También podría gustarte
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Soldabilidad Del CobreDocumento8 páginasSoldabilidad Del CobreLuis Ramos BautistaAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Cuestionario Lab Soldadura 12Documento12 páginasCuestionario Lab Soldadura 12Antón JaCob Di La RottaAún no hay calificaciones
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasAún no hay calificaciones
- Soldadura Del CobreDocumento11 páginasSoldadura Del CobreEleana Marisol Surco QuispeAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Marco TeoricoDocumento5 páginasMarco TeoricoDaniela Estefania Barrionuevo SantanaAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Soldabilidad HslaDocumento11 páginasSoldabilidad HslaDavid Rivera TapiaAún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- PROCESO SMAW Actualizado (Autoguardado)Documento31 páginasPROCESO SMAW Actualizado (Autoguardado)Rhoy Quispe paytanAún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Tarea 8 Soldadura de Arco ProtegidoDocumento5 páginasTarea 8 Soldadura de Arco ProtegidoJose Emir Martínez SantiagoAún no hay calificaciones
- Reparación de elementos metálicos. TMVL0309De EverandReparación de elementos metálicos. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- SoldabilidadDocumento65 páginasSoldabilidadelkin GomezAún no hay calificaciones
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Aún no hay calificaciones
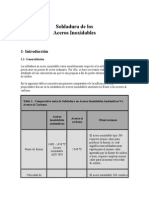
- Soldadura de Los Aceros InoxDocumento78 páginasSoldadura de Los Aceros InoxRjvPoquiAún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Tipos-De-uniones - Proceso de ManufacturaDocumento45 páginasTipos-De-uniones - Proceso de ManufacturaRobertAún no hay calificaciones
- Soldadurra en BronceDocumento8 páginasSoldadurra en BronceMetalurgia ProcesosAún no hay calificaciones
- Qué Tipo de Soldadura Se Utiliza para Acero InoxidableDocumento6 páginasQué Tipo de Soldadura Se Utiliza para Acero InoxidableAlexander Meneses de los SantosAún no hay calificaciones
- Conformado y curvado en la fabricación de tuberías. FMEC0108De EverandConformado y curvado en la fabricación de tuberías. FMEC0108Aún no hay calificaciones
- A Marco Teórico Soldadura Por Arco EléctricoDocumento4 páginasA Marco Teórico Soldadura Por Arco EléctricobarriosalarconsamuelAún no hay calificaciones
- Informe 003 - Soldabilidad de Acero InoxDocumento8 páginasInforme 003 - Soldabilidad de Acero InoxManuelGuevaraAún no hay calificaciones
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Soldadura para Aleaciones No FerrosasDocumento10 páginasSoldadura para Aleaciones No FerrosasJoseph Stiven Riveros0% (1)
- Guía de Estudio, Carbono EquivalenteDocumento4 páginasGuía de Estudio, Carbono EquivalenteCamilo RojasAún no hay calificaciones
- Soldadura 2020Documento3 páginasSoldadura 2020Ana Laura LopezAún no hay calificaciones
- Informe Lab SoldaduraDocumento6 páginasInforme Lab SoldaduraRoyerAngelAún no hay calificaciones
- .Soldadura para InspectoresDocumento55 páginas.Soldadura para Inspectorescarmenpineiro100% (2)
- Cap V 2014 I Soldadura de Aceros y FundicionesDocumento8 páginasCap V 2014 I Soldadura de Aceros y FundicionesPamela Leslie Asqui HuisaAún no hay calificaciones
- Soldadura Del CobreDocumento8 páginasSoldadura Del Cobrearaujo angelAún no hay calificaciones
- San Ud 2 Soldadura Fuerte y BlandaDocumento14 páginasSan Ud 2 Soldadura Fuerte y BlandaGuz KoutAún no hay calificaciones
