También podría gustarte
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Herramientas para Mentenimiento de Un MotorDocumento14 páginasHerramientas para Mentenimiento de Un MotorManuel Alejandro Lopez AlvarezAún no hay calificaciones
- Super ScrewDocumento4 páginasSuper ScrewJoanContrerasLopezAún no hay calificaciones
- Catalogo Soldadura ES PDFDocumento11 páginasCatalogo Soldadura ES PDFEmebeizaAún no hay calificaciones
- Taller3Documento8 páginasTaller3juan carlos galvez abantoAún no hay calificaciones
- Ficha Tecnica MetaltubDocumento8 páginasFicha Tecnica MetaltubAndres CanariaAún no hay calificaciones
- Mega Force 140i-MP (Español)Documento4 páginasMega Force 140i-MP (Español)Jorge RinconAún no hay calificaciones
- Datos de Devanado de Alternador SR4B 3516 CATDocumento7 páginasDatos de Devanado de Alternador SR4B 3516 CATalstomAún no hay calificaciones
- Tabla Resumen Hilos Tubulares MIG MAG PDFDocumento1 páginaTabla Resumen Hilos Tubulares MIG MAG PDFJohan Mongua100% (1)
- Plus Mig 350Documento2 páginasPlus Mig 350OSCARAún no hay calificaciones
- BT Ars 0.22Documento1 páginaBT Ars 0.22Eduardo Guerreros100% (1)
- 10-175-316L Inoxidable 316LDocumento1 página10-175-316L Inoxidable 316LJaysso Jaime Hita PerezAún no hay calificaciones
- Diseño de Conexiones Remachadas y AtornilladasDocumento17 páginasDiseño de Conexiones Remachadas y Atornilladassergio tolozaAún no hay calificaciones
- Prensacables, Tapones y Adaptadores (E6000-7000-8000) - WisaDocumento2 páginasPrensacables, Tapones y Adaptadores (E6000-7000-8000) - WisadavidnpsAún no hay calificaciones
- Conectores PrensacablesDocumento2 páginasConectores PrensacablesAlvaro Fernando Reyes CastañedaAún no hay calificaciones
- Ficha Técnica Perlines C y ZDocumento2 páginasFicha Técnica Perlines C y ZMaria VelandiaAún no hay calificaciones
- Manual LattyDocumento12 páginasManual LattyDiego CondeAún no hay calificaciones
- Bridas y AvancesDocumento5 páginasBridas y AvancesELSI1306Aún no hay calificaciones
- Catalogo MagnumDocumento30 páginasCatalogo MagnumCarlos Jose Alcala TolozaAún no hay calificaciones
- MATERIALESDocumento4 páginasMATERIALESLuis LassoAún no hay calificaciones
- Documento No1 NCh204 Abril 2020Documento5 páginasDocumento No1 NCh204 Abril 2020Pamela Saavedra MoyaAún no hay calificaciones
- Bridas y AvancesDocumento5 páginasBridas y AvancesGerardo CastilloAún no hay calificaciones
- Pendulo 2006Documento31 páginasPendulo 2006Pedro MorenoAún no hay calificaciones
- Ilo Red SecundariaDocumento2 páginasIlo Red SecundariaHernán Santos Mamani LupacaAún no hay calificaciones
- 2020.09.11 MMG-Raspadores Hosch-Detalles Netamente Técnicos-Faja CVB004 (Considerando Grapas)Documento11 páginas2020.09.11 MMG-Raspadores Hosch-Detalles Netamente Técnicos-Faja CVB004 (Considerando Grapas)ernesto huaman0% (2)
- SAW, Soldadura de Arco Sumergido.Documento17 páginasSAW, Soldadura de Arco Sumergido.kennysalc2100% (1)
- Atusa DS Ssf-Fpabm en EsDocumento2 páginasAtusa DS Ssf-Fpabm en EsmadalenaAún no hay calificaciones
- Lista de Cantidades Presupuesto Reynaldo QuiñonezDocumento4 páginasLista de Cantidades Presupuesto Reynaldo QuiñonezGeovanny NugraAún no hay calificaciones
- f11.04 Brocas Machos y TerrajasDocumento5 páginasf11.04 Brocas Machos y TerrajasluisAún no hay calificaciones
- LASIOM 08 CaracterísticasDocumento2 páginasLASIOM 08 CaracterísticasJaime YañezAún no hay calificaciones
- Catalogo Materiales Alta Tensión - Tercnored 2022Documento9 páginasCatalogo Materiales Alta Tensión - Tercnored 2022Jose Luis CifuentesAún no hay calificaciones
- Cat Accesorios 2009Documento100 páginasCat Accesorios 2009Hector GalanAún no hay calificaciones
