También podría gustarte
- Evaluación ecológica de un fragmento urbano de bosque secoDe EverandEvaluación ecológica de un fragmento urbano de bosque secoAún no hay calificaciones
- Papel BiodegradableDocumento6 páginasPapel Biodegradablejoserojaslozano4Aún no hay calificaciones
- Alternativas para el manejo de residuos sólidos y su integración en el montaje de una huerta agroecológicaDe EverandAlternativas para el manejo de residuos sólidos y su integración en el montaje de una huerta agroecológicaAún no hay calificaciones
- Trabajo de Investigacion Final Papel y Carton 2020Documento64 páginasTrabajo de Investigacion Final Papel y Carton 2020Manuel Alejandro Sbeilie0% (1)
- Proyecto de Investigación MaraDocumento7 páginasProyecto de Investigación MaraMarcela Patricia Romero zapataAún no hay calificaciones
- Analisis de Poyecto FinalDocumento7 páginasAnalisis de Poyecto FinalPedro Cobaxin BaxinAún no hay calificaciones
- Elaboracion de Papel A Base de Residuos OrganicosDocumento5 páginasElaboracion de Papel A Base de Residuos OrganicosRosa Ysabel Noriega Arevalo0% (1)
- papel reciclado borradoresDocumento5 páginaspapel reciclado borradoresEdson LazcanoAún no hay calificaciones
- PROYECTO Papel RecicladoDocumento10 páginasPROYECTO Papel RecicladoWhaly Hhot67% (6)
- PROYECTO Clara Rosa - Papel Reciclado OficialDocumento16 páginasPROYECTO Clara Rosa - Papel Reciclado OficialBrillit RuizAún no hay calificaciones
- INFORME DEL GRUPO A-Parte 2 CuerpoDocumento19 páginasINFORME DEL GRUPO A-Parte 2 CuerpoEmmanuel Tandaypán FarfánAún no hay calificaciones
- Experimento BiologiaDocumento10 páginasExperimento BiologiaJohanna DamianAún no hay calificaciones
- Fabricacion de Papel A Partir de Materias Primas Alternativas A Las ConvencionalesDocumento4 páginasFabricacion de Papel A Partir de Materias Primas Alternativas A Las ConvencionalesDiego CalvoAún no hay calificaciones
- Reause SheetDocumento2 páginasReause SheetYomaira PilatasigAún no hay calificaciones
- Esquema de Informe de Laboratorio 22Documento5 páginasEsquema de Informe de Laboratorio 22mohamedjda8Aún no hay calificaciones
- Estudio Del Impacto Ambiental de Papel Tissue.Documento21 páginasEstudio Del Impacto Ambiental de Papel Tissue.rockf_guzAún no hay calificaciones
- Proyecto FinalDocumento8 páginasProyecto FinalAlejandro SotoAún no hay calificaciones
- Esquema de Informe de Laboratorio 22Documento4 páginasEsquema de Informe de Laboratorio 22mohamedjda8Aún no hay calificaciones
- Proyecto de InvestigacionDocumento15 páginasProyecto de InvestigacionSophya Dayana Condori PeredaAún no hay calificaciones
- Gestion Ambiental en La Fabricación de Papel RecicladoDocumento42 páginasGestion Ambiental en La Fabricación de Papel RecicladoLeo DavidAún no hay calificaciones
- Proyecto Reciclaje de Pael en La Academia MilitarDocumento31 páginasProyecto Reciclaje de Pael en La Academia MilitarCarlos Alberto Caicedo MoreiraAún no hay calificaciones
- Eco-Papeles Del Caribe Avance 2Documento10 páginasEco-Papeles Del Caribe Avance 2Daniel EspitaletaAún no hay calificaciones
- Elaboración de Papel A Base Material OrgánicoDocumento18 páginasElaboración de Papel A Base Material Orgánicoyakelin matuteAún no hay calificaciones
- Proyecto REPAPELDocumento23 páginasProyecto REPAPELErica del AngelAún no hay calificaciones
- TrifolioDocumento10 páginasTrifolioSantiago AcuñaAún no hay calificaciones
- Bosquejo A.E.P - U.T.RDocumento9 páginasBosquejo A.E.P - U.T.Ralejandrodriguez0710Aún no hay calificaciones
- Reciclaje Del PapelDocumento4 páginasReciclaje Del PapelArisuAún no hay calificaciones
