100% encontró este documento útil (10 votos)
10K vistas2 páginasPQR Formato
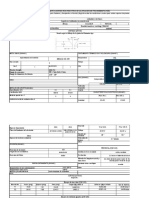
Este documento es un reporte de calificación de soldadura (PQR) que proporciona detalles sobre un proceso de soldadura, incluyendo el tipo de junta, características eléctricas, materiales base y de aporte, procedimiento, y resultados de ensayos mecánicos. El reporte incluye información sobre el cliente, número de PQR y WPS, fecha, proceso y posición de soldadura, detalles de la junta, precalentamiento, procedimiento con parámetros de soldadura, y resultados de ensayos de resist
Cargado por
erboalDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd
100% encontró este documento útil (10 votos)
10K vistas2 páginasPQR Formato
Este documento es un reporte de calificación de soldadura (PQR) que proporciona detalles sobre un proceso de soldadura, incluyendo el tipo de junta, características eléctricas, materiales base y de aporte, procedimiento, y resultados de ensayos mecánicos. El reporte incluye información sobre el cliente, número de PQR y WPS, fecha, proceso y posición de soldadura, detalles de la junta, precalentamiento, procedimiento con parámetros de soldadura, y resultados de ensayos de resist
Cargado por
erboalDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd