También podría gustarte
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Plantas CriogenicasDocumento12 páginasPlantas CriogenicasMayra Advincula VilcaraAún no hay calificaciones
- Eficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108De EverandEficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108Aún no hay calificaciones
- Informe TermodinamicaDocumento14 páginasInforme TermodinamicaJhon Briyan Arce ApazaAún no hay calificaciones
- Montaje y reparación de sistemas neumáticos e hidráulicos bienes de equipo y máquinas industriales. FMEE0208De EverandMontaje y reparación de sistemas neumáticos e hidráulicos bienes de equipo y máquinas industriales. FMEE0208Aún no hay calificaciones
- Análisis Termoeconómico de Columnas de Destilación en Plantas de Separación de AireDocumento6 páginasAnálisis Termoeconómico de Columnas de Destilación en Plantas de Separación de Aireitz_19Aún no hay calificaciones
- Diseño de sistemas termofluidos: Una visión integradoraDe EverandDiseño de sistemas termofluidos: Una visión integradoraAún no hay calificaciones
- TP5 - Aire ComprimidoDocumento37 páginasTP5 - Aire ComprimidoFacundo SantosAún no hay calificaciones
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- CPS ALTA Conference Optimizacion Del Rendimiento de Las Plantas de Oxigen SpanishDocumento29 páginasCPS ALTA Conference Optimizacion Del Rendimiento de Las Plantas de Oxigen SpanishJAAún no hay calificaciones
- Rediseño del laboratorio de soldadura de la Universidad UTEDe EverandRediseño del laboratorio de soldadura de la Universidad UTEAún no hay calificaciones
- Tecnologia Heat PipeDocumento10 páginasTecnologia Heat PipeArley Salazar HincapieAún no hay calificaciones
- Ingeniería de la energía eólicaDe EverandIngeniería de la energía eólicaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Práctica CompresorDocumento9 páginasPráctica CompresorAnonymous NpuhYT4Aún no hay calificaciones
- MF1165_3 - Instalaciones de ventilación-ExtracciónDe EverandMF1165_3 - Instalaciones de ventilación-ExtracciónAún no hay calificaciones
- Evapordor de Cascara de Limon RotatorioDocumento9 páginasEvapordor de Cascara de Limon RotatorioGustavo Rafael Hernandez SandovalAún no hay calificaciones
- Mantenimiento de motores térmicos de dos y cuatro tiempos. TMVG0409De EverandMantenimiento de motores térmicos de dos y cuatro tiempos. TMVG0409Calificación: 4 de 5 estrellas4/5 (1)
- Deshidratador de GlicolDocumento6 páginasDeshidratador de GlicolRicardo Hernan Gomez BAún no hay calificaciones
- 145 541 1 PBDocumento9 páginas145 541 1 PBDiego PeláezAún no hay calificaciones
- Diseño y Proceso de Un SimuladorDocumento7 páginasDiseño y Proceso de Un SimuladorerwisAún no hay calificaciones
- Elementos para la síntesis de redes de intercambiadores de calorDocumento102 páginasElementos para la síntesis de redes de intercambiadores de calorCristian SilvaAún no hay calificaciones
- CPS ALTA Conference Optimizacion Del Rendimiento de Las Plantas de Oxigen SpanishDocumento29 páginasCPS ALTA Conference Optimizacion Del Rendimiento de Las Plantas de Oxigen SpanishFelipe Miguel Sánchez ClementsAún no hay calificaciones
- Investigacion - Energia de Destilacion.Documento10 páginasInvestigacion - Energia de Destilacion.Suastegui Méndez AngelAún no hay calificaciones
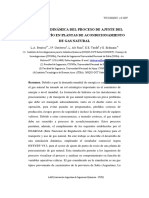
- Ajuste Punto de RocioDocumento13 páginasAjuste Punto de RocioLuis Carlos Ayllón EscobarAún no hay calificaciones
- Modelo Dinamico Del Sistema de Refrigeracion Por Compresion Con Co2 en Regimen SupercriticoDocumento10 páginasModelo Dinamico Del Sistema de Refrigeracion Por Compresion Con Co2 en Regimen SupercriticotokabiAún no hay calificaciones