- Recicla papel y cartónDocumento7 páginasRecicla papel y cartónCelesteCondoriCastro100% (1)
- Elaboracion de Cartulina A Partir de Papel Recicla PDFDocumento31 páginasElaboracion de Cartulina A Partir de Papel Recicla PDFLizet Daniela ChambiAún no hay calificaciones
- EcoPrint Proyecto FinalDocumento17 páginasEcoPrint Proyecto FinalAngel BarrenoAún no hay calificaciones
- GESTIÓN AMBIENTAL EN LA Fabricación de Papel RecicladoDocumento42 páginasGESTIÓN AMBIENTAL EN LA Fabricación de Papel RecicladoLizbeth RodriguezAún no hay calificaciones
- Actividad 5 Metodo ExperimentalDocumento15 páginasActividad 5 Metodo ExperimentalUlises Brayan Hernández LunaAún no hay calificaciones
- Cogollo de PiñaDocumento17 páginasCogollo de PiñaJanPool Posada0% (1)
- Proyectos de CienciaDocumento35 páginasProyectos de CienciaMaria Lizana Chauca85% (20)
- INFORMEDocumento13 páginasINFORMEDiana Escobar MendozaAún no hay calificaciones
- CuidadoDocumento4 páginasCuidadovictoria bribiescaAún no hay calificaciones
- Avance de Proyecto MetoDocumento8 páginasAvance de Proyecto Metonenjijesus123Aún no hay calificaciones
- Proyecto Reciclado de Carton GaboDocumento17 páginasProyecto Reciclado de Carton GaboGabo Martínez0% (1)
- Nota Dra Area CorrugadoDocumento5 páginasNota Dra Area CorrugadoMILI GONZALESTORRESAún no hay calificaciones
- Nota Dra Area CorrugadoDocumento5 páginasNota Dra Area CorrugadoZANABRIA SALAZAR FARAH DESIREÉAún no hay calificaciones
- Industria PapeleraDocumento14 páginasIndustria Papeleraroberto gaviriaAún no hay calificaciones
- RECIPANELDocumento6 páginasRECIPANELjulio vargasAún no hay calificaciones
- Elaboración de Papel RecicladoDocumento21 páginasElaboración de Papel RecicladoMarcela LizarazoAún no hay calificaciones
- Reciclaje de papel y sus beneficios ambientalesDocumento7 páginasReciclaje de papel y sus beneficios ambientalesCESAR EDUARDO AGUILLON MARINAún no hay calificaciones
- Reciclaje de PapelDocumento10 páginasReciclaje de Papelmimi chocloAún no hay calificaciones
- Actividad 9 Exposicion de Protocolo - Ulises Brayan Hernandez LunaDocumento32 páginasActividad 9 Exposicion de Protocolo - Ulises Brayan Hernandez LunaUlises Brayan Hernández LunaAún no hay calificaciones
- Trabajo Reciclado - Papel y CartonDocumento8 páginasTrabajo Reciclado - Papel y CartonCandela PepaAún no hay calificaciones
- Proyecto de Jornada Extendida 2018Documento13 páginasProyecto de Jornada Extendida 2018Lorena JRomeroAún no hay calificaciones
- Tarea6 - Procesos IndustrialesDocumento3 páginasTarea6 - Procesos IndustrialesKatleen FríasAún no hay calificaciones
- PAPELDocumento6 páginasPAPELMariana TorresAún no hay calificaciones
- Empresa PapelDocumento9 páginasEmpresa PapelYánez StalinAún no hay calificaciones
- Reciclaje de Papel Periodico Una Alternativa para El Uso de MaderaDocumento3 páginasReciclaje de Papel Periodico Una Alternativa para El Uso de MaderaCristian C-c C-cAún no hay calificaciones
- Proyecto de ReciclajeDocumento11 páginasProyecto de ReciclajeSTELLA SERRATO ALVAREZAún no hay calificaciones
- Reciclaje de CartónDocumento27 páginasReciclaje de CartónJosephAdrianSea100% (1)
- TG3 Emprendimiento.Documento5 páginasTG3 Emprendimiento.Andrea Moya GaonaAún no hay calificaciones
- Papel y CartonDocumento5 páginasPapel y CartonELcolo radoAún no hay calificaciones
- 15. Prototipo de urna funeraria ecológica elaborada con fibra de coco.Documento7 páginas15. Prototipo de urna funeraria ecológica elaborada con fibra de coco.pepe lorenzoAún no hay calificaciones
- Proyecto Integrador Unidad 1 JOSÉ LUIS PERALES GUZMÁN BLP22A - 1719 ECCDocumento13 páginasProyecto Integrador Unidad 1 JOSÉ LUIS PERALES GUZMÁN BLP22A - 1719 ECCjosé luis perales guzmánAún no hay calificaciones
