE VACÍO Y CONDENSADO DEL COMPRESOR 2-J
LA FUNCIÓN DEL SISTEMA DE VACÍO ES NEUTRALIZAR EL VAPOR DE ESCAPE POR
MEDIO DEL CONDENSADOR DE SUPERFICIE Y AGUA DE ENFRIAMIENTO, EL VAPOR DE
ESCAPE SÚBITAMENTE PIERDE TOTALMENTE LA PRESIÓN A CAUSA DEL VACÍO Y SE
CONDENSA PARA SER RECUPERADO COMO CONDENSADO LIMPIO.
PSH-06: ALARMA POR ALTA PRESIÓN EN EL VAPOR DE ESCAPE DE LA TURBINA
(7 PULG DE HG Y DISPARO 0.210 KG/CM2)
LALH-K14: ALARMA POR BAJO NIVEL EL CONDENSADOR DE SUPERFICIE (30 %)
LALH-K13: ALARMA POR ALTO NIVEL EL CONDENSADOR DE SUPERFICIE (80 %).
PSLW-K21: ARRANQUE DE LA BOMBA 21-JM (3.3 KG/CM2).
LAH-14: ALARMA POR ALTO NIVEL EL 16-F (40 %)
LSH-13: DISPARO POR ALTO NIVEL EL 16-F (60 %)
LAH-16: ALARMA POR ALTO NIVEL EL 17-F (40 %)
LSH- 15: DISPARO POR ALTO NIVEL EL 17-F (60 %)
LAH-17: ALARMA POR ALTO NIVEL EL 15-F (80 %)
PAH-15: ALARMA POR ALTA PRESIÓN DE SUCCIÓN EN EL 16-F (1.4 KG/CM2).
PSH-10798: DISPARO POR ALTA PRESIÓN EN LA DESCARGA DEL COMPRESOR
(13.2 KG/CM2).
ELABORO: APOLINAR PAVON DOMINGUEZPágina 111
FORMATIVO OPERADOR ESPECIALISTA FCC1
PAL-290: ALARMA POR BAJO PRESION EN LA DESCARGA DE LA 27-J/JA
SISTEMA DE CONDENSADO LIMPIO DEL COMPRESOR 2-J
EL SISTEMA DE CONDENSADO DEL COMPRESOR 2-J ES DE REGRESAR A
SERVICIOS PRINCIPALES EL CONDENSADO LIMPIO DEL VAPOR MOTRIZ DE LA
TURBINA DEL COMPRESOR 2-J ESTE CONDENSADO TIENE VARIAS FUNCIONES
1.- AGUA DE LAVADO DEL 1° Y 2° PASO DEL COMPRESOR
2.-LIMPIAR Y EMPACAR LOS FILTROS 5—L/LA
3.- PAR LA PREPARACION DE LA CONCENTRACION DE SOSA EN LOS TANQUES 38-F
Y 50-F
CONTROLAR EL NIVEL ESTABLE EN EL CONDENSADOR DE SUPERFICIE 38-C LO MAS
ESTABLE POSIBLE EVTARA QUE SE DISPARE EL COMPRESOR PERDIENDO EL VACIO
POR ALTO NIVEL.
DEFINICIONES.
SERVO MOTOR: ES UN EQUIPO HIDRAÚLICO QUE MUEVE LAS TOBERAS DE
ENTRADA DE VAPOR A LA TURBINA POR MEDIO DEL GOBIERNO
VÁLVULA SOLENOIDE: ES LA QUE RECIBE LA SEÑAL DE DISPARO DE LOS
INSTRUMENTOS MANDANDO A CERRAR LA GIMPELL DETENIENDO LA ENTRADA DE
VAPOR.
DISPARO POR SOBREVELACIDAD: ES UN MECANISMO INTERNO QUE GIRA EN LA
FLECHA Y QUE AL ALCANZAR EL DISPARO, ACTÚA EL MECANISMO LIBERANDO LA
PRESIÓN DE ACEITE EN EL CILINDRO DE LA VÁLVULA GIMPELL. 8720 RPM
DISPARO MANUAL: ES UN BOTÓN QUE SE EMPUJA CON LA MANO Y MANDA A
CERRAR LA GIMPELL (CORTA EL FLUJO DE ACEITE DE CONTROL).
GIMPELL: VÁLVULA DE PASO DEL VAPOR MOTRIZ QUE SE ENCUENTRA ANTES DE
LAS TOBERAS DE GOBIERNO A LA TURBINA. TODAS LAS PROTECCIONES QUE SE
TIENEN EN EL TURBO SOPLADOR, ESTÁN DIRECCIONADAS AL CIERRE DE LA
VÁLVULA GIMPELL. EL ACEITE DE CONTROL A LA GIMPELL LA MANTIENE ABIERTA
Y POR ACCIÓN DE LA VÁLVULA SOLENOIDE AL RECIBIR LA SEÑAL ELÉCTRICA DE
LA PROTECCIÓN, SUSPENDE EL FLUJO DE ACEITE Y ACTÚA LA GIMPELL. PARA
RESTABLECER LA VÁLVULA SE CIERRA EL VOLANTE DE LA VÁLVULA MARINERA,
SE RESTABLECEN LAS ALARMAS Y SE PROCEDE NUEVAMENTE AL ARRANQUE
ABRIÉNDOLA TOTALMENTE “PERO TENIENDO EL CONTROL EN STOP”. LA VÁLVULA
GIMPELL DEBE MANTENER UNA PRESIÓN ENTRE 9 Y 10 KG/CM2 PARA SU
OPERACIÓN NORMAL, YA QUE A 5.6 KG/CM2 ACTÚA EL PHAL-L33 (ALARMA POR
BAJA PRESIÓN DE ACEITE DE CONTROL).
ELABORO: APOLINAR PAVON DOMINGUEZPágina 112
FORMATIVO OPERADOR ESPECIALISTA FCC1
VÁLVULA DE SEIS VÍAS DOS PUERTOS: VÁLVULA QUE SE UTILIZA PARA REALIZAR
LOS CAMBIOS DEL FILTRO Y ENFRIADOR DEL SISTEMA DE LUBRICACIÓN PARA SU
MANTENIMIENTO.
VÁLVULA ROMPEDORA DE VACÍO: ES UNA VÁLVULA DE SEGURIDAD DEL SISTEMA DE
VACÍO QUE OPERA EN FORMA INVERSA A UNA VÁLVULA NORMAL, PARA CERRAR LE
DAMOS A ABRIR, O SEA QUE EL VÁSTAGO DEBE ESTAR TODA AFUERA. SE LA
SUMINISTRA UN PEQUEÑO FLUJO DE CONDENSADO PARA ASEGURAR SU
HERMETICIDAD. SI ABRIMOS ESTA VÁLVULA (METIENDO EL VÁSTAGO SE PIERDE EL
VACÍO EN EL VAPOR DE ESCAPE Y SE DISPARA EL SOPLADOR (A CAUSA DE UNA
PRESIÓN POSITIVA).
CARTER ELEVADO: SU FUNCIÓN PRINCIPAL ES LUBRICAR LAS CHUMACERAS POR
UNA FALLA TOTAL EN EL SISTEMA DE LUBRICACIÓN Y SE MANTIENE SU OPERACIÓN
CON UNA RECIRCULACIÓN MÍNIMA.
GAS BUFFER.
EL GAS DEL PROCESO PUEDE ESTAR COMPLETAMENTE SEPARADO DEL ACEITE DE
SELLOS MEDIANTE LA ADMISIÓN DE UN GAS BUFFER CON UNA PRESIÓN UN POCO
MÁS ALTA QUE EL GAS DE PROCESO.
EL GAS BUFFER SE ALINEA AL COMPRESOR HACIA EL LADO LIBRE Y EL LADO COPLE.
EL GAS BUFFER DEBE SER UTILIZADO CUANDO HAY SUCIEDAD EN EL GAS DE
PROCESO O QUÍMICOS PERJUDICIALES, LOS CUALES PUEDEN TAPAR O CORROER
LAS PARTES DEL SELLO. ADEMÁS DE CUANDO TENEMOS PÉRDIDAS DE ACEITE HACIA
LA BOTELLA DE DESFOGUE.
EL OMITIR QUE EL GAS BUFFER SEA UN GAS DULCE Y FRÍO, PUEDE OCASIONAR MAL
FUNCIONAMIENTO O FALLA DE LAS PARTES DEL SELLO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 113
FORMATIVO OPERADOR ESPECIALISTA FCC1
FUNCIONES DEL SOPLADOR 1-J.
1.-SUCCIONAR EL AIRE DE LA ATMÓSFERA, CALENTARLO, COMPRIMIRLO Y ENVIARLO
AL REGENERADOR A SUS DOS PASOS, PARA PROVOCAR LA COMBUSTIÓN Y
REGENERACIÓN DEL CATALIZADOR.
2.-PROPORCIONAR LA PRESIÓN NECESARIA PARA GENERAR EL PRINCIPAL IMPULSO
DE CIRCULACIÓN DEL CATALIZADOR DEL REGENERADOR HACIA EL RISER.
3.-SE TIENE UNA LÍNEA HACIA LA ADICIÓN BURDA DE CATALIZADOR.
4.-SE TIENE UNA LÍNEA DE BARRIDO PARA EFECTUAR LOS SANGRADOS DEL
REGENERADOR HACIA EL SILO 2 –F.
SURGE DEL SOPLADOR: EL SURGE ES UNA CARACTERÍSTICA NORMAL DE LOS
COMPRESORES CENTRÍFUGOS QUE OCURRE POR UNA BAJA PRESIÓN EN LA
SUCCIÓN O UNA ALTA PRESIÓN EN LA DESCARGA. PARA EVITAR ESTE FENÓMENO
DEL SURGE SE TIENEN LÍNEAS AUXILIARES (RECIRCULACIONES) QUE MANTIENEN LA
PRESIÓN DE SUCCIÓN CONSTANTE O VENTEOS CON CONTROL A LA ATMÓSFERA
VALVULA GIMPELL: VÁLVULA DE PASO DEL VAPOR MOTRIZ QUE SE ENCUENTRA
ANTES DE LAS TOBERAS DE GOBIERNO A LA TURBINA. TODAS LAS PROTECCIONES
QUE SE TIENEN EN EL TURBO SOPLADOR, ESTÁN DIRECCIONADAS AL CIERRE DE LA
VÁLVULA GIMPELL. EL ACEITE DE CONTROL A LA GIMPELL LA MANTIENE ABIERTA Y
POR ACCIÓN DE LA VÁLVULA SOLENOIDE AL RECIBIR LA SEÑAL ELÉCTRICA DE LA
PROTECCIÓN, SUSPENDE EL FLUJO DE ACEITE Y ACTÚA LA GIMPELL.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 114
FORMATIVO OPERADOR ESPECIALISTA FCC1
PARA RESTABLECER LA VÁLVULA SE CIERRA EL VOLANTE DE LA VÁLVULA MARINERA,
SE RESTABLECEN LAS ALARMAS Y SE PROCEDE NUEVAMENTE AL ARRANQUE
ABRIÉNDOLA TOTALMENTE “PERO TENIENDO EL CONTROL EN STOP”. LA VÁLVULA
GIMPELL DEBE MANTENER UNA PRESIÓN ENTRE 9 Y 10 KG/CM2 PARA SU OPERACIÓN
NORMAL, YA QUE A 5.6 KG/CM2 ACTÚA EL PHAL-L33 (ALARMA POR BAJA PRESIÓN
DE ACEITE DE CONTROL).
PARÁMETROS DEL SOPLADOR 1-J
PARÁMETRO AJUSTE DE UNIDAD
CONFIGURACIÓN
VELOCIDAD MÍNIMA VÁLIDA 200 RPM
VELOCIDAD CONTROL 200 RPM
MÍNIMA
VELOCIDAD IDLE 1 500 RPM
VELOCIDAD IDLE 2 1000 RPM
VELOCIDAD IDLE 3 1500 RPM
VELOCIDAD CRÍTICA 1900 RPM
(SOPLADOR)
VELOCIDAD CRÍTICA 3100 RPM
(TURBINA)
VELOCIDAD MÍNIMA DE 4050 RPM
GOBIERNO
VELOCIDAD ASIGNADA 4100 RPM
(RATED)
VELOCIDAD MÁXIMA DE 5720 RPM
GOBIERNO
VELOCIDAD DE DISPARO 6350 RPM
VELOCIDAD MÁXIMA DE 7000 RPM
CONTROL
RAMPA INICIAL (0 A IDLE 1) 20 RPS
RAMPA FINAL (IDLE 3 A 20 RPS
VELOCIDAD ASIGNADA)
RAMPA EN ZONA CRÍTICA 60 RPS
LAZO DE CONTROL ANTISURGE: ESTE LAZO MODULA LA VÁLVULA DE CONTROL ANTI
SURGE, LA VÁLVULA TIENDE A ABRIR CUANDO LA DESVIACIÓN DEL PUNTO DE
OPERACIÓN ES NEGATIVA. LA VÁLVULA TIENDE A CERRAR CUANDO LA DESVIACIÓN
DEL PUNTO DE OPERACIÓN ES POSITIVA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 115
FORMATIVO OPERADOR ESPECIALISTA FCC1
DESCRIPCIÓN DEL LAZO DE CONTROL ANTISURGE:
a) TIPO DE LAZO ANTISURGE (PRIMARIO)
b) VARIABLES DEL PROCESO: PUNTO DE CONTROL COMO RESULTADO CALCULADO
POR EL ALGORITMO DE CONTROL ENTRE LA PRESIÓN DE SUCCIÓN, PRESIÓN DE
DESCARA, TEMPERATURA Y FLUJO DE DESCARGA
c) SETPOINT: LÍNEA DE CONTROL DE SURGE AJUSTADA LOCALMENTE PARA OPERAR
LO MÁS CERCANO POSIBLE, AL PUNTO DE CONTROL DE LA LÍNEA DE CONTROL
ANTI SURGE.
d) LA SALIDA DEL CONTROLADOR ES ANALÓGICA A LA VÁLVULA DE VENTEO.
FORMAS DE CONTROL DE VELOCIDAD DEL SOPLADOR 1-J:
AUTOMÁTICO (RPM) SIC-1001
CASCADA/REMOTO (FLUJO DE AIRE) UIC-7
MANUAL (VÁLVULA) OP.
FUNCIONES DEL PANEL DE CONTROL 1-J:
RESET.- SI LA SEÑAL DE (SD) ESTÁ AUSENTE Y AL SEÑAL DE PERMISIVO DE
ARRANQUE ESTÁ PRESENTE, CUANDO EL BOTÓN RESET ES PRESIONADO EL
CONTROLADOR SE TRANSFIERE AL ESTADO LISTO PARA ARRANCAR (READY
STATE).
STAR.- CUANDO EL BOTÓN SE PULSA EL CONTROLADOR INICIAL ABRIRÁ LA
VÁLVULA DE CONTROL DE VAPOR, ES UNA RESPUESTA DE LAZO ABIERTO HASTA
QUE SE DETECTE LA VELOCIDAD MÍNIMA CON LOS PICK UPS BAROMÉTRICOS O EL
NIVEL DE ARRANQUE MÁXIMO. UNA VEZ QUE SE DETECTÓ VELOCIDAD DE
CONTROL MÍNIMA POR LOS PICK UPS, EL CONTROLADOR TRANSFIERE AL MODO
DE ACELERACIÓN Y LA VÁLVULA DE CONTROL DE VAPOR SERÁ CONTROLADA POR
EL BLOCK DE CONTROL DE VELOCIDAD, PARA QUE EL SET POINT RAMPÉE AL
NIVEL IDLE 1.
IDLE 1.- EL SET POINT DE CONTROL DE VELOCIDAD SERÁ AJUSTADO A 500 RPM
NOTA: EL CONTROLADOR DE VELOCIDAD PERMANECERÁ EN ESTE NIVEL
SELECCIONADO HASTA QUE EL OPERADOR SELECCIONE OTRO NIVEL DE
VELOCIDAD, SIEMPRE Y CUANDO SE HAYA ARRANCADO MANUALMENTE
PULSANDO IDLE 1, 2, O 3
IDLE 2.- EL SET POINT DE CONTROL DE VELOCIDAD SERÁ AJUSTADO A 1000 RPM
IDLE 3.- EL SET POINT DE CONTROL DE VELOCIDAD SERÁ AJUSTADO A 1500 RPM
RATED.- EL SET POINT SE AJUSTARÁ A 4100 RPM (MÍNIMAS DE GOBIERNO),
PASANDO LA ZONA CRÍTICA A 60 RPS.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 116
FORMATIVO OPERADOR ESPECIALISTA FCC1
STOP.- EL CONTROLADOR DE VELOCIDAD ALIMENTARÁ EL MODO DEL SET POINT
LOCAL Y LAMPEARÁ HASTA CERO RPM PASANDO LA ZONA CRÍTICA A60 RPS.
ESD (EMERGENCIA SUT DAWN).- ESTE BOTÓN ES USADO PARA DISPARAR LA
MÁQUINA, LA SALIDA DEL CONTROLADOR DE VELOCIDAD SE VA RÁPIDAMENTE A 4
MILI AMPERES Y CIERRA LA VÁLVULA DE CORTE RÁPIDO (GIMPELL).
REMOTE/LOCAL.- EN EL PANEL LOCAL Y EN EL CONTROLADOR DE VELOCIDAD
SIC-1001, ESTE SELECTOR SE UTILIZA PARA CONECTAR EN CASCADA EL CONTROL
DE VELOCIDAD (ESCLAVO) CON EL CONTROLADOR PERFORMANCE (FIC-7)
(MAESTRO), CUANDO ESTÁ EN LOCAL EL SET POINT DE VELOCIDAD LO REAJUSTA
EL OPERADOR. EN REMOTO LO HACE EL PERFORMANCE, SIC-1001 ESTARÁ EN
AUTO Y FIC-7 ESTARÁ EN REMOTO, EL AJUSTE SE HARÁ EN FIC-7 (FLUJO DE AIRE)
ALARMAS Y DISPAROS DEL 1-J
INSTRUMENTO DESCRIPCIÓN SETPOINT
TT-12 ALARMA POR ALTA TEMP. 232 °C
EN LA DESCARGA DEL
SOPLADOR
TT-12 DISPARO POR ALTA TEMP. 284 °C
EN LA DESCARGA DEL
SOPLADOR
PT-1 ALARMA POR BAJA 20 LBS.
PRESIÓN EL LA DESCARGA
DEL SOPLADOR
PT-1 ALARMA POR ALTA 44 LBS
PRESIÓN EN LA DESCARGA
DEL SOPLADOR
PT-L34 ALARMA POR BAJA 0.600
PRESIÓN DE ACEITE DE KG/CM2
LUBRICACIÓN
PT-L34 DISPARO POR BAJA 0.420
PRESIÓN DE ACEITE DE KG/CM2
LUBRICACIÓN
TT-L15 ALARMA POR ALTA TEMP. 70 °C
DE ACEITE DE
LUBRICACIÓN
LT-L41 ALARMA POR BAJO NIVEL 40 %
DE ACEITE EN EL CARTER
18-F
PT-L05 ALARMA POR BAJA 8.5
PRESIÓN DE ACEITE DE KG/CM2
CONTROL
PDT-L07 ALARMA POR ALTA 1.5
PRESIÓN DIFERENCIAL EN KG/CM2
ELABORO: APOLINAR PAVON DOMINGUEZPágina 117
FORMATIVO OPERADOR ESPECIALISTA FCC1
LOS FILTROS DE ACEITE
LT-12ª ALARMA POR ALTO NIVEL 80 %
DE CONDENSADO
LT-12ª DISPARO POR ALTO NIVEL 100 %
DE CONDENSADO
LT-12ª ALARMA POR BAJO NIVEL 10 %
DE CONDENSADO
PT-J19 ALARMA POR BAJA 3.3
PRESIÓN DE DESCARGA EN KG/CM2
LA BBA. CONDENSADO
PT-J07 ALARMA POR PÉRDIDA DE 300 MM
VACÍO DE HG
PT-J07 DISPARO POR PÉRDIDA DE 0.140
VACÍO KG/CM2
ALARMAN 125 °C
TI-1, 2, 3, 4, 5, 6 DISPARAN 138 °C
ALARMA 0.0035
MILÉSIMA
VE-1 AL VE-8 DISPARA 0.045
MILÉSIMA
ALARMAN 0.005
MILÉSIMA
VE-9 Y 10
DISPARAN 0.015
MILÉSIMA
ELABORO: APOLINAR PAVON DOMINGUEZPágina 118
FORMATIVO OPERADOR ESPECIALISTA FCC1
CIRCUITO DE LUBRICACIÓN (1-J).
EL SISTEMA DE LUBRICACIÓN SE DIVIDE EN DOS CIRCUITOS
1.- ACEITE DE LUBRICACIÓN A LAS CHUMACERAS CONTROLADO CON PCV-L37
(1.5 KG/CM2 APROX. PI-L38 Y PI-L34.)
2.- ACEITE DE CONTROL PARA EL SISTEMA DE GOBIERNO PI-L39
(10 A 11 KG/CM2)
ELABORO: APOLINAR PAVON DOMINGUEZPágina 119
FORMATIVO OPERADOR ESPECIALISTA FCC1
MOVIMIENTOS PARAR HACER CAMBIO DE BOMBA DE LUBRICACIÓN EN EL 1-J Y 2-J
(ESTANDO OPERANDO LA TURBINA).
1.- METER A OPERAR LA MOTOBOMBA COMO MÍNIMO 2 HORAS PARA ASEGURAR LA
CONFIABILIDAD HACIENDO LOS MOVIMIENTOS SIGUIENTES:
a) CERRAR LA DESCARGA DE LA MOTOBOMBA HACIA EL SISTEMA.
b) ABRIR LA RECIRCULACIÓN DE LA MOTOBOMBA HACIA EL CARTER +- 4 HILOS
c) EN EL CASO DEL SOPLADOR 1-J, AVISAR AL BUNKER QUE PASE LA 30-JM EN
OFF Y LO PODEMOS ARRANCAR CON LA BOTONERA DE CAMPO O DESDE EL
BUNKER.
d) EN EL CASO DEL 2-J SE HACE EN CAMPO PASANDO EL SELECTOR EN
MANUAL Y SE ARRANCA.
e) AJUSTAR LA PRESIÓN DE DESCARGA DE LA MOTOBOMBA DE 1 A 2.0 KG/CM2
APROX., DEBAJO DE LA PRESIÓN NORMAL DE OPERACIÓN DEL SISTEMA.
f) AL TENER EL TIEMPO DE CONFIABILIDAD, REALIZAR LOS MOVIMIENTOS
NECESARIOS PARA EFECTUAR EL CAMBIO DE LA MOTOBOMBA POR LA
TURBO BOMBA. DE LA MANERA SIGUIENTE:
IGUALAR LA PRESIÓN DE LA MOTOBOMBA CON LA PRESIÓN DE
DESCARGA CON LA QUE ESTÁ OPERANDO.
ABRIR LA DESCARGA DE LA MOTOBOMBA HACIA EL SISTEMA
VERIFICANDO LA PRESIÓN DEL SISTEMA.
AL TENER ABIERTA COMPLETAMENTE LA DESCARGA, AUMENTAR LA
PRESIÓN DE LA MOTOBOMBA DE 0.500 A 1.0 KG/CM2 APROX., ARRIBA
DE LA PRESIÓN DE LA TURBO BOMBA CERRANDO LA RECIRCULACIÓN
AL CARTER DE LA MOTOBOMBA.
ABRIR LENTAMENTE LA RECIRCULACIÓN AL CARTER DE LA TURBO
BOMBA.
NOTA: REALIZAR ESTE MOVIMIENTO ALTERNADAMENTE HASTA DEJAR
FUERA DE OPERACIÓN LA TURBO BOMBA.
CERRAR LA DESCARGA DE LA TURBO BOMBA
CERRAR VAPOR MOTRIZ A LA TURBINA.
CERRAR VAPOR DE ESCAPE A LA TURBINA
ABRIR PURGAS Y VENTEOS
ENTREGAR A MANTTO.
NOTA: EN EL CASO DEL 1-J CERRAR LA RECIRCULACIÓN HACIA EL CARTER ELEVADO
ELABORO: APOLINAR PAVON DOMINGUEZPágina 120
FORMATIVO OPERADOR ESPECIALISTA FCC1
MOVIMIENTOS PARA HACER CAMBIO DE FILTROS DEL 1-J Y 2-J
1.- ALINEAR +- 2 HILOS LA LÍNEA IGUALADORA DEL FILTRO, PARA VERIFICAR QUE
ESTÉ PRESIONADO, QUE NO TENGA AIRE ABRIENDO EL VENTEO, VERIFICANDO
QUE SALGA ACEITE, UNA VEZ REALIZADO, CERRAR EL VENTEO.
2.- BLOQUEADO EL VENTEO DEL FILTRO, VERIFICAR QUE SE IGUALEN LAS
PRESIONES DE LOS FILTROS.
3.- UTILIZANDO UN TUBO COMO PALANCA, AFLOJAR EL SEGURO DE LA TUERCA TIPO
ESTRELLA SOSTENIENDO CON LA OTRA MANO LA PALANCA DEL CAMBIO.
4.- HACER EL CAMBIO PASANDO LA PALANCA DE UN EXTREMO A OTRO HASTA QUE
TOPE A CIERRE.
5.- APRETAR EL SEGURO DE LA TUERCA TIPO ESTRELLA DETENIENDO LA PALANCA
CON LA OTRA MANO PARA ASEGURAR EL CIERRE.
6.- CERRAR LA LÍNEA IGUALADORA.
NOTA: VERIFICAR QUE EL AGUA DE ENFRIAMIENTO ESTE ALINEADO A LOS
ENFRIADORES
ELABORO: APOLINAR PAVON DOMINGUEZPágina 121
FORMATIVO OPERADOR ESPECIALISTA FCC1
SISTEMA DE VACIO DEL SOPLADOR 1.J
EL SISTEMA DE VACIO LOGRA QUE RAPIDAMENTE LA PRESION DE ESCAPE
NULIFIQUE HASTA LLEGAR A 60 CM DE HG ESTO PROVOCA TAMBIEN POR MEDIO DEL
CONDENSADOR DE SUPERFICIE 21-C LA CONDENSACION SUBITA DE VAPOR DE
ESCAPE FACILITANDO SU TRANSPORTACION EN FORMA LIQUIDA POR EL CIRCUITO
DE CONDENSADO.
EL VACIO SE REALIZA POR MEDIO DE LOS EYECTORES PRIMARIOS 8L/LA Y
SECUNDARIOS 9L/LA EN EL INTERPOSTCONDENSADOR 32C Y 33C CON VAPOR DE
MEDIA.
PARA LOS ARRANQUES SE USA EL EYECTOR DE ARRANQUE 7L.
SE CUENTA CON ALARMAS POR BAJO VACIO A 36CM EN EL PAH-J07 Y UN DISPARO A
140 GRS. EN PSH-J27
EYECTOR: EQUIPO QUE MEDIANTE EL FLUJO DE VAPOR (VAPOR DE MEDIA) PROVOCA
PRESIÓN NEGATIVA EN EL VAPOR DE ESCAPE DE LA TURBINA, CON LA FINALIDAD DE
NEUTRALIZAR LA PRESIÓN Y CONDENSAR EL VAPOR DE ESCAPE
ELABORO: APOLINAR PAVON DOMINGUEZPágina 122
FORMATIVO OPERADOR ESPECIALISTA FCC1
PASOS PARA METER EL BANCO PRINCIPAL DE EYECTORES.
a) PURGAR TODO EL CONDENSADO DE LA LÍNEA DE VAPOR A LOS EYECTORES.
b) COMPROBAR EL FLUJO DE CONDENSADO A TRAVÉS DEL INTER Y POST
CONDENSADOR, OBSERVANDO LA ABERTURA DE LA VÁLVULA AUTOMÁTICA DEL
CONTROL DE NIVEL DEL POZO CALIENTE.
c) ALINEAR LAS TRAMPAS DE CONDENSADO DEL INTER Y POST CONDENSADOR.
d) ABRIR LENTAMENTE SUCCIÓN DE EYECTOR SECUNDARIO (VÁLVULA “C”)
e) ABRIR ENTRADA DE VAPOR A EYECTOR SECUNDARIO
f) CON LA VÁLVULA “C” TOTALMENTE ABIERTA ABRIR DESCARGA DE EYECTOR
PRIMARIO LENTAMENTE (VÁLVULA “B”)
g) ALINEAR VAPOR A EYECTOR PRIMARIO.
h) LENTAMENTE ABRIR LA SUCCIÓN DEL EYECTOR PRIMARIO (VÁLVULA “A”). EL
VACÍO DEBERÁ MEJORAR O CUANDO MENOS MANTENERSE.
i) CERRAR LENTAMENTE VÁLVULA DE SUCCIÓN AL EYECTOR DE ARRANQUE
(VÁLVULA “D”), VIGILANDO CONTINUAMENTE EL VACÍO EL CUAL DEBE MEJORAR O
POR LO MENOS MANTENERSE. CUANDO TERMINE DE BLOQUEAR VÁLVULA “D”
CERRAR VAPOR AL EYECTOR DE ARRANQUE.
NOTA: EN EL CASO DE QUE EL VACÍO SE EMPIECE A PERDER EN CUALQUIERA DE
LOS PASOS ANTERIORES, SUSPENDER LOS MOVIMIENTOS REGRESANDO A SU
ÚLTIMA CONDICIÓN SEGURA Y PROCEDER A LOCALIZAR POSIBLES TAPONAMIENTOS
EN SALIDAS DE INCONDENSABLES O ENTRADAS DE AIRE.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 123
FORMATIVO OPERADOR ESPECIALISTA FCC1
VALVULA ROMPEDORA DE VACIO Funcionamiento válvula rompedora de vacío en
condensador de superficie
Válvula de seguridad del sistema de vacío que opera inversa aúna válvula normal. Al estar cerrada. El vástago
debe estar totalmente fuera. Se suministra un pequeño flujo de condensado que forma un sello y así asegura su
hermeticidad. Si abrimos esta válvula metiendo el vástago se pierde el vacío y el compresor o soplador se
disparara.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 124
FORMATIVO OPERADOR ESPECIALISTA FCC1
SISTEMA DE CONDENSADO DEL SOPLADOR 1-J
LA FUNCION ES DE REGRESAR EL CONDENSADO LIMPIO DE VAPOR MOTRIZ DE LA
TURBINA DEL SOPLADOR 1-J ESTE CONDENSADO SE UTILIZA. COMO AGUA DE
LAVADO EN EL 1° Y 2° PASO DEL COMPRESOR 2-J Y PARA EMPACAR Y LIMPIAR LOS
FILTROS DE AMINA 5 L/LA Y EN LA PREPARACION DE LA CONCENTRACION DE SOSA
EN LOS TANQUES 38-F Y 50-F.
ES IMPORTANTE CONTROLAR EL NIVEL DE CONDENSADO EN EL POZO DEL
CONDESDOR 21—C PARA EVITAR PERDIDA DE VACIO Y PUEDA DISPARARSE EL
SOPLADOR 1-J EL NIVEL ESTA A CONTROL DE LAS VALVULAS LV-J15A QUE ES LA QUE
CONTROLA EL NIVEL HACIA SERVICIOS AUXILIARES Y LA LVJ15B RECIRCULA PARA
CONTROLAR EL NIVEL EN EL 21-C.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 125
FORMATIVO OPERADOR ESPECIALISTA FCC1
SECCIÓN DE RECUPERACIÓN DE VAPORES (VRU)
SISTEMA DE COMPRESIÓN DE GASES
LOS VAPORES DEL DOMO DE LA FRACCIONADORA FLUYEN A LOS
CONDENSADORES 1-C1, 8 ENFRIADOS POR AGUA Y AL ACUMULADOR 3-F
DONDE SE TIENEN TRES FASES:
UNA FASE GAS, UNA DE HIDROCARBUROS LÍQUIDOS Y OTRA DE AGUA
AMARGA. LA CORRIENTE DE GASES VA AL TURBOCOMPRESOR 2-J EN LA
SECCIÓN DE RECUPERACIÓN DE VAPORES.
LOS HIDROCARBUROS LÍQUIDOS (GASOLINA) SE BOMBEAN A CONTROL DE
NIVEL CON LIC-9 EN CASCADA CON FIC-46 AL ABSORBEDOR 3-E CON LAS
BOMBAS 4-J/JA.
EL AGUA AMARGA SE BOMBEA TAMBIÉN A CONTROL DE NIVEL LIC-8 CON LAS
8-J/JA A LA SECCIÓN DE TRATAMIENTO DE AGUAS AMARGA
LOS GASES NO CONDENSADOS QUE SE COLECTAN EN EL ACUMULADOR 3-F
PASAN A TRAVÉS DE UNA MALLA PARA ELIMINAR PARTÍCULAS DE LÍQUIDO
ARRASTRADAS, LUEGO SALEN POR LA PARTE SUPERIOR HACIA EL SEPARADOR
16-F Y DE ALLÍ AL PRIMER PASO DEL COMPRESOR CENTRÍFUGO 2-J, MOVIDO
POR UNA TURBINA DE VAPOR.
