También podría gustarte
- Examen Final Fisicoquimica1Documento29 páginasExamen Final Fisicoquimica1CarlosCristobalAún no hay calificaciones
- Manual Instrucciones DIVAtech Micro LN F 24 EspañolDocumento16 páginasManual Instrucciones DIVAtech Micro LN F 24 EspañolRebeca Herráez100% (1)
- Parcial 2 SolDocumento6 páginasParcial 2 SolFernandoSierraAún no hay calificaciones
- Tarea 2 Ley de GaussDocumento6 páginasTarea 2 Ley de GaussPablo Monarrez0% (1)
- Solucion Parcial Calculo VectorialDocumento11 páginasSolucion Parcial Calculo VectorialedwardAún no hay calificaciones
- Elementos Roscados Semana 09Documento36 páginasElementos Roscados Semana 09JACINTO WILLCAMASCCO100% (1)
- Proyecto Final - Control Remoto para Display de Números BinariosDocumento21 páginasProyecto Final - Control Remoto para Display de Números BinariosFreddy MorenoAún no hay calificaciones
- Ped01 Deci 1819Documento13 páginasPed01 Deci 1819monchuAún no hay calificaciones
- Fisica Seman 15Documento6 páginasFisica Seman 15Fernando CamiloagaAún no hay calificaciones
- 2020-Ii Segunda Practica de Laboratorio EcuacionesDocumento12 páginas2020-Ii Segunda Practica de Laboratorio EcuacionesEdgar Orlando Acosta PeñaAún no hay calificaciones
- Espacios VectorialesDocumento22 páginasEspacios VectorialesWILLIAAún no hay calificaciones
- Diagramas Actividad 4 Ingenieria de Metodos CorregidoDocumento27 páginasDiagramas Actividad 4 Ingenieria de Metodos CorregidoLina GomezAún no hay calificaciones
- Generando AlternativasDocumento14 páginasGenerando AlternativasAna Maria GomezAún no hay calificaciones
- Carta Tecnologica - Pieza DiseñadaDocumento4 páginasCarta Tecnologica - Pieza DiseñadaCarol Rodriguez ChaconAún no hay calificaciones
- Copia de 3. Presupuesto ArquitecturaDocumento2 páginasCopia de 3. Presupuesto ArquitecturaStarsky YbarrientosAún no hay calificaciones
- 4 Crear Un Proyecto en QuarkDocumento14 páginas4 Crear Un Proyecto en QuarkAxcelAún no hay calificaciones
- Normas NC 601-625Documento18 páginasNormas NC 601-625Leonardo DemeraAún no hay calificaciones
- Bodega 3Documento252 páginasBodega 3Diego De LeónAún no hay calificaciones
- Actividad Distancias y ÁngulosDocumento3 páginasActividad Distancias y ÁngulosLUIS CARLOS BURBANO CASTILLOAún no hay calificaciones
- Listado de Contratos Randley SasDocumento4 páginasListado de Contratos Randley SasMelissa LoaizaAún no hay calificaciones
- Resortes HemevaDocumento3 páginasResortes Hemevapipelon09Aún no hay calificaciones
- Informe (Lab 5) Óptica GeométricaDocumento10 páginasInforme (Lab 5) Óptica GeométricaAndres Fernando Silvestre SuarezAún no hay calificaciones
- Preparatorio 10 Dispositivos ElectronicosDocumento6 páginasPreparatorio 10 Dispositivos ElectronicosMony MonyAún no hay calificaciones
- MS 50015Documento21 páginasMS 50015Bonifácio Pacheco AmaralAún no hay calificaciones
- Informe de Laboratorio 6Documento10 páginasInforme de Laboratorio 6Juan Carlos FilósAún no hay calificaciones
- Tarea N°3 Arcgis Eia SalazarDocumento5 páginasTarea N°3 Arcgis Eia SalazarNikolay SalazarAún no hay calificaciones
- Informe #6Documento8 páginasInforme #6Ana Maria PelaezAún no hay calificaciones
- Tarifas de ITV Por Comunidades AutónomasDocumento2 páginasTarifas de ITV Por Comunidades AutónomasVerificaRTVEAún no hay calificaciones
- Tema 1 Interaccion Electrica Febrero 2021Documento48 páginasTema 1 Interaccion Electrica Febrero 2021Jhoel FloresAún no hay calificaciones
- Trabajo y Energia Varios PDFDocumento35 páginasTrabajo y Energia Varios PDFAugusto Robles100% (1)
- Modelo 046Documento3 páginasModelo 046MartaPalmarFeriaAún no hay calificaciones
- Ejercicio Clase Ppto. Financiero-1Documento3 páginasEjercicio Clase Ppto. Financiero-1balnca100% (1)
- Clase 2Documento44 páginasClase 2Kevin MuñozAún no hay calificaciones
- Controlrobusto Taller 2 Carlos SalazarDocumento25 páginasControlrobusto Taller 2 Carlos SalazarCarlos SalazarAún no hay calificaciones
