También podría gustarte
- Perforación de pozos petroleros en tierraDe EverandPerforación de pozos petroleros en tierraCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Pie-005 - 5 Pie Cañerias HdpeDocumento2 páginasPie-005 - 5 Pie Cañerias HdpeJose Dario Miranda Herrera100% (1)
- P-TP-OPE-002 Demolicion de Estructura MetalicaDocumento4 páginasP-TP-OPE-002 Demolicion de Estructura MetalicaRony Medina MedinaAún no hay calificaciones
- PBVNT0450100 - (Plan de Puntos de Inspección y Ensayos) Rev 0Documento13 páginasPBVNT0450100 - (Plan de Puntos de Inspección y Ensayos) Rev 0Jose Jarol Mirano Sopla100% (1)
- Ari de Paula CFCDocumento396 páginasAri de Paula CFCgcag13_884873081100% (1)
- Plan de Inspeccion TV-90201Documento8 páginasPlan de Inspeccion TV-90201Alexydami CamposAún no hay calificaciones
- Pip-Gdi-01 Inspecccion and Test Plan PDFDocumento7 páginasPip-Gdi-01 Inspecccion and Test Plan PDFjfrankAún no hay calificaciones
- Plantilla - Formato - Plan de Inspección y EnsayoDocumento3 páginasPlantilla - Formato - Plan de Inspección y EnsayoJaime Vera100% (1)
- TB2 Calidad G4Documento9 páginasTB2 Calidad G4Jhon AndersonAún no hay calificaciones
- 29.procedimiento Auditoria InternaDocumento23 páginas29.procedimiento Auditoria Internaesmeralda melendezAún no hay calificaciones
- Re-Op-03-68 Pre-Funcional Instalación de Cañerías de Acero NegroDocumento2 páginasRe-Op-03-68 Pre-Funcional Instalación de Cañerías de Acero Negrocgarrido.contactoAún no hay calificaciones
- Ppi - Ot1324Documento4 páginasPpi - Ot1324ader paredesAún no hay calificaciones
- ITP Habilitado - Tendido - Instalacion y Conexionado de Sistema Electrico - Rev. 0Documento11 páginasITP Habilitado - Tendido - Instalacion y Conexionado de Sistema Electrico - Rev. 0RichardAún no hay calificaciones
- Anexo 3 - Plan de Inspección y Ensayo CMDocumento1 páginaAnexo 3 - Plan de Inspección y Ensayo CMCesar MontecinosAún no hay calificaciones
- Ccmrp-050 - Procedimiento Ensayo PmiDocumento5 páginasCcmrp-050 - Procedimiento Ensayo PmiAlexander Angulo TobarAún no hay calificaciones
- Engrane CHIDODocumento10 páginasEngrane CHIDOFelipe Perez HernandezAún no hay calificaciones
- Protocolo Nidos de HormigonDocumento2 páginasProtocolo Nidos de HormigonIgnacio FuicaAún no hay calificaciones
- Re-Op-03-65 Pre-Funcional Instalación de Difusores y RejillasDocumento1 páginaRe-Op-03-65 Pre-Funcional Instalación de Difusores y Rejillascgarrido.contactoAún no hay calificaciones
- K CC3 178 Qa Pie 0010 - RB - EvDocumento25 páginasK CC3 178 Qa Pie 0010 - RB - Evmiguel angel aleluya PalaciosAún no hay calificaciones
- PTS Montaje Epc y BPCDocumento10 páginasPTS Montaje Epc y BPCHenry Olate100% (1)
- Lv04-Po-Wts-02 Lista de Verificacion Tanque de AlmacenamientoDocumento3 páginasLv04-Po-Wts-02 Lista de Verificacion Tanque de AlmacenamientoemmanuelAún no hay calificaciones
- Formato ProcedimientoDocumento8 páginasFormato ProcedimientoHELIELAún no hay calificaciones
- Control Del DiseñoDocumento7 páginasControl Del DiseñopacoAún no hay calificaciones
- 3.1.plan de InspeccionDocumento5 páginas3.1.plan de InspeccionJulio LezamaAún no hay calificaciones
- Minera Yanacocha SRL Súlfuros Yanacocha: FOPEGEN-030 ITP Fabricación y Montaje de Spool HDPEDocumento2 páginasMinera Yanacocha SRL Súlfuros Yanacocha: FOPEGEN-030 ITP Fabricación y Montaje de Spool HDPEJose Luis Enciso MuñozAún no hay calificaciones
- Formato Plan de CalidadDocumento13 páginasFormato Plan de CalidadPaloma BlancaAún no hay calificaciones
- CSH-G-CC-FI-G-G-0734-2 Hormigones EstructuralesDocumento1 páginaCSH-G-CC-FI-G-G-0734-2 Hormigones EstructuralesCarlos Andrés Santacruz Santacruz0% (1)
- 1 MosquetonDocumento4 páginas1 MosquetonCristian Fabian Gamboa RamirezAún no hay calificaciones
- FORMATOFISICODocumento2 páginasFORMATOFISICOsebasAún no hay calificaciones