SE DISPONE DE DOS PASOS DE COMPRESIÓN PARA ALCANZAR LA PRESIÓN DE
DESCARGA REQUERIDA CON UN MÍNIMO DE POTENCIA. LOS VAPORES DE LA
DESCARGA DEL PRIMER PASO DEL 2-J FLUYEN HACIA LOS ENFRIADORES DE
ENTREPASOS 27-C1, 2. AGUA DE LAVADO (FI-64) SE INYECTA A LA ENTRADA DE
LOS ENFRIADORES PASANDO AL ACUMULADOR DE ENTREPASOS 15-F EN
DONDE SE SEPARAN LOS VAPORES Y CONDENSADOS. EL AGUA AMARGA SE
ENVÍA A TRATAMIENTO A CONTROL DE NIVEL LIC-18. LOS HIDROCARBUROS
CONDENSADOS SE BOMBEAN CON LAS 14-J/JA A CONTROL DE NIVEL CON
LIC-17 PARA JUNTARLOS CON LA DESCARGA DEL SEGUNDO PASO DEL 2-J.
LOS VAPORES DEL 15-F SE VAN AL SEPARADOR DE SUCCIÓN 17-F Y LUEGO SE
COMPRIMEN EN EL SEGUNDO PASO DE COMPRESIÓN. SE INYECTA AGUA DE
LAVADO (FI-59) A LA CORRIENTE DE DESCARGA DEL SEGUNDO PASO DEL
COMPRESOR, CON EL FIN DE ELIMINAR UN FENOMENO CONOCIDO COMO
AMPOLLAMIENTO POR HIDROGENO MEDIANTE EL LAVADO. ESTA AGUA SE
INYECTA CON LAS BOMBAS 27-J/JA. DISOLVIENDO ALGUNOS DE LOS
COMPONENTES DE LA CORRIENTE DE GAS QUE HACEN QUE EL HIDROGENO
ATAQUE AL EQUIPO EN EL SISTEMA DE DESCARGA DEL COMPRESOR LA
CONCENTRACIÓN DE COMPONENTES ÁCIDOS EN LA FASE ACUOSA DEL
TAMBOR SE REDUCE POR DILUCIÓN Y DISOLVIENDO AL AMONIACO PRESENTE
EN LA CORRIENTE GASEOSA. LAS SALES SOLUBLES TAMBIÉN SE ELIMINAN CON
EL AGUA DE LAVADO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 126
FORMATIVO OPERADOR ESPECIALISTA FCC1
LOS VAPORES DEL DOMO DEL AGOTADOR 3-E Y EL ACEITE RICO DEL
ABSORBEDOR PRIMARIO 3-E QUE PASA POR LA LV-21, SE JUNTAN CON LOS
VAPORES DE LA DESCARGA DEL SEGUNDO PASO DEL COMPRESOR Y FLUYEN A
TRAVÉS DE LOS CONDENSADORES DE ALTA PRESIÓN 9-C1, 4 AL SEPARADOR
DE ALTA PRESIÓN 4-F. ESTA CONDENSACIÓN A ALTA PRESIÓN, CONSTITUYE
UNA ETAPA DE EQUILIBRIO CON ENFRIAMIENTO Y AUMENTA LA EFICIENCIA DE
RECUPERACIÓN DEL SISTEMA ABSORBEDOR-AGOTADOR.
LA RECIRCULACIÓN DE GASOLINA DEBUTANIZADA PREVIAMENTE SUB-
ENFRIADA QUE BOMBEAN LAS 26-J/JA A CONTROL DE FLUJO CON FIC-70, SIRVE
COMO ACEITE DE ABSORCIÓN Y SE INYECTA AL PLATO 1 DEL ABSORBEDOR
PRIMARIO 3-E. LA GASOLINA DEL 3-F FLUYE COMO ACEITE DE ABSORCIÓN AL
PLATO 4 DE 3-E A TRAVÉS DE FV-46 Y CONTROLANDO EL NIVEL EN CASCADA
CON LIC-9. EL ABSORBEDOR PRIMARIO ESTÁ MONTADO DIRECTAMENTE
ENCIMA DEL AGOTADOR, CON UNA PLACA SÓLIDA QUE SEPARA LAS DOS
SECCIONES. ESTE ABSORBEDOR RECUPERA LA MAYOR PARTE DE LOS
PROPANOS Y BUTANOS DE LOS VAPORES QUE SALEN DEL SEPARADOR DE
ALTA PRESIÓN 4-F.
SISTEMA DE ABSORCIÓN
EL SISTEMA DE COMPRESIÓN DE GASES TIENE LAS SIGUIENTES FUNCIONES:
5) TRANSFERIR LOS VAPORES NO CONDENSADOS A LA UNIDAD
RECUPERADORA DE VAPORES PARA SEPARAR DE ELLOS LOS
COMPONENTES VALIOSOS.
6) INCREMENTAR LA PRESIÓN DE LOS VAPORES QUE VIENEN DEL
ACUMULADOR DEL DOMO DE LA FRACCINADORA PARA FACILITAR LA
ABSORCIÓN EN LA RECUPERACIÓN DE VAPORES.
7) CONTROLAR LA PRESIÓN EN EL SISTEMA CONVERTIDOR-
FRACCIONADORA, DE TAL MANERA QUE LA CÁMARA DE SEPARACIÓN
FUNCIONE A PRESIÓN RELATIVAMENTE CONSTANTE.
EN LA DESCARGA DEL COMPRESOR LA PRESIÓN SE CONTROLA CON EL PIC-30
LOCALIZADO A LA SALIDA DEL DESULFURIZADOR DE GAS SECO 9-E.
GENERALMENTE NO HAY RAZÓN PARA MANIPULAR LA PRESIÓN EN LA
DESCARGA DEL COMPRESOR DURANTE LA OPERACIÓN NORMAL.
EN LA ENTRADA DE LOS CONDENSADORES 9-C1,4, LA DESCARGA DEL
COMPRESOR 2-J SE UNE CON EL AGUA DE LAVADO, EL ACEITE RICO DEL
ABSORBEDOR PRIMARIO 3-E ( LIC-21) Y LOS VAPORES DEL AGOTADOR 3-E ( FR-
61). ESTE FLUJO TOTAL ES ENFRIADO EN LOS CONDENSADORES Y FLUYE AL
SEPARADOR DE ALTA PRESIÓN PARA SEPARARSE EN 3 FASES.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 127
FORMATIVO OPERADOR ESPECIALISTA FCC1
ESTA CONDENSACIÓN A ALTA PRESIÓN CONSTITUYE UN ESTADO DE
EQUILIBRIO FRIÓ, EL CUAL, MEJORA LA EFICIENCIA DE RECUPERACIÓN DEL
SISTEMA ABSORBEDOR-AGOTADOR.
LA FASE ACUOSA SE ACUMULA EN EL FONDO DEL SEPARADOR 4-F Y ES
PRESIONADA HACIA LA SECCIÓN DE TRATAMIENTO DE AGUAS AMARGAS. EL
FLUJO DE AGUA AMARGA ESTA REGULADO POR EL CONTROLADOR DE NIVEL
LIC-19 QUE MANTIENE UN NIVEL DE AGUA EN EL FONDO DEL TAMBOR.
EL NIVEL DE HIDROCARBURO LÍQUIDO (GASOLINA RICA), SE ACUMULA SOBRE
EL NIVEL DE AGUA Y SE SACA DEL TAMBOR CON LAS BOMBAS DE CARGA AL
AGOTADOR 13-J/JA. EL FLUJO ESTA REGULADO POR FR-63 Y EL LIC-20 PARA
MANTENER UN NIVEL ADECUADO DE GASOLINA RICA EN EL SEPARADOR.
LA BOQUILLA DE SALIDA DE GASOLINA RICA ESTA TELESCOPIADA; NO DEBE
PERMITIRSE QUE EL NIVEL DE AGUA LLEGUE A LA BOQUILLA DE GASOLINA
RICA.
SISTEMA DE GAS SECO
LOS VAPORES DEL SEPARADOR DE ALTA PRESIÓN 4-F FLUYEN DEL DOMO DEL
TANQUE A LA ENTRADA DE GAS EN LA BASE DEL ABSORBEDOR PRIMARIO 3-E,
LUEGO SUBEN POR LOS PLATOS, DONDE SE PONE EN CONTACTO CON LA
GASOLINA DE ABSORCIÓN PROVENIENTE DE LAS 4-J Y DE LAS 26-J. EL
ABSORBEDOR PRIMARIO 3-E RECUPERA LA MAYOR PARTE DE LOS BUTANOS Y
PROPANOS DE LOS VAPORES QUE ENTRAN POR LA BASE.
EL GAS POBRE QUE SALE POR EL DOMO DEL ABSORBEDOR 3-E ENTRA A LA
BASE DEL ABSORBEDOR SECUNDARIO 4-E Y FLUYE HACIA ARRIBA A TRAVÉS DE
LOS PLATOS DONDE ENTRA EN CONTACTO CON EL ACEITE ESPONJA QUE
VIENE A CONTRACORRIENTE.
DURANTE EL CONTACTO ÍNTIMO DE LOS VAPORES Y EL LÍQUIDO DE
ABSORCIÓN, LOS COMPONENTES MÁS PESADOS DE LOS VAPORES SE
ABSORBEN EN EL LÍQUIDO Y PASAN DE FASE VAPOR A FASE LIQUIDA.
PARA PODER ACUSAR EL CAMBIO DE ESTADO, SE DEBE ELIMINAR EL CALOR DE
VAPORIZACIÓN DEL VAPOR Y ESTE CALOR ES GANADO COMO CALOR SENSIBLE
POR EL LÍQUIDO DE ABSORCIÓN. ESTO EXPLICA EL INCREMENTO DE
TEMPERATURA DE LA GASOLINA DE ABSORCIÓN Y DEL ACEITE ESPONJA.
TAMBIÉN HAY UNA SITUACIÓN DE EQUILIBRIO EN CADA ABSORBEDOR QUE
LIMITA LA CANTIDAD DE MATERIAL LIGERO QUE PUEDE ABSORBERSE EN EL
MATERIAL ABSORBENTE PESADO A CONDICIONES CONSTATES DE FLUJO,
TEMPERATURA Y PRESIÓN EN EL SISTEMA DE ABSORCIÓN.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 128
FORMATIVO OPERADOR ESPECIALISTA FCC1
SISTEMA DE GASOLINA
EL AGOTADOR 3-E RECIBE LA GASOLINA RICA DEL 4-F. ESTA GASOLINA RICA
ENTRA ARRIBA DEL PLATO SUPERIOR DEL AGOTADOR Y FLUYE HACIA ABAJO
SOBRE LOS PLATOS A CONTRACORRIENTE CON EL FLUJO DE VAPORES DE
AGOTAMIENTO GENERADOS POR EL REHERVIDOR 10-C. EL PROPÓSITO DEL
AGOTADOR ES ELIMINAR TODO EL MATERIAL MAS LIGERO QUE EL PROPANO
DEL PRODUCTO LIQUIDO QUE DEJA EL FONDO DEL AGOTADOR.
LA TORRE AGOTADORA 3-E SIRVE PARA CONTROLAR EL CONTENIDO DE ETANO
EN EL PROPANO PRODUCTO Y EL FLUJO DEL FONDO REPRESENTA EL TOTAL
DE LÍQUIDOS RECUPERADOS DEL SISTEMA,
LOS VAPORES DEL AGOTADOR 3-E SE ENFRÍAN Y CONDENSAN PARCIALMENTE
EN LOS 9-C1/ 4 Y REGRESAN AL SEPARADOR DE ALTA PRESIÓN 4-F.
CUANDO EL ABSORBEDOR – AGOTADOR 3-E SE OPERA ADECUADAMENTE, LA
MAYOR PARTE DE LOS COMPONENTES MAS LIGEROS QUE EL PROPANO SE
ELIMINARAN DEL LIQUIDO DEL SEPARADOR DE ALTA PRESIÓN 4-F Y SE
ENVIARÁN AL ABSORBEDOR PRIMARIO 3-E, MIENTRAS QUE EL MATERIAL
COMPUESTO DE PROPANO Y MAS PESADOS PASARÁN COMO LIQUIDO AL
AGOTADOR PARA SALIR POR EL FONDO DE ÉSTE HACIA LA DEBUTANIZADORA 5-
E.
A) EFECTO DE LA TEMPERATURA DE ABSORCIÓN EN EL SISTEMA DE
RECUPERACION DE VAPORES ABSORBEDOR Y AGOTADOR 3-E Y 4E
LA CAPACIDAD DE UN SISTEMA VAPOR-LIQUIDO VARÍA INVERSAMENTE A LA
TEMPERATURA DEL SISTEMA SI TODAS LAS DEMÁS CONDICIONES
PERMANECEN CONSTANTES. SI LA TEMPERATURA DEL SISTEMA SE REDUCE,
SE ABSORBERÁ MÁS VAPOR EN EL ACEITE DE ABSORCIÓN Y VICEVERSA.
LA TEMPERATURA DEL SISTEMA DE ABSORCIÓN PUEDE VERSE INFLUENCIADA
POR LAS VARIACIONES EN LA TEMPERATURA DEL ACEITE DE ABSORCIÓN QUE
ENTRA EN EL DOMO DEL ABSORBEDOR; POR LA CANTIDAD DE CALOR
ELIMINADO EN EL SISTEMA DE INTERENFRIAMIENTO Y POR LA TEMPERATURA
DE LA ALIMENTACIÓN DE VAPORES DEL SEPARADOR DE ALTA PRESIÓN.
AUMENTANDO LA TEMPERATURA EN CUALQUIERA DE LOS 3 PUNTOS
ANTERIORES, SE REDUCE LA CANTIDAD DE VAPOR ABSORBIDO POR EL ACEITE
POBRE Y VICEVERSA.
UN INCREMENTO MODERADO EN LAS TEMPERATURAS DEL SISTEMA DE
ABSORCIÓN NO CAUSARÁ DESAJUSTES DE OPERACIÓN, PERO CAUSARÁ UN
INCREMENTO EN LA PÉRDIDA DE PROPANO HACIA EL GAS COMBUSTIBLE.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 129
FORMATIVO OPERADOR ESPECIALISTA FCC1
UN INCREMENTO RADICAL EN LA TEMPERATURA DEL SISTEMA DE ABSORCIÓN
PUEDE CAUSAR UN ARRASTRE MASIVO DEL ACEITE DE ABSORCIÓN DEBIDO AL
AUMENTO DE LA VELOCIDAD DE VAPORES EN EL SISTEMA.
UNA REDUCCIÓN MODERADA DE LAS TEMPERATURAS NORMALES MEJORARA
LA ABSORCIÓN, PERO AL MISMO TIEMPO, PUEDE ORIGINAR UNA SITUACIÓN DE
RECIRCULACIÓN QUE EVENTUALMENTE SOBRECARGARÁ LA SECCIÓN DE
ABSORCIÓN Y LA DE AGOTAMIENTO.
UNA DISMINUCIÓN EN LA TEMPERATURA DEL ACEITE DE ABSORCIÓN LLEVARA
MÁS MATERIAL LIGERO AL SEPARADOR DE ALTA PRESIÓN 4-F. ESTE MATERIAL
PERMANECE EN EL LÍQUIDO DEL TAMBOR Y SE TRANSFIERE AL AGOTADOR, ES
REVAPORIZADO AHÍ Y REGRESADO A LOS CONDENSADORES DE ALTA PRESIÓN,
DONDE SE RECONDENSA Y PASA AL SEPARADOR DE ALTA PRESIÓN COMO
LIQUIDO. ESTA RECIRCULACIÓN PUEDE LLEGAR HASTA EL PUNTO EN QUE EL
SISTEMA AGOTADOR-SEPARADOR SE SOBRECARGUE Y EL MATERIAL LIGERO
ESCAPE POR EL FONDO DEL AGOTADOR Y OCASIONE PROBLEMAS DE
PRESIONAMIENTO EN EL SISTEMA DEL DOMO DE LA DEBUTANIZADORA.
UNA INDICACIÓN DEL INCREMENTO DE ESTA RECIRCULACIÓN AGOTADOR-
SEPARADOR DE ALTA PRESIÓN ES LA RELACIÓN DE LOS FLUJOS DE CARGA Y
FONDO DEL AGOTADOR.
SI LA DIFERENCIA ENTRE LAS DOS MEDICIONES ES RELATIVAMENTE
CONSTANTE, EL FLUJO DE VAPORES DEL AGOTADOR ES CONSTANTE. SI LA
DIFERENCIA AUMENTA, SE ESTÁN GENERANDO MAS VAPORES EN EL
AGOTADOR Y DEBE INVESTIGARSE LA RAZÓN DE ESTE INCREMENTO.
UNA SEGUNDA INDICACIÓN DE UNA FALLA POTENCIAL, ES LA TEMPERATURA DE
SALIDA DEL RECALENTADOR 10-C. SE ESPERA QUE ESTA TEMPERATURA ESTÉ
ALREDEDOR DE LOS 112°C
DURANTE CONDICIONES NORMALES DE OPERACIÓN. SI HIERVE MÁS MATERIAL
LIGERO EN EL AGOTADOR, LA TEMPERATURA DEL VAPOR DEBE DISMINUIR. SIN
EMBARGO, LA VARIACIÓN EN LA TEMPERATURA DEL VAPOR DEL AGOTADOR,
DEBE INTERPRETARSE CON ALGÚN CUIDADO, YA QUE UNA REDUCCIÓN EN LA
TEMPERATURA DEL VAPOR PUEDE SER EL RESULTADO DE UNA ENTRADA DE
VAPOR INSUFICIENTE AL REHERVIDOR 10-C.
LA PRESIÓN DE VAPOR DEL PROPANO PRODUCTO DEL DOMO DE LA
DEPROPANIZADORA SE AJUSTA EN EL FONDO DEL AGOTADOR. LA ENTRADA DE
CALOR AL REHERVIDOR DEL AGOTADOR DEBE SER SUFICIENTEMENTE GRANDE
PARA REDUCIR EL CONTENIDO DE ETANO EN EL FONDO AL VALOR REQUERIDO
POR LAS ESPECIFICACIONES DE PRESIÓN DE VAPOR DEL PROPANO Y NO TAN
GRANDE QUE SE VAPORICEN CANTIDADES EXCESIVAS DE PROPANO EN EL
AGOTADOR QUE ESTABLEZCAN UNA RECIRCULACIÓN ENTRE EL AGOTADOR Y
EL SEPARADOR DE ALTA PRESIÓN.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 130
FORMATIVO OPERADOR ESPECIALISTA FCC1
EN EL CASO DEL ABSORBEDOR SECUNDARIO 4-E, UN AUMENTO EN LA
TEMPERATURA DEL ACEITE ESPONJA O DEL GAS DE ENTRADA REDUCIRÁN LA
ABSORCIÓN Y CAUSARÁN UN AUMENTO EN LA CONCENTRACIÓN DE PROPANO
EN EL GAS COMBUSTIBLE. UNA REDUCCIÓN EN LA TEMPERATURA DEL GAS DE
ENTRADA O DEL ACEITE ESPONJA AUMENTARÁ LA ABSORCIÓN.
HAY SIN EMBARGO, UN PELIGRO POTENCIAL EN ABSORBER DEMASIADO EN
ESTE EQUIPO, YA QUE EL MATERIAL ABSORBIDO ES REGRESADO A LA
FRACCIONADORA Y VAPORIZADO, LO CUAL PUEDE, EN EL LÍMITE,
SOBRECARGAR EL SISTEMA DEL DOMO DE LA FRACCIONADORA Y EL
COMPRESOR DE GAS.
B) EFECTO DE LA PRESIÓN DE ABSORCIÓN.
UN AUMENTO EN LA PRESIÓN MEJORARA LA ABSORCIÓN, PERO DEBIDO A LAS
LIMITACIONES DE DISEÑO DEL SISTEMA, EL COMPRESOR DE GAS Y LAS
BOMBAS DE ACEITE DE ABSORCIÓN, NORMALMENTE LA PRESIÓN DEL SISTEMA
NO PUEDE AUMENTARSE SIGNIFICATIVAMENTE SOBRE LAS PRESIONES
NORMALES DE OPERACIÓN ANTICIPADAS. ESTA PRESIÓN ESTA CONTROLADA
POR PIC-30 A UN VALOR APROXIMADAMENTE DE 10.8 KG/CM 2.
C) EFECTO DEL FLUJO DE ACEITE DE ABSORCIÓN
UN AUMENTO EN EL FLUJO DE ACEITE DE ABSORCIÓN A TEMPERATURA Y
FLUJO DE GAS CONSTANTE, AUMENTARA LA ABSORCIÓN. DENTRO DE LOS
LÍMITES DE CAPACIDAD DE LAS TORRES, EL FLUJO DE ABSORCIÓN PUEDE
CAMBIARSE POR TEMPERATURA DE ABSORCIÓN.
ESTO ES, LA MISMA ABSORCIÓN PUEDE EFECTUARSE AUMENTANDO EL FLUJO
DE ACEITE DE ABSORCIÓN O REDUCIENDO LAS TEMPERATURAS DEL SISTEMA
O AMBOS.
LOS EFECTOS OPERACIONALES SON LOS MISMOS A LOS ANOTADOS EN EL
INCISO DE “EFECTO DE LA TEMPERATURA”. MAS LA POSIBILIDAD DE INUNDAR
EL ABSORBEDOR Y CAUSAR ARRASTRE DEL ACEITE DE ABSORCIÓN. LA
INUNDACIÓN DEL ABSORBEDOR SECUNDARIO CAUSARA UN ARRASTRE DE
ACEITE DE ABSORCIÓN AL SISTEMA DE GAS COMBUSTIBLE DEL CUAL SU
ELIMINACIÓN ES UN PROBLEMA O UNA RECIRCULACIÓN FUERTE DE GASOLINA
HACIA LA FRACCIONADORA CAUSANDO DESCONTROL EN ÉSTA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 131
FORMATIVO OPERADOR ESPECIALISTA FCC1
RECIRCULACIONES DE GASOLINA CORTA Y LARGA
RECIRCULACION CORTA
CAUSA.-
1.-AUMENTO EN LA GENERACIÓN DE VAPOR FR-61
2.-AUMENTO EN LA PRODUCCIÓN DE LPG Y GASOLINA DEBIDO A LA TEMPERATURA
DEL RISER,
3.- ALTAS TEMPERATURAS EN EL 4-F Y 15-F
4.--ALTA TEMPERATURA EN EL AGOTADOR 3-E
SINTOMAS.
1.-AUMENTA EL FLUJO DE FR-63
2.-ABRE LA LV-20 AL 100%
3.- AUMENTA EL NIVEL DEL SEPARADOR DE ALTA 4-F LIC-20
4.-SI SE LLENA EL 4-F SE PUEDE DISPARAR EL COMPRESOR 2-J POR ALTA PRESION
EN LA DESCARGA.
MOVIMIENTOS
1.- DISMINUIR 2°C AL FONDO DEL AGOTADOR 3-E TIC-16
2.-OBSERVAR QUE EL FR-61 DISMINUYA
3.-OBSERVAR QUE EL LIC-20 TENGA LO MISMO CUANDO EL FLUJO DE FR-63 TENGA EL
VALOR ANTERIOR A LA FALLA.
RECIRCULACION LARGA
CAUSA.-
1.-AUMENTO EN LA GENERACION DE VAPOR FR-61
2.-AUMENTO EN LA PRODUCCION DE LPG Y GASOLINA
DEBIDO AL AUMENTO EN LA TEMPERATURA DEL RISER
3.-ALTA TEMPERATURA EN 4-F Y 15F
4.-ALTA TEMPERATURA EN EL FONDO DEL AGOTADOR 3-E TIC-16
5.-ALTO NIVEL EN EL ABSORBEDOR 3-E LIC—21
6.-ALTO FLUJO DE GASES DE CORRIENTES PARASITAS
7.-ALTO FLUJO EN LA GASOLINA DE ABSORCION FV-70
8.-AUMENTO EN EL NIVEL DEL ABSORBEDOR SECUNDARIO 4-E LIC-23
SINTOMAS
1.-DISMINUCION DE REFLUJO A LA FRACCIONADORA I-E FIC-42
2.-AUMENTO DE FLUJOS EN FR-63, FR-61, FR-46
3.-AUMENTO EN LA TEMPERATURA DEL 3-F TI-40
SOLUCION
1.-BAJAR TEMPERATURA DEL RISER
2.-DISMINUIR TEMPERATURA DEL FONDO DEL AGOTADOR 3-E TIC-16
3.-DISMINUIR FLUJOS EN FV-70, FV-50
4.-BAJAR TEMPERATURA DEL TI-55 (RETROLAVAR LOS 12-CS)
5.-DISMINUIR FLUJOS DE CORRIENTES PARASITAS
ELABORO: APOLINAR PAVON DOMINGUEZPágina 132
FORMATIVO OPERADOR ESPECIALISTA FCC1
LA DEBUTANIZADORA
LA FUNCIÓN DE LA DEBUTANIZADORA ES ELIMINAR EL MATERIAL DE BAJO
PUNTO DE EBULLICIÓN DE LA GASOLINA PRODUCTO. UNA DEBUTANIZADORA SE
OPERA NORMALMENTE PARA OBTENER UNA GASOLINA DE UNA PRESIÓN DE
VAPOR DADA (PVR) POR EL FONDO.
PARA ELIMINAR MÁS MATERIAL LIGERO DEL PRODUCTO DEL FONDO, DEBE
AUMENTARSE LA TEMPERATURA DEL REHERVIDOR Y VICEVERSA. ESO
SIEMPRE SUPONE QUE LAS DEMÁS CONDICIONES PERMANECEN CONSTANTES.
EL MEDIO DE CALENTAMIENTO DEL REHERVIDOR ES LA RECIRCULACIÓN DE
FONDOS DE LA FRACCIONADORA.
EL PRODUCTO DEL FONDO DE LA DEBUTANIZADORA ES GASOLINA Y EL DOMO
ES PROPANO-BUTANO LPG.
RELACIÓN DE REFLUJO.
LA RELACIÓN DE REFLUJO ES UNA MEDIDA RELATIVA DEL CALOR ELIMINADO DE
LA COLUMNA Y ES UN FACTOR ESENCIAL EN EL AJUSTE DE LAS
CONCENTRACIONES DEL DESTILADO Y LOS FONDOS. UN AUMENTO EN EL
REFLUJO OCASIONA UN AUMENTO EN LA CONCENTRACIÓN DEL COMPONENTE
MÁS VOLÁTIL EN EL DESTILADO Y UNA DISMINUCIÓN EN LA CONCENTRACIÓN
DEL MISMO COMPONENTE EN LOS FONDOS.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 133
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL OPERADOR PUEDE CAMBIAR EL VALOR DEL REFLUJO DENTRO DE CIERTOS
LÍMITES, PARA CONTROLAR LAS CONCENTRACIONES DE LOS PRODUCTOS. EL
LÍMITE INFERIOR PUEDE ESTAR FIJADO POR LA CANTIDAD DE LA SEPARACIÓN,
MIENTRAS EL LÍMITE SUPERIOR PUEDE ESTAR FIJADO POR LA CANTIDAD DEL
REHERVIDOR, DEL CONDENSADOR DEL DOMO, DE LA BOMBA DE REFLUJO O
POR INUNDACIÓN DE LA TORRE. GENERALMENTE, EL REFLUJO DEBE
CONTROLARSE EN EL VALOR NORMAL PERO NUNCA A MENOS DEL 60% DE LO
NORMAL.
LA RELACIÓN DE REFLUJO ES EL FACTOR ESENCIAL EN EL AJUSTE DE LAS
CONCENTRACIONES DE DESTILADO Y FONDOS, MIENTRAS QUE LA
ALIMENTACIÓN DE CALOR A LA COLUMNA ES LA VARIABLE PRINCIPAL QUE
AFECTA EL FLUJO DE DESTILADO.
TEMPERATURA DE LA CARGA
UN AUMENTO EN LA TEMPERATURA DE LA CARGA REDUCE LOS
REQUERIMIENTOS DE ENTRADA DE CALOR AL REHERVIDOR O AUMENTA LOS
REQUERIMIENTOS DE CARGA TÉRMICA DEL CONDENSADOR.
UNA REDUCCIÓN EN LA TEMPERATURA DE LA CARGA AUMENTARA LOS
REQUERIMIENTOS DE CALOR EN EL REHERVIDOR, O DISMINUIRÁ LA CARGA
TÉRMICA DEL CONDENSADOR PARA MANTENER CONDICIONES CONSTANTES
EN LA COLUMNA.ES ESENCIAL PARA LA BUENA OPERACIÓN DE UN EQUIPO DE
DESTILACIÓN, QUE SE CONSIDERE EL EFECTO TOTAL DE UN CAMBIO EN
CUALQUIER VARIABLE CONTROLABLE, YA QUE UN CAMBIO PUEDE REQUERIR
UNA COMPENSACIÓN O CAMBIO DE AJUSTES EN CUALQUIER OTRO PUNTO DEL
SISTEMA. CUALQUIER AJUSTE EN LAS CONDICIONES DEBE HACERSE LENTA Y
CUIDADOSAMENTE, DANDO SUFICIENTE TIEMPO PARA QUE EL SISTEMA SE
COMPENSE Y ESTABILICE ANTES DE HACER AJUSTES POSTERIORES.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 134
FORMATIVO OPERADOR ESPECIALISTA FCC1
LA DEPROPANIZADORA
LA FUNCIÓN DE LA DEPROPANIZADORA ES SEPARAR EL PRODUCTO QUE VIENE
DEL DOMO DE LA DEBUTANIZADORA, OBTENIÉNDOSE POR EL DOMO PROPANO-
PROPILENO Y POR EL FONDO BUTANO-BUTILENO.
EL PRODUCTO PROPANO-BUTANO LPG DEL DOMO DE LA 5-E SALE CON LAS 15-J/JA A
CONTROL DE PRESIÓN CON PIC-17A ATRAVÉS DE LA SECCIÓN DE TRATAMIENTO CON
AMINA PARA ELIMINARLE ÁCIDO SULFHÍDRICO Y LUEGO PASA A LA SECCIÓN DE
TRATAMIENTO MEROX PARA ELIMINARLE LOS MERCAPTANOS.
DE LA SECCIÓN MEROX, LA CORRIENTE DE LPG A CONTROL DE PRESIÓN CON PIC-18
QUE CONTROLA 12.0 KG/CM2 DE AQUI VA AL TANQUE DE BALANCE 13-F QUE SE
MANTIENE A UNA PRESIÓN CONSTANTE DE 11.3 KG/CM2 EN PIC-19 QUE ES 2 KG/CM2
MAYOR QUE LA PRESIÓN A LA CUAL HIERVE LA MEZCLA A LA TEMPERATURA QUE SE
TIENE.
ESTA CONDICIÓN ES NECESARIA PARA EVITAR LA VAPORIZACIÓN.
EL CONTROL DE LA PRESIÓN EN EL 13-F SE CONSIGUE MEDIANTE UN SISTEMA DE
RANGO DIVIDIDO (PIC-19) QUE METE VAPORES CALIENTES DEL DOMO DE LA
DEPROPANIZADORA CON LA VÁLVULA PV-19A O VENTEA LA PRESIÓN SOBRANTE AL
ACUMULADOR DE ENTREPASOS 15-F CON LA PV-19B.
LA CORRIENTE BUTANO-PROPANO DEL TANQUE DE BALANCE 13-F SE BOMBEA CON
LAS 16-J/JA CONTROLANDO EL NIVEL DE ÉSTE CON FIC-69 EN CASCADA CON LIC-26 A
PRECALENTAMIENTO CON LA GASOLINA DEBUTANIZADA EN EL 16-C Y SE ALIMENTA A
LA TORRE DEPROPANIZADORA 6-E ARRIBA DEL PLATO 17.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 135
FORMATIVO OPERADOR ESPECIALISTA FCC1
EN LA DEPROPANIZADORA SE EFECTÚA LA SEPARACIÓN DEL PROPANO-PROPILENO
POR EL DOMO Y BUTANO-BUTILENO POR EL FONDO, DE ACUERDO A LAS
ESPECIFICACIONES DE ESTOS PRODUCTOS.
EL REFLUJO AL DOMO (FIC-71) Y EL PRODUCTO NETO DEL DOMO, SE CONDENSAN
TOTALMENTE EN LOS 19-C1, 4 Y SE ACUMULAN EN EL 6-F.
CON LAS BOMBAS 17-J/JA SE ENVÍA EL PROPANO PROPILENO DE REFLUJO A LA TORRE
Y SE ENVÍA LA CANTIDAD RESTANTE A LA DEPROPILENIZADORA 16-E A CONTROL DE
PRESIÓN DE LA TORRE CON PIC-20 Y A TRAVÉS DE UN ENFRIADOR CON AGUA 22-C.
