También podría gustarte
- Descodificacion Biologica de Los Problemas OseosDocumento32 páginasDescodificacion Biologica de Los Problemas OseosFiniFernandez60% (5)
- Elementos de UnionesDocumento20 páginasElementos de UnionesMANUEL PADILLA SARABIAAún no hay calificaciones
- Criterio VT Aws D1.1Documento1 páginaCriterio VT Aws D1.1Will Jr Castilla100% (1)
- Union Sup. Cumbrera Intersecion de VigaDocumento3 páginasUnion Sup. Cumbrera Intersecion de VigaCarlos Gabriel Vásquez PenachiAún no hay calificaciones
- Manual de Soldadura OERLIKONDocumento8 páginasManual de Soldadura OERLIKONAlex SerranoAún no hay calificaciones
- Practico3 AEDA 2021Documento5 páginasPractico3 AEDA 2021Jose Ignacio SilvaAún no hay calificaciones
- CT WPS Smaw 001Documento1 páginaCT WPS Smaw 001jean carlosAún no hay calificaciones
- Acabado Superficial y ToleranciasDocumento82 páginasAcabado Superficial y ToleranciasangeluitaAún no hay calificaciones
- WPS 001 ImecoDocumento3 páginasWPS 001 ImecoNicholas SmithAún no hay calificaciones
- CT WPS Smaw 003Documento1 páginaCT WPS Smaw 003jean carlosAún no hay calificaciones
- CT WPS Smaw 002Documento1 páginaCT WPS Smaw 002jean carlosAún no hay calificaciones
- Calculo de Soldaduras y DeflexionesDocumento6 páginasCalculo de Soldaduras y DeflexionesRaykel DelgadoAún no hay calificaciones
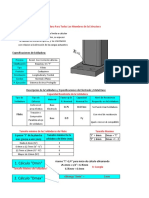
- Placa Base Estructura PrincipalDocumento8 páginasPlaca Base Estructura PrincipalleoAún no hay calificaciones
- 2.2 Selección de Herramientas y Parámetros de Corte Parte 1Documento50 páginas2.2 Selección de Herramientas y Parámetros de Corte Parte 1Tonatiuh Guzman aburtoAún no hay calificaciones
- AcerosDocumento3 páginasAcerosElvis Lionel FLORES ROCAAún no hay calificaciones
- Criterios de Aceptacion para END VT PT MTDocumento5 páginasCriterios de Aceptacion para END VT PT MTBrian Escuel Rengifo100% (2)
- Conexion Placa ConcretoDocumento3 páginasConexion Placa ConcretoFabian Camilo FallaAún no hay calificaciones
- Conecciones SoldadasDocumento70 páginasConecciones Soldadasfavila1Aún no hay calificaciones
- Comprobación de Tensor - RigidizadorDocumento2 páginasComprobación de Tensor - Rigidizadorangel moraAún no hay calificaciones
- GMAWDocumento1 páginaGMAWStevenRamos100% (1)
- Barra Redonda EstructuralDocumento2 páginasBarra Redonda EstructuralMarAún no hay calificaciones
- ListadosDocumento15 páginasListadosKeibyn MolinaAún no hay calificaciones
- Simbologia 12Documento92 páginasSimbologia 12Leonardo Javier RodríguezAún no hay calificaciones
- Cap (1) .9 Est - Aceros IDocumento24 páginasCap (1) .9 Est - Aceros IEsteban Marcelo Guajardo NietoAún no hay calificaciones
- Diseño Uniones AtornilladasDocumento44 páginasDiseño Uniones AtornilladasDaniel CañonAún no hay calificaciones
- Uniones SoldadasDocumento46 páginasUniones Soldadaskevin pinzonAún no hay calificaciones
- 0.1 Idea Statica Placa BaseDocumento7 páginas0.1 Idea Statica Placa BaseJorge Loayza RamosAún no hay calificaciones
- Catalogo Tablas y Equivalencias - AcindarDocumento65 páginasCatalogo Tablas y Equivalencias - AcindarstefanymtnezruizAún no hay calificaciones
- Wps Ois-002 Rev 00 Estruct Aws d1.1Documento11 páginasWps Ois-002 Rev 00 Estruct Aws d1.1catmanmayAún no hay calificaciones
- Caracteristicas Pernos MilimetricosDocumento3 páginasCaracteristicas Pernos MilimetricosAlex CaceresAún no hay calificaciones
- GRUPO 3 NomenclaturaISOdocxDocumento13 páginasGRUPO 3 NomenclaturaISOdocxMecanica ChangAún no hay calificaciones
- Criterios-DE ACEPTACION (VISUAL) AWS-D1-1, SECCION VIII, B31.3 EN SOLDADURAS PDFDocumento4 páginasCriterios-DE ACEPTACION (VISUAL) AWS-D1-1, SECCION VIII, B31.3 EN SOLDADURAS PDFARMANDO CONTRERAS100% (1)
- FT 1219 ST1000 16x6 DIN K CM (INTERMEDIA LINEA 1)Documento1 páginaFT 1219 ST1000 16x6 DIN K CM (INTERMEDIA LINEA 1)francisco esquivel montenegroAún no hay calificaciones
- Comprobaciones Uniones SoldadasDocumento7 páginasComprobaciones Uniones SoldadasCESAR JOAQUIN VELASQUEZAún no hay calificaciones
- 01-Problema de TorneadoDocumento1 página01-Problema de TorneadoLohana Arrieta AlvarezAún no hay calificaciones
- Guía Práctica TORNILLOS Elementos de MáquinasDocumento14 páginasGuía Práctica TORNILLOS Elementos de MáquinasJose Vicente MarcanoAún no hay calificaciones
- Vsip - Info - Asme b31 Criterios de Aceptacion o Rechazo PDF FreeDocumento5 páginasVsip - Info - Asme b31 Criterios de Aceptacion o Rechazo PDF FreecarlosAún no hay calificaciones
- Cap.9 Conecciones SoldadasDocumento29 páginasCap.9 Conecciones SoldadasCalculistaAún no hay calificaciones
- Memorias de Calculo - Soldadura Tuberia CerramientoDocumento18 páginasMemorias de Calculo - Soldadura Tuberia Cerramientojhon hernandezAún no hay calificaciones
- Memoria de Cálculo de UnionesDocumento397 páginasMemoria de Cálculo de UnionesZe Carlos Ramos JacoboAún no hay calificaciones
- Tarea 7 pROCESOS DE MECANIZACIONDocumento6 páginasTarea 7 pROCESOS DE MECANIZACIONIvan Fonseca HernándezAún no hay calificaciones
- Tolerancia de Vigas PDFDocumento10 páginasTolerancia de Vigas PDFRober Moises Chumbe SoveroAún no hay calificaciones
- Formulario Estructuras de AceroDocumento9 páginasFormulario Estructuras de Aceroarturo levy hernandez huizar0% (1)
- Clases TP4 - 2018 - C1 (MGM)Documento57 páginasClases TP4 - 2018 - C1 (MGM)Antonella FortiAún no hay calificaciones
- R - Informacion TecnicaDocumento42 páginasR - Informacion TecnicaBravo Guillermo100% (1)
- Despiece Anclaje N1, N3, N13, N15Documento5 páginasDespiece Anclaje N1, N3, N13, N15angel moraAún no hay calificaciones
- Kuve25 BDocumento3 páginasKuve25 BJoseAún no hay calificaciones
- Af - Hoja Tecnica - Estribos CorrugadosDocumento2 páginasAf - Hoja Tecnica - Estribos CorrugadosJuan Manuel ChozoAún no hay calificaciones
- Diseño de Conexiones Remachadas y AtornilladasDocumento17 páginasDiseño de Conexiones Remachadas y Atornilladassergio tolozaAún no hay calificaciones
- Union Columna - Pedestal2Documento8 páginasUnion Columna - Pedestal2Christian Castro EspinozaAún no hay calificaciones
- Uniones AtornilladasDocumento6 páginasUniones AtornilladasAna HernandezAún no hay calificaciones
- Características de Los Pernos MilimétricosDocumento15 páginasCaracterísticas de Los Pernos MilimétricosSayo JuanezAún no hay calificaciones
- Uniones de Soldadura TECSUP 7Documento14 páginasUniones de Soldadura TECSUP 7Antony David Caceres RojasAún no hay calificaciones
- TDS 1219 ST2500 15x5 StackerDocumento1 páginaTDS 1219 ST2500 15x5 StackerNighWolfAún no hay calificaciones
- Union Columna-PedestalDocumento6 páginasUnion Columna-PedestalChristian Castro EspinozaAún no hay calificaciones
- N2, N5 (Tipo 2)Documento18 páginasN2, N5 (Tipo 2)Valentina ArrietaAún no hay calificaciones
- ChavetaDocumento7 páginasChavetaCristóbal RiquelmeAún no hay calificaciones
- Tolerancias y AjustesDocumento29 páginasTolerancias y AjustesAder ParedesAún no hay calificaciones