- FT-MON-1-1 Inspeccion en SitioDocumento2 páginasFT-MON-1-1 Inspeccion en SitioCarlos PossoAún no hay calificaciones
- Pim-R2b-P6-300-04-H-Prc-01 Procedimiento de Fabricación de Tanques de AlmacenamientoDocumento24 páginasPim-R2b-P6-300-04-H-Prc-01 Procedimiento de Fabricación de Tanques de AlmacenamientoIng. Joyce Briceida Torres SanchezAún no hay calificaciones
- PD I793719007 5inp 4515qac0002 R0Documento7 páginasPD I793719007 5inp 4515qac0002 R0Andrés DPAún no hay calificaciones
- 14 018 CPF Ej 15 PL 001 F05Documento5 páginas14 018 CPF Ej 15 PL 001 F05marcos.sarzuriAún no hay calificaciones
- Re-Op-03-52 Aire Acondicionado Tipo SplitDocumento2 páginasRe-Op-03-52 Aire Acondicionado Tipo Splitcgarrido.contactoAún no hay calificaciones
- Pie01-2011-Cc5205 Rev.00Documento1 páginaPie01-2011-Cc5205 Rev.00Denis FajardoAún no hay calificaciones
- Instructivo Barreras en ZanjaDocumento5 páginasInstructivo Barreras en Zanjajleap90Aún no hay calificaciones
- P-AMC7.5-01 Rev.3 PDTO. TEC. PARA INSPECCION DE SOLDADURASDocumento14 páginasP-AMC7.5-01 Rev.3 PDTO. TEC. PARA INSPECCION DE SOLDADURASDidier LZAún no hay calificaciones
- Flujo de ProyectosDocumento2 páginasFlujo de ProyectosCHAKA TRAKAAún no hay calificaciones
- PR-CESFAM PAHUILMO Estructura de TechumbreDocumento5 páginasPR-CESFAM PAHUILMO Estructura de TechumbreFelipeOrlandoMedinaMuñozAún no hay calificaciones
- FOIC29Documento4 páginasFOIC29Cristian AlarconAún no hay calificaciones
- FOEO28Documento3 páginasFOEO28Cristian AlarconAún no hay calificaciones
- Foeo28 Cuadro Resumen Pruebas de Laboratorio V 1.0Documento3 páginasFoeo28 Cuadro Resumen Pruebas de Laboratorio V 1.0Alvaro Julian HernandezAún no hay calificaciones
- CronogramaDocumento1 páginaCronogramagiselakatherineAún no hay calificaciones
- Protocolo Instalacion de Arco TechoDocumento3 páginasProtocolo Instalacion de Arco Techonexar gutierrez m100% (1)
- PIE Obras AdicionalesDocumento1 páginaPIE Obras Adicionalescalipso.ingenieriadisenoAún no hay calificaciones
- Construcción de Contra FozoDocumento12 páginasConstrucción de Contra FozoRodrigo Escobar ZambranoAún no hay calificaciones
- Dossier Soportes BaseDocumento43 páginasDossier Soportes BaseJose Arturo TejadaAún no hay calificaciones
- Concentrado, de Registro DiarioDocumento4 páginasConcentrado, de Registro DiarioJohan MoralesAún no hay calificaciones
- INS P 001 R002 Montaje Instrumento Rev 0Documento1 páginaINS P 001 R002 Montaje Instrumento Rev 0César ValdebenitoAún no hay calificaciones
- Check List Canalizaciones Cdi N°1Documento1 páginaCheck List Canalizaciones Cdi N°1Enrique Escobar PérezAún no hay calificaciones
- K Epc3 185 Qa Pie 003 - R2Documento22 páginasK Epc3 185 Qa Pie 003 - R2RubenAún no hay calificaciones
- Op-Pr-008 Procedimiento para Servicio de ConstruccionDocumento7 páginasOp-Pr-008 Procedimiento para Servicio de ConstruccionNoe Asunald Tadd VillegasAún no hay calificaciones
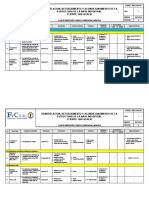
- P-TP-OPE-001 Construcción e Instalación de Estructura MetálicaDocumento5 páginasP-TP-OPE-001 Construcción e Instalación de Estructura MetálicaRony Medina MedinaAún no hay calificaciones
- Construcción de Muros de Albañilería ConfinadaDocumento15 páginasConstrucción de Muros de Albañilería ConfinadaKevin Antón RodriguezAún no hay calificaciones
- 2 MosquetonDocumento4 páginas2 MosquetonCristian Fabian Gamboa RamirezAún no hay calificaciones
- For 65305Documento3 páginasFor 65305PATRICIAAún no hay calificaciones
- ANEXO 4 Control Operatuvo Tuberia SanitariaDocumento3 páginasANEXO 4 Control Operatuvo Tuberia SanitariaJulieth Tatiana Bocanegra SilvaAún no hay calificaciones
- Anexo 6 - Plan de Puntos de Inspección PPIDocumento18 páginasAnexo 6 - Plan de Puntos de Inspección PPImarelin paucar gomezAún no hay calificaciones