ANTES DE LOS CONDENSADORES 19-C HAY UNA LÍNEA QUE SIRVE PARA ENVIAR
PROPANO-PROPILENO A LA RED DE GAS COMBUSTIBLE (TH-1400) CONTROLADO
MEDIANTE FIC-91- A TRAVÉS DE ESTA MISMA SALIDA SE PUEDE MANDAR BUTANO
BUTILENO A GAS COMBUSTIBLE POR UN DISPARO QUE VIENE DE LA SALIDA DEL
RECALENTADOR 18-C. SE USA VAPOR DE BAJA PRESIÓN COMO MEDIO DE
CALENTAMIENTO AL FONDO DE LA DEPROPANIZADORA EN EL 18-C CONTROLADO POR
PIC-21 EN CASCADA CON TIC-19. EL BUTANO-BUTILENO PRODUCTO DEL FONDO, FLUYE
A ESFERAS DE ALMACENAMIENTO A TRAVÉS DE DOS ENFRIADORES (20-C1, 2) A
CONTROL DEL NIVEL DE LATORRE CON LIC-28.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 136
FORMATIVO OPERADOR ESPECIALISTA FCC1
SECCIÓN DE TRATAMIENTO CON AMINA.
EN ESTA SECCIÓN SE LES ELIMINA EL GAS ÁCIDO (H 2S Y CO2) A LAS
CORRIENTES DE GAS RESIDUAL QUE VIENE DEL ABSORBEDOR SECUNDARIO 4-
E Y DE PROPANO-BUTANO LPG PROVENIENTE DEL SISTEMA DEL DOMO DE LA
DEBUTANIZADORA 5-E, UTILIZANDO UNA SOLUCIÓN ACUOSA DE
DIETANOLAMINA (DEA) AL 20 % EN PESO.PARA ESTO, SE TIENE UN CONTACTOR
GAS RESIDUAL-AMINA (9-E) PARA EL GAS RESIDUAL Y UN CONTACTOR LPG
LIQUIDO-AMINA (7-E) PARA LA CORRIENTE DE PROPANO BUTANO.
PARA REGENERAR LA DEA Y PODER UTILIZARLA NUEVAMENTE, SE CUENTA
CON LA TORRE REGENERADORA DE DEA 8-E.
1. FLUJO DEL GAS RESIDUAL.
EL GAS RESIDUAL QUE SALE POR EL DOMO DEL ABSORBEDOR SECUNDARIO
4-E FLUYE AL SEPARADOR DE ARRASTRES 14-F PARA ELIMINAR CUALQUIER
CANTIDAD DE ACEITE DE ABSORCIÓN QUE PUDIERA ARRASTRARSE. EL LÍQUIDO
ARRASTRADO PUEDE RETORNARSE HACIA LA FRACCIONADORA O AL 29-F.
EL GAS SALE POR EL DOMO DEL 14-F Y ENTRA AL FONDO DEL CONTACTOR 9-E
QUE ES UNA COLUMNA EMPACADA CON ANILLOS RASCHIG Y EN DONDE LA DEA
A CONTRACORRIENTE LE ABSORBE EL GAS ÁCIDO A LOS HIDROCARBUROS
ASCENDENTES. PARA CONOCER LA CAÍDA DE PRESIÓN A TRAVÉS DE LA TORRE
SE TIENE UN REGISTRADOR DE PRESIÓN DIFERENCIAL PdR-53.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 137
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL GAS ENDULZADO SALE POR EL DOMO DE 9-E A CONTROL DE PRESIÓN CON
PIC-30 QUE A LA VEZ ES EL CONTROL DE LA PRESIÓN DE LOS ABSORBEDORES
4-E, 3-E Y DE LA DESCARGA DEL COMPRESOR 2-J EN EL 4-F.
DE AQUÍ EL GAS LIBRE DE H 2S Y C02 SE ENVÍA HACIA EL TH-1400 Y DE AHÍ A LA
RED DE GAS COMBUSTIBLE DE LA REFINERÍA.
2. FLUJO DE PROPANO-BUTANO LPG.
EL LPG QUE SALE DEL SISTEMA DE LA DEBUTANIZADORA A CONTROL DE
PRESIÓN A TRAVÉS DE LA PV-17A, ENTRA AL FONDO DEL CONTACTOR LPG-
AMINA 7-E QUE ES UNA COLUMNA EMPACADA CON ANILLOS RASCHIG Y EN
DONDE SE ENCUENTRA CON UN NIVEL DE DEA PARA ABSORBERLE EL GAS
ÁCIDO QUE LLEVA. SALE POR EL DOMO DE 7-E Y SE MANDA AL RECIPIENTE
7-F DONDE LOS ARRASTRES DE DEA SE LE SEPARAN Y POR LA PARTE
SUPERIOR DE ESTE RECIPIENTE SALE PARA ENVIARSE A LA SECCIÓN DE
TRATAMIENTO MEROX.
3. CIRCULACIÓN DE DEA.
A) DEA RICA.
A CONTROL DE NIVEL CON LIC-33 SALE LA DEA RICA EN GAS ÁCIDO DEL
CONTACTOR 9-E, CON LIC-34 LA DEA DEL CONTACTOR 7-E Y CON LC-36 LA DEA
ARRASTRADA AL SEPARADOR 7-F Y DE AHÍ SE VA HACIA EL TANQUE
SEPARADOR DE HIDROCARBUROS 11-F DONDE LA PRESIÓN SE REGULA A UNOS
7 KG/CM2 CON EL CONTROLADOR DE RANGO DIVIDIDO PIC-31; LOS
HIDROCARBUROS LIGEROS VAPORIZAN Y SE VAN HACIA LA RED DE GAS
COMBUSTIBLE.
LA DEA RICA DEL 11-F SE PASA POR EL FILTRO 5-L/LA PARA ELIMINAR
CASCARILLA Y OTROS CONTAMINANTES. LA CORRIENTE FILTRADA FLUYE A
PRECALENTARSE EN LOS 23-C1, 2 CONTRA AMINA POBRE CALIENTE, PARA
ENTRAR A LA TORRE REGENERADORA 8-E A CONTROL DE NIVEL DEL 11-F CON
LIC-37.
B) TORRE REGENERADORA 8-E.
EN ESTA TORRE, SE LIBERARÁ EL BIÓXIDO DE CARBONO C0 2 Y EL ÁCIDO
SULFHÍDRICO H2S DE LA AMINA QUEDANDO ÉSTA EN CONDICIONES DE USARSE
NUEVAMENTE.
PARA CALENTAR EL FONDO DE ESTA TORRE A UNOS 120°C SE TIENEN LOS
RECALENTADORES 25-C1/2. COMO MEDIO DE CALENTAMIENTO A LOS 25-C1/,2
SE UTILIZA VAPOR DE 3.5 KG/CM2. LOS VAPORES DEL DOMO DE LA TORRE 8-E
VAN A CONDENSARSE EN LOS 26-C1/4 Y DE AHÍ AL ACUMULADOR 8-F, EN DONDE
SE COLECTAN Y SE BOMBEAN CON LAS 19-J/JA AL PLATO SUPERIOR DE LA
TORRE COMO REFLUJO PARA RECUPERAR LOS ARRASTRES FORMADOS
DURANTE LA VAPORIZACIÓN INSTANTÁNEA DE LA SOLUCIÓN DE DEA RICA AL
ENTRAR EN EL PLATO 3.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 138
FORMATIVO OPERADOR ESPECIALISTA FCC1
LOS GASES QUE LLEGAN AL 8-F CONSTITUYEN EL GAS ÁCIDO Y A CONTROL DE
PRESIÓN CON PIC-32 (0.8 KG/CM2) SALEN PARA MANDARSE COMO PARTE DE
LA CARGA A LA PLANTA DE AZUFRE.
SE DISPONE DE UN TANQUE DE ALMACENAMIENTO DE DEA (9-F) PARA DAR
CABIDA AL INVENTARIO TOTAL DEL SISTEMA. TAMBIÉN EXISTE UNA FOSA
ENTERRADA (10-F), QUE SIRVE PARA COLECTAR TODOS LOS DERRAMES Y
PURGAS DEL SISTEMA Y PARA PREPARAR AMINA FRESCA. SE DISPONE DE LOS
ARREGLOS NECESARIOS EN LAS BOMBAS PARA HACER LOS MOVIMIENTOS DE
AMINA DE UN LADO A OTRO DENTRO DE ESTA ÁREA.
C) DEA POBRE.
POR EL FONDO DE LA TORRE REGENERADORA 8-E, SALE DEA POBRE CALIENTE
(120°C) Y PRECALIENTA LA CARGA A LA TORRE (DEA RICA) EN LOS 23-C1/,2 Y
LUEGO SE ENFRÍA CON AGUA EN LOS 24-C1/2 Y LLEGA A LA SUCCIÓN DE LAS
BOMBAS 18-J/JA. ESTAS BOMBAS DESCARGAN LA DEA POBRE A CONTROL DE
FLUJO AL CONTACTOR 9-E CON FIC-76 Y HACIA EL CONTACTOR 7-E CONFIC-77.
TRATAMIENTO CON DIETANOLAMINA (DEA)
EN EL CONTACTOR DE AMINA-GAS COMBUSTIBLE SE ELIMINA EL ACIDO
SULFHÍDRICO H2S Y EL BIÓXIDO DE CARBONO CO 2 DE LA CORRIENTE DE GAS DE
SALIDA DEL ABSORBEDOR SECUNDARIO. EL GAS DULCE SE MANDA A LA RED
DE GAS COMBUSTIBLE A CONTROL DE PRESIÓN DE PIC-30.
EN EL CONTACTOR AMINA-GAS LICUADO, SE ELIMINA EL ACIDO SULFHÍDRICO
DE LA CORRIENTE DE HIDROCARBUROS PROPANO-BUTANO LPG POR
CONTACTO CON UNA SOLUCIÓN ACUOSA DE DEA AL 20%.
LAS SOLUCIONES DE AMINA CIRCULANTE DE AMBOS CONTACTORES SE
COMBINAN Y SE REGENERAN EN UN SOLO SISTEMA.
LA CIRCULACIÓN DE AMINA Y EL DIMENSIONAMIENTO DEL EQUIPO, ESTÁN
BASADOS EN LOS CONTENIDOS DE ACIDO SULFHÍDRICO Y BIÓXIDO DE
CARBONO QUE EXISTEN DURANTE LA OPERACIÓN DE MÁXIMA PRODUCCION DE
GASOLINA.
EN LOS CONTACTORES 7-E / 9-E LA TEMPERATURA DE OPERACIÓN ES
RELATIVAMENTE BAJA Y LA PRESIÓN RELATIVAMENTE ALTA, FAVORECIÉNDO
LA ABSORCION.
EN LA TORRE REGENERADORA 8-E DE DEA LA TEMPERATURA ES
RELATIVAMENTE ALTA Y LA PRESIÓN RELATIVAMENTE BAJA, CAUSANDO QUE
LA REACCION SEA FAVORECIDA PARA LA DESORCION.
DEBIDO A QUE ESTAS REACCIONES ALCANZAN UN “EQUILIBRIO”, NUNCA SE
LLEVARAN A CABO AL 100% EN NINGUNA DIRECCIÓN. COMO CONSECUENCIA,
SIEMPRE HAY ALGO DE ACIDO SULFHÍDRICO EN LA SOLUCIÓN POBRE DE DEA
DEL FONDO DE LA REGENERADORA. (0.10 ppm máx.)
EL NIVEL DE SOLUCIÓN DE DEA RICA DEL CONTACTOR DE AMINA-GAS
COMBUSTIBLE (9-E) ESTA CONTROLADO EN EL FONDO DE LA COLUMNA. COMO
ELABORO: APOLINAR PAVON DOMINGUEZPágina 139
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL CONTACTOR DE AMINA-GAS LICUADO (7-E) OPERA TOTALMENTE LLENO DE
LÍQUIDO, SE DESARROLLA UNA INTERFASE EN LA PARTE SUPERIOR DEL
CONTACTOR. POR LO TANTO, LA EXTRACCIÓN DE LA SOLUCIÓN DE DEA RICA
DEL FONDO SE USA PARA CONTROLAR EL NIVEL DE LA INTERFASE DE ARRIBA.
LA SOLUCIÓN DE DEA RICA CIRCULA A LA TORRE REGENERADORA DONDE EL
ACIDO SULFHÍDRICO Y EL BIÓXIDO DE CARBONO SE ELIMINAN COMO GAS
ACIDO DEL SISTEMA DEL DOMO, EL CUAL SE UTILIZARA EN LA PRODUCCION DE
AZUFRE. LA DEA REGENERADA (POBRE) SALE DEL FONDO DE LA TORRE Y SE
RECIRCULA A LOS 2 CONTACTORES.
LA PRESIÓN DEL SISTEMA DE REGENERACIÓN SE SELECCIONA PARA PERMITIR
UNA ECONOMÍA DE VAPOR DE BAJA PRESIÓN PARA RECALENTAMIENTO
MIENTRAS SE DISPONE DE UNA PRESIÓN DEL ACUMULADOR DE REFLUJO
SUFICIENTE PARA QUE FLUYA EL GAS ACIDO A LA PLANTA DE AZUFRE.
EL VAPOR DE BAJA PRESIÓN, TIENE LA VENTAJA DE UNA TEMPERATURA
SUFICIENTEMENTE BAJA PARA PREVENIR TEMPERATURAS EN EL RANGO
DONDE LA SOLUCIÓN DE DEA SE DESCOMPONE.
1.- CARACTERÍSTICAS DE LOS EQUIPOS DEL SISTEMA Y SUS PROBLEMAS MÁS
COMUNES.
A) COLUMNAS ABSORBEDORAS
ESTAS COLUMNAS CONTIENEN UN EMPAQUE ADECUADO PARA DAR UN BUEN
CONTACTO ENTRE LOS HIDROCARBUROS AMARGOS Y LA AMINA. LOS
DEPÓSITOS DE LODOS EN EL EMPAQUE PUEDEN CAUSAR: QUE SE ESPUME LA
SOLUCIÓN DE AMINA EN LA TORRE, ALTAS PÉRDIDAS DE AMINA Y UNA
EXTRACCIÓN POBRE DE GASES ÁCIDOS. POR LO TANTO SE DEBE CONSERVAR
LIMPIA.
LA TEMPERATURA DEL HIDROCARBURO A LA ENTRADA DEBE SER MANTENIDA
EN 38°C O MENOS, PARA CONSEGUIR UNA BUENA EXTRACCIÓN DE GASES
ÁCIDOS Y UNA MENOR PERDIDA DE AMINA.
CUANDO SE ARRANCA LA SECCIÓN DE AMINA, LAS PRESIONES EN LAS
COLUMNAS ABSORBEDORAS DEBEN LLEVARSE A LAS DE OPERACIÓN Y LA
AMINA DEBE CIRCULARSE PARA HACER NIVELES, LUEGO SE DEBE IR
AUMENTANDO LENTAMENTE EL FLUJO DE ENTRADA DE HIDROCARBUROS A LAS
ABSORBEDORAS HASTA ALCANZAR LOS VALORES NORMALES DE OPERACIÓN.
ESTAS PREOCUPACIONES ELIMINARAN PERDIDAS INNECESARIAS DE AMINA
POR ARRASTRE CON LOS HIDROCARBUROS QUE SALEN DE LAS TORRES.
DURANTE LOS PAROS DE LA SECCIÓN DE AMINA, SE DEBE REDUCIR
LENTAMENTE EL FLUJO DE HIDROCARBUROS Y SUSPENDER EL VAPOR A LOS
RECALENTADORES DE LA TORRE REGENERADORA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 140
FORMATIVO OPERADOR ESPECIALISTA FCC1
PARA PREVENIR LA DESCOMPOSICIÓN DE LA AMINA, LA BOMBA DE LA
CIRCULACIÓN SEGUIRÁ OPERANDO HASTA QUE LOS RECALENTADORES
TENGAN UNA TEMPERATURA DE UNOS 73°C, LUEGO SE PROCEDERÁ A
DEPRESIONAR LENTAMENTE LOS EQUIPOS, EVITANDO ASÍ PERDIDAS DE AMINA.
B) TORRE REGENERADORA 8-E
LA TORRE REGENERADORA CONTIENE PLATOS CON DISPOSITIVOS
RECTANGULARES RASURADOS (EN FORMA DE BARRAS) PARA PROPORCIONAR
UN BUEN CONTACTO LIQUIDO-VAPOR.
LA AMINA RICA ENTRA EN EL PLATO 3 DE LA TORRE Y FLUYE HACIA ABAJO,
RUMBO A LOS RECALENTADORES. LOS VAPORES QUE SALEN DE LOS
RECALENTADORES CALIENTAN LA SOLUCIÓN RICA A UNOS 117 – 122 °C. LOS
GASES ÁCIDOS SON LIBERADOS Y SALEN POR EL DOMO DE LA TORRE
ARRASTRANDO UN VOLUMEN CONSIDERABLE DE VAPORES.
ESTOS PRODUCTOS SON ENFRIADOS PARA PODER REGRESAR CONDENSADO
AL DOMO DE LA TORRE COMO REFLUJO.
EN EL ARRANQUE PUEDEN QUEDAR CANTIDADES MAS O MENOS GRANDES DE
CO2 EN LA SOLUCIÓN DE AMINA POBRE, CAUSANDO UN DAÑO PERMANENTE A
LOS TUBOS DE LOS RECALENTADORES POR LO QUE SE DEBEN TENER LAS
PRECAUCIONES ADECUADAS. LA TEMPERATURA DE LOS RECALENTADORES
DEBE SER LA DE OPERACIÓN ANTES DE QUE ENTRE LA AMINA RICA A LA TORRE
REGENERADORA.
OTRO LUGAR DONDE SE PUEDEN ENCONTRAR PROBLEMAS, ES EN EL SISTEMA
DEL DOMO DE LA TORRE REGENERADORA. SE PUEDE OCASIONAR UNA FUERTE
CORROSIÓN SI NO HAY UNA CANTIDAD PEQUEÑA DE AMINA, EN EL
CONDENSADO QUE ENTRA AL DOMO COMO REFLUJO.
NORMALMENTE HAY EN EL DOMO UNA MEZCLA ALTAMENTE CORROSIVA DE
CO2, H2S Y AGUA. SE DEBE TENER APROXIMADAMENTE 0.5% DE AMINA EN EL
CONDENSADO DE REFLUJO PARA PREVENIR LA CORROSIÓN.
UN PLATO SUCIO OCASIONA QUE SE ESPUME LA AMINA EN LA TORRE Y OTROS
PROBLEMAS DE OPERACIÓN. SE DEBEN MANTENER PERFECTAMENTE LIMPIOS
LOS PLATOS PARA PROPORCIONAR UN BUEN CONTACTO VAPOR-LÍQUIDO.
LOS ESCURRIMIENTOS ENTRE LOS ELEVADORES Y LOS PLATOS Y ENTRE LAS
PAREDES Y LOS PLATOS PUEDEN CREAR PROBLEMAS; SE DEBE INSPECCIONAR
EL EQUIPO DE VEZ EN CUANDO PARA EVITARLOS.
C) RECALENTADORES.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 141
FORMATIVO OPERADOR ESPECIALISTA FCC1
LA SOLUCIÓN DE AMINA DE LA TORRE REGENERADORA ENTRA POR LA PARTE
INFERIOR DE LOS RECALENTADORES Y FLUYE HACIA ARRIBA POR FUERA DE
LOS TUBOS, LA SOLUCIÓN SE CALIENTA PARA PRODUCIR VAPORES QUE PASAN
A TRAVÉS DE LA TORRE, LIBERANDO ASÍ LOS GASES DE LA SOLUCIÓN DE
AMINA RICA QUE DESCIENDE.
EN LA REGENERACIÓN, SE SUMINISTRA CALOR AL SISTEMA POR MEDIO DE LOS
RECALENTADORES. SE DEBE TENER CUIDADO EN EVITAR TEMPERATURAS
ALTAS QUE CALIENTEN DEMASIADO LOS TUBOS, LO CUAL CAUSA LA
DESCOMPOSICIÓN DE LA AMINA. TEMPERATURAS MAYORES DE 134°C SON LAS
QUE PROVOCAN LO ANTERIOR.
LA TORRE REGENERADORA ESTA DISEÑADA PARA UNA CIERTA PRESIÓN DE
OPERACIÓN. PRESIONES MÁS ALTAS AUMENTARÁN LA TEMPERATURA DEL
FONDO.
SE CREE QUE ES MAS COMPLETA LA REGENERACIÓN; SIN EMBARGO, SE HAN
TENIDO EXPERIENCIAS DE AUMENTO DE LA CORROSIÓN EN EL
RECALENTADOR, CAMBIADORES Y TORRE REGENERADORA CUANDO SE
MANEJAN PRESIONES MUY ALTAS. POR LO TANTO, PUEDE SER NECESARIO
OPERAR CON UNA PRESIÓN MÍNIMA.
D) CAMBIADORES DE CALOR
LOS PROBLEMAS EN LOS CAMBIADORES DE CALOR DE LA SOLUCIÓN DE AMINA
SE ORIGINAN CUANDO LOS GASES ÁCIDOS SON LIBERADOS EN LOS
CAMBIADORES, POR LO QUE SE RECOMIENDA NO PRECALENTAR LA SOLUCIÓN
DE AMINA RICA ARRIBA DE 82- 88°C; A MEDIDA QUE ESTA TEMPERATURA
AUMENTA, SE LIBERAN MAS GASES ÁCIDOS DE LA SOLUCIÓN.
LA EFICIENCIA DE CADA CAMBIADOR DEBE SER CUIDADOSAMENTE VERIFICADA.
CUANDO HAY OBSTRUCCIONES SE REDUCE EL RENDIMIENTO TOTAL DE LA
OPERACIÓN DE LA SECCIÓN DE AMINA, Y SE IMPIDE QUE SE PROCESE LA
CANTIDAD DE HIDROCARBUROS REQUERIDA. LOS DATOS DE OPERACIÓN EN EL
INTERCAMBIO DE CALOR EN ESTOS EQUIPOS AYUDAN A DETERMINAR EL
GRADO DE OBSTRUCCIÓN Y DE CORROSIÓN QUE SE VAN ORIGINANDO.
CUANDO UN TUBO SUFRE UNA ROTURA, ALGUNAS VECES PUEDE SER
DETECTADO ANALIZANDO LA SOLUCIÓN. EN CAMBIADORES DE CALOR AMINA
RICA VS AMINA POBRE, LA ROTURA DE UN TUBO ES INDICADA POR UN ANÁLISIS
DE LA AMINA RICA, YA QUE ESTA SE CONTAMINA CON AMINA POBRE.
E) BOMBAS DE CIRCULACIÓN DE AMINA
ELABORO: APOLINAR PAVON DOMINGUEZPágina 142
FORMATIVO OPERADOR ESPECIALISTA FCC1
SON GENERALMENTE LOS ÚNICOS EQUIPOS CON MOVIMIENTO EN LA SECCIÓN
DE AMINA Y NECESITAN UN POCO DE CUIDADO. CUANDO UNA BOMBA NO
TRABAJA Y SU RELEVO TAMPOCO, TODA LA SECCIÓN DEBE PARARSE PORQUE
LOS HIDROCARBUROS NO SE PUEDEN TRATAR EFECTIVAMENTE SIN UN FLUJO
CONTINUO DE LA SOLUCIÓN DE AMINA EN LAS TORRES ABSORBEDORAS.
UNA CANTIDAD GRANDE DE SÓLIDOS EN SUSPENSIÓN EN LA SOLUCIÓN DE
AMINA ACELERAN EL DESGASTE DE LAS BOMBAS Y TRAE PROBLEMAS DE
MANTENIMIENTO; ESTA DIFICULTAD SE PUEDE ELIMINAR CON UNA BUENA
FILTRACIÓN.
2.- CARACTERÍSTICAS DEL PROCESO
A) REDUCCIÓN DE LA PRESIÓN DE LA SOLUCIÓN
SE PUEDE ALARGAR LA VIDA DEL EQUIPO, SELECCIONADO EL PUNTO
ADECUADO PARA REDUCIR LA PRESIÓN DE LA SOLUCIÓN DE AMINA.
LA DESORCIÓN DE GASES ÁCIDOS GENERALMENTE SE LLEVA A CABO CUANDO
SE ABATE SIGNIFICATIVAMENTE LA PRESIÓN DE LA SOLUCIÓN DE AMINA RICA.
CAUSANDO CORROSIÓN EXCESIVA DE LAS VÁLVULAS DE CONTROL Y EN LA
TUBERÍA ADYACENTE.
LA PRESIÓN DEL SEPARADOR DE HIDROCARBUROS DEBE SER MANTENIDA A
TRAVÉS DE LOS PRECALENTADORES DE AMINA RICA PARA REDUCIR LO MÁS
QUE SE PUEDA LA SEPARACIÓN INSTANTÁNEA DE LOS GASES ÁCIDOS.
ESTO TIENDE A REDUCIR LA ACCIÓN TURBULENTA DE LA SOLUCIÓN DE AMINA
RICA EN EL CAMBIADOR DE CALOR.
SE TIENE UN TANQUE DE SEPARACIÓN INSTANTÁNEA 11-F ENTRE LAS
COLUMNAS ABSORBEDORAS Y LOS PRECALENTADORES DE CARGA A LA
TORRE REGENERADORA 8-E, DESPUÉS DE QUE LA PRESIÓN HA SIDO
REDUCIDA, PARA ELIMINAR LOS HIDROCARBUROS DISUELTOS Y ALGUNA
CANTIDAD DE GASES ÁCIDOS.
LA VÁLVULA DE CONTROL DE LA LÍNEA DE AMINA RICA QUE SALE DEL
SEPARADOR DE HIDROCARBUROS DEBE ESTAR CUIDADOSAMENTE VIGILADA
POR UNA POSIBLE EROSIÓN, DADAS LAS CONDICIONES SEVERAS A LAS QUE SE
SOMETE.
B) VELOCIDADES DEL FLUIDO
ELABORO: APOLINAR PAVON DOMINGUEZPágina 143
FORMATIVO OPERADOR ESPECIALISTA FCC1
LAS AMINAS SON BUENOS INHIBIDORES DE LA CORROSIÓN Y FORMAN
EXCELENTES PELÍCULAS, AUNQUE NO MUY ADHESIVAS, EN LAS PAREDES
METÁLICAS.
LAS VELOCIDADES ALTAS DEL FLUIDO DESTRUYEN LA PELÍCULA PROTECTORA
Y AUMENTA LA CORROSIÓN. TAMBIÉN CREA VIBRACIONES PERJUDICIALES EN
LAS VÁLVULAS Y DEMÁS EQUIPO. LA MAYORÍA DE LAS SOLUCIONES DE AMINA
CONTIENEN OXIDO O SULFURO DE FIERRO.
C) OPERACIÓN CON AGUA TRATADA
DURANTE LA REGENERACIÓN SE PIERDE CONTINUAMENTE UNA PEQUEÑA
CANTIDAD DE AGUA. PARA MANTENER BAJA LA CANTIDAD DE AGUA DE
REEMPLAZO REQUERIDA POR EL PRODUCTO DE LA REGENERADORA QUE SALE
POR EL DOMO, SE ENFRÍA ESTÉ, PERMITIENDO QUE LA MAYORÍA DEL VAPOR SE
CONDENSE Y REGRESE AL SISTEMA DE LA SOLUCIÓN DE AMINA.
ALGUNAS IMPUREZAS PRESENTES EN EL AGUA USADA COMO REEMPLAZO EN
LA SOLUCIÓN, TIENDEN A CONCENTRARSE Y DEPOSITARSE FORMANDO
INCRUSTACIONES. ESTAS PARTÍCULAS INDESEABLES PUEDEN CAUSAR
CORROSIÓN Y FORMACIÓN DE ESPUMA.
POR LO TANTO, SE RECOMIENDA UTILIZAR SOLAMENTE CONDENSADO DE
VAPOR PARA MANTENER LA CONCENTRACIÓN Y EL VOLUMEN A LOS NIVELES
DESEADOS.
D) SOLUCIÓN DE CARGA
LA CONCENTRACIÓN DE LA SOLUCIÓN DE AMINA DEBE SER ENTRE EL 18 Y EL
20%. CONCENTRACIONES MAS ALTAS REQUIEREN AUMENTAR LA
TEMPERATURA DE REGENERACIÓN LO CUAL TIENDE A DEGRADAR LA AMINA O
AUMENTA LAS PERDIDAS. CUANDO SE SOBRECARGA LA PLANTA, LA TENDENCIA
ES AUMENTAR LA CIRCULACIÓN A UN NIVEL TAL QUE PUEDAN INUNDARSE LAS
TORRES ABSORBEDORAS O LA REGENERADORA Y PRODUCIRSE UNA
EXTRACCIÓN INCOMPLETA DE GASES ÁCIDOS.
3.- PROBLEMAS CON LA SOLUCIÓN DE AMINA
LOS PROBLEMAS DE OPERACIÓN Y DE CORROSIÓN GENERALMENTE
COMIENZAN CUANDO LA SOLUCIÓN SE DESCOMPONE O SE CONTAMINA.
POR LO TANTO, PARA TENER UNA VIDA LARGA, LIBRE DE PROBLEMAS EN LA
AMINA, ES NECESARIO CONOCER ESTOS PROBLEMAS Y SABER COMO
PREVENIRLOS.
A) CAUSAS DE LA DESCOMPOSICIÓN DE LA AMINA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 144
FORMATIVO OPERADOR ESPECIALISTA FCC1
1) OXIDACIÓN DE LA AMINA
EL OXIGENO ENTRA AL SISTEMA A TRAVÉS DE TANQUES DE ALMACENAMIENTO
NO CUBIERTOS O A TRAVÉS DE LOS PRENSA-ESTOPAS DE LAS BOMBAS DE LA
SOLUCIÓN DE AMINA. LAS AMINAS SE OXIDAN RÁPIDAMENTE EN PRESENCIA DE
OXIGENO Y FORMAN ÁCIDOS ORGÁNICOS CORROSIVOS, ESPECIALMENTE
CUANDO EL CO2 ESTA PRESENTE.
COMO AGENTES ANTI-OXIDANTES PUEDEN UTILIZARSE HIDRACINA, SULFATO
DE SODIO Y OTRAS SALES INORGÁNICAS SOLUBLES. UN PROBLEMA ES QUE
ESTOS REACTIVOS PUEDEN ACUMULARSE EN LOS RECALENTADORES O EN
LOS TUBOS DE LOS CAMBIADORES DE CALOR, POR LO QUE SU USO DEBE SER
CUIDADOSAMENTE CONTROLADO.
2) FORMACIÓN DE TIO-SULFATOS
CUANDO LAS SOLUCIONES ACUOSAS DE AMINA ESTÁN EN CONTACTO CON
ACIDO SULFHÍDRICO Y OXIGENO, SE FORMAN TIO-SULFATOS DE AMINA. LOS
TIO-SULFATOS SON RESISTENTES AL CALOR Y LA AMINA NO PUEDE
REGENERARSE DE MANERA NORMAL Y CONSECUENTEMENTE SE
CONCENTRARAN EN LA SOLUCIÓN.
LOS TIO-SULFATOS INACTIVAN ALGO DE AMINA, AUMENTA LA VISCOSIDAD DE
LA SOLUCIÓN Y SE VUELVE CORROSIVA LA SOLUCIÓN
PARA NEUTRALIZAR LOS TIO-SULFATOS SE PUEDE USAR SOSA CÁUSTICA O
CARBONATO DE SODIO FORMÁNDOSE UNA SAL DE SODIO Y AMINA LIBRE.
3) DESCOMPOSICIÓN TÉRMICA DE LA AMINA
LAS TEMPERATURAS EXCESIVAS O SOBRECALENTAMIENTOS LOCALIZADOS
PUEDEN DESCOMPONER LA AMINA PARA FORMAR COMPUESTOS CORROSIVOS.
NO ES UN PROBLEMA MUY COMÚN, LAS AMINAS SON GENERALMENTE
ESTABLES AL CALOR BAJO CONDICIONES NORMALES DE OPERACIÓN.
4) FORMACIÓN DE ESPUMA
LA ESPUMA PUEDE REDUCIR EL RENDIMIENTO DE LA PLANTA, AUMENTAR LAS
PERDIDAS DE AMINA, IMPIDE LA REGENERACIÓN ADECUADA Y AFECTA LA
EFICIENCIA DEL ENDULZAMIENTO.
LA SOLUCIÓN DE AMINA QUE ENTRA POR EL DOMO DE LAS ABSORBEDORAS
SERÁ ARRASTRADA POR EL GAS TRATADO CUANDO SE FORMA UNA CAPA
CONSISTENTE DE ESPUMA. TAMBIÉN ES CAUSA DE UN CONTACTO POBRE
ELABORO: APOLINAR PAVON DOMINGUEZPágina 145
FORMATIVO OPERADOR ESPECIALISTA FCC1
ENTRE EL GAS Y LA SOLUCIÓN DE AMINA, POR LO TANTO, LA ABSORCIÓN DE
GAS ACIDO DISMINUYE.
LOS PROBLEMAS QUE CAUSA LA ESPUMA SE REFLEJA CLARAMENTE POR UN
AUMENTO EN LA CAÍDA DE PRESIÓN EN LA ABSORBEDORA.
A CONTINUACIÓN SE PRESENTAN LAS CAUSAS MÁS COMUNES DE
FORMACIÓN DE ESPUMA:
a) SÓLIDOS SUSPENDIDOS FINAMENTE DIVIDIDOS
b) ÁCIDOS ORGÁNICOS EN EL HIDROCARBURO QUE SE VA A TRATAR
c) INHIBIDORES PARA CORROSIÓN
d) HIDROCARBUROS DISUELTOS EN LA AMINA
e) DEGRADACIÓN DE LA AMINA
f) GRASAS UTILIZADAS EN LA LUBRICACIÓN DE VÁLVULAS CON BASE DE
JABÓN
g) AGUA DE REPUESTO CON UN ALTO CONTENIDO DE SALES INORGÁNICAS
h) TURBULENCIA EXCESIVA Y ALTAS VELOCIDADES DE CONTACTO.
B) CAUSAS DE CONTAMINACIÓN DE LA AMINA
LA AMINA PUEDE CONTAMINARSE PRINCIPALMENTE POR LA ACUMULACIÓN DE
SÓLIDOS EN EL SISTEMA Y SÓLIDOS SUSPENDIDOS EN LA SOLUCIÓN DE AMINA.
LAS PRINCIPALES IMPUREZAS SÓLIDAS SON SULFURO DE FIERRO, OXIDO DE
FIERRO, ARENA, ESCAMAS DE LA TUBERÍA Y DE INCRUSTACIONES DE
MAGNESIO SON GENERALMENTE EL RESULTADO DEL USO DE AGUA DE
REPUESTO NO TRATADA EN LUGAR DE USAR CONDENSADO. LOS SILICATOS
EROSIONAN LOS EMPAQUES Y CAUSAN INCRUSTACIONES.
EL SULFURO DE FIERRO FINAMENTE DIVIDIDO PUEDE SER PRODUCTO DE
CORROSIÓN EN TODA LA SECCIÓN DE AMINA.
DESPUÉS DE CIERTO PERIODO DE TIEMPO ESTAS PARTÍCULAS CRECEN
LLEGANDO A SER TAN GRANDES QUE SE PRODUCEN ASENTAMIENTOS. DE
ESTA ACCIÓN, RESULTA LA FORMACIÓN DE UNA MASA NEGRA, VISCOSA Y
ABRASIVA QUE PUEDE CAUSAR EROSIÓN DE BOMBAS, VÁLVULAS, LÍNEAS Y
DEMÁS EQUIPO.
ESTOS LODOS TAMBIÉN SE DEPOSITARAN EN LOS PUNTOS BAJOS, EN LOS
PLATOS Y EMPAQUES DE LAS TORRES Y ADEMÁS CREARAN PROBLEMAS MUY
SEVEROS EN LA FORMACIÓN DE ESPUMA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 146
FORMATIVO OPERADOR ESPECIALISTA FCC1
LOS LODOS, PRODUCTO DE LA ACUMULACIÓN DE PARTÍCULAS SÓLIDAS SON
GENERALMENTE CAUSADOS POR UNA FILTRACIÓN MUY POBRE DE LA
SOLUCIÓN, POR LO TANTO, UNA BUENA FILTRACIÓN ELIMINARA LA MAYOR
PARTE DE SÓLIDOS DE LA AMINA CIRCULANTE.
TODOS LOS SÓLIDOS ARRIBA DE 1 MICRÓN DE TAMAÑO, DEBEN SER
ELIMINADOS Y EL CONTENIDO DE SÓLIDOS MÁXIMO PERMISIBLE EN LA
SOLUCIÓN DEBE SER DE 0.01% EN PESO PARA PREVENIR LOS PROBLEMAS EN
LA OPERACIÓN.
4.- CUIDADOS QUE DEBEN TENERSE CON LA SOLUCIÓN DE AMINA.
A) COMBATE DE LA ESPUMA
EL MEJOR PROCEDIMIENTO PARA EVITAR PROBLEMAS DE ESPUMAMIENTO, ES
TENER CUIDADO APROPIADO CON LA SOLUCIÓN DE AMINA. UNA BUENA MEDIDA
ES TENER UNA FILTRACIÓN ADECUADA.
EL USO DE ANTIESPUMANTES NO RESUELVE EL PROBLEMA DE FONDO, ES
ÚNICAMENTE UN CONTROL TEMPORAL HASTA NO DETERMINAR LAS CAUSAS DE
FORMACIÓN DE ESPUMA. EL ÉXITO QUE SE TENGA AL APLICAR UN
ANTIESPUMANTE DEPENDE DE CÓMO Y CUANDO SE AGREGA.
ALGUNOS SE ADICIONAN DESPUÉS DE GENERARSE LA ESPUMA, ACTÚAN COMO
BUENOS INHIBIDORES; CUANDO SE ADICIONAN ANTES DE FORMARSE LA
ESPUMA ACTÚAN COMO BUENOS ESTABILIZADORES DE LA MISMA, LO CUAL
HACE QUE EL PROBLEMA SEA MAYOR.
LA MAYORÍA DE LOS ANTIESPUMANTES ESTÁN INACTIVOS UNAS HORAS BAJO
CONDICIONES ALTAS DE TEMPERATURA Y PRESIÓN Y SU EFECTIVIDAD PUEDE
DESAPARECER POR EL CALENTAMIENTO O POR LA ACCIÓN QUÍMICA DE LA
SOLUCIÓN DE AMINA.
POR LO TANTO, LOS ANTIESPUMANTES SE DEBEN ADICIONAR DE MANERA
DOSIFICADA PARA OBTENER MEJORES RESULTADOS. EL USO DE UNA BOMBA
DE ALIMENTACIÓN DE ANTIESPUMANTE, AYUDA A DOSIFICAR EXACTAMENTE
DANDO ADEMÁS UNA MEJOR DISPERSIÓN DENTRO DE LA SOLUCIÓN DE AMINA.
LOS ANTIESPUMANTES SOLUBLES EN AGUA SON ALGUNAS VECES MÁS
EFECTIVOS. LOS ANTIESPUMANTES CON SOLUBILIDAD LIMITADA DEBEN SER
ADICIONADOS POR LA SUCCIÓN DE LA BOMBA PARA ASEGURAR UNA BUENA
DISPERSIÓN EN LA SOLUCIÓN DE AMINA.
SI EL PROBLEMA DE LA FORMACIÓN DE ESPUMA NO ES REALMENTE SERIO, SE
PUEDE AGREGAR EL ANTIESPUMANTE EN DOSIS DE 3 A 4 ONZAS CADA 4 O 6
HORAS.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 147
FORMATIVO OPERADOR ESPECIALISTA FCC1
PUEDE SER PERJUDICIAL UN EXCESO AL GRADO DE RESULTAR PEOR QUE NO
TENER ANTIESPUMANTE; LAS CANTIDADES EXCESIVAS AUMENTAN
GRANDEMENTE LA FORMACIÓN DE ESPUMA.
B) FILTRACIÓN DE LA SOLUCIÓN DE AMINA.
POR LO MENOS UN 20% DE LA SOLUCIÓN DE AMINA CIRCULANTE DEBE PASAR A
TRAVÉS DE FILTROS, A VECES ES NECESARIO QUE PASE TODO EL CAUDAL
PARA CONSERVAR UN CONTENIDO DE SÓLIDOS EN SUSPENSIÓN ABAJO DEL
NIVEL RECOMENDADO DE 0.01% EN PESO.
OTRA TÉCNICA ES FILTRAR TANTO EL FLUJO DE AMINA RICA COMO EL DE
AMINA POBRE PARA CONSERVAR LA SOLUCIÓN LIMPIA. EL FLUJO DE LA
SOLUCIÓN A TRAVÉS DEL SISTEMA DE FILTRACIÓN DEBE SER
APROXIMADAMENTE DE 1.1 A 2 GPM POR ELEMENTOS FILTRANTES. LOS
FILTROS DEBEN SER DISEÑADOS PARA OPERAR ARRIBA DE UNA PRESIÓN
DIFERENCIAL DE 20 A 25 LB/PULG2 SIN PÉRDIDA DE SELLO O DE CANALIZACIÓN
DE FLUJO. TAMBIÉN DEBEN TENER UN MANÓMETRO DE PRESIÓN DIFERENCIAL.
LOS FILTROS TIPO EMPACADOS CON ESTOPA, TIENEN UNA CAPACIDAD MUY
LIMITADA Y REQUIEREN CAMBIOS EXCESIVOS CUANDO EL CONTENIDO DE
SÓLIDOS EN SUSPENSIÓN ES ALTO, ADEMÁS DE QUE NO RETIENEN
PARTÍCULAS DE 1 A 5 MICRONES.
LOS FILTROS CON REVESTIMIENTO PREVIO COMO EL “OLIVER PRECOAT”,
SON MAS CAROS PERO TIENEN UNA CAPACIDAD MAYOR DE FORMACIÓN DE
TORTA Y PERMITEN CICLOS DE FILTRACIÓN MAS GRANDES CON BAJO COSTO
DE MANTENIMIENTO Y ELIMINAN PARTÍCULAS DE MENOR TAMAÑO EN
MICRONES. LOS FILTROS DE HOJAS O DE NÚCLEO DE ALAMBRE CON TIERRAS
DIATOMÁCEAS COMO REVESTIMIENTO ELIMINAN CON EFICACIA LAS
PARTÍCULAS SÓLIDAS DE LA SOLUCIÓN DE AMINA.
C) REDUCCIÓN DE LAS PÉRDIDAS DE AMINA
LAS PERDIDAS DE AMINA, PUEDEN ORIGINAR PROBLEMAS MUY SERIOS Y
COSTOSOS EN LA OPERACIÓN. LAS PERDIDAS PUEDEN SER POR ARRASTRE DE
LA SOLUCIÓN EN EL GAS, VAPORIZACIÓN, DEGRADACIÓN QUÍMICA DE LA AMINA
O POR FUGAS MECÁNICAS. A CONTINUACIÓN SE PRESENTAN ALGUNAS
MANERAS PARA REDUCIR ESTAS PÉRDIDAS:
1) ES ÚTIL TENER UN ENFRIAMIENTO ADECUADO DE LA AMINA POBRE ANTES
DE ENTRAR A LOS ABSORBEDORES.
2) MANTENER UN REFLUJO SUFICIENTE EN LA TORRE REGENERADORA
ELABORO: APOLINAR PAVON DOMINGUEZPágina 148
FORMATIVO OPERADOR ESPECIALISTA FCC1
PARA PREVENIR EL ARRASTRE. MANTENER UN 0.5% DE AMINA EN EL
REFLUJO.
3) LAS FUGAS MECÁNICAS DEBEN REDUCIRSE CON UN MANTENIMIENTO
ADECUADO EN EMPAQUES DE BOMBAS, VÁLVULAS Y DEMÁS EQUIPO.
4) EL CONTROL DE LA CORROSIÓN ES MUY ÚTIL. CUANDO LA CORROSIÓN ES
MUY ALTA, LAS PERDIDAS DE AMINA GENERALMENTE AUMENTAN PORQUE
EL EQUIPO REQUIERE UN CUIDADO Y MANTENIMIENTO EXCESIVOS.
5) ES NECESARIO TENER BUEN CONTROL DE LA SOLUCIÓN PARA PREVENIR
LA CONTAMINACIÓN Y LA FORMACIÓN DE ESPUMA. UNA CANTIDAD
GRANDE DE AMINA SE PUEDE PERDER INSTANTÁNEAMENTE CUANDO LA
PLANTA SE DESCONTROLA POR FORMACIÓN DE ESPUMA EN LAS
ABSORBEDORAS O EN LA TORRE REGENERADORA.
6) CONSERVAR UNA BUENA CONCENTRACIÓN DE LA SOLUCIÓN DE AMINA.
7) NO EXCEDER LA CAPACIDAD DE DISEÑO DE LOS EQUIPOS, A MENOS QUE
SEA ABSOLUTAMENTE INDISPENSABLE.
D) REDUCCIÓN DE LA CORROSIÓN
LA CORROSIÓN ES PROBABLEMENTE EL PROBLEMA DE OPERACIÓN MÁS
GRANDE EN LA SECCIÓN DE AMINA. LA CORROSIÓN SEVERA PUEDE SER
CAUSADA POR DEFICIENCIA EN LAS PRÁCTICAS DE OPERACIÓN, DISEÑO
DEFECTUOSO, CONTAMINACIÓN DE LA SOLUCIÓN Y SOBRECARGA DEL EQUIPO.
GENERALMENTE LA CORROSIÓN ES EL RESULTADO DE IMPUREZAS PRESENTES
EN LA SOLUCIÓN DE AMINA.
LOS ABASTECIMIENTOS MÁS TÍPICOS DE ESTOS CONTAMINANTES SON: LOS
PRODUCTOS DE DESCOMPOSICIÓN DE LA AMINA, PRODUCTOS DE OXIDACIÓN
DE LA AMINA Y COMPUESTOS CORROSIVOS PRESENTES EN EL GAS QUE SE VA
A TRATAR.
LAS ÁREAS MAS CRITICAS DONDE SE LOCALIZA LA CORROSIÓN SON LAS QUE
ESTÁN RELACIONADAS CON LA DESORCION DEL GAS ACIDO. LA CORROSIÓN
TAMBIÉN ES ALTA EN PUNTOS DE EXTREMA TURBULENCIA O DONDE EXISTEN
ESFUERZOS ALTOS DEL METAL.
LA MAYORÍA DE LAS FALLAS POR CORROSIÓN SON CAUSADAS POR UN ATAQUE
CONCENTRADO, CONSISTENTE GENERALMENTE EN PICADURAS, ATAQUE EN
FORMA DE ANILLO O ROMPIMIENTOS RESULTANTES DEL ESFUERZO A LA
CORROSIÓN. LOS DEPÓSITOS DE SULFURO DE FIERRO PUEDEN ACELERAR EL
ATAQUE Y EL TIPO DE PICADURAS.
EL USO REGULAR DE INSTRUMENTOS PARA PROBAR LA CORROSIÓN INDICA SI
LA SOLUCIÓN DE AMINA ES CORROSIVA PARA TOMAR MEDIDAS CORRECTIVAS
ANTES DE QUE SE PRESENTE UN PROBLEMA SERIO. EL PH DE LA SOLUCIÓN
PUEDE SER DE UTILIDAD EN EL CONTROL DE LA SOLUCIÓN. LA VELOCIDAD DE
ELABORO: APOLINAR PAVON DOMINGUEZPágina 149
FORMATIVO OPERADOR ESPECIALISTA FCC1
CORROSIÓN GENERALMENTE SE ACELERA A MEDIDA QUE BAJA EL PH. LAS
RAZONES POR LAS CUALES BAJA EL PH DEBEN SER INVESTIGADAS Y SE DEBEN
CORREGIR PARA PREVENIR LA CORROSIÓN.
A CONTINUACIÓN SE PRESENTAN ALGUNAS SUGERENCIAS PARA AYUDAR A
REDUCIR LA CORROSIÓN:
1) LIMITE INFERIOR DE CONCENTRACIÓN DE AMINA DE 15%.
2) ELIMINAR TODOS LOS SÓLIDOS DEL SISTEMA CON UNA FILTRACIÓN
EFECTIVA.
3) ELIMINAR TURBULENCIAS FUERTES EN LOS FLUJOS DE LA SOLUCIÓN
LA ELIMINACIÓN DE LAS CAUSAS DE CORROSIÓN, SIEMPRE ES DESEABLE,
AUNQUE NO SIEMPRE ES ENTERAMENTE POSIBLE. EL USO DE INHIBIDORES
REDUCE SIGNIFICATIVAMENTE LA CORROSIÓN. LA APLICACIÓN ADECUADA DE
ESTOS ES IMPORTANTE PARA OBTENER BUENOS RESULTADOS. ESTOS
PRODUCTOS DEBEN CHECARSE PARA VER SI NO SON PROMOTORES DE
FORMACIÓN DE ESPUMA, ANTES DE SER USADOS.
E) ANÁLISIS Y CONTROL DE LA SOLUCIÓN DE AMINA.
LOS ANÁLISIS DE LA SOLUCIÓN DE AMINA SON ESENCIALES PARA LA BUENA
OPERACIÓN DE LA SECCIÓN.
INFORMACIONES EXACTAS AYUDAN A LOCALIZAR LA CORROSIÓN, LAS
PERDIDAS GRANDES DE AMINA, LA FORMACIÓN DE ESPUMA, LA FALTA EN EL
ENDULZAMIENTO DE GAS, ETC.
ALGUNAS VECES LA INSPECCIÓN VISUAL DE LA SOLUCIÓN DE AMINA INDICA
ALGUNOS DE LOS PROBLEMAS QUE SE TIENEN, POR EJEMPLO:
CUANDO LA AMINA TIENE UN LIGERO OLOR AMONIACAL, SIN LLEGAR A SER EL
OLOR FUERTE DE AMONIACO. LA AMINA PROBABLEMENTE SE HA
CONTAMINADO O SE HA DEGRADADO.
LA PRESENCIA DE SULFURO DE FIERRO ES INDICADA POR UNA SUSPENSIÓN
NEGRA FINAMENTE DIVIDIDA.
UNA SOLUCIÓN ÁMBAR PUEDE CONTENER OXIDO DE FIERRO EN SUSPENSIÓN.
UNA DE COLOR VERDE O AZUL INDICA POSIBLE PRESENCIA DE COBRE O DE
NÍQUEL.
LAS AMINAS QUE HAN SIDO ALMACENADAS SIN UNA FASE GASEOSA
PROTECTORA LIBRE DE OXIGENO, MUESTRAN A MENUDO UN COLOR CAFÉ DE
OXIDACIÓN.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 150
FORMATIVO OPERADOR ESPECIALISTA FCC1
LOS HIDROCARBUROS PUEDEN DETECTARSE POR EL OLOR O POR UNA
PELÍCULA OLEOSA.
SI EL COLOR U OLOR INDICAN LA POSIBILIDAD DE UN CONTAMINANTE, SU
PRESENCIA PUEDE SER DETERMINADA POR ANÁLISIS.
LA CONCENTRACIÓN DE LA AMINA DEBE DETERMINARSE FRECUENTEMENTE.
LOS CAMBIOS DRÁSTICOS REPENTINOS INDICAN GENERALMENTE UNA
OPERACIÓN INADECUADA. LAS RAZONES PARA ESTOS CAMBIOS SE DEBEN
DETERMINAR Y CORREGIR INMEDIATAMENTE PARA MANTENER UNA
OPERACIÓN LIBRE DE PROBLEMAS.
EL CONTENIDO DE H2S Y CO2 EN LAS SOLUCIONES DE AMINA POBRE Y AMINA
RICA DEBEN DETERMINARSE CON FRECUENCIA PARA CERCIORARSE DE LA
EFICIENCIA DE LA OPERACIÓN.
• PÉRDIDAS Y DEGRADACION DE LAS AMINAS.
ESTE ES UN ASPECTO IMPORTANTE POR VARIAS RAZONES, ENTRE ELLAS: EI
SOLVENTE PERDIDO SE DEBE REEMPLAZAR Y ESTO REPRESENTA UNA FRACCION
APRECIABLE DE LOS COSTOS DE OPERACION. EI SOLVENTE DEGRADADO REDUCE LA
CANTIDAD DE SOLVENTE ACTIVO, ACELERA LA CORROSION Y CONTRIBUYE A LA
FORMACION DE ESPUMAS. LAS PERDIDAS DE SOLVENTE SE PUEDEN REDUCIR
USANDO "RECUPERADORES" Y FILTROS, INSTALANDO DESPOJADORES A LA SALIDA
DE CONTACTORA Y EL REGENERADOR, TENIENDO ALMACENAMIENTO DEL SOLVENTE
Y DISPERSANDO ADECUADAMENTE LOS SISTEMAS INTERCAMBIADORES DE CALOR
PARA REDUCIR EL FLUJO DE CALOR.
• FORMACION DE ESPUMAS.
LAS ESPUMAS PUEDEN REDUCIR LA CALIDAD DEL GAS DE SALIDA PORQUE REDUCEN
EL CONTACTO GAS -LIQUIDO Y OCASIONAN UN ARRASTRE EXCESIVO DE AMINAS.
ALGUNAS VECES SE HACE NECESARIO EL USO DE INHIBIDORES DE ESPUMAS Y ES
NECESARIO TRABAJO EN EL LABORATORIO PARA DETERMINAR EL TIPO DE
INHIBIDOR Y LA CANTIDAD DEL MISMO. ALGUNAS VECES UNA PEQUEÑA CANTIDAD DE
INHIBIDOR PUEDE RESOLVER EL PROBLEMA, PERO UNA CANTIDAD MAYOR DEL
MISMO 10 PUEDE REINICIAR. CUANDO SE OBSERVA UNA CAIDA DE PRESION ALTA EN
LA CONTACTORA SE DEBE REALIZAR UNA INSPECCION DEL ANTIESPUMANTE.
LA FORMACION DE ESPUMAS SE DEBE INTENTAR CONTROLAR CON EL USO DEL
"RECUPERADORES" Y FILTRACION, EL USO DE INHIBIDORES SERA UN ULTIMO
RECURSO PUES ELLOS SOLO CONTROLAN EL PROBLEMA NO L0 RESUELVEN. UNA
ELABORO: APOLINAR PAVON DOMINGUEZPágina 151
FORMATIVO OPERADOR ESPECIALISTA FCC1
CAUSA DE FORMACION DE ESPUMAS QUE A MENUDO NO SE TIENE EN CUENTA ES LA
CONDENSACION DE HIDROCARBUROS EN LA CONTACTORA, ESTO SE PUEDE
CONTROLAR MANTENIENDO LA TEMPERATURA DE LA SOLUCION POBRE (LA QUE
ESTA ENTRANDO A LA CONTACTORA) A UNA TEMPERATURA 10 0 15°F POR ENCIMA
DE LA TEMPERATURA DEL GAS DE ENTRADA Y PARA GASES MUY AGRIOS SE PUEDEN
REQUERIR DIFERENCIAS AL UN MAYORES.
• OPERACION DEL REGENERADOR
TEMPERATURAS ALTAS DE REGENERACION MEJORAN LA CAPACIDAD DE REMOCION
DE GASES ACIDOS PERO TAM BIEN AUMENTAN LAS POSIBILIDADES DE CORROSION Y
DE DEGRADACION DEL SOLVENTE. LAS SOLUCIONES DE AMINA POBRE DEBEN SALIR
DEL REGENERADOR A TEMPERATURAS NO MAYORES DE 126°C
FILTRO DE CARBON ACTIVADO: SU FUNCIÓN ES LA DE REMOVER DE LA SOLUCIÓN
DE AMINA PARA ABSORBER HCS RESIDUALES Y PARTÍCULAS EN SOLUCIÓN COMO:
FIERRO (FE) QUE VIENEN EN LA CORRIENTE DEL LPG Y GAS SECO.
EL CARBÓN ACTIVO SE COMPONE EN UN 75-80% DE CARBONO
ELABORO: APOLINAR PAVON DOMINGUEZPágina 152
FORMATIVO OPERADOR ESPECIALISTA FCC1
LOS LECHOS DE CARBÓN ACTIVO SE INSTALAN EN COLUMNAS DE FILTRADO, CON O
SIN PRESIÓN, SIENDO LA FUNCIÓN DESARROLLADA POR ÉSTE LA DE FILTRADO
FINAL, EN COMBINACIÓN CON FILTROS DE ARENAS, ACTUANDO COMO ADSORBENTE
O, INDIVIDUALMENTE, ACTUANDO COMO FILTRO MECÁNICO Y ADSORBENTE.
LA ADSORCIÓN CON CARBÓN ACTIVO CONSISTE EN RETIRAR DEL AGUA LAS
SUSTANCIAS SOLUBLES MEDIANTE EL FILTRADO A TRAVÉS DE UN LECHO DE ESTE
MATERIAL,
LA VIDA ÚTIL DEPENDE DEL CONTENIDO DE CONTAMINANTES QUE CONTENGA LA
AMINA.
BENEFICIOS DE TENER FILTROS DE CARBON ACTIVADO
LOS FILTROS ESTÁN COLOCADOS AL REGRESAR LA CORRIENTE DE AMINA POBRE DE
LA 8-E Y SE TRATRA UN 10% DEL TOTAL DE LOS FLUJOS DE FIC-76 Y FIC-77.
LA FILTRACIÓN DE CARBÓN ACTIVADO DEBE SER COLOCADA EN LA LÍNEA DE AMINA
POBRE YA QUE SI SE INSTALA EN EL LADO DE LA AMINA RICA EL H2S Y CO2
CONTENIDO EN ESTA, PUEDE DESPRENDERSE.
“OBJETIVO DE LA FILTRACION POR CARBON”
LA FUNCIÓN DEL CARBÓN ES TRATAR UNA CORRIENTE ALTERNA DEL TOTAL DE LA
SOLUCIÓN DE AMINA Y POR FILTRACIÓN Y ABSORCIÓN LIMPIARLA.
FALLA DE 18-J/JA
CONSECUENCIAS
*EL LPG Y EL GAS SECO SALEN AMARGOS DEL TRATAMIENTO CON DEA
*SUBE EL NIVEL DE LA 8-E
ELABORO: APOLINAR PAVON DOMINGUEZPágina 153
FORMATIVO OPERADOR ESPECIALISTA FCC1
*SE QUEDA SIN CARGA LA 8-E Y DEJA DE PRODUCIR GAS ACIDO
MOVIMIENTOS
*TRATAR DE METER A OPERAR ALGUNA DE LAS BOMBAS, SI ESTO NO ES POSIBLE
1.-SACAR DE OPERACIÓN EL SISTEMA DE LPG
A) BLOQUEAR PV-17ª Y CONTROLAR LA PRESIÓN DE LA 5-E CON PV-17B
B) BLOQUEAR PV-18
C) PARAR 16J/JA Y BLOQUEAR FV-69
D) DEJAR A REFLUJO TOTAL LA 6-E
E) DEJAR RECIRCULANDO LA 16-E
2.-BAJAR CARGA A LA PLANTA
3.-SUSPENDER RECIBO DE CORRIENTES PARASITAS
4.-CERRAR FIC-81
5-ALINEAR GAS ACIDO HACIA DESFOGUE Y BLOQUEAR A PLANTAS DE AZUFRE
FALLA DE 19J/JA
CONSECUENCIAS
*SUBE EL NIVEL DEL 8-F
*BAJA EL NIVEL DE LA 8-E
*EL GAS ACIDO PUEDE ARRASTRAR AGUA HACIA LAS PLANTAS DE AZUFRE.
MOVIMIENTOS
*TRATAR DE METER A OPERAR ALGUNA DE LAS BOMBAS,
SI ESTO NO ES POSIBLE:
1.-DRENAR EL 8-F POR LA LINEA QUE VA DE LA MAMPARA HACIA EL 29-F
PARA CONTROLAR EL NIVEL.
2.-REPONER AGUA AL SISTEMA ATRAVES DE LA LÍNEA DE CEBADO DE,
LAS 19-JS AJUSTANDO A UN FLUJO IGUAL AL QUE SE TRAÍA ANTES DE
LA FALLA EN EL FR-80 A FIN DE MANTENER EL NIVEL.
NOTA: DEBE BLOQUEARSE LA SUCCIÓN DE LAS 19J/JA PARA QUE EL
AGUA NO SE VAYA HACIA LA FOSA 10-F.
3.-CONTROLAR LA TEMPERATURA DEL TI-72 EN 100 °C APROX.
SECCIÓN DE TRATAMIENTO MEROX
ELABORO: APOLINAR PAVON DOMINGUEZPágina 154
FORMATIVO OPERADOR ESPECIALISTA FCC1
1. EXTRACCIÓN DE MERCAPTANOS AL LPG.
A) FLUJO DE PROPANO-BUTANO LPG
LA CORRIENTE DE PROPANO-BUTANO QUE SALE POR LA PARTE SUPERIOR DEL
SEPARADOR DE AMINA-LPG 7-F EN LA SECCIÓN DE AMINA LLEVA UNA CIERTA
CANTIDAD DE MERCAPTANOS QUE SON COMPUESTOS DE AZUFRE DE LA
FÓRMULA GENERAL R-S-H LOS CUALES VAN A SERLE REMOVIDOS EN EL
SISTEMA MEROX QUE AQUÍ SE DESCRIBE.
PARA ESTO, PRIMERO SE HACE PASAR LA CORRIENTE DE LPG A TRAVÉS DEL
PRELAVADOR CÁUSTICO 12-E EN DONDE SE MANTIENE UN NIVEL DE SOSA
CÁUSTICA EN SOLUCIÓN ACUOSA, CON LA FINALIDAD DE ASEGURAR LA
COMPLETA ELIMINACIÓN DE H2S.
SALE EL LPG POR ARRIBA DEL 12-E Y ENTRA POR LA PARTE INFERIOR AL
EXTRACTOR DE MERCAPTANOS 13-E, DONDE SE ENCUENTRA A
CONTRACORRIENTE CON UNA SOLUCIÓN DE SOSA CÁUSTICA CON UNA
CONCENTRACIÓN AL14% APROXIMADAMENTE QUE VA A REACCIONAR CON LOS
MERCAPTANOS FORMANDO MERCAPTUROS DE SODIO DEJANDO DE ESTA
FORMA AL LPG MÁS O MENOS LIBRE DE MERCAPTANOS.
EL LPG LIBRE DE MERCAPTANOS SALE POR LA PARTE SUPERIOR DE 13-E Y SE
VA HACÍA EL 14-E ENTRANDO POR ABAJO Y EN DONDE SE VA A LAVAR CON
ELABORO: APOLINAR PAVON DOMINGUEZPágina 155
FORMATIVO OPERADOR ESPECIALISTA FCC1
AGUA PARA ELIMINAR CUALQUIER ARRASTRE DE SOSA. UNA PARTE DEL LPG
QUE SALE DEL 13-E SE RECIRCULA HACIA LA ENTRADA CON LA BOMBA 52-J
CONTROLADO POR FIC-209.
DE LA PARTE SUPERIOR DE 14-E SALE EL LPG "LAVADO" Y SE ENVÍA HACIA EL
TANQUE DE BALANCE DE CARGA A LA DEPROPANIZADORA 13-F A CONTROL DE
PRESIÓN MEDIANTE PIC-18.
B) REGENERACIÓN DE LA SOSA
LA SOLUCIÓN DE SOSA RICA EN MERCAPTANOS QUE SALE POR EL FONDO DE
13-E SE CALIENTA EN EL CALENTADOR 50-C CON VAPOR DE BAJA PRESIÓN
HASTA UNOS 50°C Y SE MANDA A REGENERAR EN EL OXIDADOR 15-E, PASANDO
POR LA LV-231 QUE CONTROLA EL NIVEL DEL "CUELLO" DEL 46-F.
SE INYECTA AIRE PARA PROPORCIONAR LA CANTIDAD NECESARIA DE OXÍGENO
PARA LA REGENERACIÓN A TRAVÉS DE LA VÁLVULA FV-217.ESTE AIRE ES
PROPORCIONADO POR LOS COMPRESORES RECIPROCANTES 44-J/JA Y SE
ACUMULA EN EL RECIPIENTE 37-F.
PARA DISOLVER LOS DISULFUROS QUE SE FORMAN DURANTE LA
REGENERACIÓN DE LA SOSA, EXISTE UNA INYECCIÓN DE GASOLINA DULCE
PROVENIENTE DE LA SALIDA DE GASOLINA DEL REACTOR MEROX 11-E A
TRAVÉS DE LA VÁLVULA FV-218. ESTA GASOLINA SE INCORPORA A LA SOSA
RICA EN MERCAPTUROS ANTES DE ENTRAR AL 15-E Y VA A AYUDAR A HACER LA
SEPARACIÓN DE LA SOSA REGENERADA DE LOS DISULFUROS.
POR LA PARTE SUPERIOR DE 15-E SALE UNA CORRIENTE DE SOSA CON
GASOLINA+DISULFUROS Y SE VAN A SEPARAR EN EL 46-F CONTROLADOS POR
MIC-223.
LA GASOLINA CON DISULFUROS DEL 46-F ES SUCCIONADA CON LAS BOMBAS
51-J/JA A CONTROL DE NIVEL DE LA PARTE INFERIOR DEL 46-F CON LV-228 Y SE
ENVÍA A LA SALIDA DE GASOLINA DULCE DEL 11-E ANTES DE LA PV-109.