- Procesos de Soldeo Por FusiónDocumento5 páginasProcesos de Soldeo Por Fusiónmauricio santiago cristobalAún no hay calificaciones
- Soldadura OxiacetilenicaDocumento27 páginasSoldadura OxiacetilenicaJcarlos HcastroAún no hay calificaciones
- Examen 3Documento37 páginasExamen 3Victor A. ZacariasAún no hay calificaciones
- Tipos de SoldaduraDocumento5 páginasTipos de SoldaduraRaul Ramos RamosAún no hay calificaciones
- Cat Brazing-Mat KBM Ves r00Documento14 páginasCat Brazing-Mat KBM Ves r00gaiamatistaAún no hay calificaciones
- Reporte de Soldadura Con BronceDocumento15 páginasReporte de Soldadura Con BronceandresAún no hay calificaciones
- Soldadura Con OxiacetilenoDocumento4 páginasSoldadura Con OxiacetilenoJorge Eduardo Perez VargasAún no hay calificaciones
- SOLDADURADocumento14 páginasSOLDADURAGonzalo NicoliAún no hay calificaciones
- Soldadura 06-INA-D01Documento22 páginasSoldadura 06-INA-D01Jose MatosAún no hay calificaciones
- 09 Soldadura IIDocumento23 páginas09 Soldadura IIPaipa LdeAún no hay calificaciones
- Cuestionario Cursos ASMEDocumento60 páginasCuestionario Cursos ASMEOrlando1949Aún no hay calificaciones
- Soldadura Arco Manual FILEminimizerDocumento67 páginasSoldadura Arco Manual FILEminimizerhernanmoyav100% (1)
- Soldabilidad de Los Aceros Al CarbonDocumento36 páginasSoldabilidad de Los Aceros Al CarbonangelAún no hay calificaciones
- Lectura SoldaduraDocumento8 páginasLectura Soldaduralizeth calotoAún no hay calificaciones
- 05 UM Capitulo V SOLDERING Y BRAZING PDFDocumento46 páginas05 UM Capitulo V SOLDERING Y BRAZING PDFSergioMachacaAsquiAún no hay calificaciones
- Soldadura de InoxidableDocumento17 páginasSoldadura de InoxidableNegrito RosarinoAún no hay calificaciones
- Acero 3Documento18 páginasAcero 3diegoAún no hay calificaciones
- Como Soldar Con TIGDocumento17 páginasComo Soldar Con TIGangelAún no hay calificaciones
- Actividad 1 Diseño MecanicoDocumento17 páginasActividad 1 Diseño MecanicoAda Maria Mojica CabreraAún no hay calificaciones
- SOLDADURADocumento40 páginasSOLDADURAjoenolahe100% (1)
- Cuáles Son Los Procesos de SoldaduraDocumento7 páginasCuáles Son Los Procesos de SoldaduraCarlos Juan Quispe MartinezAún no hay calificaciones
- Smaw 2Documento18 páginasSmaw 2Ayrton Estrada SotoAún no hay calificaciones
- SoldabilidadDocumento9 páginasSoldabilidad25MAIKOLAún no hay calificaciones
- F-CM-NR-008-24 WPS-CC-23Documento5 páginasF-CM-NR-008-24 WPS-CC-23Juan BedollaAún no hay calificaciones
- 07 Codigos y NormasDocumento34 páginas07 Codigos y NormasJuan BedollaAún no hay calificaciones
- Actividades Sin Valor Añadido Que Afectan A Los Costes de Soldadura - RESPUESTAS DE SOLDADURADocumento3 páginasActividades Sin Valor Añadido Que Afectan A Los Costes de Soldadura - RESPUESTAS DE SOLDADURAJuan BedollaAún no hay calificaciones
- ¿Cuál Es El Mejor Gas de Protección para La Soldadura MIG - RESPUESTAS DE SOLDADURADocumento6 páginas¿Cuál Es El Mejor Gas de Protección para La Soldadura MIG - RESPUESTAS DE SOLDADURAJuan BedollaAún no hay calificaciones
- ADMINISTRACION 1 Actividades 3PDocumento11 páginasADMINISTRACION 1 Actividades 3PJuan BedollaAún no hay calificaciones
- 503-Conta1-3p-Jose Javier Bedolla MatusDocumento4 páginas503-Conta1-3p-Jose Javier Bedolla MatusJuan BedollaAún no hay calificaciones
- Práctica 7Documento15 páginasPráctica 7al2232003648Aún no hay calificaciones
- Mi109 Mono Grupo4.1Documento58 páginasMi109 Mono Grupo4.1JAIME JESUS VIVANCO QUISPEAún no hay calificaciones