- PPS - sgc.PT.009 ProcedFabricSoportes RevADocumento16 páginasPPS - sgc.PT.009 ProcedFabricSoportes RevAMnl C.Aún no hay calificaciones
- Pr-El-02 Alimentadores, Circuitos y CanalizacionesDocumento2 páginasPr-El-02 Alimentadores, Circuitos y CanalizacionesRodrigo UlloaAún no hay calificaciones
- Procedimiento Op e 001Documento6 páginasProcedimiento Op e 001ventasAún no hay calificaciones
- Incorporador de Aire Eucocell 1000 Ficha TecnicaDocumento1 páginaIncorporador de Aire Eucocell 1000 Ficha TecnicaAnghelo Beraun BarredoAún no hay calificaciones
- Infusion 2Documento24 páginasInfusion 2Alan RiveraAún no hay calificaciones
- Preselección de Procesos de Recuperación Mejorada de Hidrocarburos para Yacimientos Petroleros PDFDocumento159 páginasPreselección de Procesos de Recuperación Mejorada de Hidrocarburos para Yacimientos Petroleros PDFaleiviAún no hay calificaciones
- Ficha Técnica - Contenedor Inteligente UNADDocumento5 páginasFicha Técnica - Contenedor Inteligente UNADdavid rikoAún no hay calificaciones
- Tema 2 Los PlásticosDocumento13 páginasTema 2 Los Plásticosamacarras86% (14)
- Columnas Microbore (0,1 MM ID) PDFDocumento2 páginasColumnas Microbore (0,1 MM ID) PDFAlvaro Doñas NegriAún no hay calificaciones
- Indelpro Valtec HG613NDocumento1 páginaIndelpro Valtec HG613NIlse LópezAún no hay calificaciones
- Gráficos de ControlDocumento5 páginasGráficos de ControlXilonen GutierrezAún no hay calificaciones
- Mejoramiento de SuelosDocumento111 páginasMejoramiento de SuelosSebasAún no hay calificaciones
- Trucos y Consejos Absorción Atómica y ICP-OESDocumento37 páginasTrucos y Consejos Absorción Atómica y ICP-OESLynn ShAún no hay calificaciones
- Emerson General Product Catalogue 2015Documento332 páginasEmerson General Product Catalogue 2015Pablo CalderonAún no hay calificaciones
- Resumen Capítulo 1 Libro de HorneDocumento3 páginasResumen Capítulo 1 Libro de HorneJulian OlarteAún no hay calificaciones
- Hidraulica ResumenDocumento3 páginasHidraulica ResumenFrancisco Javier CarrilloAún no hay calificaciones
- Antecedentes Metodo Ross MilesDocumento102 páginasAntecedentes Metodo Ross MilesWillder Gustavo Mojica BustosAún no hay calificaciones
- PlasticosDocumento4 páginasPlasticosDaili ViverosAún no hay calificaciones
- IPS E-Max CeramDocumento68 páginasIPS E-Max CeramPaulChillogalloAún no hay calificaciones
- Uso de Grouts de Barro Líquido para Reparar FisurasDocumento9 páginasUso de Grouts de Barro Líquido para Reparar FisurasHenry Eduardo TorresAún no hay calificaciones
- OBJETIVO Inyeccion de GasDocumento51 páginasOBJETIVO Inyeccion de GasSantos J Mamani Argollo100% (1)
- Informe Estabilizacion Quimica y BioestabilizacionDocumento10 páginasInforme Estabilizacion Quimica y BioestabilizacionDaniel Vinasco QuinteroAún no hay calificaciones
- Examen ToxicológicoDocumento64 páginasExamen ToxicológicomaribelmorenoolarteAún no hay calificaciones
- Ing Civi L +Documento140 páginasIng Civi L +francia lisbethAún no hay calificaciones
- Wuolah Premium Apuntestema16Documento11 páginasWuolah Premium Apuntestema16Daniela Gutiérrez LópezAún no hay calificaciones
- Planta de Gas en BoliviaDocumento24 páginasPlanta de Gas en BoliviaRodrigo Zarco100% (3)
- CERAMICO Y VIDRIO Ficha TecnicaDocumento13 páginasCERAMICO Y VIDRIO Ficha Tecnicasomer.arquitectosAún no hay calificaciones
- Estimulación de PozosDocumento8 páginasEstimulación de PozosOsvaldo ChacinAún no hay calificaciones
- Ejercicios ElectroneumaticaDocumento26 páginasEjercicios ElectroneumaticaAlejandro Orozco100% (1)
- Vaporizadores 111020205852 Phpapp01Documento40 páginasVaporizadores 111020205852 Phpapp01Héctor Alan AguilarAún no hay calificaciones
- Inyeccion y Moldes COMPLETO UNICAR - 15y16dic06Documento321 páginasInyeccion y Moldes COMPLETO UNICAR - 15y16dic06HugoAlvarez100% (3)