LA SOSA REGENERADA SALE POR EL FONDO DEL 46-F Y SE SUCCIONA CON LAS
BOMBAS 49-J/JA, MISMAS QUE LA DESCARGAN HACIA EL EXTRACTOR DE
MERCAPTANOS 13-E CONTROLADA MEDIANTE FV-210 PARA QUE VUELVA A
CUMPLIR CON SU COMETIDO.
NOTA.-LA INYECION DE SOSA REGENERADA POR MEDIO DE FIC-210 AL DOMO DE
LA TORRE 13-E DEBE SER DE 2% DE LA CORRIENTE DE LPG (FIC-208) QUE PASA
POR DICHA TORRE
ELABORO: APOLINAR PAVON DOMINGUEZPágina 156
FORMATIVO OPERADOR ESPECIALISTA FCC1
FIC-210 PORCENTAJE DE SOSA DE 2% EN VOLUMEN CON RESPECTO AL FLUJO
DE CARGA DE LPG (FIC-208)
FR-208 X .02 / 24 X 159 / 60 =
LOGICO.4 ACTUA
LA REGENERACIÓN DE LA SOSA SE LLEVA A CABO CON EL OXÍGENO DEL AIRE Y
EN PRESENCIA DE UN CATALIZADOR QUE ESTÁ DISPERSO EN LA CIRCULACIÓN
DE SOSA. PARA ADICIONES DE CATALIZADOR SE PREPARA UNA SOLUCIÓN DE
CATALIZADOR CON SOSA Y CONDENSADO EN EL RECIPIENTE 45-F Y
PRESIONANDO EL RECIPIENTE CON AIRE SE HACE FLUIR HACIA LA ENTRADA DE
SOSA RICA EN MERCAPTUROS ANTES DEL 50-C.
EL EXCESO DE AIRE Y OTROS VAPORES, SALEN POR LA PARTE SUPERIOR DEL
"CUELLO" DE 46-F Y A CONTROL DE PRESIÓN CON LA PV-230. HACIA EL TANQUE
DE VENTEO 47-F DE DONDE SALEN HACIA LA ATMÓSFERA.
2. ENDULZAMIENTO MEROX DE GASOLINA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 157
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL ENDULZAMIENTO DE LA GASOLINA SE LLEVA A CABO EN EL REACTOR DE
CAMA SÓLIDA 11-E.
EL REACTOR MEROX ESTÁ EMPACADO CON CARBÓN ACTIVADO Y TIENE
IMPREGNADO EL CATALIZADOR (MEROX 1) QUE CONSISTE PRINCIPALMENTE EN
QUELATOS DE FIERRO Y SE SATURA CON SOLUCIÓN DE SOSA CÁUSTICA.
LA GASOLINA AMARGA QUE LLEGA POR LA FV-103 SE MEZCLA CON AIRE Y SOSA
EN EL MEZCLADOR 22-L Y ENTRAN AL REACTOR MEROX 11-E.
LA SOSA CÁUSTICA SE INTRODUCE CON AYUDA DE LAS BOMBAS 46-J/JA.
EL AIRE ES SUMINISTRADO POR LOS COMPRESORES 44-J/JA Y SE ALIMENTA A
TRAVÉS DE LA VÁLVULA FV-102 QUE ACTÚA DE ACUERDO AL RELACIONADOR
RS-102 PARA CONTROLAR ÚNICAMENTE LA CANTIDAD DE AIRE NECESARIA
PARA LA REACCIÓN.
LA GASOLINA DULCE CON (MAX. 40 PPM DE RSH) SALE A CONTROL DE PRESIÓN
DEL REACTOR MEDIANTE PC-109.
LA SOSA SALE POR EL FONDO ATRAVEZ DE LV-107.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 158
FORMATIVO OPERADOR ESPECIALISTA FCC1
SECCIÓN DE TRATAMIENTO MEROX
1. EXTRACCIÓN DE MERCAPTANOS AL LPG Y REGENERACIÓN DE LA SOLUCIÓN
CÁUSTICA MEROX.
MEDIANTE EL TRATAMIENTO MEROX A LA CORRIENTE DE PROPANO-BUTANO
PROCEDENTE DE LA SECCIÓN DE AMINA SE LE VAN A EXTRAER LOS
COMPUESTOS MERCAPTÁNICOS.
LOS MERCAPTANOS (RSH), POR LO MENOS AQUELLOS DE PESO MOLECULAR
BAJO, SON SOLUBLES EN SOLUCIÓN DE SOSA CÁUSTICA (NAOH).
LOS MERCAPTANOS ENTRAN EN LA SOSA Y SE COMBINAN QUÍMICAMENTE DE
ACUERDO A LA SIGUIENTE REACCIÓN:
(1)
ESTA ES UNA REACCIÓN REVERSIBLE. EL EQUILIBRIO DE LA REACCIÓN SE
AFECTA DE ACUERDO A LA LEY DE ACCIÓN DE MASAS Y SE FAVORECE EN EL
SENTIDO HACIA LA DERECHA CON:
a) BAJA TEMPERATURA
b) ALTA CONCENTRACIÓN DE LA SOLUCIÓN DE SOSA CÁUSTICA
c) PESO MOLECULAR BAJO DEL MERCAPTANO
UNA VEZ QUE LOS MERCAPTANOS ESTÁN EN LA SOLUCIÓN CÁUSTICA, SE
OXIDAN FÁCILMENTE A DISULFUROS EN PRESENCIA DE UN CATALIZADOR
(MEROX 2 O IMP-0M-01). LA REACCIÓN QUE SE VERIFICA ENTONCES ES:
(2)
LOS DISULFUROS FORMADOS SON INSOLUBLES
(QUE NO PUEDE DISOLVERSE NI DILUIRSE):
EN LA SOLUCIÓN CÁUSTICA Y SE SEPARAN DE ELLA CON AYUDA DE UNA
CORRIENTE DE GASOLINA QUE LOS DISUELVE, DE MANERA QUE LA SOLUCIÓN
CÁUSTICA PUEDE USARSE NUEVAMENTE PARA EXTRAER MERCAPTANOS.
ESTA REACCIÓN DE OXIDACIÓN NO ES REVERSIBLE Y SE VE FAVORECIDA POR:
ELABORO: APOLINAR PAVON DOMINGUEZPágina 159
FORMATIVO OPERADOR ESPECIALISTA FCC1
a) ELEVACIÓN DE TEMPERATURA
b) INCREMENTO DE LA CANTIDAD DE AIRE
c) INCREMENTANDO LA RELACIÓN DE MEZCLA DE CONTACTO INTIMO
d) INCREMENTANDO LA CONCENTRACIÓN DE CATALIZADOR
EL CATALIZADOR UTILIZADO NO AFECTA LA CANTIDAD DE MERCAPTANOS
EXTRAÍDOS; ESTO ES, SOLO INTERVIENE EN LA REACCIÓN DE OXIDACIÓN
AUNQUE TAMBIÉN ESTÉ PRESENTE EN LA SOLUCIÓN CÁUSTICA QUE EXTRAE
LOS MERCAPTANOS.
LA REACCIÓN (1) CORRESPONDE A LA EXTRACCIÓN DE MERCAPTANOS QUE SE
LLEVA A CABO EN EL EXTRACTOR DE MERCAPTANOS 13-E.
LA REACCIÓN (2) DE OXIDACIÓN DE LOS MERCAPTUROS A DISULFUROS SE
VERIFICA EN EL OXIDADOR 15-E Y TAMBIÉN SE CONOCE COMO REACCIÓN DE
REGENERACIÓN DE LA SOSA CÁUSTICA, DADO QUE SIRVE PARA ESTE FIN.
LA CORRIENTE DE PROPANO-BUTANO A LA QUE SE LE VAN A EXTRAER LOS
MERCAPTANOS SE MEZCLA ÍNTIMAMENTE CON LA SOLUCIÓN CÁUSTICA EN EL
EXTRACTOR 13-E EN FLUJO A CONTRACORRIENTE.
DURANTE LA MEZCLA ÍNTIMA, LOS MERCAPTANOS SE TRANSFIEREN DEL LPG A
LA SOLUCIÓN CÁUSTICA. EN UN CASO TEÓRICO PERFECTO DE CONTACTO SE
ALCANZARÍA EL EQUILIBRIO COMO SE SIMBOLIZA EN LA REACCIÓN (1). EN
CONDICIONES DE EQUILIBRIO DINÁMICO NO HAY MÁS TRANSFERENCIA NETA
DE MERCAPTANOS DEL HIDROCARBURO A LA SOLUCIÓN CÁUSTICA; ESTO ES,
LA RELACIÓN DE TRANSFERENCIA DE MERCAPTANOS DEL HIDROCARBURO A LA
SOLUCIÓN CÁUSTICA ES IGUAL A LA RELACIÓN DE TRANSFERENCIA DE
MERCAPTANOS DE LA SOLUCIÓN CÁUSTICA AL HIDROCARBURO.
EN CUALQUIER ETAPA DE CONTACTO REAL, EL EQUILIBRIO REAL O COMPLETO
NO SE ALCANZA. ENTRE MAS SE ACERQUE AL VERDADERO EQUILIBRIO MÁS
EFECTIVA SERÁ LA ETAPA DE CONTACTO.
DEL FONDO DEL EXTRACTOR 13-E, LA SOLUCIÓN CÁUSTICA USADA
CONTENIENDO CATALIZADOR Y RICA EN MERCAPTUROS DE SODIO PASAN AL
OXIDADOR 15-E.
EN EL OXIDADOR 15-E SE LLEVA A CABO LA REACCIÓN (2) CON OXIGENO QUE
SE INYECTA CON LOS COMPRESORES 44-J. UN PEQUEÑO CALENTADOR (50-C)
SE TIENE PARA ELEVAR LA TEMPERATURA DE LA CORRIENTE.
EL OXIDADOR SE DEBERÁ CORRER A LA TEMPERATURA MAS BAJA POSIBLE
MIENTRAS TODAVÍA SE CONSERVE UN BUEN GRADO DE REGENERACIÓN.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 160
FORMATIVO OPERADOR ESPECIALISTA FCC1
EN EL OXIDADOR 15-E LOS MERCAPTANOS SE CONVIERTEN A DISULFUROS Y LA
MEZCLA DE EXCESO DE AIRE, SOLUCIÓN CÁUSTICA REGENERADA Y
DISULFUROS DISUELTOS EN GASOLINA PASAN AL SEPARADOR DE DISULFUROS
46-F.
DE ESTE RECIPIENTE EL EXCESO DE AIRE QUE TENDRÁ SOLO UNA
CONCENTRACIÓN BAJA DE OXIGENO SE DEJARA ESCAPAR A LA ATMÓSFERA Y
LOS DISULFUROS DISUELTOS EN GASOLINA SE SEPARAN DE LA SOLUCIÓN
CÁUSTICA POR DECANTACIÓN.
LA SOLUCIÓN REGENERADA AHORA SUSTANCIALMENTE LIBRE DE TODOS LOS
DISULFUROS, SE RECIRCULA JUNTO CON LA QUE SALE POR EL FONDO DEL
OXIDADOR AL EXTRACTOR DE MERCAPTANOS.
A) CONTROL DE LA EXTRACCIÓN DE MERCAPTANOS Y DE LA REGENERACIÓN
DE LA SOLUCIÓN CÁUSTICA.
A) EXTRACTOR
1) SE DEBE MANTENER SUFICIENTE CONTRAPRESIÓN EN EL
EXTRACTOR PARA:
EVITAR LA VAPORIZACIÓN QUE CAUSE ARRASTRE DE SOLUCIÓN
CÁUSTICA.
AYUDAR A QUE LA SOLUCIÓN CÁUSTICA FLUYA A TRAVÉS DEL
OXIDADOR HASTA EL SEPARADOR DE DISULFUROS.
2) INCREMENTANDO EL FLUJO DE SOLUCIÓN SE INCREMENTARÁ LA
CANTIDAD DE MERCAPTANOS EXTRAÍDOS, SIEMPRE QUE ESE
INCREMENTO NO CONDUZCA A UN TIEMPO DE CONTACTO TAN
CORTO EN EL OXIDADOR QUE RESULTE UNA MALA REGENERACIÓN
UNA BUENA REGENERACIÓN DE LA SOLUCIÓN CÁUSTICA, DARÁ UNA
BUENA EXTRACCIÓN.
2) INCREMENTANDO LA GRAVEDAD DE LA SOLUCIÓN CÁUSTICA A
CERCA DE 20 A 25° BÉ SE PUEDE MEJORAR LA EXTRACCIÓN.
LA SOLUCIÓN CÁUSTICA EVENTUALMENTE SE GASTARA CON LOS
ÁCIDOS DÉBILES COMO EL BIÓXIDO DE CARBONO (RECOGIDO DEL
AIRE DE REGENERACIÓN), ÁCIDOS NAFTÉNICOS, ÁCIDOS
ALIFÁTICOS Y OTROS ÁCIDOS DÉBILES, SI SE ENCUENTRAN
PRESENTES EN LA CORRIENTE DE CARGA.
AL DISMINUIR LA ALCALINIDAD DE LA SOLUCIÓN CÁUSTICA, SU
CAPACIDAD PARA EXTRAER MERCAPTANOS DISMINUYE. ENTONCES
SERÁ NECESARIO REMOVER UNA PARTE DE LA SOLUCIÓN DE VEZ
EN CUANDO Y REPONERLA CON LA SOLUCIÓN FRESCA PARA
RESTAURAR SU ALCALINIDAD.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 161
FORMATIVO OPERADOR ESPECIALISTA FCC1
3) LA CARGA AL EXTRACTOR DEBERÁ ESTAR LIBRE DE AIRE.
CUALQUIER CANTIDAD DE OXIGENO PRESENTE CAUSA LA
CONVERSIÓN DE MERCAPTANOS A DISULFUROS QUE ENTONCES SE
VOLVERÁN A DISOLVER EN LOS HIDROCARBUROS, FRUSTRANDO EL
PROPÓSITO DEL EXTRACTOR DE REMOVER EL AZUFRE.
4) LA CARGA DEBE ESTAR SUSTANCIALMENTE LIBRE DE ACIDO
SULFHÍDRICO. EL SULFURO DE SODIO QUE RESULTA DEL ACIDO
SULFHÍDRICO QUE REACCIONA CON LA SOSA SE OXIDARA A
TIOSULFATO DE SODIO DURANTE LA REGENERACIÓN DE LA
SOLUCIÓN CÁUSTICA. SIN EMBARGO, LA PRESENCIA DE SULFURO
PARECE QUE SUPRIME LA OXIDACIÓN DEL MERCAPTANO, AUNQUE
SE OXIDA EN UNA RELACIÓN MAS LENTA QUE ÉSTE.
5)
NO RESULTA NINGÚN DAÑO PERMANENTE SI EL SULFURO SE METE
A LA SOLUCIÓN CÁUSTICA, DE MODO QUE SI NORMALMENTE NO HAY
ACIDO SULFHÍDRICO EN LA CARGA NO SE TIENEN QUE TOMAR
PRECAUCIONES COMPLICADAS PARA EVITAR SU PRESENCIA
ACCIDENTAL. SI NORMALMENTE HAY MAS QUE TRAZAS DE ACIDO
SULFHÍDRICO, SE DEBERÁ REMOVER POR UN LAVADO PREVIO CON
SOSA.
BAJANDO LA TEMPERATURA DE LA CARGA DE HIDROCARBUROS Y
DE LA SOLUCIÓN CÁUSTICA REGENERADA SE MEJORARA LA
EXTRACCIÓN DE MERCAPTANOS.
a) OXIDADOR
COMO SE SEÑALO ANTERIORMENTE, LA REGENERACIÓN SE VERA
MEJORADA:
1.- INCREMENTANDO LA TEMPERATURA.
2.- INCREMENTANDO LA CONCENTRACIÓN DE CATALIZADOR.
TAMBIÉN ES NECESARIO TENER POR LO MENOS UN LIGERO EXCESO DE
OXIGENO PRESENTE, PORQUE DE OTRA MANERA LA REACCIÓN PROCEDERÁ
ÚNICAMENTE HASTA EL GRADO EN QUE HAYA OXIGENO DISPONIBLE.
NORMALMENTE LA TEMPERATURA DE LA SOLUCIÓN CÁUSTICA AL ENTRAR AL
OXIDADOR NO NECESITA EXCEDER DE 49°C, PERO PUEDE SER NECESARIO IR
HASTA 54°C Y AUN HASTA 60°C.
MUY RARAS VECES SE NECESITARAN TEMPERATURAS ARRIBA DE 60°C A
MENOS QUE EL OXIDADOR SEA DE TAMAÑO MUY INFERIOR PARA LA CANTIDAD
DE SOLUCIÓN CÁUSTICA QUE SE VA A OXIDAR. LA TEMPERATURA DEBE
CONSERVARSE SIEMPRE LO MAS BAJA POSIBLE.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 162
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL CATALIZADOR DISPERSABLE EN SOLUCIÓN CÁUSTICA CUANDO SE EMBARCA
ES UN POLVO SECO. SE PONE EN SOLUCIÓN EN LA SOSA CIRCULANTE COMO
UNA SOLUCIÓN MICHELLE (AGREGADOS MOLECULARES QUE PARECEN ESTAR
EN SOLUCIÓN VERDADERA PERO QUE SE ASIENTAN DESPUÉS DE UN PERIODO
PROLONGADO DE TIEMPO. EL CATALIZADOR ASENTADO PUEDE VOLVERSE A
SUSPENDER PARA FORMAR UNA “SOLUCIÓN” CON UN MEZCLADO LEVE).
a) SEPARADOR DE DISULFUROS
EL SEPARADOR DE DISULFUROS (46-F) SEPARA TANTO LOS DISULFUROS
FORMADOS DURANTE LA REGENERACIÓN DE LA SOSA COMO EL EXCESO DE
AIRE DE REGENERACIÓN DE LA SOLUCIÓN CÁUSTICA. ES ÚNICAMENTE EN EL
SEPARADOR DE DISULFUROS DONDE EXISTE ALGUNA POSIBILIDAD DE
COMBUSTIÓN INTERIOR DESTRUCTIVA. ESTA ES LA RAZÓN DE CIERTAS
CARACTERÍSTICAS DEL DISEÑO DEL SEPARADOR.
ES IMPORTANTE EVITAR ESPACIOS RELATIVAMENTE GRANDES LLENOS DE GAS,
SE TIENE UN DOMO (OLLA DE DESNATAR) PARA ACUMULAR EL GAS SEPARADO.
EL GAS SE DEJA ESCAPAR DE LA PARTE SUPERIOR DEL DOMO A CONTROL DE
PRESIÓN.
SE TIENE UN CONTROL DE NIVEL EN LA SUPERFICIE DE CONTACTO DEL AIRE-
LIQUIDO EN LA OLLA DE DESNATAR. ESTE NIVEL CONTROLA LA ALIMENTACIÓN
DE SOLUCIÓN CÁUSTICA GASTADA AL OXIDADOR. ES NECESARIO UN BUEN
CONTROL DE ESTE NIVEL PARA EVITAR QUE SE ARRASTRE LÍQUIDO CON EL
EXCESO DE AIRE.
EL AIRE SE DEJA ESCAPAR DE LA OLLA DE DESNATAR Y TIENE UN OLOR
DESAGRADABLE DEBIDO A LA PRESENCIA DE TRAZAS DE VAPORES
DISULFUROS. TAMBIÉN PUEDE HABER UNA PEQUEÑA CANTIDAD DE VAPORES
DE MERCAPTANOS QUE NO REACCIONARON Y TRAZAS DE HIDROCARBUROS.
B) LOCALIZACIÓN DE FALLAS
a) REGENERACIÓN
SI LA REGENERACIÓN NO SE LLEVA A CABO PUEDE DEBERSE A:
1) FALTA DE AIRE: VERIFIQUE EL AIRE QUE SE DEJA ESCAPAR PARA
VER SI TIENE OXIGENO MEDIANTE UN ANÁLISIS ORSAT.
2) LA TEMPERATURA ES MUY BAJA PARA LA CARGA DE MERCAPTANOS
3) LA CONCENTRACIÓN DE CATALIZADOR ES MUY BAJA.
4) PRESENCIA DE SULFUROS DE SODIO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 163
FORMATIVO OPERADOR ESPECIALISTA FCC1
DESPUÉS DE ASEGURARSE DE QUE HAY PRESENTE SUFICIENTE AIRE,
AGREGUE CATALIZADOR EN INCREMENTOS EQUIVALENTES A 10 PPM, BASADOS
EN LA EXISTENCIA TOTAL DE SOLUCIÓN CÁUSTICA.
EL CATALIZADOR DEBERÁ AGREGARSE EN VARIAS DOSIS PEQUEÑAS PARA QUE
SE PUEDA DISTRIBUIR UNIFORMEMENTE EN LA SOLUCIÓN CÁUSTICA.
COMO SE ESTABLECIÓ ANTERIORMENTE, LOS SULFUROS DE SODIO PUEDEN
IMPEDIR SERIAMENTE LA REGENERACIÓN DE LA SOSA DEBIDO A LA OXIDACIÓN
DEL IÓN SULFURO CON PREFERENCIA AL IÓN MERCAPTANO. SI SE
ENCUENTRAN DIFICULTADES DE ESTE TIPO, SE DEBE ELIMINAR EL ACIDO
SULFHÍDRICO QUE LLEGA CON EL LPG TOTALMENTE. CUANDO TODO EL
SULFURO SE HAYA OXIDADO, EL CATALIZADOR EMPEZARA OTRA VEZ A OXIDAR
EL MERCAPTANO. SUBIENDO LA CONCENTRACIÓN DEL CATALIZADOR, LA
TEMPERATURA DE LA SOLUCIÓN CÁUSTICA Y LA CANTIDAD DE AIRE SE PUEDE
ACELERAR LA ELIMINACIÓN DE LA INTERFERENCIA DEL SULFURO.
B) EXTRACCIÓN
LA EFICIENCIA DE LA EXTRACCIÓN BAJARA POR:
1) MALA REGENERACIÓN DE LA SOSA.
2) ACEITES ÁCIDOS: HASTA CIERTO PUNTO LA PRESENCIA DE ACEITES
ÁCIDOS MEJORA LA EXTRACCIÓN. CUANDO SU PRESENCIA
INTERFIERE CON EL FLUJO DE SOLUCIÓN CÁUSTICA EN EL
EXTRACTOR, SE PUEDEN OBTENER RESULTADOS MUY MALOS DE
ARRASTRE DE SOSA.
3) ACUMULACIÓN DE MATERIALES ÁCIDOS NO REGENERABLES. CON
EL TIEMPO, A PESAR DEL CUIDADO QUE SE TENGA EN EL LAVADO
PREVIO HABRÁ ALGO DE GASTO DE LA SOLUCIÓN CÁUSTICA DEBIDO
AL BIÓXIDO DE CARBONO RECOGIDO DEL AIRE DE REGENERACIÓN.
SOLAMENTE LA EXPERIENCIA PUEDE DETERMINAR EL GRADO AL
QUE EL GASTO DE CÁUSTICA CON LOS ÁCIDOS DÉBILES PUEDE
TOLERARSE ANTES DE QUE LA EFICIENCIA DE EXTRACCIÓN CAIGA.
C) EMULSIFICACIÓN Y ARRASTRE DE SOLUCIÓN CÁUSTICA
EL CATALIZADOR EN SOLUCIÓN CÁUSTICA NO INCREMENTA LA TENDENCIA DE
LAS SOLUCIONES CÁUSTICAS A EMULSIFICARSE “MEZCLAR UN COMPUESTO DE
BASE DE ACEITE CON OTRO QUE NO LO ES”
CON LOS HIDROCARBUROS. SIN EMBARGO, SI AUMENTA LAS PROPIEDADES
DETERGENTES DE LA CÁUSTICA. LAS INCRUSTACIONES Y LA MUGRE SE
DESPRENDERÁN CASI COMPLETAMENTE CON LA SOLUCIÓN CÁUSTICA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 164
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL MATERIAL SUSPENDIDO FINAMENTE DIVIDIDO PUEDE ESTABILIZAR LAS
EMULSIONES: PUEDE QUE SEA NECESARIO DESCARTAR EL PRIMER VOLUMEN
DE SOLUCIÓN CÁUSTICA SI RECOGE UNA CARGA GRANDE DE INCRUSTACIONES
Y MUGRE DEL EQUIPO. PARTE DE ESTAS INCRUSTACIONES Y MUGRE PUEDEN
SER SULFURO DE HIERRO. PARECE QUE LA OXIDACIÓN PREFERENCIAL DE ESE
SULFURO PUEDE EVITAR QUE EL CATALIZADOR PROMUEVA LA OXIDACIÓN DE
LOS MARCAPTANOS.
2. ENDULZAMIENTO MEROX DE LA GASOLINA
EL ENDULZAMIENTO DE LA GASOLINA CONSISTE EN TRANSFORMAR LOS
COMPUESTOS MERCAPTÁNICOS A DISULFUROS.
EL PROCESO ESTÁ BASADO EN LA CAPACIDAD DE UN CATALIZADOR
COMPUESTO DE QUELATOS METÁLICOS DEL GRUPO DEL HIERRO PARA
PROMOVER LA OXIDACIÓN DE LOS MERCAPTANOS A DISULFUROS USANDO
AIRE COMO FUENTE DE OXIGENO.
LA REACCIÓN QUE SE VERIFICA ES:
(3)
LA OXIDACIÓN SE EFECTÚA EN PRESENCIA DE UNA SOLUCIÓN ACUOSA DE
SOSA CÁUSTICA (NAOH).
A) ENDULZAMIENTO CON CATALIZADOR SOPORTADO EN SÓLIDOS
EL REACTOR MEROX 11-E ESTA EMPACADO CON CARBÓN ACTIVADO Y TIENE
IMPREGNADO EL CATALIZADOR (MEROX 1).
LA GASOLINA SE MEZCLA CON EL AIRE Y SE PASA EN SENTIDO DESCENDENTE
POR LA CAMA DE CATALIZADOR, QUE SE SATURA CON UNA CORRIENTE DE
SOLUCIÓN CÁUSTICA.
SIENDO EL SOPORTE DEL CATALIZADOR (CARBÓN ACTIVADO) UN MATERIAL
ABSORBENTE, TIENDE A ABSORBER CUALQUIER TRAZA DE COMPUESTOS
INDESEABLES PRESENTES EN LA GASOLINA COMO FENOLES, ÁCIDOS
NAFTÉNICOS Y COMPUESTOS BÁSICOS DE NITRÓGENO Y TAL VEZ HASTA
MOLÉCULAS DE HIDROCARBUROS DE MUY ALTO PUNTO DE EBULLICIÓN.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 165
FORMATIVO OPERADOR ESPECIALISTA FCC1
ESTOS MATERIALES TIENDEN A INTERFERIR MECÁNICAMENTE
CON LA FUNCIÓN DEL CATALIZADOR DE CONVERTIR LOS MERCAPTANOS A
DISULFUROS. CUANDO SE CIRCULA SOLUCIÓN CÁUSTICA POR LA CAMA,
TENDERA A LAVAR ESTOS MATERIALES DEL CATALIZADOR Y TOMARA UNA
APARIENCIA CAFÉ OBSCURA (MORENA). CUANDO ESTO OCURRE, LA CÁUSTICA
SE DEBERÁ REMOVER DE LA UNIDAD PARA TIRARLA O USARLA EN OTRAS
PARTES DE LA REFINERÍA. SE PUEDE USAR, POR EJEMPLO, PARA REMOVER
ACIDO SULFHÍDRICO DE VARIAS CORRIENTES.
LA PRÁCTICA USUAL ES USAR LA CÁUSTICA PARA SATURAR LA CAMA DE
CATALIZADOR Y LUEGO SACARLA DEL SISTEMA. EL VOLUMEN DE CÁUSTICA
QUE SE USA ES PEQUEÑO Y REPRESENTA UN COSTO NO MUY GRANDE, AUN
CUANDO NO SE VUELVE A USAR EN OTRO SERVICIO.
B) LOCALIZACIÓN DE FALLAS.
SI NO TIENE LUGAR EL ENDULZAMIENTO, SE PUEDE DEBER Ha:
1) AIRE INSUFICIENTE
2) CANALIZACIONES
3) NECESIDAD DE RESTAURACIÓN CÁUSTICA
4) INTERFERENCIA CON EL CATALIZADOR DE MATERIALES ABSORBIDOS
COMO LOS FENOLES, ÁCIDOS NAFTÉNICOS, COMPUESTOS DE
NITRÓGENO U OTROS MATERIALES DE ALTO PESO MOLECULAR.
5) PERDIDA NORMAL DE LA ACTIVIDAD DEL CATALIZADOR.
CUANDO SE SABE QUE EL CATALIZADOR ES NUEVO O HA PERDIDO SU
ACTIVIDAD Y HAY PRESENTE EL AIRE NECESARIO, SE DEBE SOSPECHAR
LA CANALIZACIÓN. UNA FASE DE AIRE SEPARADO CASI SIEMPRE
INDUCIRÁ LA CANALIZACIÓN.
SE PUEDE USAR LAVADO CON AGUA CALIENTE, PARA RESTAURAR
PARCIALMENTE LA ACTIVIDAD DEL CATALIZADOR QUE HAYA DECLINADO
DEBIDO A LA ACUMULACIÓN MATERIAL ADSORBIDO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 166
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBAS DEL AREA DE MEROX
FALLA 46J/JA
CONSECUENCIAS
*LA GASOLINA SALE CON ALTO CONTENIDO DE MERCAPTANOS (RSH).
MOVIMIENTOS
*TRATAR DE METER CUALQUIERA DE LAS BOMBAS 46J/JA SI ESTO NO ES POSIBLE:
1.-ALINEAR ARREGLO PARA METER SOSA DEL 50-F CON 50J/JA POR INTERVALOS.
FALLA 51J/JA
CONSECUENCIAS
*SUBE EL NIVEL DE GASOLINA EN EL 46-F
*BAJA EL NIVEL DE SOSA EN EL 46-F
MOVIMIENTOS
*TRATAR DE METER A OPERAR ALGUNA DE LAS BOMBAS SI ESTO NO ES POSIBLE
HACER LO SIGUIENTE:
1.-BLOQUEAR LA GASOLINA CON DISULFUROS ANTES DE PV-109.
2.-PEDIR A BOYAL ALINEAR UN TANQUE DE DISULFUROS.
3.-ABRIR SALIDA A DISULFUROS (BOYAL) POR LA PV-111.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 167
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA 44 J/JA
CONSECUENCIAS
* SE QUEDA SIN AIRE EL SISTEMA MEROX / GASOLINA.
* SE QUEDA SIN AIRE EL SISTEMA MEROX / LPG.
* POR LO TANTO NO HABRÁ REGENERACIÓN DE LA SOSA EN EL SISTEMA MEROX
LPG, EL
BUTANO SALE CON ALTO CONTENIDO DE AZUFRE TOTAL (ST)
*EN EL SISTEMA MEROX /GASOLINA SALE CON ALTO CONTENIDO DE
MERCAPTANOS (RSH)
MOVIMIENTOS
OPERADOR ESPECIALISTA BUNKER 2
1.-CERRAR FIC-102.
2.-CERRAR FIC-217.
OPERADOR ESPECIALISTA MEROX/ SILOS
*TRATAR DE METER A OPERAR ALGUNO DE LOS COMPRESORES 44J/JA SI ESTO NO
ES POSIBLE.
1.-CERRAR LATERAL DE FV- 217 Y FV- 102.
2.-ALINEAR AIRE DE PLANTAS AL SISTEMA MEROX/GASOLINA.
3.-ALINEAR AIRE DE PLANTAS AL SISTEMA MEROX /LPG.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 168
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE 49J/JA
CONSECUENCIAS
*SE QUEDA SIN CIRCULACIÓN DE SOSA EL TRATAMIENTO MEROX / LPG
*NO HAY EXTRACCIÓN DE MERCAPTANOS AL LPG EN EL 13-E POR LO TANTO EL
BUTANO SALE CON ALTO CONTENIDO DE MERCAPTANOS.
MOVIMIENTOS
*TRATAR DE METER CUALQUIERA DE LAS BOMBAS SI ESTO NO ES POSIBLE HACER
LO SIGUIENTE:
1.-CON 50J/JA METER UN FLUJO DE SOSA DEL 50-F HACIA LA DESCARGA DE LA
49-JA Y LUEGO AL 13-E POR FV-210.
2.-ENVIAR LA SOSA HACIA 44-F PARA MANTENER NIVEL DEL 13-E
3.-CERRAR FIC-217, LIC-231.
4.-BLOQUEAR VAPOR AL 50-C
5.-SI NO SE QUIERE CONSUMIR SOSA DEL 50-F, SACAR EL SISTEMA LPG
6.-SUSPENDER RECIBO DE CORRIENTES PARASITAS
7.-BAJAR CARGA A LA PLANTA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 169
FORMATIVO OPERADOR ESPECIALISTA FCC1
SECCIÓN DE TRATAMIENTO DE AGUAS AMARGAS.