- Herramientas Catalogo Precios ROTHENBERGUERDocumento55 páginasHerramientas Catalogo Precios ROTHENBERGUERAlejandra SaicoAún no hay calificaciones
- Herramientas para TubosDocumento23 páginasHerramientas para TubosDavid GuillermoAún no hay calificaciones
- Cutmaster 40Documento4 páginasCutmaster 40Eduardo LopezAún no hay calificaciones
- Acoplamientos ESPDocumento22 páginasAcoplamientos ESPjonbilbaoAún no hay calificaciones
- Selección de LengüetasDocumento3 páginasSelección de LengüetasWiLson Condori CalcinaAún no hay calificaciones
- Guia Consumibles New LRDocumento6 páginasGuia Consumibles New LRcjsoto_uc_edu_veAún no hay calificaciones
- Acoplamientos ESP PDFDocumento20 páginasAcoplamientos ESP PDFDaniel Alfredo Silva RivadeneiraAún no hay calificaciones
- BoquillerosDocumento181 páginasBoquillerosSergio MenchùAún no hay calificaciones
- Magnum 251016 LinconlDocumento67 páginasMagnum 251016 Linconledisson_barreraAún no hay calificaciones
- Dobladoras de TuboDocumento5 páginasDobladoras de TuboJaime ConeoAún no hay calificaciones
- VA V9 261 S06 Válvula de Mariposa Tipo 22LUG22 Gaer®Documento4 páginasVA V9 261 S06 Válvula de Mariposa Tipo 22LUG22 Gaer®JUAN CARLOS DELGADO MEDINAAún no hay calificaciones
- Relación de MaterialDocumento4 páginasRelación de MaterialCHUYAún no hay calificaciones
- CNC 50x50Documento1 páginaCNC 50x50José PeAún no hay calificaciones
- Ficha Tecnica Comdiflex Empaque EspirometalicoDocumento7 páginasFicha Tecnica Comdiflex Empaque EspirometalicoJuan Carlos JcmaAún no hay calificaciones
- 7 CostosDocumento2 páginas7 CostosJose VelascoAún no hay calificaciones
- Trabajo de DistribucionDocumento13 páginasTrabajo de DistribucionMAGGIEEAún no hay calificaciones
- Materiales ReplanteoDocumento2 páginasMateriales ReplanteoLuis LassoAún no hay calificaciones
- Páginas Desdecatalogo-Unceta-2011-2012Documento15 páginasPáginas Desdecatalogo-Unceta-2011-2012dgof0000Aún no hay calificaciones
- Lista de Materiales C4 RembertoDocumento4 páginasLista de Materiales C4 RembertoIsrael Garfias LopezAún no hay calificaciones
- Tabla Cutata H18: ProdusDocumento2 páginasTabla Cutata H18: ProdusCraciun CodrutAún no hay calificaciones
- Electrodo 308l - Aws - E-308l-16Documento1 páginaElectrodo 308l - Aws - E-308l-16Rodolfo EstradaAún no hay calificaciones
- 11 Ficha Tecnica Derivacion Conica 45 Air Galva PDFDocumento1 página11 Ficha Tecnica Derivacion Conica 45 Air Galva PDFMarc AnmellaAún no hay calificaciones
- Afiladora SSS1N 2018 PDFDocumento1 páginaAfiladora SSS1N 2018 PDFGustavo Gonzalez ToledoAún no hay calificaciones
- Ficha Tecnica TuberiasDocumento8 páginasFicha Tecnica TuberiasAna María BedoyaAún no hay calificaciones
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- % CBR Cantera MalabrigoDocumento1 página% CBR Cantera MalabrigoDiego VelezAún no hay calificaciones
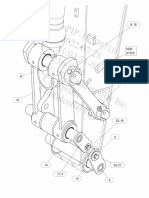
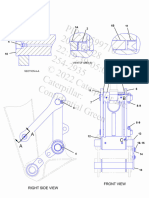
- Barillaje Bujes y Pasadores Del BaldeDocumento5 páginasBarillaje Bujes y Pasadores Del BaldeDiego VelezAún no hay calificaciones
- 1 - 107101 - 20201125120727 - fv-292 - Suroeste - Venta de Activos A LatincoDocumento1 página1 - 107101 - 20201125120727 - fv-292 - Suroeste - Venta de Activos A LatincoDiego VelezAún no hay calificaciones
- Procedimiento General de Soldadura Excavadora 330LDocumento66 páginasProcedimiento General de Soldadura Excavadora 330LDiego VelezAún no hay calificaciones
- Arnés de Motor Excavadora 324Documento3 páginasArnés de Motor Excavadora 324Diego VelezAún no hay calificaciones