- Transferencia de Calor Actv 1Documento5 páginasTransferencia de Calor Actv 1Caritza Gonzalez de JaimesAún no hay calificaciones
- Amca17 0124 FiDocumento6 páginasAmca17 0124 Fiss.sefi.infraestructuraAún no hay calificaciones
- Informe de Termodinamica Avazne CompresoresDocumento10 páginasInforme de Termodinamica Avazne Compresoresj.m.vilchesruz02Aún no hay calificaciones
- Conversión A Gran Escala de Un Electrofiltro A Filtro de Mangas en ...Documento14 páginasConversión A Gran Escala de Un Electrofiltro A Filtro de Mangas en ...Rajaes1958Aún no hay calificaciones
- Trabajo Completo Sintesis de AmoniacoDocumento77 páginasTrabajo Completo Sintesis de Amoniacoleynisg67% (6)
- Lopez Soto E1 TermAv 2023Documento29 páginasLopez Soto E1 TermAv 2023Hiram LsAún no hay calificaciones
- Aplicaciones de La Termodinámica en La MecatrónicaDocumento3 páginasAplicaciones de La Termodinámica en La Mecatrónicajuan luis67% (3)
- Simulacion de Un Ciclo RankineDocumento7 páginasSimulacion de Un Ciclo RankineAngela Chumioque Garcia100% (1)
- Determinación Del Coeficiente Global de Transferencia de Calor en Secaderos Rotativos de Cáscara de LimónDocumento9 páginasDeterminación Del Coeficiente Global de Transferencia de Calor en Secaderos Rotativos de Cáscara de LimónGabriela SanchezAún no hay calificaciones
- Proyecto Termo MecDocumento2 páginasProyecto Termo MecJair Palacin SuárezAún no hay calificaciones
- Diseño rápido de columnas de destilaciónDocumento36 páginasDiseño rápido de columnas de destilaciónjean carlos Alva CabreraAún no hay calificaciones
- Tesina Fluidos 2Documento40 páginasTesina Fluidos 2piero ricardo100% (1)
- Evolución de La Fuerza Tangencial Que Se Genera en El Álabe de Una TurbinaDocumento8 páginasEvolución de La Fuerza Tangencial Que Se Genera en El Álabe de Una TurbinatoñyAún no hay calificaciones
- Conversión A Gran Escala de Un Electrofiltro A Filtro de Mangas en ...Documento14 páginasConversión A Gran Escala de Un Electrofiltro A Filtro de Mangas en ...Rajaes1958Aún no hay calificaciones
- Paper - Análisis Energético y Exergético de Calderas IndustrialesDocumento18 páginasPaper - Análisis Energético y Exergético de Calderas IndustrialesHeitor NoratAún no hay calificaciones
- Destilacion CriogenicaDocumento13 páginasDestilacion CriogenicaMiguel Angel Medina Castellanos100% (1)
- Lab.04 Procesos IndustrialesDocumento18 páginasLab.04 Procesos IndustrialesNikol AngelesAún no hay calificaciones
- Análisis Exergetico de Plantas de Separacion de AireDocumento7 páginasAnálisis Exergetico de Plantas de Separacion de AireJuan Carlos Guerrero RAún no hay calificaciones
- PIA Termodinamica BasicaDocumento16 páginasPIA Termodinamica BasicaDaniel AlbertoAún no hay calificaciones
- Auditoría energética de un sistema de vapor: pasos y elementos claveDocumento0 páginasAuditoría energética de un sistema de vapor: pasos y elementos claveCarlos CortezAún no hay calificaciones
- Practica No. 2 HysysDocumento10 páginasPractica No. 2 HysysSophie'MedinaAún no hay calificaciones
- Simulacion Reformado para Producir Hidrogeno Usando GibbsDocumento11 páginasSimulacion Reformado para Producir Hidrogeno Usando GibbsJuan David Restrepo RendonAún no hay calificaciones
- Analisis Termodinamico de PLantas Electric As Haywood 2Documento154 páginasAnalisis Termodinamico de PLantas Electric As Haywood 2juanildefonso100% (1)
- Grupo 7 Consulta Unidad 4Documento30 páginasGrupo 7 Consulta Unidad 4miguel jaramilloAún no hay calificaciones
- INGENIERÍA_PROCESOS_QUÍMICOSyPREVENCIÓN_RIESGOS_PEC1Documento4 páginasINGENIERÍA_PROCESOS_QUÍMICOSyPREVENCIÓN_RIESGOS_PEC1jaumeserretpujol72Aún no hay calificaciones