TODA EL AGUA QUE PARTICIPÉ DE UNA U OTRA MANERA EN EL PROCESO SE
CONTAMINA CON H2S PRINCIPALMENTE Y PARA PODER MANDARLA A OTRO
PROCESO O AL DRENAJE ES NECESARIO ELIMINÁRSELO.
EL AGUA AMARGA PROCEDENTE DE VARIOS PUNTOS DE LA PLANTA
(3-F, 4-F, 15-F, 24-F, 25-F Y 26-F) SE RECIBE EN EL TANQUE DE BALANCE DE
AGUA AMARGA 33-F. DE AQUÍ, CON LAS BOMBAS 39-J/JA A CONTROL DE NIVEL
DEL 33-F CON LIC-501, SE ENVÍA A RECIBIR CALOR DE LOS FONDOS DE LA
TORRE AGOTADORA 10-E EN LOS 44-C1, 2 Y LUEGO SE CALIENTA CON VAPOR
DE BAJA PRESIÓN EN EL PRECALENTADOR 45-C PARA ENTRAR A LA PARTE
SUPERIOR DE LA TORRE AGOTADORA 10-E.
ESTA TORRE ESTÁ EMPACADA CON ANILLOS RASCHIG METÁLICOS PARA UNA
MAYOR SUPERFICIE DE CONTACTO ENTRE EL AGUA AMARGA Y EL VAPOR DE
AGOTAMIENTO. AQUÍ SE DESFLEMA EL AGUA UTILIZANDO VAPOR DE BAJA
PRESIÓN QUE SE INTRODUCE POR EL FONDO A TRAVÉS DE LA FV-512.
EN EL FONDO DE 10-E SE MANTIENE UNA TEMPERATURA DE UNOS 116°C Y EN
EL DOMO DE 107°C.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 170
FORMATIVO OPERADOR ESPECIALISTA FCC1
POR EL FONDO DE LA TORRE 10-E SE EXTRAE EL AGUA DESFLEMADA CON LAS
BOMBAS 43-J/JA A CONTROL DE NIVEL CON LIC-503 Y CEDE CALOR AL AGUA
AMARGA EN LOS 44-C1, 2 PARA DESPUÉS IRSE A LÍMITE DE BATERÍAS.
EL VAPOR DE AGOTAMIENTO Y EL GAS ÁCIDO SEPARADO DEL AGUA SALEN POR
EL DOMO DE 10-E Y PASAN AL CONDENSADOR 46-C Y POSTERIORMENTE AL
SEPARADOR DE AGUA-GAS ÁCIDO 35-F EN DONDE EL AGUA SE DRENA HACIA EL
33-F Y EL GAS ÁCIDO SALE A CONTROL DE PRESIÓN CON P1C-502 PARA
JUNTARSE CON EL GAS ÁCIDO PROVENIENTE DE LA SECCIÓN DE AMINA Y
ENVIARLOS COMO CARGA A LA PLANTA DE AZUFRE.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 171
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBAS DEL AREA DE AGUAS AMARGAS
FALLA DE 39-J/JA
CONSECUENCIAS
* SUBE EL NIVEL DEL 33-F.
* SE QUEDA SIN CARGA LA 10-E.
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNA DE LAS BOMBAS
SI ESTO NO ES POSIBLE.
1.-BLOQUEAR EL AGUA DE LAVADO A LOS 1-C 1/8.
2.-DISMINUIR AGUA DE LAVADO A LOS 9-C1/4 Y 27-C1/ 2
3.-DISMINUIR FLUJO DE VAPOR DE AGOTAMIENTO EN LA 1-E Y 2-E.
4.-PARAR 43-J/JA.
5.-ABRIR PIC-502.
6.-CERRAR FIC-512, TIC-509, LIC-501, LIC-503.
FALLA DE 43J/JA
CONSECUENCIAS.
* SUBE EL NIVEL DE LA TORRE 10-E
* SUBE EL NIVEL DEL 33-F
MOVIMIENTOS
*TRATAR DE METER A OPERAR ALGUNA DE LAS BOMBAS SI ESTO NO ES POSIBLE
HACER LO SIGUIENTE:
1.-EN CASO DE QUE PUEDAN RECIBIR EL AGUA AMARGA EN OTRO DE LOS
TRATAMIENTOS DE
LA REFINERÍA (PTA. PRIM.2)
2.-BLOQUEAR AGUA AMARGA HACIA LOS 44-C Y ALINEAR LA CADENA PARA
PRIMARIA 2
3.-SUSPENDER AGUA DE LAVADO EN LOS 1-C1/8
4.-DISMINUIR EL AGUA DE LAVADO EN EL 27C1/2 Y 9-C1/4
5.-DISMINUIR VAPOR DE AGOTAMIENTO EN LA 1-E Y 2-E
6.-CERRAR FIC-512, LIC-503, LIC-501.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 172
FORMATIVO OPERADOR ESPECIALISTA FCC1
TORRE FRACCIONADORA DE PROPANO-PROPILENO 16-E
DESCRIPCIÓN DEL PROCESO DE LA TORRE 16-E (DEPROPILENIZADORA)
CARGA
LA SECCION DE LA FRACCIONADORA DE PROPANO-PROPILENO
(DEPROPILENIZADORA) ESTA DISEÑADA PARA PROCESAR 4 000 B/D DE UNA
CORRIENTE DE LA SIGUIENTE COMPOSICIÓN:
ETANO C2 - 0.30%
PROPILENO C3 = 66.38%
PROPANO C3 - 32.27%
BUTILENO C4 = 0.22%
ISOBUTANO iC4 - 0.82%
BUTANO C4 - 0.01%
TOTAL 100.00%
EL PROPANO – PROPILENO PROCEDENTE DEL DOMO DE LA DEPROPANIZADORA
6-E (A CONTROL DE PRESIÓN CON LA VÁLVULA PV-20 ANTES DE PASAR AL
ENFRIADOR 22-C), LLEGA AL TANQUE DE BALANCE 52-F.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 173
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL NIVEL DE ESTE RECIPIENTE SE PUEDE CONTROLAR CON LA LLEGADA DE
CARGA PROCEDENTE DE ALMACENAMIENTO MEDIANTE LAS VÁLVULAS LV-V02A
Y LV-V02B (LC-V02) QUE OPEREN EN RANGO ESCALONADO, O CON LA
RECIRCULACIÓN DE PROPILENO PRODUCTO HACIA ESTE TANQUE. EL FLUJO A
TRAVÉS DE LV-V02A SE REGISTRA EN EL FR-V01 MIENTRAS QUE EL FLUJO A
TRAVÉS DE LV-V02B SE REGISTRA EN EL FR-V47.
DEL TANQUE DE BALANCE 52-F SUCCIONAN LAS BOMBAS 61-J/JA Y A CONTROL
DE FLUJO A TRAVÉS DE LA VÁLVULA FV-V10 (FIC-V10) ALIMENTAN EL
PROPANO-PROPILENO A LA TORRE 16-E POR CUALQUIERA DE SUS TRES
POSIBLES ALIMENTACIONES (PLATOS 80, 84 U 88). OTRA PARTE DE LA
DESCARGA DE ESTAS BOMBAS TIENE UNA RECIRCULACIÓN CONSTANTE HACIA
EL 52-F CONTROLADA MEDIANTE UN ORIFICO DE RESTRICCIÓN, LA CUAL
PERMITIRÁ UNA OPERACIÓN OPTIMA DE ESTOS EQUIPOS.
TORRE FRACCIONADORA DE PROPANO-PROPILENO 16-E
LA TORRE FRACCIONADORA DE PROPANO-PROPILENO CUENTA CON UN TOTAL
DE 125 PLATOS TIPO BALLAST VI DE ACERO INOXIDABLE, TIENE UN DIÁMETRO
DE 3.810 METROS Y UNA ALTURA DE 60.4 METROS. EL NÚMERO DE PLATOS
Y LA ALTURA DE LA TORRE SE DEBEN A LA DIFICULTAD QUE REPRESENTA LA
SEPARACIÓN ENTRE EL PROPILENO Y EL PROPANO YA QUE SUS PUNTOS DE
EBULLICIÓN SON MUY CERCANOS. A PRESIÓN ATMOSFÉRICA AL NIVEL DEL MAR
(1.033 KG/CM2) EL PROPILENO HIERVE A -47.7°C MIENTRAS QUE EL PROPANO LO
HACE A -42.2°C.
PARA REFERENCIAS Y CONTROL DE LAS CONDICIONES DE OPERACIÓN DE LA
TORRE 16-E SE CUENTA CON LOS SIGUIENTES INSTRUMENTOS: TI-1-98 PARA LA
TEMPERATURA DEL DOMO, PI-V26 PARA LA PRESIÓN DEL DOMO, TI-1-97 PARA
LA TEMPERATURA DEL PLATO 40, TI-1-96 PARA LA TEMPERATURA DEL PLATO
105, TR-V25 PARA LA TEMPERATURA DEL PLATO 125, TI-1-99 PARA LA
TEMPERATURA DE LOS VAPORES QUE REGRESAN DEL REHERVIDOR A LA
TORRE Y EL LR-V54 PARA EL NIVEL DEL FONDO DE LA TORRE.
SISTEMA DEL FONDO
EL CALOR NECESARIO PARA EFECTUAR LA SEPARACIÓN, LO PROPORCIONA EL
REHERVIDOR 58-C (TIPO CALDERETA), QUE A SU VEZ RECIBE CALENTAMIENTO
CON VAPOR QUE SE ALIMENTA DEL CABEZAL DE MEDIA PRESIÓN (19.5 KG/CM 2)
AL CUAL SE LE AJUSTAN SUS CARACTERÍSTICAS DE PRESIÓN Y TEMPERATURA.
ESTE EQUIPO TIENE UN DISEÑO ESPECIAL QUE LE PERMITE EFECTUAR DOS
FUNCIONES: LA PRIMERA ES COMO REHERVIDOR, DONDE EL PROPANO LIQUIDO
PROVENIENTE DEL FONDO DE LA TORRE PASA AL LADO CORAZA PARA RECIBIR
CALOR Y VAPORIZAR UNA PARTE QUE REGRESA A LA TORRE ABAJO DEL PLATO
125.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 174
FORMATIVO OPERADOR ESPECIALISTA FCC1
FIGURA No.1
LA SEGUNDA FUNCIÓN ES LA DE ACUMULAR EL PROPANO PRODUCTO YA QUE
INTERNAMENTE TIENE UN POZO DE DERRAME DONDE SE ACUMULA EL
PROPANO Y DE DONDE SALE A CONTROL DE NIVEL.
EL NIVEL DE LA TORRE (LR-V54) SE CONTROLA AUTOMÁTICAMENTE CON LA
MAMPARA DEL 58-C DEBIDO A LA ALTURA A LA QUE SE ENCUENTRA ESTE
REHERVIDOR CON RESPECTO A LA TORRE, POR LO QUE EL NIVEL QUE DEBE
CUIDARSE ES EL DEL POZO DE DERRAME DEL 58-C (LIC-V14).
EL PROPANO SALE DEL POZO DE DERRAME DEL 58-C A TRAVÉS DE LA VÁLVULA
LV-V14 (LIC-V14) Y SE VA A ENFRIAR AL 22-C (UBICADO FRENTE AL CUARTO DE
CONTROL) Y DE AHÍ SE VA A ALMACENAMIENTO POR LA ANTERIOR LÍNEA DE
PROPANO-PROPILENO.
A LA LÍNEA DE PROPANO CALIENTE (ANTES DEL 22-C) SE LE INYECTAN 2 LÍNEAS
QUE VIENEN DE LA SALIDA DE PROPILENO PRODUCTO A ALMACENAMIENTO:
UNA PARA EVITAR PRESIONAMIENTOS EN ESTA ÚLTIMA QUE PUEDAN
OCASIONARLE ALGÚN DAÑO Y LA OTRA PARA SACAR POR AQUÍ EL PROPILENO
CUANDO ESTA FUERA DE ESPECIFICACIÓN.
CUANDO NO HAYA CUPO PARA EL PROPANO EN ALMACENAMIENTO O PARA
MANTENER LA PRESIÓN DE LA RED DE GAS COMBUSTIBLE (TH-1400) SE PODRÁ
UTILIZAR EL BRINCO HACIA EL ARREGLO QUE ESTÁ DESPUÉS DE LA VÁLVULA
PV-91.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 175
FORMATIVO OPERADOR ESPECIALISTA FCC1
SE CUENTA CON DISPOSITIVOS PARA PREPARAR LAS CARACTERÍSTICAS DEL
VAPOR QUE SE UTILIZA COMO MEDIO DE CALENTAMIENTO EN EL REHERVIDOR
58-C.
PARA LA PRESIÓN SE TIENE LA VÁLVULA PV-V47 (PIC-V47) QUE REDUCE LA
PRESIÓN DEL VAPOR HASTA EL VALOR ADECUADO DE ACUERDO A LAS
NECESIDADES DE CALENTAMIENTO.
PARA LA TEMPERATURA EXISTE UNA INYECCIÓN DE AGUA TRATADA DE
ALIMENTACIÓN A CALDERAS PARA DISMINUIR LA TEMPERATURA DEL VAPOR EN
LA SATURADORA DE VAPOR 30-L. ESTA INYECCIÓN DE AGUA SE CONTROLA
CON LA VÁLVULA TV-V46 (TIC-V46).
FIGURA No.2
YA CONTROLADAS LAS CARACTERÍSTICAS DEL VAPOR (PRESIÓN CON PIC-V47 Y
TEMPERATURA CON TIC-V46) ENTRA A LOS TUBOS DEL REHERVIDOR
CONFORME LO PERMITE LA VÁLVULA TV-V25 (TIC-V25) QUE CONTROLA LA
TEMPERATURA DEL PLATO 125 (60°C EN EL TI-1-99 EN LA SALIDA DE VAPORES
DEL 58-C HACIA LA TORRE 16-E).
ELABORO: APOLINAR PAVON DOMINGUEZPágina 176
FORMATIVO OPERADOR ESPECIALISTA FCC1
FIGURA No.3
EL VAPOR CEDE SU CALOR LATENTE EN EL REHERVIDOR Y SALE COMO
CONDENSADO A CONTROL DEL NIVEL DEL TANQUE DE CONDENSADO 54-F CON
LV-V12 (LC-V12) Y DE AQUÍ SE VA HACIA EL TANQUE DE EVAPORACIÓN
INSTANTÁNEA 55-F. POR EL DOMO DEL 55-F SALE VAPOR QUE SE MANDA AL
CABEZAL DE VAPOR DE BAJA (3.5 KG/CM 2) Y POR EL FONDO SALE CONDENSADO
A CONTROL DE NIVEL CON LV-V52 (LC-V52) Y SE ENVÍA AL TANQUE
COLECTOR DE CONDENSADOR TH-3001.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 177
FORMATIVO OPERADOR ESPECIALISTA FCC1
SISTEMA DEL DOMO
POR EL DOMO DE LA TORRE SALEN LOS VAPORES DE PROPILENO Y PASAN A
CONDENSARSE EN LOS 57-C1/6 (CONECTADOS PARA FLUJO EN PARALELO) Y DE
AQUÍ PASAN AL ACUMULADOR DE REFLUJO 53-F.
FIGURA No.4
UNA PARTE DE LOS VAPORES DE PROPILENO NO PASAN POR LOS
CONDENSADORES 57-C, SINO POR EL BY-PASS DE ÉSTOS QUE TIENE LA
VÁLVULA PV-V46A (LÍNEA DE VAPORES CALIENTES) Y QUE SERVIRÁ PARA
AUMENTAR LA PRESIÓN EN EL 53-F. PARA CUANDO SEA NECESARIO BAJAR LA
PRESIÓN HAY UNA VÁLVULA (PV-V46B) QUE VENTEARÁ EL EXCESO DE PRESIÓN
HACIA LA RED DE GAS COMBUSTIBLE O HACIA EL DESFOGUE. EN LA LÍNEA QUE
VA HACIA LA RED DE GAS COMBUSTIBLE SE TIENE EL FR-V24 PARA CONOCER
LA CANTIDAD DE PROPILENO QUE PASA POR ÉSTA.
EL SISTEMA DE CONTROL DE LA PRESIÓN DE ESTA TORRE (PIC-V46,
CONTROLADOR DE RANGO DIVIDIDO) FUNCIONA DE LA SIGUIENTE MANERA:
CUANDO LA PRESIÓN EN EL ACUMULADOR DE REFLUJO 53-F (QUE ES DONDE
ESTÁ LA TOMA DE PRESIÓN PARA EL PIC-V46) ESTÁ NORMAL, TANTO PV-V46A
COMO PV-V46B ESTÁN CERRADAS (LA SEÑAL DE SALIDA DEL PIC-V46 INDICA
50%). CUANDO LA PRESIÓN EN EL 53-F DISMINUYE, LA VÁLVULA PV-V46A ABRE
Y LA PRESIÓN DEL ACUMULADOR AUMENTA, ENTONCES EL FLUJO A TRAVÉS DE
LOS CONDENSADORES DISMINUYE LOGRANDO QUE SE INCREMENTE LA
PRESIÓN EN LA TORRE.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 178
FORMATIVO OPERADOR ESPECIALISTA FCC1
CUANDO LA PRESIÓN LLEGA AL VALOR DESEADO, LA VÁLVULA PV-V46A CIERRA.
SI LA PRESIÓN EN EL ACUMULADOR 53-F AUMENTA, LA VÁLVULA PV-V46B ABRE
Y LA PRESIÓN DISMINUYE, ENTONCES EL FLUJO A TRAVÉS DE LOS
CONDENSADORES AUMENTA LOGRANDO QUE LA PRESIÓN EN LA TORRE
DISMINUYA. DE DISEÑO, LA PRESIÓN EN EL 53-F DEBE SER DE 19.66 KG/CM 2 Y
EN EL DOMO DE LA TORRE DE 20.04 KG/CM 2. DEL ACUMULADOR DE REFLUJO 53-
F SUCCIONAN LAS BOMBAS 62-J/JA (CENTRIFUGAS CON IMPULSOR DE DOBLE
SUCCIÓN), DISEÑADAS PARA MANEJAR UN ALTO GASTO DEBIDO A QUE LA
TORRE TRABAJA A UNA RELACIÓN DE REFLUJO MUY ALTA (20) A CAUSA DE LA
ALTA PUREZA REQUERIDA EN EL PROPILENO PRODUCTO.
LA RELACIÓN DE REFLUJO SE OBTIENE DE DIVIDIR EL REFLUJO A LA TORRE (FR-
V17) ENTRE LA CANTIDAD DE DESTILADO PRODUCIDO (FR-V22). ESTO QUIERE
DECIR QUE POR CADA BARRIL QUE SE EXTRAIGA DE PROPILENO, DEBERÁN
REFLUJARSE 20 BARRILES HACIA EL DOMO DE LA TORRE.
UNA PARTE DE LA DESCARGA DE LAS BOMBAS 62-J/JA (A 23.46 KG/CM 2) SE
ENVÍA HACIA EL PLATO 1 DE LA TORRE, CONTROLADA CON FIC-V17 QUE SE
AJUSTARÁ PARA MANTENER UNA TEMPERATURA EN EL DOMO
(APROXIMADAMENTE DE 49 A 51°C EN EL TI-1-98) DE TAL MANERA QUE LA
PUREZA DEL PROPILENO SEA LA ADECUADA (SUPERIOR AL 95%).
OTRA PARTE DE LA DESCARGA DE LAS 62-J SALE A TRAVÉS DE FV-V22 (FIC-V22)
QUE OPERA EN CASCADA CON LIC-V30 PARA CONTROLAR EL NIVEL DEL
ACUMULADOR 53-F; EL PROPILENO PASA LUEGO A ENFRIARSE EN EL 60-C PARA
LUEGO IRSE HACIA ALMACENAMIENTO.
PARA EVITAR PRESIONAMIENTOS EN LA LÍNEA DE PROPILENO A
ALMACENAMIENTO SE CUENTA CON LA VÁLVULA PV-V50 (PC-V50) QUE ENVIARÁ
EL PROPILENO HACIA LA LÍNEA DE PROPANO QUE VA AL 22-C.
OTRO ARREGLO CON VÁLVULA MANUAL PERMITE DESVIAR EL PROPILENO
HACIA LA SALIDA DE PROPANO CUANDO NO TIENE LA PUREZA REQUERIDA O
HACIA EL TANQUE DE BALANCE 52-F PARA MANTENER UN NIVEL ADECUADO
RECIRCULANDO UN POCO DEL PROPILENO PRODUCTO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 179
FORMATIVO OPERADOR ESPECIALISTA FCC1
ARREGLO DE LINEAS PARA DESVIO DE PRODUCTOS
FIGURA No.5
ELABORO: APOLINAR PAVON DOMINGUEZPágina 180
FORMATIVO OPERADOR ESPECIALISTA FCC1
LISTA DE EQUIPO
52-F TANQUE DE BALANCE DE CARGA
53-F ACUMULADOR DE REFLUJO
54-F TANQUE DE CONDENSADO
55-F TANQUE DE EVAPORACIÓN INSTANTÁNEA
16-E FRACCIONADORA DE PROPANO-PROPILENO O
DEPROPILENIZADORA
30-L SATURADORA DE VAPOR
61-J/JA BOMBAS DE CARGA A LA TORRE
62-J/JA BOMBAS DE REFLUJO Y DESTILADO
57-C1/6 CONDENSADORES
58-C REHERVIDOR
60-C ENFRIADOR DE PROPILENO
22-C ENFRIADOR DE PROPANO
ELABORO: APOLINAR PAVON DOMINGUEZPágina 181
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBAS DEL AREA DE LIGEROS
● FALLA DE BOMBA 8J/JA
CONSECUENCIAS
* AUMENTA EL NIVEL DE AGUA DEL ACUMULADOR 3-F.
* TIENDE A SUBIR EL NIVEL DE GASOLINA DEL ACUMULADOR 3-F Y EL LIC-9 FIC-46
MANDA ABRIR PARA CONTROLAR EL NIVEL.
* SE CORRE EL RIESGO DE MANDAR AGUA COMO REFLUJO AL DOMO DE LA
FRACCIONADORA 1-E.
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNAS DE LAS BOMBAS, SI ESTO NO ES POSIBLE, HACER
LO SIGUIENTE:
1.-BLOQUEAR EL AGUA DE LAVADO A LOS 1-C1/8.
2.-DISMINUIR FLUJO DE VAPORES AL CONVERTIDOR 1-D HASTA DONDE SEA POSIBLE.
3.-DISMINUIR EL VAPOR DE AGOTAMIENTO (FI-37A/ FI-47)
● FALLA DE BOMBA 29J/JA
CONSECUENCIAS
* SE CALIENTA EL DOMO DE LA FRACCIONADORA 1-E
* LA GASOLINA SALE CON LA TFE FUERA DE ESPECIFICACIÓN (ALTA).
* TIENDE A SUBIR EL NIVEL DE GASOLINA EN EL ACUMULADOR 3-F
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNA DE LAS BOMBAS, SI ESTO NO ES POSIBLE, HACER
LO SIGUIENTE.
1.- ALINEAR EL BRINCO QUE VA DE LA DESCARGA DE LAS 4J/JA HACIA LA DESCARGA DE
LAS 29J/JA
2.- METER A OPERAR LA OTRA 4J HACIA EL DOMO DE LA FRACCIONADORA 1-E
3.- AUMENTAR REFLUJOS CON FIC-50 Y FIC-45
4.- DISMINUIR TEMPERATURA DEL FONDO DE LA FRACCIONADORA 1-E CON
PIC-13 Y FIC-92 CUIDANDO QUE LA TORRE DEBUTANIZADORA 5-E NO SE
DESESTABILICE
5.- DISMINUIR TEMPERATURA DEL RISER.
6.- DISMINUIR CARGA A LA PLANTA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 182
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBA 4J/JA
CONSECUENCIAS
* SUBE EL NIVEL DE GASOLINA EN EL ACUMULADOR 3-F.
* EL ABSORBEDOR PRIMARIO 3-E SOLO RECIBE GASOLINA DE ABSORCIÓN DE FIC-70.
* EL GAS SECO ARRASTRA UNA GRAN CANTIDAD DE LICUABLES.
* PUEDE HABER PRESIONAMIENTO EN EL SEPARADOR 11-F.
* SI EL NIVEL DEL 3-F SUBE DEMASIADO, HAY ARRASTRE DE LÍQUIDOS HACIA EL 16-F
Y EL COMPRESOR 2-J PUEDE DISPARARSE
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNA DE LAS BOMBAS, SI ESTO NO ES POSIBLE, HACER
LO SIGUIENTE:
1.- ALINEAR EL BRINCO DE LA DESCARGA DE LAS 29 J´S PARA SALIR HACIA RECUPERADO Y
METER A OPERAR LA OTRA BOMBA 29J/JA.
NOTA; LA SALIDA DE LA GASOLINA PUEDE SER POR EL LÍMITE DE BATERÍA SUR HACIA
LA LÍNEA NORMAL SOLICITANDO A BOYAL QUE LA DESVIE A UN TANQUE QUE
TENGA PRODUCTO FUERA DE ESPECIFICACIÓN
2.-DISMINUIR TEMPERATURA DEL RISER.
3.-DISMINUIR UN POCO DE CARGA A LA PLANTA.
4.-SI NO SE RESTABLECE ALGUNA DE LAS BOMBAS EFECTUAR UN PARO DE PLANTA.
FALLA DE BOMBA 14J/JA
CONSECUENCIAS
* SUBE EL NIVEL DE GASOLINA EN EL 15-F.
* EXISTE LA POSIBILIDAD QUE LLEGUEN LÍQUIDOS AL 17-F Y EL COMPRESOR 2-J PUEDE
DISPARARSE.
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNA DE LAS BOMBAS, SI ESTO NO ES POSIBLE, HACER
LO SIGUIENTE.
1.-ESTRANGULAR AGUA DE ENFRIAMIENTO A LOS 27C´S PARA TENER MENOS
CONDENSACIÓN
2.- ENVIAR LÍQUIDOS DEL 17-F HACIA EL 3-F.
3.- CONTROLAR EL NIVEL DE AGUA DEL 15-F LO MÁS BAJO POSIBLE CON LIC-18.
4.- BLOQUEAR LAS LLEGADAS DE CORRIENTES PARASITAS.
5.-EN CASO NECESARIO ALINEAR VÁLVULA DE 2” DEL15-F HACIA EL 3-F
ELABORO: APOLINAR PAVON DOMINGUEZPágina 183
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBA 13J/JA
CONSECUENCIAS
* SUBE EL NIVEL DE HIDROCARBUROS EN EL 4-F
* DEBIDO AL ALTO NIVEL EN EL 4-F EL COMPRESOR 2-J PUEDE ENTRAR EN SURGE Y
DISPARARSE.
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNAS DE LAS BOMBAS, SI ESTO NO ES POSIBLE, HACER
LO SIGUIENTE.
1.- BY-PASSEAR LA TORRE 3-E CON EL BRINCO DE LA FV-46.
2.-CERRAR LIC-21 Y PIC-16.
3.-PARAR 14J/JA Y CERRAR LIC-17, EL NIVEL DEL 15-F SUBIRÁ Y POR LO TANTO ES
NECESARIO VIGILAR EL NIVEL EN EL 17-F
NOTA: PARA QUE EL NIVEL DEL 15-F NO SIGA SUBIENDO, EFECTUAR LOS MISMOS
MOVIMIENTOS QUE A LA FALLA DE 14J/JA.
4.- PARAR 26J/JA Y SACAR FUERA DE OPERACIÓN EL SISTEMA CHILLER.
5.- SUSPENDER TODAS LAS LLEGADAS DE CORRIENTES PARASITAS.
6.-VIGILAR LA PRESIÓN. DEL 11-F CUIDAR QUE LA TEMPERATURA DE LA DEA POBRE ESTE
POR ENCIMA. DE LA TEMPERATURA DEL GAS SECO EN LA TORRE 9-E
7.- SACAR DE OPERACIÓN EL SISTEMA DE LPG.
A).- CERRAR PIC-17A Y CONTROLAR LA PRESIÓN DE LA TORRE 5-E CON PIC-17B
B).- CERRAR PIC-18.
C).- PARAR 16J/JA Y BLOQUEAR FIC-69.
D).- DEJAR A REFLUJO TOTAL LA TORRE DEPROPANIZADORA 6-E
E).- DEJAR RECIRCULANDO LA TORRE 16-E. (BLOQUEANDO SALIDA C3 Y C3=
FALLA DE BOMBA 27J/JA
CONSECUENCIAS
* SE QUEDA SIN AGUA DE LAVADO LOS ENFRIADORES 27C´S Y 9C´S CON LO QUE HABRÁ
CONDICIONES SEVERAS DE CORROSIÓN EN ESTOS EQUIPOS.
* LLEGA MENOR CANTIDAD DE AGUA AMARGA AL 33-F.
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNAS DE LAS BOMBAS, SI ESTO NO ES POSIBLE
HACER LO SIGUIENTE:
1.- CERRAR LIC-18 Y LIC-19 PARA NO PERDER EL SELLO DE AGUA EN EL 4-F Y 15-F.
2.- BLOQUEAR DESCARGAS DE LAS BOMBAS 27J/JA.
3.- MIENTRAS ESTÁN FUERA DE OPERACIÓN LAS BOMBAS 27J/JA, VIGILAR LOS NIVELES
DE AGUA EN EL 4-F Y 15-F
ELABORO: APOLINAR PAVON DOMINGUEZPágina 184
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBA 15J/JA
CONSECUENCIAS
* SE PRESIONA LA TORRE DEBUTANIZADORA 5-E
* SE CALIENTA EL DOMO DE LA TORRE 5-E.
* SE QUEDA SIN CARGA EL SISTEMA DE LPG.
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNAS DE LAS BOMBAS, SI ESTO NO ES POSIBLE,
HACER LO SIGUIENTE:
1.- SACAR DE OPERACIÓN EL SISTEMA DE LPG.
A).-CERRAR PIC-17A Y CONTROLAR LA PRESIÓN DE LA TORRE 5-E CON PIC-17B
B). PARAR 16J/JA Y BLOQUEAR FIC-69.
C).-CERRAR PIC-18, PIC-20 Y LIC-28
D).-DEJAR A REFLUJO TOTAL LA TORRE 6-E.
E).-DEJAR RECIRCULANDO LA TORRE 16-E
F).-BLOQUEAR EL C3 Y C3= EN LIMITE DE BATERÍA Y ABRIR DIRECTO
DE LV-V02B
2.-DISMINUIR UN POCO DE CARGA A LA PLANTA.
3.-SUSPENDER TODOS LOS RECIBOS DE CORRIENTES PARASITAS.
4.-AUMENTAR LA TEMPERATURA DEL FONDO DEL AGOTADOR 3-E.
5.-DEJAR FUERA DE OPERACIÓN EL SISTEMA CHILLER Y DEJAR FIC-70 CON FLUJO
MÍNIMO.
6.- DISMINUIR FLUJO DE ACEITE DE ESPONJA CON FIC-50
ELABORO: APOLINAR PAVON DOMINGUEZPágina 185
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBA 16J/JA
CONSECUENCIAS
* SUBE EL NIVEL EN EL ACUMULADOR 13-F
* SE QUEDAN SIN CARGAS LAS TORRES 6-E Y 16-E
* SI EL PROBLEMA NO SE ATACA A TIEMPO PUEDE HABER PRESIONAMIENTO EN LA
TORRE 5-E
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNAS DE LAS BOMBAS, SI ESTO NO ES POSIBLE,
HACER LO SIGUIENTE:
1.- SACAR FUERA DE OPERACIÓN EL SISTEMA DE LPG.
A).-CERRAR PIC-17A Y CONTROLAR LA PRESIÓN DE LA 5-E CON PIC-17B
B).-CERRAR PIC-18, PIC-20 Y LIC-28.
C).-DEJAR A REFLUJO TOTAL LA TORRE 6-E
D). DISMINUIR UN POCO LA TEMPERATURA DEL FONDO DE 6-E DE 90 A 95°C
E).-DEJAR RECIRCULANDO LA TORRE 16-E
F).-BLOQUEAR EL C3 Y C3= EN LIMITE DE BATERÍA Y ABRIR DIRECTO
DE LV-V02B
2.- DISMINUIR CARGA A LA PLANTA.
3.-SUSPENDER TODOS LOS RECIBOS DE CORRIENTES PARASITAS.
4.-AUMENTAR UN POCO LA TEMPERATURA DEL FONDO DEL AGOTADOR 3-E CON
TIC-16 PIC-16.
5.-DEJAR FUERA DE OPERACIÓN EL SISTEMA SCHILLER Y DEJAR FIC-70 CON FLUJO
MÍNIMO.