- Actividad Evaluativa ElectricidadDocumento5 páginasActividad Evaluativa ElectricidadGabriel QuinteroAún no hay calificaciones
- Ensamblaje Plano ExplosivoDocumento1 páginaEnsamblaje Plano ExplosivoRamiro Pedro Tarazona HinostrozaAún no hay calificaciones
- Tarea N°4 Arcgis Eia SalazarDocumento4 páginasTarea N°4 Arcgis Eia SalazarNikolay SalazarAún no hay calificaciones
- Horarios Ago Dic 2019 Ittla MKTDocumento22 páginasHorarios Ago Dic 2019 Ittla MKTALBERTO COCOM CELAYAAún no hay calificaciones
- MECADocumento25 páginasMECANicole Alvarado LauraAún no hay calificaciones
- Graficas de Los Ensayos de TraccionDocumento5 páginasGraficas de Los Ensayos de TraccionGeorge Ocas DiazAún no hay calificaciones
- Problemas Del Capitulo 8Documento4 páginasProblemas Del Capitulo 8Alvaro LCAún no hay calificaciones
- Guia de EstadisticaDocumento39 páginasGuia de EstadisticaIveth SánchezAún no hay calificaciones
- Informe 4Documento4 páginasInforme 4Sir Jose David Riaño Palacios100% (1)
- Formato Adiciones y CancelacionesDocumento1 páginaFormato Adiciones y CancelacionesJuan SantiagoAún no hay calificaciones
- Caso 2, Física 2 - K ResueltoDocumento9 páginasCaso 2, Física 2 - K ResueltoSergioAún no hay calificaciones
- Taller de Salvacion #1 Grados 6 y 7Documento2 páginasTaller de Salvacion #1 Grados 6 y 7JAVIER MOLINA MONTEALEGREAún no hay calificaciones
- Conservación Del AzimutDocumento9 páginasConservación Del AzimutRicardo GarcíaAún no hay calificaciones
- 1Documento3 páginas1Tatiana López ÁvilaAún no hay calificaciones
- Mecanica de MaterialesDocumento27 páginasMecanica de MaterialesMariia Teresa DiiazAún no hay calificaciones
- 1er Parcial CIINV2018Documento3 páginas1er Parcial CIINV2018Denilson ChaconAún no hay calificaciones
- JVC AV-T2192-Modo ServicioDocumento3 páginasJVC AV-T2192-Modo ServiciorandyelunicoAún no hay calificaciones
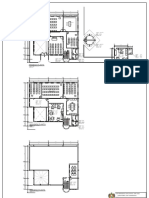
- Planos en AutocadDocumento1 páginaPlanos en AutocadMiki CardenasAún no hay calificaciones
- Informe Laboratorio 12Documento9 páginasInforme Laboratorio 12Fernando FernandezAún no hay calificaciones
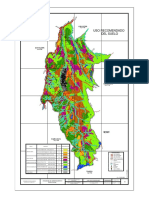
- Usos de Suelo Chinacota PDFDocumento1 páginaUsos de Suelo Chinacota PDFYeison Martinez Garcia100% (1)
- Minimizacion de Espacios-S-12Documento24 páginasMinimizacion de Espacios-S-12Kener Josseph Vilchez LeyvaAún no hay calificaciones
- Act 3 Ing MetodosDocumento7 páginasAct 3 Ing MetodosPaula GaitanAún no hay calificaciones
- Equip LastDocumento1 páginaEquip Lastjosep324Aún no hay calificaciones
- SB02 0069816504Documento2 páginasSB02 0069816504Anderson Adauto AireAún no hay calificaciones
- SB02 0060803896Documento2 páginasSB02 0060803896Macario Vergaray JaqueAún no hay calificaciones
- SB02 0108732959Documento2 páginasSB02 0108732959Edu SchAún no hay calificaciones
- Diagrama de OperacionesDocumento1 páginaDiagrama de OperacionesPaula GaitanAún no hay calificaciones
- Act 3 Ing MetodosDocumento7 páginasAct 3 Ing MetodosPaula GaitanAún no hay calificaciones
- Uni2 Act3 4 PROMEDIODocumento11 páginasUni2 Act3 4 PROMEDIOPaula Gaitan0% (1)
- Ejemplo Productividad - EficienciaDocumento3 páginasEjemplo Productividad - EficienciaStefy ManzanoAún no hay calificaciones
- Fundamentos de La Ingeniería: AsignaturaDocumento9 páginasFundamentos de La Ingeniería: AsignaturaPaula GaitanAún no hay calificaciones
- Mapa Mental Profesional ColoridoDocumento2 páginasMapa Mental Profesional ColoridoPaula GaitanAún no hay calificaciones
- Usos de La Tecnología Digital Dimensiones de La Tecnología DigitalDocumento4 páginasUsos de La Tecnología Digital Dimensiones de La Tecnología DigitalPaula GaitanAún no hay calificaciones
- Actividad 3Documento2 páginasActividad 3Paula GaitanAún no hay calificaciones
- Precálculo: AsignaturaDocumento6 páginasPrecálculo: AsignaturaPaula GaitanAún no hay calificaciones