- Barillaje Bujes y Pasadores Del Balde 3Documento3 páginasBarillaje Bujes y Pasadores Del Balde 3Diego VelezAún no hay calificaciones
- Procedimientos de Chequeo Excavadora 330LDocumento55 páginasProcedimientos de Chequeo Excavadora 330LDiego VelezAún no hay calificaciones
- Pruebas y Ajustes de Bomba de Inyeccion 252BDocumento33 páginasPruebas y Ajustes de Bomba de Inyeccion 252BDiego VelezAún no hay calificaciones
- Listado Conectores CaterpillarDocumento86 páginasListado Conectores CaterpillarDiego VelezAún no hay calificaciones
- Procedimiento de Carga y Descarga de Acumuladores de Nitrogeno CaterpillarDocumento22 páginasProcedimiento de Carga y Descarga de Acumuladores de Nitrogeno CaterpillarDiego VelezAún no hay calificaciones
- Procedimiento Reparación de Arnes CaterpillarDocumento16 páginasProcedimiento Reparación de Arnes CaterpillarDiego VelezAún no hay calificaciones
- Simbologia Visual Manuales CaterpillarDocumento11 páginasSimbologia Visual Manuales CaterpillarDiego VelezAún no hay calificaciones
- Pruebas de Motores de Arranque CaterpillarDocumento10 páginasPruebas de Motores de Arranque CaterpillarDiego VelezAún no hay calificaciones
- Proceso de General de Soldadura de para Equipos CaterpillarDocumento69 páginasProceso de General de Soldadura de para Equipos CaterpillarDiego VelezAún no hay calificaciones
- PM1 250 (HR) Cargador de Orugas 953BDocumento2 páginasPM1 250 (HR) Cargador de Orugas 953BDiego VelezAún no hay calificaciones
- PM 3000 (HR) Cargador de Orugas 953BDocumento2 páginasPM 3000 (HR) Cargador de Orugas 953BDiego VelezAún no hay calificaciones
- PM2 500 (HR) Cargador de Orugas 953BDocumento3 páginasPM2 500 (HR) Cargador de Orugas 953BDiego VelezAún no hay calificaciones
- Problemas y Causas Del Aire Acondicionado de CaterpillarDocumento13 páginasProblemas y Causas Del Aire Acondicionado de CaterpillarDiego VelezAún no hay calificaciones
- Soporte de Pago Diego Alonso Velez JunioDocumento1 páginaSoporte de Pago Diego Alonso Velez JunioDiego VelezAún no hay calificaciones
- PM 3000 (HR) Cargador de Orugas 953BDocumento2 páginasPM 3000 (HR) Cargador de Orugas 953BDiego VelezAún no hay calificaciones
- Pruebas y Ajuste Sistema de Frenos Cargador 914GDocumento58 páginasPruebas y Ajuste Sistema de Frenos Cargador 914GDiego Velez100% (1)
- Intructivo Reparción de Conector Prisipal Modulo Cargador de Orugas 953Documento5 páginasIntructivo Reparción de Conector Prisipal Modulo Cargador de Orugas 953Diego VelezAún no hay calificaciones
- Conección Interructores Cargador de Orugas 953CDocumento4 páginasConección Interructores Cargador de Orugas 953CDiego VelezAún no hay calificaciones
- Puebas de Servo de Cargador 914GDocumento8 páginasPuebas de Servo de Cargador 914GDiego VelezAún no hay calificaciones
- Pruebas y Ajuste Sensor de Velocidad Cargador 914GDocumento1 páginaPruebas y Ajuste Sensor de Velocidad Cargador 914GDiego VelezAún no hay calificaciones
- Guia de Remplazo de Mangueras CaterpillarDocumento9 páginasGuia de Remplazo de Mangueras CaterpillarDiego VelezAún no hay calificaciones
- Procedimioento para Remolcar Cargador 914GDocumento5 páginasProcedimioento para Remolcar Cargador 914GDiego VelezAún no hay calificaciones
- Procedimiento de Instalación Bomba de Inyección Cargador 914GDocumento3 páginasProcedimiento de Instalación Bomba de Inyección Cargador 914GDiego VelezAún no hay calificaciones
- Especificación de Valvula de Direcció Cargador 914GDocumento1 páginaEspecificación de Valvula de Direcció Cargador 914GDiego VelezAún no hay calificaciones
- Fallas Sistema de Dirección Cargador 914GDocumento4 páginasFallas Sistema de Dirección Cargador 914GDiego VelezAún no hay calificaciones