6.-DISMINUIR EL FLUJO DE ACEITE DE ESPONJA CON FIC-50.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 186
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBA 17J/JA
CONSECUENCIAS
* SUBE LA TEMPERATURA DEL DOMO DE LA DEPROPANIZADORA 6-E
* SE PRESIONA LA TORRE 6-E
* LA TORRE 16-E SE QUEDA SIN CARGA
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNA DE LAS BOMBAS, SI ESTO NO ES POSIBLE,
HACER LO SIGUIENTE:
1.-CONTROLAR LA PRESIÓN DE LA TORRE. ALINEANDO EL PROPANO PROPILENO A TRAVÉS
DE PIC-91 HACIA LA RED DE GAS COMBUSTIBLE.
2.-DISMINUIR LA TEMPERATURA DEL FONDO DE LA TORRE 6-E CON LA CASCADA
TIC-19 PIC-21.
3.-CERRAR PIC 20
4.-DEJAR RECIRCULANDO LA TORRE 16-E
5.-BLOQUEAR EL C3 Y C3= EN LIMITE DE BATERÍA Y ABRIR DIRECTO DE LV-V02B
6.-SUSPENDER RECIBO DE CORRIENTES PARASITAS
7.-DISMINUIR CARGA A LA PLANTA
FALLA DE BOMBA 61J/JA
CONSECUENCIAS
* SE QUEDA SIN CARGA LA TORRE DEPROPILENIZADORA 16-E
* SUBE EL NIVEL DEL 52-F Y SI NO SE PONE CUIDADO PUEDE RELEVAR LA RV-52F
* SE PRESIONA LA TORRE 16-E
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNA DE LAS BOMBAS, SI ESTO NO ES POSIBLE, HACER
LO SIGUIENTE
1.-DEJAR LA TORRE 16-E A REFLUJO TOTAL, BLOQUEAR FIC-V22, LIC-V14 Y EL BRINCO
QUE VA DE LA DESCARGA DE LA 62J´S HACIA EL 52-F
2.-CERRAR PIC-20 Y CONTROLAR LA PRESIÓN DE LA TORRE 6-E SACANDO EL PROPANO
PROPILENO A TRAVÉS DE PIC-91 HACIA LA RED DE GAS COMBUSTIBLE.
3.-SOLICITAR A LAS PLANTAS AUMENTAR EL CONSUMO DE GAS COMBUSTIBLE.
4.-OTRA OPCIÓN ES SALIR CON EL PROPANO PROPILENO A ESFERAS ALINEANDO LA PV-20
HACIA EL 22-C
ELABORO: APOLINAR PAVON DOMINGUEZPágina 187
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE BOMBA 62J/JA
CONSECUENCIAS
* SE QUEDA SIN REFLUJO LA TORRE 16-E
* SE CALIENTA EL DOMO DE LA TORRE 16-E
* SE PRESIONA EL SISTEMA DE LA TORRE 16-E
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNAS DE LAS BOMBAS, SI ESTO NO ES POSIBLE,
HACER LO SIGUIENTE:
1. -CERRAR TIC-V25, TIC-V-46-PIC-V-47
2.-CERRAR LIC-V14 Y FIC-V22
3.-CERRAR PIC-20 Y CONTROLAR LA PRESIÓN DE LA 6-E SACANDO PROPANO PROPILENO
A TRAVÉS DE PIC-91. HACIA LA RED DE GAS COMBUSTIBLE.
4.-PARAR LA BOMBA 61J/JA
5.-SOLICITAR A LAS PLANTAS QUE AUMENTEN SU CONSUMO DE GAS COMBUSTIBLE.
6.-OTRA OPCIÓN ES SALIR CON EL PROPANO PROPILENO A ESFERAS ALINEANDO
LA PV-20 HACIA EL 22C Y BLOQUEAR HACIA LA TORRE 16-E (COMO SE SALÍA ANTES
DE CONTAR CON LA TORRE DEPROPILENIZADORA 16-E).
FALLA DE BOMBA 26J/JA
CONSECUENCIAS
* AL NO HABER CIRCULACIÓN DE GASOLINA SE VE AFECTADA LA ABSORCIÓN EN
LA TORRE 3-E ABSORBEDORA Y LA CANTIDAD DE LICUABLES EN EL GAS SECO AUMENTA.
* AUMENTA SALIDA DE GAS SECO FR-78.
MOVIMIENTOS
* TRATAR DE METER A OPERAR ALGUNAS DE LAS BOMBAS, SI ESTO NO ES POSIBLE, HACER
LO SIGUIENTE
4.- DISMINUIR TEMPERATURA DEL FONDO DEL AGOTADOR 3-E CON TIC-16 PIC-16
5.-AUMENTAR EL FLUJO DE ACEITE ESPONJA EN LA MEDIDA QUE SEA POSIBLE
6.-VIGILAR LA PRESIÓN DEL 11-F.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 188
FORMATIVO OPERADOR ESPECIALISTA FCC1
TEMPERATURA INICIAL Y FINAL DE LOS PRODUCTOS
C3= LA TEMPERATURA INICIAL SE CONTROLA EN: EN EL AGOTADOR 3-E TIC-16
(CON ETANO)
C3= LA TEMPERATURA FINAL SE CONTROLA EN EL DOMO DE LA 16-E
(CON PROPANO)
C3- LA TEMPERATURA INICIAL SE CONTROLA EN EL FONDO DE LA 16-E
(CON PROPILENO)
C3- LA TEMPERATURA FINAL SE CONTROLA EN EL DOMO DE LA 6-E
(CON BUTANO)
C4 LA TEMPERATURA INICIAL SE CONTROLA EN EL FONDO DE LA 6-E
(CON PROPANO)
C4 LA TEMPERATURA FINAL SE CONTROLA EN EL DOMO DE LA 5-E
(CON GASOLINA)
C5 LA TEMPERATURA INICIAL SE CONTROLA EN EL FONDO DE LA 5-E
(CON BUTANO)
C5 LA TEMPERATURA FINAL SE CONTROLA EN EL DOMO DE LA 1-E
(NAFTA PESADA)
NOTA. TEMPERATURAS INICIALES SE MODIFICAN CON EL PRODUCTO MÁS LIGERO Y
FINALES CON EL PRODUCTO MAS PESADO.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 189
FORMATIVO OPERADOR ESPECIALISTA FCC1
FUNCION DE LOS RETROLAVADOS
LA FUNCION DE REALIZAR LOS RETROLAVADOS ES PARA MANTENER LA EFICIENCIA
ENFRIAMIENTO Y CONDENSACION., PROVOCANDO UN FLUJO INVERSO POR EL AGUA
DE ENFRIAMIENTO, APLICANDOLO EN SUS 4 FORMAS DE ESTA MANERA ELIMINAMOS
INCRUSTACIONES DE SEDIMENTOS ORGANICOS E INORGANICOS AUMENTANDO EL
INTERCAMBIO DE CALOR ENTRE EL HAZ DE TUBOS Y EL FLUJO QUE PASA POR LA
CORAZA.
LA SEDIMENTACIÓN ES EL PROCESO POR EL CUAL EL SEDIMENTO EN MOVIMIENTO
SE DEPOSITA.
UN TIPO COMÚN DE SEDIMENTACIÓN OCURRE CUANDO EL MATERIAL SÓLIDO,
TRANSPORTADO POR UNA CORRIENTE DE AGUA SE DEPOSITA E INCRUSTA EN LOS
TUBOS.
ORGÁNICA
MATERIA QUE SE DEGRADA EN EL MEDIO AMBIENTE EN UN PAR DE DIAS, MESES O
AÑOS Y NO DAÑA LA NATURALEZA
INORGÁNICA
MATERIA QUE TARDA BASTANTES AÑOS EN DESCOMPONERSE EN LA NATURALEZA,
PROVOCANDO CONTAMINACIÓN Y MUERTES DE ORGANISMOS.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 190
FORMATIVO OPERADOR ESPECIALISTA FCC1
PROCEDIMIENTOS DE EMERGENCIA
FALLA DE AGUA DE ENFRIAMIENTO
FALLA DE AIRE DE INSTRUMENTOS
FALLA DE VAPOR DE ALTA
FALLA DE ENERGÍA ELÉCTRICA
FALLA DE AGUA DE ENFRIAMIENTO:
1. AVISAR A LOS OPERADORES DE CAMPO PARA QUE DIRIJAN AGUA DE
CONTRAINCENDIO A LOS CONDENSADORES 1-C
2. EN CASO DE NO RESTABLECER INMEDIATAMENTE EL SAE SE PIERDE EL
VACÍO EN LOS CONDENSADORES DE SUPERFICIE DEL 21-C Y 38-C Y SE
DISPARA EL 1-J Y 2-J.
FALLA DE AIRE DE INSTRUMENTOS
1. AL BAJAR EL AIRE DE INSTRUMENTOS A 4.0 KG/CM2 ALARMARÁ PAL-C15.
2. SI LA PRESIÓN CONTINUA BAJANDO, AL LLEGAR A 3.0 KG/CM2 SOLICITAR AL
OPERADOR DE LA FRACCIONADORA, CAMBIE A GAS COMBUSTIBLE Y
SUSPENDA EL AIRE DE BARRIDO A LOS INSTRUMENTOS DEL CONVERTIDOR 1-
D (COCHINITA).
3. CUANDO LA PRESIÓN DEL AIRE DE INSTRUMENTOS BAJE A 2.5 KG/CM2
EFECTUAR LOS MOVIMIENTOS NECESARIOS PARA SACAR LA PLANTA FUERA
DE OPERACIÓN.
NOTA: EN CASO DE FALLA TOTAL TODAS LAS VÁLVULAS SE IRÁN A LA
POSICIÓN MAS SEGURA, POR LO QUE DEBERÁN REVISARSE EN CAMPO PARA
CONTROLAR O CORREGIR ALGUNA ANOMALÍA.
4. AL PRESENTARSE LA FALLA, EL ING. DE PROCESO O SUPERVISOR
ANALIZARÁN EL PROBLEMA Y DECIDIRÁN SI LA PLANTA SALE DE OPERACIÓN.
NOTA: AL PRESENTARSE LA FALLA ATACAR DE EMERGENCIA COMO FALLA
DEL SOPLADOR 1-J.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 191
FORMATIVO OPERADOR ESPECIALISTA FCC1
FALLA DE VAPOR DE ALTA
1. AL PRESENTARSE LA FALLA, TOMAR LAS MEDIDAS NECESARIAS PARA BAJAR
CARGA A LA PLANTA
2. BAJAR CARGA A LA PLANTA A 30,000 BPD, Y HACER LOS AJUSTES
NECESARIOS PARA MANTENER ESTABLES LAS CONDICIONES DE OPERACIÓN.
3. EN CASO DE BAJAR LAS REVOLUCIONES DEL COMPRESOR 2-J, ABRIR PV-14 Y
MANTENER LA PRESIÓN DEL PIC-15 EN 1.1 KG/CM2
4. LA PRESIÓN DE VAPOR DE ALTA COMO MÍNIMO 45 KG/CM2 Y DE NO
RESTABLECER, BAJAR CARGA A 25,000 BPD, DESPUÉS SACAR DE OPERACIÓN
EL COMPRESOR 2-J (SIEMPRE Y CUANDO ESTÉ MUY PRESIONADO Y LA PV-14
ABRIENDO).
5. MANTENER EN OPERACIÓN NORMAL EL SOPLADOR 1-J.
6. EN CASO DE SEGUIR BAJANDO LA PRESIÓN DEL VAPOR DE ALTA Y NO SE
RESTABLEZCA, EL SUPERVISOR O EL INGENIERO DE PROCESO Y OPERACIÓN
DARÁN INSTRUCCIONES DE SACAR DE OPERACIÓN EL SOPLADOR 1-J.
FALLA DE ENERGÍA ELÉCTRICA.
1. AL PRESENTARSE LA FALLA, DEJAN DE FUNCIONAR EL SERVICIO DE
ALUMBRADO Y TODAS LAS MOTOBOMBAS, POR CONSIGUIENTE SE DEBE
ATACAR LA EMERGENCIA COMO FALLA DEL SOPLADOR 1-J
NOTA: AL SUCEDER LA FALLA EL INVERSOR DE CORRIENTE SE QUEDARÁ
OPERANDO CON BATERÍAS Y LOS CONTROLADORES DE LA GUS NO NOTARÁN
LA FALLA, DE AQUÍ EN ADELANTE SE TIENE +/- UNA HORA PARA SACAR DE
OPERACIÓN LA PLANTA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 192
FORMATIVO OPERADOR ESPECIALISTA FCC1
RELACION DE BOMBAS DE LA CATALITICA 1
BOMBA HP AMP BUS P/SUCC-DESC RPM RPM/DISP
1JT 12936 1.033/2.7 5350 6200
2JT 1.1/12.0 6600
3JM 350 160 A 1.4/22.0
3JAT 350 3600 4150
4JM 200 100 A 1.4/22.0
4JA 200 100 B
5JM 75 150 A 1.4/10.0
5JA 75 150 B
5JB 75 150 A
6JM 100 200 A 1.4/14.0
6JA 100 200 B
7JM 100 200 A 1.4/14.0
7JAT 3600 4150
7JMB 100 200 B
8JM 5 15 A 1.4/6.0
8JA 5 15 B
9JT 112 1.4/9.0 1750 2100
9JAT 112 1750 2100
10JM 75 150 A 1.4/12.0
10JA 75 150 B
11JM 20 50 A 1.4/12.0
11JA 20 50 B
13JM 100 200 A 12.0/17.0
13JA 100 200 B
14JM 25 70 A 4.0/15.0
14JA 25 70 B
15JM 200 100 A 9.0/23.0
15JA 200 100 B
16JM 75 100 B 11.5/22.0
16JA 75 100 A
17JM 40 100 B 16.5/23.0
17JA 40 100 A
18JM 150 400 B 1.0/22.0
18JA 150 400 A
19JM 5 15 B .800/7.0
19JA 5 15 A
20JM 25 70 A -.400/6.0
20JAT 25 1750 2100
21JM 10 30 A -.500/6.0
ELABORO: APOLINAR PAVON DOMINGUEZPágina 193
FORMATIVO OPERADOR ESPECIALISTA FCC1
BOMBA HP AMP BUS P/SUCC/DESC RPM RPM/DISP
21JT 10 1750 2100
23JM 25 70 A 1.4/20.0
23JA 25 70 B
26JM 60 125 B 7.0/23.0
26JA 60 125 A
27JM 40 100 A 6.0/18.0
27JA 40 100 B
29JM 100 200 A 1.4/10.0
29JA 100 200 B
30JM 30 70 B ATM/12.0
30JAT 30 1750 2100
32JM 30 70 B ATM/16.0
32JAT 30 1750 2100
34JM 50 100 A ATM/6.0
34JA 50 100 B
35JM 5 15 A ATM/6.0
35JA 5 15 B
36JM 5 15 A 1.1/5.0
37JM 20 15 B .100/6.0
39JM 10 30 B 1.0/5.0
39JA 10 30 A
40JM 1/4 B ATM/22.0
41JM 1/4 B ATM/4.0
43JM 25 70 B 1.0/10.0
43JA 25 70 A
44JM 60 125 B ATM/8.0
44JA 60 125 A
45JM 40 100 ATM/8.0
46JM 1/2 15 A ATM/6.0
46JA 1/2 15 A
49JM 15 40 B 2.0/15.0
49JA 15 40 A
50JM 30 70 B ATM/12.0
50JA 30 70 A
51JM 1/2 15 A 2.0/6.0
51JA 1/2 15 A
52JM 15 40 B 12.0/20.0
52JA A
61JM 40 225 B 17.0/25.0
61JA 40 225 A
62JM 200 400 B 20.0/27.0
ELABORO: APOLINAR PAVON DOMINGUEZPágina 194
FORMATIVO OPERADOR ESPECIALISTA FCC1
BOMBA HP AMP BUS P/SUCC-DESC
62JA 200 400 A 20.0/27.0
3CM1A 20 60 A SOLO AIRE NAFTA
3CM1B 20 60 A
4CM1 25 50 A SOLO AIRE ACL
4CM2 25 50 B
4CM3 25 50 A
4CM4 25 50 B
7CM1 25 50 B SOLO AIRE DECANTADO
7CM2 25 50 A
7CM3 25 50 B
7CM4 25 50 A
ELABORO: APOLINAR PAVON DOMINGUEZPágina 195
FORMATIVO OPERADOR ESPECIALISTA FCC1
ARRESTADOR DE FLAMA (44-F / 35-F)
DENTRO DE LAS ACTIVIDADES DESARROLLADAS EN LAS INSTALACIONES DE
PETRÓLEOS MEXICANOS Y SUS ORGANISMOS SUBSIDIARIOS EXISTE LA NECESIDAD
DE PROTEGER Y EVITAR UN INCENDIO PROVOCADO POR EL VENTEO GASES O
VAPORES
LOS ARRESTADORES DE FLAMA COMENZARON A SER INSTALADOS EN
LOS RESPIRADEROS DE TANQUES DE ALMACENAMIENTO DE CAMPOS
PETROLEROS. DE ESTA MANERA SE MANTIENEN LOS TANQUES SEGUROS
DE UNA EXPLOSIÓN CUANDO EL GAS QUE FLUYE A TRAVÉS DE LAS
REJILLAS DE VENTILACIÓN Y ES ALCANZADO POR UN RAYO
ARRESTADORES DE FLAMA INDUSTRIALES EN CAMPOS PETROLEROS
LOS ARRESTADORES DE FLAMA AL FINAL DE SU LÍNEA EVITAN LA
IGNICIÓN DE ATMÓSFERAS EXPLOSIVAS DENTRO DE UN
TANQUE.
FUNCIONAMIENTO:
EL PANAL DE LAMINA CORRUGADO TIPO WAFER, FORMA UN NUMEROSO
ARREGLO DE PEQUEÑOS TUBOS CAPILARES LOS CUALES CAUSAN EL
ENFRIAMIENTO DEL FUEGO Y SU EXTINCCION EVITANDO LA PROPAGACION Y
DEFLAGRACION DE LA FLAMA EN CASO DE ACCIDENTE.
VELOCIDADES DE LAS TURBINAS DE FCC 1
ELABORO: APOLINAR PAVON DOMINGUEZPágina 196
FORMATIVO OPERADOR ESPECIALISTA FCC1
TAG RPM DE TRABAJO RPM DE DISPARO
3-J --------------- 3600 --------------------------------- 4100 RPM
9-J ------------- 1800 --------------------------------- 2100 RPM
7-J ------------- 3550 --------------------------------- 4100 RPM
20-J/21-J------- 1800 --------------------------------- 2100 RPM
30-J/32-J --- --- 1800 --------------------------------- 2100 RPM
VELOCIDADES DEL SOPLADOR I-J
CRITICAS DEL SOPLADOR ------------------------ 2000 RPM
CRITICAS DE LAS TURBINA----------------------- 3000 RPM
MINIMAS DE GOBIERNO---------------------------- 4050 RPM
NORMAL-------------------------------------------------- 5450 RPM
DE DISPARO-------------------------------------------- 5600 RPM
VELOCIDADES DEL COMPRESOR 2-J
CRITICAS DEL SOPLADOR ------------------------- 3390 RPM
CRITICAS DE LA TURBINA-------------------------- 4660 RPM
OPERACIÓN NORMAL ------------------------------- 7160 RPM
MINIMA DE GOBIERNO ------------------------------ 6080 RPM
VELOCIDAD DE DISPARO--------------------------- 8720 RPM
CORRIENTES EXTERNAS
ELABORO: APOLINAR PAVON DOMINGUEZPágina 197
FORMATIVO OPERADOR ESPECIALISTA FCC1
1.- LPG DE PRIMARIA 1 Y 2 (AL 3-F LPG AMARGO)
2.- LPG DE HIDROS 1 Y 2 (DESCARGA DEL2° PASO DEL COMP. 2-J)
3.- GASOLINA DULCE DE PRIMARIA 1 (AL 3-F PARA HACER NIVEL EN LOS ARRANQUES
DE LA PLANTA)
4.- GAS DE DESPUNTE DE PLANTA PRIMARIA 1 AL 3-F
5.- HIXOEXANOS Y MAS LIGEROS DE HIDROS 2 AL 3-F
6.- GASOLINA DE VISCOREDUCTORA AL AGOTADOR 3-E (ARREGLO DE FV-46)
7.- GAS DE VISCOREDUCTORA (DESCARGA 1°PASO DEL COMP. 2J)
8.- GAS DE DESPUNTE DE PRIMARIA 1 (AL 14-F)
a)
FORMA DE SUSPENDER LA RECIRCULACION EXTRALARGA
ELABORO: APOLINAR PAVON DOMINGUEZPágina 198
FORMATIVO OPERADOR ESPECIALISTA FCC1
1.- ABRIR LOS 6 MACHOS DEL PEINE DE CARGA
2.- CERRAR 50% DE LA VALVULA DE 4” QUE ESTA DESPUES DEL PEINE DE
CARGA DE LA RECIRCULACION EXTRALARGA.
3.-ABRIR 2 BOQUILLAS EN LA CORONA DE CARGA ALTERNADAMENTE Y AL MISMO
TIEMPO.
4.- CERRAR UN 75% LA VALVULA DE 4” DE LA RECIRCULACION EXTRALARGA Y ABRIR
2 BOQUILLAS ATOMAX AL MISMO TIEMPO.
5.-SUSPENDER TOTALMENTE LA RECIRCULACION EXTRALARGA CERRANDO LA
VALVULA DE 4” Y ABRIENDO LAS 2 ULTIMAS BOQUILLAS ATOMAX
6.-ALINEAR LATERALES DE FV-45 Y DAR UN FLUJO APROXIMADO DE 12,000 BPD.
Y BLOQUEAR LA VALVULA DE 4” ANTES DE FV-45.
7.- METER A OPERAR 5J/JA/JB EN CUANTO EL AGOTADOR 2-E TENGA UN NIVEL DE
50% Y AJUSTAR FLUJO CORRESPONDIENTE EN FV-49.
8.- AJUSTAR FLUJOS EN FV-43 Y FV-44
9.- VERIFICAR QUE ESTE CORRECTAMENTE ALINEADO EL SISTEMA DE ACEITE
FLUSHING Y BLOQUEADO LA CARGA COMO ESTE.
10.- VERIFICAR QUE ESTE BLOQUEADO VALVULA Y DIRECTO DE FV-6
(Si ya no se requiere)
NOTA.- Ejecutar sus actividades de acuerdo a lo descrito, no es un procedimiento
pero está realizado de acuerdo a experiencias.
Aportar su experiencia para el mejoramiento de este en los aspectos de
SSPA (Seguridad, Salud y Protección Ambiental).
CENSO DE EQUIPOS
NOMENCLATURA SERVICIO
CALENTADORES
ELABORO: APOLINAR PAVON DOMINGUEZPágina 199
FORMATIVO OPERADOR ESPECIALISTA FCC1
1-B CALENTADOR DE AIRE
2-B CALENTADOR DE CARGA
CAMBIADORES DE CALOR
1-C (8) CONDENSADOR DE FRACCIONADORA 1-E
2-C GENERADOR DE VAPOR (FONDO DE LA FRACCIONADORA)
4-CM 1,2,3,4 ENFRIADOR DE ACEITE CICLICO LIGERO (SOLOAIRE)
5-C GENERADOR DE VAPOR DE BAJA (A.C.P. VS V.M.)
6-C (2) CAMBIADOR DE CARGA / ACEITE DE CANTADO
7-C ENFRIADOR DE ACEITE DECANTADO (SOLOAIRE)
8-C (4) CAMBIADOR DE CARGA / FONDO DE FRACCIONADORA
9-C (4) CONDENSADOR DE ALTA PRESION (Gana. del absolvedor 3-E)
10-C RECALENTADOR DEL ABSORVEDOR AGOTADOR (Vapor media)
11-C (2) CAMBIADOR DE A.C.P. / ACEITE ESPONJA RICO
12-C (2) ENFRIADORES DE ACEITE ESPONJA RICO
13-C CAMBIADOR DE CARGA GNA. DEBUTANIZADORA / FONDO DE LA DEBUT
14-C (2) RECALENTADORES DE LA DEBUTANIZADORA (Vapor media)
15-C- (6) CONDENSADORES DEL DOMO DE LA DEBUTANIZADORA
16-C CAMBIADOR DE CARGA DE LA DEPROPA. / FONDO DE LA DEBUT.
17-C (2) ENFRIADORES DE GASOLINA DEBUTANIZADA
18-C RECALENTADOR DE LA DEPROPANIZADORA
19-C (4) CONDENSADORES DEL DOMO DE LA DEPROPANIZADORA
20-C (2) ENFRIADOR DE BUTANO LIQUIDO (LPG)
21-C CONDENSADOR DE LA SUPERFICIE DEL 1-J
22-C ENFRIADOR DE PROPANO LIQUIDO (LPG)
23-C (2) CAMBIADORES DEA POBRE / DEA RICA
24-C (2) ENFRIADORES DEA POBRE
25-C (2) RECALENTADORES DEL REGENERADOR DE DEA
26-C (4) CONDENSADORES DEL DOMO DEL REGENERADOR DE DEA
27-C (2) INTER-ENFRIADORES DE ENTREPASOS DEL COMPRESOR 2-J
28-C ENFRIADOR DE ACEITE POBRE RECIRCULADO
29-C (2) CAMBIADORES DE CARGA / ACEITE CICLICO PESADO
30-C (2) ENFRIADOR DE ACEITE DEL SOPLADOR 1-J
31-C CONDENSADOR DE VAPOR DE SELLOS DEL SOPLADOR 1-J
32-C INTER-CONDENSADOR DE VAPOR DEL COND. 21C DEL SOPLADOR 1-J
33-C POST- CONDENSADOR DE VAPOR DEL COND. 21C DEL I-J
34-C1/C2 ENFRIADOR DE ACEITE DEL COMPRESOR 2-J
35-C CONDENSADOR DE VAPOR DE SELLOS DEL COMPRESOR 2-J
36-C INTER-CONDENSADOR DE VAPOR DEL COND. 38-C DEL COMP. 2-J
37-C POST-CONDENSADOR DE VAPOR DEL COND. 38-C CEL 2-J
38-C CONDENSADOR DE SUPERFICIE DEL COMPRESOR 2-J
14-E LAVADOR DE AGUA (FILTRO DE ARENA)
15-E OXIDADOR
16-E TORRE FRACCIONADORA SPLITER
CICLONES
3-G CICLONES DE CATALIZADOR GASTADO
COMPRESORAS
ELABORO: APOLINAR PAVON DOMINGUEZPágina 200
FORMATIVO OPERADOR ESPECIALISTA FCC1
1-J SOPLADOR DE AIRE
2-J COMPRESOR DE PROCESO
44-J COMPRESOR DE AIRE DEL SISTEMA MEROX
CALDERAS
1-U CALDERA DE CO
RECIPIENTES
1-F / 1-FA SILOS DE CATALIZADOR NUEVO
2-F SILO DE CATALIZADOR GASTADO
3-F ACUMULADOR DE DESTILADO DE LA FRACCIONADORA
4-F SEPARADOR DE ALTA PRESION TORRE 3-E
5-F ACUMULADOR DE DOMO DE LA DEBUTANIZADORA 4-E
6-F ACUMULADOR DE DOMO DE LA DEPROPANIZADORA 5-E
7-F SEPARADOR DE AMINA / LPG
8-F ACUMULADOR DE DOMO DEL REGENERADOR DE DEA
9-F TANQUE DEL ALMACENAMIENTO DE AMINA
10-F FOSA DE REPARACION DE AMINA
11-F SEPARADOR DE AMINA / GAS COMBUSTIBLE
12-F TANQUE DE BALANCE DE CARGA FRESCA
13-F TANQUE DE BALANCE DE CARGA A LA DEPROPANIZADORA
14-F SEPARADOR DE GAS RESIDUAL
15-F SEPARADOR DE DESCARGA DEL PRIMER PASO 2-J
16-F SEPARADOR DE SUCCION DEL PRIMER PASO 2-J
17-F SEPARADOR DE SUCCION DEL SEGUNDO PASO 2-J
18-F DEPOSITO DE ACEITE DEL SOPLADOR 1-J
19-F PURIFICADOR DE ACEITE DEL SOPLADOR 1-J
20-F DEPOSITO DE ACEITE DEL COMPRESOR 2-J
21-F PURIFICADOR DE ACEITE DEL COMPRESOR 2-J
22-F TANQUE EVAPORATIVO
23-F TANQUE DE CONDENSADO REHERVIDOR DE FONDOS DEL 10-E
24-F TANQUE DE PURGA DEL ACUMULADOR DE LA DC4 5-F
25-F TANQUE DE PURGA DEL TANQUE DE BALANCE CARGA DE LA DC3 13-F
26-F TANQUE DE PURGA DEL ACUMULADOR DE LA DC3 6-F
27-F TANQUE DEL CONDENSADO DEL 18-C (REHERV. FONDO DC3)
28-F TANQUE DEL CONDENSADO DEL 25-C (REHERV. FONDO REG. AMINA)
29-F SEPARADOR DE DESFOGUE
31-F TANQUE DE PURGA DE PRESION MEDIA
32-F TANQUE DE PURGA DE PRESION BAJA
33-F TANQUE DE BALANCE DE AGUAS AMARGAS
34-F TANQUE DE PURGA ATMOSFERICO
35-F SEPARADOR DE AGUA/GAS RESIDUAL
37-F RECIPIENTE DE AIRE
38-F TANQUE DE SOSA 6º Be
39-F RECIPIENTE DE SOSA DE RESERVA
40-F RECIPIENTED E DISOLUCION DE MEROX
41-F RECIPIENTE DE ADICCIÓN DE ACIDO ACETICO
42-F RECIPIENTE DE MEDICION DE INHIBIDOR
ELABORO: APOLINAR PAVON DOMINGUEZPágina 201
FORMATIVO OPERADOR ESPECIALISTA FCC1
44-F TANQUE DE ALMACENAMIENTO DE METANOL (SOSA GASTADA)
45-F TANQUE DE ADICCION DE CATALIZADOR MEROX
46-F SEPARADOR DE DISULFUROS
47-F TANQUE DE VENTEO DEL SISTEMA MEROX
48-F RECIPIENTE DESGASIFICADOR DE SOSA CAUSTICA GASTADA
49-F TANQUE DE ALMACENAMIENTO DE SOSA CAUSTICA GASTADA
50-F TANQUE DE ALMACENAMIENTO DE SOSA CAUSTICA 18º Be
51-F ACUMULADOR DE REDESTILADA
52-F TANQUE BALANCE DE LA TORRE FRACCIONADORA 16-E
53-F ACUMULADOR REFLUJO DE LA TORRE FRACCIONADORA 16-E
54-F TANQUE DE CONDENSADO DEL 58-C
55-F TANQUE DE EVAPORIZACION INSTANTANEA DEL 58-C
V-119 TANQUE LAVADOR DE GAS COMBUSTIBLE
NOMENCLATURA HP SERVICIO
BOMBAS
3-J (2) 350 BOMBAS DE CARGA FRESCA
4-J (2) 200 BOMBAS DEL ACUMULADOR DE LA FRACCIONADORA 1-E
5-J (3) 75 BOMBAS DE ACEITE CICLICO LIGERO
6-J (2) 100 BOMBA DE ACEITE ESPONJA
7-J (3) 100 BOMBA DE ACEITE CICLICO PESADO
8-J (2) 5 BOMBA DE AGUA AMARGA
9-J (2) BOMBA DE REFLUJO DE LA FRACCIONADORA
10-J (2) 75 BOMBA DE ACEITE DECANTADO
11-J (2) 20 BOMBA DE RECIRCULACIÓN DE LODOS DE LA FRACCIONADORA
13-J (2) 100 BOMBA DE CARGA DE AGOTADOR 3-E
14-J (2) 25 BOMBA DE CONDENSADO 1º PASO DEL COMPRESOR
15-J (2) 200 BOMBAS DE REFLUJO DE LA DEBUTANIZADORA 5-E
16-J (2) 75 BOMBAS DE CARGA DE LA DEPRONIZADORA 6-E
17-J (2) 40 BOMBAS DE REFLUJO DE LA DEPRONIZADORA 6-E
18-J (2) 150 BOMBAS DE CIRCULACIÓN DE AMINA
19-J (2) 5 BOMBAS DE REFLUJO A LA REGENADORA DE AMINA
20-J (2) 20 BOMBAS DEL CONDENSADOR DE SUPERFICIE DEL SOPLADOR
21-J (2) 7.5 BOMBAS DEL CONDENSADOR DE SUPERFICIE DEL COMPRESOR
26-J (2) 60 BOMBAS DE GASOLINA DE ABSORCION
27-J (2) 40 BOMBAS DE AGUA DE LAVADO
29-J (2) 100 BOMBAS DE REFLUJO DE LA FRACCIONADORA
30-J (2) 30 BOMBAS DE ACEITE PRINCIPAL DEL SOPLADOR
31-J 0.5 BOMBAS DEL ACONDICIONADOR DE ACEITE DEL SOPLADOR
32-J (2) 30 BOMBAS DEL ACEITE PRINCIPAL DEL COMPRESOR
33-J 0.5 BOMBAS DEL ACONDICIONADOR DE ACEITE DEL COMPRESOR
34-J (2) 50 BOMBAS DE AGUA HELADA 22-F TANQUE EVAPORATIVO
35-J (2) 5 BOMBAS DEL CONDENSADO DEL SISTEMA CHILLER
36-J 5 BOMBAS DEL SEPARADOR DE SUCCION 1º PASO
37-J 20 BOMBAS DEL SEPARADOR DE DESFOGUE
39-J (2) 10 BOMBAS DE CARGA L AGOTADOR 10-E AGUA AMARGA
40-J 1/3 BOMBAS DE INYECCION DE FOSFATOS
ELABORO: APOLINAR PAVON DOMINGUEZPágina 202
FORMATIVO OPERADOR ESPECIALISTA FCC1
41-J 1/3 BOMBAS DE INYECCION DE ANTIESPUMANTE
42-J (4) 1/3 BOMBAS DE INYECCION DE INHIBIDOR
43-J (2) 25 BOMBAS DE FONDO DEL AGOTADOR 10-E AGUA DULCE
45-J 40 BOMBA DE CIRCULACION DE SOSA
46-J (2) 0.5 BOMBAS INYECCION DE SOSA AL REACTOR MEROX (SOS FRESCA)
47-J 1/4 BOMBAS DE INHIBIDOR
49-J (2) 15 BOMBAS DE CIRCULACION DE SOSA CAUSTICA
50-J (2) 30 BOMBAS DE TRANSFERENCIA DE SOSA CAUSTICA
51-J (2) 0.5 BOMBAS DE GASOLINA CON DISULFUROS DEL SISTEMA MEROX
52-J BOMBAS DE CIRCULACION LPG
54-J 1.5 BOMBAS DE DEA REDES
61-J (2) BOMBAS DE CARGA DE TORRE FRACCIONADORA 16-E
62-J (2) BOMBAS DE REFLUJO Y PRODUCTO DE LA TORRE
FRACCIONADORA 16-E
EQUIPO ESPECIAL
12-J EYECTOR DE SILOS DEL CATALIZADOR
SP-12 SILENCIADOR
2-L CAMARA DE ORIFICIOS
3-L (2) TANQUE DE SELLOS DE AGUA
5 L (2) FILTROS DE AMINA
14-L FILTROS DE AIRE
28-L SECADOR DE AIRE
NOMENCLATURA SERVICIO
-------GASOLINA ESTABILIZADA------
TFE.- DEBIDO A QUE LA GASOLINA SE UTILIZA EN LA PREPARACION DE TANQUES
FINALES SE DEBE CONTROLAR LA TFE. EN 225 °C MAX. PARA CUMPLIR CON LA
ESPECIFICACION DEL % DE AZUFRE Y LOS REQUERIMIENTOS DE LA PLANTA TAME,
ELABORO: APOLINAR PAVON DOMINGUEZPágina 203
FORMATIVO OPERADOR ESPECIALISTA FCC1
UNA TEMPERATURA MAYOR AFECTA EL FUNCIONAMIENTO DE LOS MOTORES SEGÚN
LA ESTACION DEL AÑO POR LA PRESENCIA DE HIDROCARBUROS PESADOS
------ ACIDO SULFHIDRICO Y MERCAPTANOS-----
A LA GASOLINA SE LE TIENE QUE ELIMINAR EL H2S PARA PREVENIR PROBLEMAS DE
CORROSION EN LAS LINEAS POR DONDE CIRCULA Y LOS MERCAPTANOS PARA
EVITAR LOS MALOS OLORES EN LOS GASES DE COMBUSTION, PARA LO CUAL SE
HACE PASAR POR EL TRATAMIENTO MEROX Y OXIMER LA ESPECIFICACION ES:
H2S=00 Y RSH= 1º PPM MAX. SI LOS VALORES SON MAYORES REVISAR LA
CONCENTRACION DE SOSA Y EL CATALIZADOR MEROX. (METER MAS AIRE PARA
HACER REACCIONAR LOS MERCAPTANOS)
------PRESION DE VAPOR REID-----
POR MEDIO DE ESTA PRUEBA PODEMOS COMPROBAR SI LA GASOLINA AL PASAR
POR LA TORRE DEBUTANIZADORA SE LE ELIMINARON LOS BUTANOS C4 Y LOS GASES
LICUABLES. EL PRODUCTO SE VA A TANQUES FINALES PARA LA PREPARACION DE
MESCLAS DE GASOLINA Y DEBE TENER UN PVR.