- Aerogenerador Tipo Rehilete MIMEDocumento16 páginasAerogenerador Tipo Rehilete MIMELuis VelázquezAún no hay calificaciones
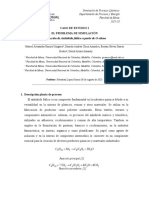
- Caso de Estudio 1 SimulacionesDocumento29 páginasCaso de Estudio 1 SimulacionesAngela LassoAún no hay calificaciones
- Diseño de producción de amoniaco a partir de gas naturalDocumento23 páginasDiseño de producción de amoniaco a partir de gas naturalAlvaro Michel Castillo QuispehuancaAún no hay calificaciones
- Optimizacion de Un EvaporadorDocumento12 páginasOptimizacion de Un Evaporadorarmando mondalgo llancariAún no hay calificaciones
- Transferencia en El Domo de Una Torre de DestilacionmoDocumento4 páginasTransferencia en El Domo de Una Torre de DestilacionmoLuis VilchizAún no hay calificaciones
- Investigación de Operaciones IiDocumento16 páginasInvestigación de Operaciones IiDeyvis Toribio AlbertoAún no hay calificaciones
- Trabajo No 10 Final de Procesos Industriales 2019Documento2 páginasTrabajo No 10 Final de Procesos Industriales 2019DL LAún no hay calificaciones
- Dialnet DisenoDeUnColectorSolarDePlacaPlana 5329891Documento10 páginasDialnet DisenoDeUnColectorSolarDePlacaPlana 5329891JoseAún no hay calificaciones
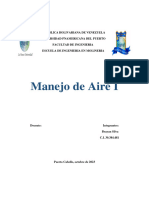
- Manejo de Aire IDocumento5 páginasManejo de Aire Imaria monsecaAún no hay calificaciones
- Restauración de compresor de aire y proyecto de tuberíasDocumento58 páginasRestauración de compresor de aire y proyecto de tuberíasanon_352851270Aún no hay calificaciones
- Resolucion AmbientalRcoaDocumento6 páginasResolucion AmbientalRcoaKevin HuilcaremaAún no hay calificaciones
- Unidad Didáctica Romero Noguera Ana María MECENDocumento45 páginasUnidad Didáctica Romero Noguera Ana María MECENKevin HuilcaremaAún no hay calificaciones
- Guiaimplantacion ISO45001 WebDocumento86 páginasGuiaimplantacion ISO45001 WebmlsAún no hay calificaciones
- CorrosionDocumento4 páginasCorrosionJennifer Villa100% (1)
- Informe Lab Transferencia de Calor. 1093481. 1 - 2Documento6 páginasInforme Lab Transferencia de Calor. 1093481. 1 - 2Marianny HierroAún no hay calificaciones
- Catalogo Tecnico LG 2013 PDFDocumento55 páginasCatalogo Tecnico LG 2013 PDFMaria Jose RodriguezAún no hay calificaciones
- Vías Metabólicas y de Transferencia de EnergíaDocumento6 páginasVías Metabólicas y de Transferencia de EnergíaPablo VasquezAún no hay calificaciones
- Ejercicio Endulzamiento de Gas Natural. Arteaga Miguelangel. Ballesteros Luis.Documento19 páginasEjercicio Endulzamiento de Gas Natural. Arteaga Miguelangel. Ballesteros Luis.gabrielaAún no hay calificaciones
- Interacciones Térmicas Entre SustanciasDocumento2 páginasInteracciones Térmicas Entre SustanciasJorge RitoAún no hay calificaciones
- Contenido Analitico Fis113Documento3 páginasContenido Analitico Fis113Fabian CortezAún no hay calificaciones
- Gases Ideales eDocumento4 páginasGases Ideales eStephany Mariela BermudezAún no hay calificaciones
- Tarea de Termodinamica Numero 1Documento4 páginasTarea de Termodinamica Numero 1Mark AntonyAún no hay calificaciones
- Laboratorio 2 - QMC 023 - Calorímetría I - Determianción de Kcalm.Documento4 páginasLaboratorio 2 - QMC 023 - Calorímetría I - Determianción de Kcalm.Carlos J. F. ChoqueAún no hay calificaciones
- Marco Teorico de SecadoDocumento6 páginasMarco Teorico de SecadoHector Guijosa100% (1)
- Energía Solar en PiscinasDocumento28 páginasEnergía Solar en PiscinasSergio AyusoAún no hay calificaciones
- Separata #10 Principios y Fenomenos de SolidificaciónDocumento11 páginasSeparata #10 Principios y Fenomenos de SolidificaciónrodrigoAún no hay calificaciones