- PLAQUITASDocumento2 páginasPLAQUITASjosueelochidoAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Presentación 7Documento23 páginasPresentación 7EstefaniAún no hay calificaciones
- Estudio Caso Gestion de Cartera - Martha PeraltaDocumento21 páginasEstudio Caso Gestion de Cartera - Martha PeraltaNathalia BernalAún no hay calificaciones
- Test para Medir MotivacionDocumento19 páginasTest para Medir MotivacionLilian Soledad Contreras Garces100% (1)
- Manual de Normas para La Presentacion Escrita Del TEGDocumento44 páginasManual de Normas para La Presentacion Escrita Del TEGGabriel MedinaAún no hay calificaciones
- C. Actividades Introducción A Las Ciencias SocialesDocumento13 páginasC. Actividades Introducción A Las Ciencias SocialesSergio Luis Romero SanchezAún no hay calificaciones
- Seminario Construcción de Instrumentos de InvestigaciónDocumento22 páginasSeminario Construcción de Instrumentos de InvestigaciónelyannarAún no hay calificaciones
- Modelo de Guía de TallerDocumento10 páginasModelo de Guía de TallerDiego Gabriel Santos PradoAún no hay calificaciones
- Ficha Tecnica WurthDocumento11 páginasFicha Tecnica WurthJorge Silva0% (1)
- Antología MacroeconomiaDocumento95 páginasAntología MacroeconomiaElo QuilantánAún no hay calificaciones
- Resumen Texto SavaterDocumento2 páginasResumen Texto SavaterRonaldo GarcíaAún no hay calificaciones
- Tipos de SucesionesDocumento4 páginasTipos de SucesionesMarilú BeltránAún no hay calificaciones
- Pot - Paipa - Proyecto de Acuerdo (49 Pag - 246 KB)Documento49 páginasPot - Paipa - Proyecto de Acuerdo (49 Pag - 246 KB)Sebastian VaccaAún no hay calificaciones
- El Poder de Los Mantrams - Samael Aun WeorDocumento33 páginasEl Poder de Los Mantrams - Samael Aun WeorKiwiAún no hay calificaciones
- Resumen de Agilidad Emocional - Susan DavidDocumento2 páginasResumen de Agilidad Emocional - Susan DavidMar R.M.100% (1)
- ARMASDocumento17 páginasARMASDeyner Ayay AlvaAún no hay calificaciones
- PoleasDocumento29 páginasPoleassebastian parraAún no hay calificaciones
- Hecho en Colombia-Libro Del EstudianteDocumento113 páginasHecho en Colombia-Libro Del EstudianteViviana NietoAún no hay calificaciones
- Materiales TermicosDocumento15 páginasMateriales TermicosAlexander Cádiz RojasAún no hay calificaciones
- Evaluacion de Proceso Cuerpos GeométricosDocumento3 páginasEvaluacion de Proceso Cuerpos GeométricosVERONICA MORGADOAún no hay calificaciones
- Crecimiento Economico 2aDocumento73 páginasCrecimiento Economico 2aloreAún no hay calificaciones
- Mecanica de Rocas IiDocumento27 páginasMecanica de Rocas IiEdy100% (1)
- Vii-Tipologias de Bases - SolucionesDocumento13 páginasVii-Tipologias de Bases - Solucionesnicolas freederickszAún no hay calificaciones
- ACTIVIDAD 3. Lourdes RodriguezDocumento6 páginasACTIVIDAD 3. Lourdes Rodriguezlourdeselvirar100% (1)
- Clase 3 Emociones PrimariasDocumento2 páginasClase 3 Emociones PrimariasIlona DluzhynskaAún no hay calificaciones
- CLASE 3 MATEMATICA 2do AÑODocumento11 páginasCLASE 3 MATEMATICA 2do AÑOsamuel godoyAún no hay calificaciones
- Fabricación Del AceroDocumento17 páginasFabricación Del AceroFranz Huaroc SantiagoAún no hay calificaciones
- Costo VolumenDocumento5 páginasCosto VolumenAtilio RodrìguezAún no hay calificaciones
- F.u.s.m.-Lectura Dirigida Atencion Humanizada Centrada en El PacienteDocumento8 páginasF.u.s.m.-Lectura Dirigida Atencion Humanizada Centrada en El Pacientejhon jairo tarapues cuaycal100% (1)
- Suelo CementoDocumento56 páginasSuelo CementoLuis Eduardo Borja100% (1)