- Referencias bibliográficas y resúmenes sobre el cartón y su reciclajeDocumento5 páginasReferencias bibliográficas y resúmenes sobre el cartón y su reciclajeEdher RosalesAún no hay calificaciones
- Proyecto Ambiental Integral Reciclaje de PapelDocumento5 páginasProyecto Ambiental Integral Reciclaje de PapelCarlos Alberto Caicedo MoreiraAún no hay calificaciones
- Examen de Primera Unidad 2023 - 2Documento3 páginasExamen de Primera Unidad 2023 - 2CINTIA MAMANI CALLATAAún no hay calificaciones
- I UNIDAD Logro de InvDocumento2 páginasI UNIDAD Logro de InvCINTIA MAMANI CALLATAAún no hay calificaciones
- Fabricación de Papel Artesanal Utilizando Papel Reciclado2Documento21 páginasFabricación de Papel Artesanal Utilizando Papel Reciclado2CINTIA MAMANI CALLATAAún no hay calificaciones
- PLAN D E TRABAJO Oficial OctubreDocumento7 páginasPLAN D E TRABAJO Oficial OctubreCINTIA MAMANI CALLATAAún no hay calificaciones
- Esquema de Informe FCI - 2023-1Documento4 páginasEsquema de Informe FCI - 2023-1CINTIA MAMANI CALLATAAún no hay calificaciones
- EDITAR - Docx DIRIGIDODocumento7 páginasEDITAR - Docx DIRIGIDOCINTIA MAMANI CALLATAAún no hay calificaciones
- Diagrama de Flujo de Procesos de La Producción Del PapelDocumento8 páginasDiagrama de Flujo de Procesos de La Producción Del PapelClayde Cuadros Muñoz25% (4)
- Fabricación de Papel Artesanal Utilizando Papel Reciclado2Documento21 páginasFabricación de Papel Artesanal Utilizando Papel Reciclado2CINTIA MAMANI CALLATAAún no hay calificaciones
- Py Semestral 2023 1Documento11 páginasPy Semestral 2023 1CINTIA MAMANI CALLATAAún no hay calificaciones
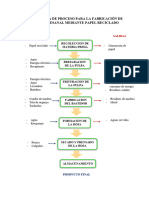
- Flujograma de Proceso para La Fabricación de Papel Artesanal Mediante Papel RecicladoDocumento3 páginasFlujograma de Proceso para La Fabricación de Papel Artesanal Mediante Papel RecicladoCINTIA MAMANI CALLATAAún no hay calificaciones
- Plan de PracticasDocumento6 páginasPlan de PracticasCINTIA MAMANI CALLATAAún no hay calificaciones
- Sesión de Clase #11 Industrias ForestalesDocumento26 páginasSesión de Clase #11 Industrias ForestalesCINTIA MAMANI CALLATAAún no hay calificaciones
- Prueba de Estadistica 3Documento2 páginasPrueba de Estadistica 3CINTIA MAMANI CALLATAAún no hay calificaciones
- Tecnologías Ecologicamente RacionalesDocumento15 páginasTecnologías Ecologicamente RacionalesCINTIA MAMANI CALLATAAún no hay calificaciones
- Esquema de Informe FCI - 2023-1Documento4 páginasEsquema de Informe FCI - 2023-1CINTIA MAMANI CALLATAAún no hay calificaciones
- Fabricación de Papel Artesanal Utilizando Papel Reciclado2Documento21 páginasFabricación de Papel Artesanal Utilizando Papel Reciclado2CINTIA MAMANI CALLATAAún no hay calificaciones
- Examen de Primera Unidad 2023 - 2Documento3 páginasExamen de Primera Unidad 2023 - 2CINTIA MAMANI CALLATAAún no hay calificaciones
- Sesión de Clase #04 Industrias ForestalesDocumento33 páginasSesión de Clase #04 Industrias ForestalesCINTIA MAMANI CALLATAAún no hay calificaciones
- Resultados - InglesDocumento5 páginasResultados - InglesCINTIA MAMANI CALLATA100% (1)
- Metodologia - PapelDocumento5 páginasMetodologia - PapelCINTIA MAMANI CALLATA0% (1)
- Universidad Nacional de Juliaca Nombre Edad Semestre Sexo Descripción e Identificación de Cada Elemento de La Encuesta Casillas SI NODocumento1 páginaUniversidad Nacional de Juliaca Nombre Edad Semestre Sexo Descripción e Identificación de Cada Elemento de La Encuesta Casillas SI NOCINTIA MAMANI CALLATAAún no hay calificaciones