- Calculo de FugacidadDocumento4 páginasCalculo de FugacidadJulian Puerta de JesusAún no hay calificaciones
- Preinforme 4 Calor de Reacción en SoluciónDocumento4 páginasPreinforme 4 Calor de Reacción en SoluciónFabian CabraAún no hay calificaciones
- Practica #1 Gases Reales e IdealesDocumento12 páginasPractica #1 Gases Reales e IdealesMadeleine Jennifer Ayoso100% (1)
- Consideraciones Balance TermicoDocumento9 páginasConsideraciones Balance TermicoNicolas fuertesAún no hay calificaciones
- Propiedades de Los Materiales DentalesDocumento6 páginasPropiedades de Los Materiales DentalesDianaAún no hay calificaciones
- Ventilacion NaturalDocumento4 páginasVentilacion NaturalHeidi ParedesAún no hay calificaciones
- 1996211-Practica 3Documento7 páginas1996211-Practica 3luigiasaeldelrosaltorresAún no hay calificaciones
- PDF Final - TermoquimicaDocumento18 páginasPDF Final - TermoquimicaFRANCO ROBERTO SOTO ALARCONAún no hay calificaciones
- Datos Tecnicos ST-STB PARSOL VERDEDocumento2 páginasDatos Tecnicos ST-STB PARSOL VERDEOvidio CalvoAún no hay calificaciones
- Central Termica Enrique GarciaDocumento20 páginasCentral Termica Enrique GarciaJuaniito PradoAún no hay calificaciones
- Fisicoquímica metalúrgica I examenDocumento2 páginasFisicoquímica metalúrgica I examenEduardoAún no hay calificaciones
- Andre EeeeDocumento6 páginasAndre EeeeMaribel Valero RamosAún no hay calificaciones
- Depósito de CalorDocumento3 páginasDepósito de CalorEnrique RGAún no hay calificaciones
- TP4 PrimerPrincipioSistemasCerradosDocumento2 páginasTP4 PrimerPrincipioSistemasCerradosJUANLOBOAún no hay calificaciones
- Informe 2 Climatización AutomotrizDocumento12 páginasInforme 2 Climatización AutomotrizXavier MolinaAún no hay calificaciones
- Propiedades físicas de fluidos purosDocumento4 páginasPropiedades físicas de fluidos purosYasir ChalcoAún no hay calificaciones
- Otro LibroDocumento344 páginasOtro LibroJuanMariaSeguraGarridoAún no hay calificaciones
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Psiconeuroinmunología para la práctica clínicaDe EverandPsiconeuroinmunología para la práctica clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Borges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonDe EverandBorges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonCalificación: 5 de 5 estrellas5/5 (4)
- Nunca fuimos modernos: Ensayos de antropología simétricaDe EverandNunca fuimos modernos: Ensayos de antropología simétricaAún no hay calificaciones
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanDe EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Investigación de operaciones: Conceptos fundamentalesDe EverandInvestigación de operaciones: Conceptos fundamentalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Estoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoDe EverandEstoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoCalificación: 4 de 5 estrellas4/5 (23)
- Cálculo infinitesimal: El lenguaje matemático de la naturalezaDe EverandCálculo infinitesimal: El lenguaje matemático de la naturalezaCalificación: 5 de 5 estrellas5/5 (3)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Teoría de juegos: Una introducción matemática a la toma de decisionesDe EverandTeoría de juegos: Una introducción matemática a la toma de decisionesCalificación: 4 de 5 estrellas4/5 (1)
- Estadística básica: Introducción a la estadística con RDe EverandEstadística básica: Introducción a la estadística con RCalificación: 5 de 5 estrellas5/5 (8)
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)