PARA LOS MESES DE ABRIL A SEPTIEMBRE UN PVR DE 7 A 8 LBS
PARA LOS MESES DE OCTUBRE A MARZO UN PVR DE 8 A 9 LBS
--------CORROSION A LA AMINA DE COBRE-----
CON ESTA PRUEBA COMPROBAMOS SI EL TRATAMIENTO MEROX FUE EFICIENTE EN
LA ELIMINACION DE H2S Y EL ARRASTRE DE SOSA. LA ESPECIFICACION NOS
MARCARA 1MAX.
------ACEITE CICLICO LIGERO------
ACL. T-90 EL ACEITE CICLICO LIGERO ES UTILIZADO EN LA PREPARACION DE
MESCLAS DE DIESEL COMO PRODUCTO FINAL POR LO TANTO SE DEBE CUIDAR LA
T-90% QUE DEBE SER 350 MAX. SI ES MAYOR, NOS INDICA LA PRESENCIA DE
HIDROCARBUROS PESADOS LOS CUALES NO SE QUEMAN EN LOS MOTORES Y
DILUYEN EL ACEITE DEL KARTER.
------ ACEITE DECANTADO-----
ELABORO: APOLINAR PAVON DOMINGUEZPágina 204
FORMATIVO OPERADOR ESPECIALISTA FCC1
EL ACEITE DECANTADO SALE COMO TAL Y SE INCORPORA A LAS MESCLAS DE
COMBUSTOLEO. POR LO TANTO LAS PRUEBAS DE LABORATORIO Y LAS
ESPECIFICACIONES QUE DEBE CUMPLIR SON LAS DE COPE. DE RUTINA
SE HACEN LOS SIGUIENTES ANALISIS.
….PESO ESPECÍFICO. 20/4°C
….TEMPERATURA DE INFLAMACION.
….CARBON.
….CENIZAS
….....BC1
….....AZUFRE.
AZUFRE.- SI EL DECANTADO SE USA COMO MATERIA PRIMA PARA NEGRO DE HUMO
EL AZUFRE ES DAÑINO POR QUE CUARTEA EL HULE DE LAS LLANTAS Y ADEMAS POR
LA CONTAMINACION.
METALES.- LOS METALES PRESENTES DURANTE LA COMBUSTION FORMAN OXIDOS
QUE SE PUEDEN INCRUSTAR EN LOS INTERNOS DE LOS TUBOS DE COMBUSTION
POR LO TANTO ES CONVENIENTE CONTROLAR EL CALCIO Y EL FIERRO.
BCMI.-PARA NEGRO DE HUMO LA ESPECIFICACION ES DE 120 MIN. LOS VALORES
INDICAN EL CONTENIDO DE COMPUESTOS PARAFINICOS.
CENIZAS.-INDICAN LA CANTIDAD DE OXIDOS MINERALES PRESENTES EN LA
MUESTRA. LA ESPECIFICACION ES DE 003% MAX. Y DEBEN CUIDARSE POR QUE LOS
OXIDOS MINERALES RESULTAN SER ABRACIVOS PARA LAS BOMBAS Y EQUIPOS CON
QUE SE MANEJA ESTE PRODUCTO; SI LOS VALORES SON ALTOS TAMBIEN INDICAN LA
PRESENCIA DE CATALIZADOR.
DIETANOLAMINA.- LOS GASES CUANDO SALEN DE LOS ABSORBEDORES PRIMARIO Y
SECUNDARIO CONTIENEN H2S EL CUAL SE LES ELIMINA EN LA SECCION DEL
TRATAMIENTO DE AMINA QUE CONSISTE EN HACERLOS PASAR A TRAVEZ DE UNA
SOLUCION DE DIETANOLAMINA ANTES DE IR A LA RED DE GAS COMBUSTIBLE. LA
ESPECIFICACION NOS MARCA DE 19 A 21 G/100ML, TAMBIEN SE ELIMINAN PEQUEÑAS
CANTIDADES DE CO2 Y SO2 QUE SE ENCUENTRAN PRESENTES ORIGINADOS EN LAS
REACCIONES, PERO LA MAYOR PARTE SE SEPARA CON LOS GASES.
GASES DEL REGENERADOR. - LA REGENERACION DEL CATALIZADOR SE LLEVA
QUEMANDO EL CARBON DEPOSITADO EN EL CATALIZADOR DURANTE LA
REGENERACION CON AIRE CALIENTE LO CUAL PRODUCE GASES DE COMBUSTION
QUE SE UTILIZA EN LA CALDERA DE CO. POR SU ALTO PODER CALORIFICO QUE LE DA
ELABORO: APOLINAR PAVON DOMINGUEZPágina 205
FORMATIVO OPERADOR ESPECIALISTA FCC1
LA PRESENCIA DE MONOXIDO DE CARBONO, DEBE DE CONTENER 15% MAX. DE
OXIGENO Y 7% DE MONOXIDO DE CARBONO.
SIGNIFICADO DEL SICOLAB Y SU IMPORTANCIA EN EL ANALISIS DE GASES DE LA
PLANTA CATALITICA.
1.- CORROSION AL COBRE.- ES UNO DE LAS PRUEBAS MAS IMPORTANTES DE LOS
GASES POR QUE LOS RESULTADOS OBTENIDOS NOS VAN A INDICAR SI LOS
TRATAMIENTOS DE ENDULZAMIENTO FUERON SUFICIENTES PARA ELIMINAR LOS
COMPUESTOS CORROSIVOS DE AZUFRE Y SI NO HAY ARRASTRE DE SOSA,
PRODUCTO DEL TRATANMIENTO.
LOS LIMITES DE CORROSION AL COBRE ASEGURAN QUE EL GAS LICUADO A PRESION
NO VA A CONTENER H2S EN CANTIDADES PERJUDICIALES A LA SALUD Y SEGURIDAD
Y A SI NO DETERIORAR LAS PARTES DE ALEACIONES Y CONEXIONES DE COBRE LOS
CUALES SON COMUNMENTE USADAS EN MUCHHOS TIPOS DE TRANSPORTE Y
ALMACENAJE.
ACIDO SULFHIDRICO. - ES UNA PRUEBA CUALITATIVA PERO MUY SENSIBLE Y UTIL EN
LA DETERMINACION DE LA PRESENCIA DE SULFHIDRICO Y MERCAPTANOS EN LOS
GASES, DE MUCHA AYUDA EN EL AREA POR QUE NO SE NECESITA EQUIPO
ESPECIALIZADO, UNICAMENTE EXPERIENCIA EN LA INTERPRETACION DE LAS
COLORACIONES. ESTO NOS DARA UNA IDEA APROXIMADA DEL GRADO DE
CORROSION.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 206
FORMATIVO OPERADOR ESPECIALISTA FCC1
ELABORO: APOLINAR PAVON DOMINGUEZPágina 207
FORMATIVO OPERADOR ESPECIALISTA FCC1
ELABORO: APOLINAR PAVON DOMINGUEZPágina 208
FORMATIVO OPERADOR ESPECIALISTA FCC1
Flujo turbulento: Este tipo de flujo es el que mas se presenta en la practica de ingeniería. En este tipo de
flujo las partículas del fluido se mueven en trayectorias erráticas, es decir, en trayectorias muy irregulares
sin seguir un orden establecido, ocasionando la transferencia de cantidad de movimiento de una porción de
fluido a otra, de modo similar a la transferencia de cantidad de movimiento molecular pero a una escala
mayor.
Flujo laminar: Se caracteriza porque el movimiento de las partículas del fluido se produce siguiendo
trayectorias bastante regulares, separadas y perfectamente definidas dando la impresión de que se tratara
de laminas o capas mas o menos paralelas entre si, las cuales se deslizan suavemente unas sobre otras, sin que
exista mezcla macroscópica o intercambio transversal entre ellas.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 209
FORMATIVO OPERADOR ESPECIALISTA FCC1
PLACA DE ORIFICIO
COMO FUNCIONA UNA PLACA DE ORIFICIO
EN INDUSTRIAS DONDE CONOCER EL FLUJO O CAUDAL DE UN FLUIDO ES CRITICO
PARA MANTENER LA CALIDAD DE UN PRODUCTO, ES INDISPENSABLE EL USO DE
MEDIDORES Y CONTROLADORES DE CAUDAL. DE LO MÁS SIMPLE Y
EFICAZ: LA PLACA DE ORIFICIO.
QUE ES UNA PLACA DE ORIFICIO?
LA PLACA DE ORIFICIO ES UN DISPOSITIVO QUE PERMITE MEDIR EL CAUDAL DE UN
FLUIDO QUE PASA POR UNA TUBERÍA. CONSTA DE UN DISCO CON UN ORIFICIO EN EL
CENTRO DE ESTE QUE SE COLOCA PERPENDICULAR A LA TUBERÍA.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 210
FORMATIVO OPERADOR ESPECIALISTA FCC1
ES UN ELEMENTO DE MEDICIÓN PRIMARIO, PERO ES MUY UTILIZADO DEBIDO A SU
FACILIDAD DE USO, BAJO PRECIO, POCO MANTENIMIENTO Y GRAN EFICIENCIA.
TIPOS DE PLACAS DE ORIFICIO
EXISTEN CUATRO TIPOS DE PLACAS DE ORIFICIOS SEGÚN LA APLICACIÓN QUE SE
DESEE.
1. PLACAS DE ORIFICIO CONCÉNTRICAS:
2. PLACAS DE ORIFICIO CONCÉNTRICAS CÓNICAS:
3. PLACAS DE ORIFICIO EXCÉNTRICAS:
4. PLACAS DE ORIFICIO CONCÉNTRICAS SEGMENTADAS:
COMO FUNCIONA UNA PLACA DE ORIFICIO?
EL FUNCIONAMIENTO DE UNA PLACA DE ORIFICIO SE BASA EN EL EFECTO VENTURI.
ESTE CONSISTE EN UN FENÓMENO QUE HACE DISMINUIR LA PRESIÓN DE UN FLUIDO
QUE ATRAVIESA UNA TUBERÍA, Y ESTE AUMENTA SU VELOCIDAD DEBIDO A UNA
DISMINUCIÓN DEL DIÁMETRO DE LA TUBERÍA.
POR LO TANTO PARA MEDIR EL CAUDAL DEL FLUIDO, SE COLOCAN DOS TOMAS UNA
ANTES DE LA PLACA Y OTRA DESPUÉS, QUE CAPTAN LA PRESIÓN DIFERENCIAL QUE
SE GENERA DEBIDO AL AUMENTO DE LA VELOCIDAD. LUEGO A TRAVÉS DEL
PRINCIPIO DE BERNOULLI SE LLEGA A QUE LA DIFERENCIA DE PRESIÓN ES
PROPORCIONAL AL CUADRADO DEL CAUDAL.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 211
FORMATIVO OPERADOR ESPECIALISTA FCC1
DIFERENCIA ENTRE PLACA DE ORIFICIO Y TUBO VENTURI
EL TUBO DE VENTURI Y LA PLACA DE ORIFICIO SON UTILIZADOS AMBOS PARA LA
MEDICIÓN DE CAUDAL. CAMBIAN SOLAMENTE EL FUNCIONAMIENTO QUE UTILIZAN
PARA LOGRAR ESTA MEDICIÓN. LA DIFERENCIA DEL TUBO DE VENTURI CON LA
PLACA DE ORIFICIO ES QUE LA DISMINUCIÓN DE LA SECCIÓN DEL TUBO ES
REALIZADA DIRECTAMENTE POR EL MISMO TUBO.
EN OTRAS PALABRAS EL TUBO DE VENTURI ES UN TUBO ESPECIAL QUE TIENE EN UN
PUNTO UNA DISMINUCIÓN DE LA SECCIÓN MIENTRAS QUE LA PLACA DE ORIFICIO ES
LO QUE SE COLOCA EN UN TUBO COMÚN PARA CONOCER EL CAUDAL DEL FLUIDO
QUE LO ATRAVIESA.
ORIFICIO DE RESTRICCION
DIAFRAGMA DE INSERCIÓN CALIBRADO (ORIFICIO CONCÉNTRICO) CON
LENGÜETA DE IDENTIFICACIÓN PARA MONTAJE ENTRE BRIDAS CON SUPERFICIE
DE ESTANQUEIDAD LISA. EL CANTO DE LA CARA DE ENTRADA DEL ORIFICIO ES
EN FORMA DE CANTO VIVO.
ADECUADO PARA REDUCIR PRESIÓN EN LAS TUBERÍAS O LIMITAR EL CAUDAL.
ELABORO: APOLINAR PAVON DOMINGUEZPágina 212
FORMATIVO OPERADOR ESPECIALISTA FCC1
ELABORO: APOLINAR PAVON DOMINGUEZPágina 213
También podría gustarte
- Restauración General de Cambiadores de Calor de La Planta Alquilacion de La Refineria Salina Cruz.Documento119 páginasRestauración General de Cambiadores de Calor de La Planta Alquilacion de La Refineria Salina Cruz.Martín Galnares100% (1)
- Cambiadores de CalorDocumento33 páginasCambiadores de CalorMiguel Montero AlonsoAún no hay calificaciones
- ET-193-PEMEX-2019 Rev.0 - Cambiadores de Calor Tipo PlacasDocumento19 páginasET-193-PEMEX-2019 Rev.0 - Cambiadores de Calor Tipo Placasmtirzo69Aún no hay calificaciones
- Trazado Mecanico y de CaldereriaDocumento7 páginasTrazado Mecanico y de CaldereriaCarlos Arturo BeltranAún no hay calificaciones
- Etp 181Documento59 páginasEtp 181mario cardenasAún no hay calificaciones
- Lista de BombasDocumento2 páginasLista de BombasaramihzAún no hay calificaciones
- T1C de Norma K-101Documento1 páginaT1C de Norma K-101William Lopez AyalaAún no hay calificaciones
- Juntas espirometálicas sellado perfecto fluctuaciones presión temperaturaDocumento9 páginasJuntas espirometálicas sellado perfecto fluctuaciones presión temperaturaMiguel Angel PANOZOAún no hay calificaciones
- Rud Catalogo SMDocumento20 páginasRud Catalogo SMmc_laberintAún no hay calificaciones
- Api 12 J PDFDocumento6 páginasApi 12 J PDFfranciscoAún no hay calificaciones
- Manual de Cambiadores de CalorDocumento69 páginasManual de Cambiadores de CalorMaximiliano García CalderónAún no hay calificaciones
- Catalogo de FILTROSDocumento33 páginasCatalogo de FILTROSakarcz6731Aún no hay calificaciones
- Calculadora para Espesores de ComalesDocumento1 páginaCalculadora para Espesores de ComalesimarluAún no hay calificaciones
- Hornos A Fuego DirectoDocumento37 páginasHornos A Fuego DirectoEnrique ArceAún no hay calificaciones
- 303-42619-IT-009 Calentadores A Fuego DiectoDocumento34 páginas303-42619-IT-009 Calentadores A Fuego DiectoFlorentino Ponce100% (1)
- NRF 158 PEMEX 2012 DV Juntas de Expansion Metalicas PDFDocumento26 páginasNRF 158 PEMEX 2012 DV Juntas de Expansion Metalicas PDFabcdef456Aún no hay calificaciones
- Especificaciones de materiales para tuberías e instalacionesDocumento6 páginasEspecificaciones de materiales para tuberías e instalacionesAndre Villegas RomeroAún no hay calificaciones
- CD-For-GC-005 (Examen para Calificación de Tuberos)Documento5 páginasCD-For-GC-005 (Examen para Calificación de Tuberos)dark2072Aún no hay calificaciones
- Sistema MatcoteDocumento30 páginasSistema MatcoteAlvaro Alexis Mendoza PradaAún no hay calificaciones
- PG-SS-TC-0033-2013 Procedimiento Crítoco para Apertura de Tuberías Accesorios y Equipos de Proceso en Pemex Exploración y ProducciónDocumento31 páginasPG-SS-TC-0033-2013 Procedimiento Crítoco para Apertura de Tuberías Accesorios y Equipos de Proceso en Pemex Exploración y ProducciónKaRliz AlmazánAún no hay calificaciones
- Reducción de presión y aumento de producción mediante reductor de fricción Apollo QA-1000Documento30 páginasReducción de presión y aumento de producción mediante reductor de fricción Apollo QA-1000RodolfoAún no hay calificaciones
- Red de TierrasDocumento47 páginasRed de TierrasJose Joaquin Baeza VeluetaAún no hay calificaciones
- CM1 08Documento28 páginasCM1 08Emilio De Jesus Velazquez BeltranAún no hay calificaciones
- Empresa de construcción y mantenimiento industrial Jáuregui Servicios Industriales S.A de C.VDocumento8 páginasEmpresa de construcción y mantenimiento industrial Jáuregui Servicios Industriales S.A de C.VJorge Luis Magaña GonzalezAún no hay calificaciones
- Basf MasterFlow 928 TdsDocumento4 páginasBasf MasterFlow 928 TdsCARLOS OLIVEROSAún no hay calificaciones
- Intercambiadores de Calor Ope2Documento7 páginasIntercambiadores de Calor Ope2Arcenio LvAún no hay calificaciones
- Distribución Plataformas PetrolerasDocumento1 páginaDistribución Plataformas PetrolerasRaul Alberto Flores PadillaAún no hay calificaciones
- Vdocuments - MX - Conceptos Basicos de PaileriaDocumento114 páginasVdocuments - MX - Conceptos Basicos de Pailerianorbertocuellar100% (1)
- 8 Perfiles Estructurales Imca Areas y Volumenes en Ton. e Insp X PTDocumento42 páginas8 Perfiles Estructurales Imca Areas y Volumenes en Ton. e Insp X PTRomi LetelierAún no hay calificaciones
- Manual de Ventilas para TanquesDocumento6 páginasManual de Ventilas para TanquesCalcetinAún no hay calificaciones
- NRF 020 Pemex 2005Documento13 páginasNRF 020 Pemex 2005Irving Garcia HernandezAún no hay calificaciones
- Valvula Bola Norma ANSIDocumento8 páginasValvula Bola Norma ANSIgrostetaAún no hay calificaciones
- T A01t8 PDFDocumento3 páginasT A01t8 PDFLeonardo Ramirez GuzmanAún no hay calificaciones
- 02.05 Anexo C (Catalogo de Conceptos-Unidades de Medicion y Cantidad de Trabajo) Version 0Documento81 páginas02.05 Anexo C (Catalogo de Conceptos-Unidades de Medicion y Cantidad de Trabajo) Version 0Eduardo GironAún no hay calificaciones
- Medidas de TubosDocumento3 páginasMedidas de TubosAlex Arma del CarpioAún no hay calificaciones
- Mantenimiento de torres de destilaciónDocumento59 páginasMantenimiento de torres de destilaciónJc JaAún no hay calificaciones
- KitsAislamientoBridasDocumento6 páginasKitsAislamientoBridasavazcAún no hay calificaciones
- T3FDocumento1 páginaT3FAntonio LoretoCortesAún no hay calificaciones
- HD Valv Bola FLV 2 Pulg, 300# Drenajes TerdDocumento3 páginasHD Valv Bola FLV 2 Pulg, 300# Drenajes TerdPacco HmAún no hay calificaciones
- Membrana Interna Flotante (Tipo Panal de Abeja) Manual Del Usuario (Instalacion y Mantenimiento) - PDFDocumento10 páginasMembrana Interna Flotante (Tipo Panal de Abeja) Manual Del Usuario (Instalacion y Mantenimiento) - PDFMaria Trinidad Laguna FonsecaAún no hay calificaciones
- Capacidad Manejo de Crudo en CB5E y CB5T TMDB v3 08-01-2022Documento3 páginasCapacidad Manejo de Crudo en CB5E y CB5T TMDB v3 08-01-2022jaime hernandezAún no hay calificaciones
- Simbología Bridas PDFDocumento13 páginasSimbología Bridas PDFHernan CobaAún no hay calificaciones
- Ficha Tecnica Obraductos - Valvula Mariposa WaferDocumento1 páginaFicha Tecnica Obraductos - Valvula Mariposa Waferobraductos ColAún no hay calificaciones
- Flyer Tee de Flujo RanuradaDocumento4 páginasFlyer Tee de Flujo RanuradaAlfonso LópezAún no hay calificaciones
- Espárragos y tornillos de acero para refineríaDocumento29 páginasEspárragos y tornillos de acero para refineríaaldo100% (1)
- Pe-Im-004-41575 - 1 Procedimiento de Embalaje, Transportacion y AlmacenamientoDocumento10 páginasPe-Im-004-41575 - 1 Procedimiento de Embalaje, Transportacion y AlmacenamientoMarco VeraAún no hay calificaciones
- Tubasol Acero Al CarbonoDocumento118 páginasTubasol Acero Al CarbonoELIAún no hay calificaciones
- Tabla de esparragosDocumento1 páginaTabla de esparragosIvan LunaAún no hay calificaciones
- Asmertyeficienciasdejuntas SlideshareDocumento7 páginasAsmertyeficienciasdejuntas SlideshareEldo LobuAún no hay calificaciones
- Productos Químicos para MantenimientoDocumento33 páginasProductos Químicos para MantenimientoOziel GarciaAún no hay calificaciones
- Procedimientos PemexDocumento36 páginasProcedimientos PemexJoel Glez100% (1)
- Anexo b4 - Mantto. MasoneilanDocumento28 páginasAnexo b4 - Mantto. MasoneilanKeNy PriegoAún no hay calificaciones
- CNC Pemex Est TD 142 2022 Rev 1Documento27 páginasCNC Pemex Est TD 142 2022 Rev 1armando uribeAún no hay calificaciones
- Carbon ActivadoDocumento22 páginasCarbon ActivadoYamil Cornelio ArgumedoAún no hay calificaciones
- Preguntas 2do Parcial M.A.Documento18 páginasPreguntas 2do Parcial M.A.Maria Belen Ocampo FloresAún no hay calificaciones
- Efluentes de Curtiembres, Tipos de Tratamientos, Residuos Solidos y Sus TratamientosDocumento16 páginasEfluentes de Curtiembres, Tipos de Tratamientos, Residuos Solidos y Sus TratamientosHarold Isai Silvestre GomezAún no hay calificaciones
- Desintegración catalítica (FCC) en refineríasDocumento25 páginasDesintegración catalítica (FCC) en refineríasZenón GuzmánAún no hay calificaciones
- Tratamientos FisicoquímicosDocumento35 páginasTratamientos FisicoquímicosSam CastilloAún no hay calificaciones
- Pruebas de Clarificacion Agua Al Rio 05 y 06 Sep 2019Documento8 páginasPruebas de Clarificacion Agua Al Rio 05 y 06 Sep 2019Guiver Santisteban IbañezAún no hay calificaciones
- Hoja Técnica F2075Documento3 páginasHoja Técnica F2075Eddie Rodriguez BarraAún no hay calificaciones
- AII C28 TabiqueriaDocumento1 páginaAII C28 TabiqueriaPedroAún no hay calificaciones
- FT Stucco UNIBLOCKDocumento1 páginaFT Stucco UNIBLOCKAlx SoAún no hay calificaciones
- Matriz de Aspectos e Impactos AmbientalesDocumento9 páginasMatriz de Aspectos e Impactos Ambientalesmariana santodomingoAún no hay calificaciones
- Colectores XantatosDocumento244 páginasColectores XantatosJonathan Guerra PujadoAún no hay calificaciones
- Mecanizado en Torno Paralelo PDFDocumento27 páginasMecanizado en Torno Paralelo PDFEdwin Antonio Zavala CardenasAún no hay calificaciones
- J1000 50 Torres CfeDocumento46 páginasJ1000 50 Torres Cfeporfirio ruiz100% (1)
- 706s08-Pdf-Spa 2Documento32 páginas706s08-Pdf-Spa 2FRANCISCO JAVIER ANDRADE DOMINGUEZAún no hay calificaciones
- Progr. Diaria Fortuna Rev. 2.0 2023.03.08Documento95 páginasProgr. Diaria Fortuna Rev. 2.0 2023.03.08Gaby ParedesAún no hay calificaciones
- Analisis de Costos Unitarios de Creacion de Los Servicios Deportivos y Recreativos Estructuras 330184 Downloable 334128Documento42 páginasAnalisis de Costos Unitarios de Creacion de Los Servicios Deportivos y Recreativos Estructuras 330184 Downloable 334128martingoytizoloAún no hay calificaciones
- Materiales cerámicos avanzados construcciónDocumento18 páginasMateriales cerámicos avanzados construcciónRodrigo RivasAún no hay calificaciones
- Tratamiento Termico Del AceroDocumento4 páginasTratamiento Termico Del Aceromalemar92100% (2)
- Plan Manejo de Residuos SolidosDocumento8 páginasPlan Manejo de Residuos SolidosROSSMERY OLORTEGUI MUÑOZAún no hay calificaciones
- Química analítica taller universidad biologíaDocumento2 páginasQuímica analítica taller universidad biologíaDiego Fernando BastidasAún no hay calificaciones
- Reglamento InstalacionesDocumento3 páginasReglamento InstalacionesCande CordovaAún no hay calificaciones
- Portafolio Ecoequipos 2023Documento20 páginasPortafolio Ecoequipos 2023sebastian PeñalozaAún no hay calificaciones
- Especificaciones Tecnicas ReservoriosDocumento42 páginasEspecificaciones Tecnicas Reservoriosyanina pocoy huayaneyAún no hay calificaciones
- Cuestionario Ladrillos de CerámicaDocumento2 páginasCuestionario Ladrillos de CerámicaFrancisco Hernandez MontañezAún no hay calificaciones
- Aleaciones AntifriccionDocumento15 páginasAleaciones AntifriccionCristopherAún no hay calificaciones
- LAB N°03-PROCESO DE TERMOFORMADO - FinalDocumento18 páginasLAB N°03-PROCESO DE TERMOFORMADO - FinalJanPool PosadaAún no hay calificaciones
- Valvulas Choke y BPRDocumento12 páginasValvulas Choke y BPRJuan Pablo Tovar Cruz100% (1)
- Anejo 19. Proyecto de Estructuras de Hormigon. Reglas Generales y Reglas para La EdificacionDocumento208 páginasAnejo 19. Proyecto de Estructuras de Hormigon. Reglas Generales y Reglas para La EdificacionMartín Córdoba GetarAún no hay calificaciones
- Confeccion de Ropa de Bebe PlanificacionDocumento19 páginasConfeccion de Ropa de Bebe PlanificaciononixletAún no hay calificaciones
- Costos y Presupuestos Clase 5Documento16 páginasCostos y Presupuestos Clase 5lesam CPAún no hay calificaciones
- El Cuchillo PDFDocumento7 páginasEl Cuchillo PDFOdaldisJuniorVillalbaAún no hay calificaciones
- Trabajo Artesanal TextilDocumento58 páginasTrabajo Artesanal TextilelizabethAún no hay calificaciones
- Lae 603 Multiservicios BadilloDocumento4 páginasLae 603 Multiservicios BadilloLau DuranAún no hay calificaciones
- Informe Tecnico Assay Llegada L1 PDFDocumento26 páginasInforme Tecnico Assay Llegada L1 PDFingjuancrl100% (1)
- Resumen Modelo UBCSANDDocumento7 páginasResumen Modelo UBCSANDkuncargAún no hay calificaciones
- Lista de Materiales OPUSDocumento12 páginasLista de Materiales OPUSAlberto Linares100% (1)
- Materiales de Pesca RDocumento65 páginasMateriales de Pesca RFelix Chávez O.Aún no hay calificaciones
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Psiconeuroinmunología para la práctica clínicaDe EverandPsiconeuroinmunología para la práctica clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Borges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonDe EverandBorges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonCalificación: 5 de 5 estrellas5/5 (4)
- Nunca fuimos modernos: Ensayos de antropología simétricaDe EverandNunca fuimos modernos: Ensayos de antropología simétricaAún no hay calificaciones
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanDe EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Investigación de operaciones: Conceptos fundamentalesDe EverandInvestigación de operaciones: Conceptos fundamentalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Estoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoDe EverandEstoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoCalificación: 4 de 5 estrellas4/5 (23)
- Cálculo infinitesimal: El lenguaje matemático de la naturalezaDe EverandCálculo infinitesimal: El lenguaje matemático de la naturalezaCalificación: 5 de 5 estrellas5/5 (3)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Teoría de juegos: Una introducción matemática a la toma de decisionesDe EverandTeoría de juegos: Una introducción matemática a la toma de decisionesCalificación: 4 de 5 estrellas4/5 (1)
- Estadística básica: Introducción a la estadística con RDe EverandEstadística básica: Introducción a la estadística con RCalificación: 5 de 5 estrellas5/5 (8)
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)