- Voluntariado universitario asistencia 24 octubreDocumento9 páginasVoluntariado universitario asistencia 24 octubreCINTIA MAMANI CALLATAAún no hay calificaciones
- Orden 8Documento8 páginasOrden 8CINTIA MAMANI CALLATAAún no hay calificaciones
- Resuktado de SECADORA SOLARDocumento2 páginasResuktado de SECADORA SOLARCINTIA MAMANI CALLATAAún no hay calificaciones
- Sesión de Clase #05 Industrias ForestalesDocumento22 páginasSesión de Clase #05 Industrias ForestalesCINTIA MAMANI CALLATAAún no hay calificaciones
- Universidad Nacional de PiuraDocumento104 páginasUniversidad Nacional de PiuraCINTIA MAMANI CALLATAAún no hay calificaciones
- Imforme de Salidad CompactadoraDocumento2 páginasImforme de Salidad CompactadoraCINTIA MAMANI CALLATAAún no hay calificaciones
- Rendición de ingresos recaudados en marzoDocumento18 páginasRendición de ingresos recaudados en marzoCINTIA MAMANI CALLATAAún no hay calificaciones
- Aplicación Dafo Segun Iso 14001 2015Documento11 páginasAplicación Dafo Segun Iso 14001 2015CINTIA MAMANI CALLATAAún no hay calificaciones
- Actividades 2023: Abril Mayo Junio Julio Agosto S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4Documento2 páginasActividades 2023: Abril Mayo Junio Julio Agosto S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4CINTIA MAMANI CALLATAAún no hay calificaciones
- Areas ProtegidasDocumento3 páginasAreas ProtegidasKettoJorgeAún no hay calificaciones
- Karwiskia HumboldtianaDocumento4 páginasKarwiskia HumboldtianaHaeun JinAún no hay calificaciones
- Normas ApaDocumento24 páginasNormas ApaCRISTIAN EDUARDO MEDINA GAONAAún no hay calificaciones
- Etnobotanica Palma Soyate Estado HidalgoDocumento8 páginasEtnobotanica Palma Soyate Estado HidalgoAdolfo Sabina CajigalesAún no hay calificaciones
- Art Culo CasaDocumento12 páginasArt Culo CasaMireya HNAún no hay calificaciones
- Cartilla La HorquetaDocumento34 páginasCartilla La HorquetaAlexandra Catalina Paz RobayoAún no hay calificaciones
- Los Animales Amenazados Del PerúDocumento4 páginasLos Animales Amenazados Del PerúAlbert Ale QuispeAún no hay calificaciones
- Informe IncendiosDocumento8 páginasInforme IncendiosRonal VillalobosAún no hay calificaciones
- Biometria Forestal - Practico 04 - Crecimiento Del ArbolDocumento19 páginasBiometria Forestal - Practico 04 - Crecimiento Del ArbolAllan Geraard RuiizAún no hay calificaciones
- Uso Mayor de Tierras PeruDocumento6 páginasUso Mayor de Tierras PeruDavid HaroAún no hay calificaciones
- Convenios y Tratados en Materia Ambiental Celebrados Por EcuadorDocumento30 páginasConvenios y Tratados en Materia Ambiental Celebrados Por EcuadorAnita100% (1)
- Restauración de Papel - Ar-Carozzi - R PDFDocumento153 páginasRestauración de Papel - Ar-Carozzi - R PDFEduardo Gabriel GómezAún no hay calificaciones
- INTA - Conservacion de La Biodiversidad en Plantaciones Forestales de Salicaceas Del Bajo Delta. Desafios y Estrategias de Gestion.Documento13 páginasINTA - Conservacion de La Biodiversidad en Plantaciones Forestales de Salicaceas Del Bajo Delta. Desafios y Estrategias de Gestion.Sabrina GarciaAún no hay calificaciones
- Marco Normativo Ambiental Vigente en EcuadorDocumento10 páginasMarco Normativo Ambiental Vigente en EcuadorDiego YangariAún no hay calificaciones
- PDF Emap San Diego OkDocumento142 páginasPDF Emap San Diego Okashley castro lopezAún no hay calificaciones
- Unidad 5. Organización y Diversidad de La BiosferaDocumento8 páginasUnidad 5. Organización y Diversidad de La Biosferajoseluishortela9366Aún no hay calificaciones
- t3 3 Quiz Divisando El DestinoDocumento4 páginast3 3 Quiz Divisando El DestinoPedro Antonio Gutierrez0% (1)