- Triangulo Equilatero: Polígono Regular Lado (CM) Perímetro (CM)Documento5 páginasTriangulo Equilatero: Polígono Regular Lado (CM) Perímetro (CM)Paula GaitanAún no hay calificaciones
- Labo 4 DiseñoDocumento12 páginasLabo 4 DiseñokzadorlocoAún no hay calificaciones
- Clase 16 Aplicacion de Laplace en Circuitos EléctricosDocumento7 páginasClase 16 Aplicacion de Laplace en Circuitos Eléctricosedwin camargoAún no hay calificaciones
- Brazo RoboticoDocumento19 páginasBrazo RoboticoDave MendezAún no hay calificaciones
- Anexo ISO 31010 Julio 2012Documento9 páginasAnexo ISO 31010 Julio 2012Wilmer Humberto Guerrero TaboadaAún no hay calificaciones
- Procedimientos WLDocumento23 páginasProcedimientos WLChristian Lachira MedinaAún no hay calificaciones
- Ficha Tecnica Sondas-Tsp Ll2Documento2 páginasFicha Tecnica Sondas-Tsp Ll2sln.tapia.briAún no hay calificaciones
- Manual 2V78F-2Documento27 páginasManual 2V78F-2Fernando IdarragaAún no hay calificaciones
- BrochureDocumento12 páginasBrochureMIGUEL ANGEL ALARCON GALLEGOSAún no hay calificaciones
- Acu - Arquitectura ActualizadoDocumento13 páginasAcu - Arquitectura ActualizadoEmiliano Van dermierAún no hay calificaciones
- Sistema de Gestion en Ecoeficiencia Municipal de La Municipalidad Distrital de Los Aquijes, Ica 2014Documento108 páginasSistema de Gestion en Ecoeficiencia Municipal de La Municipalidad Distrital de Los Aquijes, Ica 2014Max RC100% (1)
- Whirpool Secadora Lavadora Industrial ManualDocumento27 páginasWhirpool Secadora Lavadora Industrial ManualLab AkosmetingAún no hay calificaciones
- Modelo Vista Controlador BasicoDocumento2 páginasModelo Vista Controlador BasicomonserratmarcosAún no hay calificaciones
- Operación Español E450AJ PDFDocumento120 páginasOperación Español E450AJ PDFFelipe HernandezAún no hay calificaciones
- Problema C++Documento10 páginasProblema C++Johnn BravoAún no hay calificaciones
- Densida y ProctorDocumento8 páginasDensida y ProctorBillye Paulo Paredes GomezAún no hay calificaciones
- Ficha de Seguridad NitrogenoDocumento4 páginasFicha de Seguridad NitrogenoPedro Cerna VelasquezAún no hay calificaciones
- Cuadro Comparativo de Los Maestros de La CalidadDocumento1 páginaCuadro Comparativo de Los Maestros de La CalidadAlma Aragon MartinezAún no hay calificaciones
- Practica Metodo NioshDocumento10 páginasPractica Metodo NioshAudrey ArzateAún no hay calificaciones
- Tds Total Fluidmatic-D3 TCQ 202011 Es EspDocumento2 páginasTds Total Fluidmatic-D3 TCQ 202011 Es Espcamilo ZambranoAún no hay calificaciones
- Diagrama de Flujo de Operaciones - DPADocumento1 páginaDiagrama de Flujo de Operaciones - DPAHector VillalobosAún no hay calificaciones
- TAQUIMETRIADocumento25 páginasTAQUIMETRIAyessicaAún no hay calificaciones
- Taller 1 Ckto Básico Con Contactores Diagrama de Tiempos PDFDocumento2 páginasTaller 1 Ckto Básico Con Contactores Diagrama de Tiempos PDFCHRISTIANAún no hay calificaciones
- Informe de Mecánica de Suelos 2013 (Actualizada)Documento53 páginasInforme de Mecánica de Suelos 2013 (Actualizada)Charles WellsAún no hay calificaciones
- Examen de FisicaDocumento4 páginasExamen de FisicaDiegoAún no hay calificaciones
- Tarea 2.2 SMR Montaje y MantenimientoDocumento3 páginasTarea 2.2 SMR Montaje y Mantenimientoyejolor284Aún no hay calificaciones
- Clasificación de Equipo Pesado MóvilDocumento36 páginasClasificación de Equipo Pesado MóvilCarlos Alfredo Laura100% (2)
- KK80 Manual Oel - En.esDocumento28 páginasKK80 Manual Oel - En.esjuangabriel Jimenez SalasAún no hay calificaciones
- Tema 5 Momento de Inercia. Radio de Giro y Momento Resistente.Documento5 páginasTema 5 Momento de Inercia. Radio de Giro y Momento Resistente.Jakeline GomezAún no hay calificaciones
- Polimerización Por CondensaciónDocumento13 páginasPolimerización Por CondensaciónJohn VapuAún no hay calificaciones