- Dasometria 1Documento4 páginasDasometria 1Mary Luz Castañeda AgudeloAún no hay calificaciones
- Flora y Fauna de PiuraDocumento2 páginasFlora y Fauna de PiuraOscar Ccoycca Fernandez100% (5)
- BambuDocumento19 páginasBambuAndres MirandaAún no hay calificaciones
- Ensayo Legislacion EmpresarialDocumento6 páginasEnsayo Legislacion EmpresarialNatalia PalaciosAún no hay calificaciones
- Actualmente La Selva Baja Caducifolia Es Uno de Los Ecosistemas Más Amenazados en El PaísDocumento9 páginasActualmente La Selva Baja Caducifolia Es Uno de Los Ecosistemas Más Amenazados en El PaísMauricio Alan TroncosoAún no hay calificaciones
- Plan ManuDocumento390 páginasPlan ManuPamela ArteagaAún no hay calificaciones
- La clasificación de organismos y la biodiversidadDocumento10 páginasLa clasificación de organismos y la biodiversidadLuis Angel Gárate ChambillaAún no hay calificaciones
- Plantas Medicinales en Boliviapi31146Documento52 páginasPlantas Medicinales en Boliviapi31146Gregory TBAún no hay calificaciones
- Beneficios y Riesgos de La Diversidad de Flora y FaunaDocumento5 páginasBeneficios y Riesgos de La Diversidad de Flora y FaunaMaritza Garcia CanalesAún no hay calificaciones
- Bosque Premontano TesisDocumento0 páginasBosque Premontano TesisJaime DiazAún no hay calificaciones
- ConcialiacionDocumento26 páginasConcialiacionerick quirozAún no hay calificaciones
- Recursos Naturales de San MartinDocumento6 páginasRecursos Naturales de San MartinRonaldSacramentoLorenzo50% (2)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Cosmología Egipcia : El Universo Animado , Tercera EdiciónDe EverandCosmología Egipcia : El Universo Animado , Tercera EdiciónAún no hay calificaciones
- Piscinas de uso colectivo: Tratamiento del agua, mantenimiento y limpiezaDe EverandPiscinas de uso colectivo: Tratamiento del agua, mantenimiento y limpiezaAún no hay calificaciones
- Principios básicos de bioquímica de los alimentosDe EverandPrincipios básicos de bioquímica de los alimentosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Fisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposDe EverandFisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposAún no hay calificaciones
- La Gestión de los Residuos Sólidos Urbanos en Brasil:: descripción general, conceptos, aplicaciones y perspectivasDe EverandLa Gestión de los Residuos Sólidos Urbanos en Brasil:: descripción general, conceptos, aplicaciones y perspectivasCalificación: 1 de 5 estrellas1/5 (1)
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- Manual de practicas de laboratorio de MicrobiologíaDe EverandManual de practicas de laboratorio de MicrobiologíaCalificación: 4 de 5 estrellas4/5 (7)
- Tendencias de la investigación en ingeniería ambientalDe EverandTendencias de la investigación en ingeniería ambientalCalificación: 5 de 5 estrellas5/5 (1)
- Ingeniería de la energía eólicaDe EverandIngeniería de la energía eólicaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Química orgánica: ejercicios de aplicaciónDe EverandQuímica orgánica: ejercicios de aplicaciónCalificación: 5 de 5 estrellas5/5 (3)
- Estructura atómica y enlace químicoDe EverandEstructura atómica y enlace químicoCalificación: 3 de 5 estrellas3/5 (2)
- Baños de bosque: Siente el poder curativo de la naturaleza, vive el Shinrin YokuDe EverandBaños de bosque: Siente el poder curativo de la naturaleza, vive el Shinrin YokuCalificación: 5 de 5 estrellas5/5 (2)
- Fisicoquímica III: Estructura y transformaciones de la materia. Intercambios de energíaDe EverandFisicoquímica III: Estructura y transformaciones de la materia. Intercambios de energíaAún no hay calificaciones