- Practica Nº2Documento4 páginasPractica Nº2Anibar Yamil Solamayo VediaAún no hay calificaciones
- Glosario Laboratorio Riesgo QuimicoDocumento23 páginasGlosario Laboratorio Riesgo QuimicoCarlos Mario Cortes AlzateAún no hay calificaciones
- EXT m7glMx2pkLOOAYyY0croDocumento6 páginasEXT m7glMx2pkLOOAYyY0croNataliaAún no hay calificaciones
- UNIDAD 5 Materiales No MetalicosDocumento32 páginasUNIDAD 5 Materiales No MetalicosMoises Jimenez Gomez75% (4)
- Descripcion de Pruebas CIPPDocumento15 páginasDescripcion de Pruebas CIPPorlando delgadoAún no hay calificaciones
- Aashto T259Documento3 páginasAashto T259John Royer Araúz FuentesAún no hay calificaciones
- Tesis Caracterizacion Petrografica y CAlcigrafica de Zona Mina PDFDocumento37 páginasTesis Caracterizacion Petrografica y CAlcigrafica de Zona Mina PDFsafirioAún no hay calificaciones
- Anexo 3 Diseño de PilotinesDocumento8 páginasAnexo 3 Diseño de PilotinesEudo GonzalezAún no hay calificaciones
- Energía de IonizaciónDocumento3 páginasEnergía de Ionizaciónsharon moreiraAún no hay calificaciones
- Metales Alcalinos SolubilidadDocumento14 páginasMetales Alcalinos SolubilidadMarcos MongiAún no hay calificaciones
- Guia 1-CalorDocumento2 páginasGuia 1-CalorRaffaele AnnunziataAún no hay calificaciones
- GD-SAC-I-005 Instalación de La Bomba de Concreto Rev. 01Documento3 páginasGD-SAC-I-005 Instalación de La Bomba de Concreto Rev. 01Enrique LemaAún no hay calificaciones
- Actividad 4 ProblemasSerieDOS 3Documento12 páginasActividad 4 ProblemasSerieDOS 3Yamilet Salas100% (1)
- Curso Aceites KomatsuDocumento45 páginasCurso Aceites KomatsuBelfor Luis Vilca LecarosAún no hay calificaciones
- Reactivo de Cloro Libre DPDDocumento14 páginasReactivo de Cloro Libre DPDgnoguera780Aún no hay calificaciones
- Abs. Practica 1 ESIQIEDocumento15 páginasAbs. Practica 1 ESIQIERoberto Ramirez Trinidad100% (1)
- Yacimientos VMSDocumento7 páginasYacimientos VMSGabriel I. AramayoAún no hay calificaciones
- Encofrado CircularDocumento20 páginasEncofrado CircularIsaac NuñezAún no hay calificaciones
- TGMILI18: Inflador de 18 VDocumento16 páginasTGMILI18: Inflador de 18 VIsafp Centro de CapacitaciónAún no hay calificaciones
- Modelo de Registro de MaterialesDocumento1 páginaModelo de Registro de MaterialesgeopercyAún no hay calificaciones
- TermocuplasDocumento13 páginasTermocuplasdavidrafaelbastardopiamoAún no hay calificaciones
- Presu 1Documento16 páginasPresu 1LEIDY MILENA JARAMILLO LONDO?OAún no hay calificaciones
- Apu AlmacenDocumento6 páginasApu AlmacenwendiAún no hay calificaciones
- Cobreado y Niquelado BrillanteDocumento27 páginasCobreado y Niquelado BrillanteEfrain Valcarcel100% (1)
- Monitoreo de Deformaciones en TaludesDocumento28 páginasMonitoreo de Deformaciones en TaludesRichard Torres Ramirez100% (1)
- Circuitos ElectrónicosDocumento8 páginasCircuitos ElectrónicosfranAún no hay calificaciones
- Equipo 7. Practica Obtención Del Éter MetilnaftílicoDocumento6 páginasEquipo 7. Practica Obtención Del Éter MetilnaftílicoMariano CastilloAún no hay calificaciones
- Universidad Nacional Agraria de La SelvaDocumento15 páginasUniversidad Nacional Agraria de La SelvaEuler Portilla CarrascoAún no hay calificaciones
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (203)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Homo antecessor: El nacimiento de una especieDe EverandHomo antecessor: El nacimiento de una especieCalificación: 5 de 5 estrellas5/5 (1)
- Liberación del trauma: Perdón y temblor es el caminoDe EverandLiberación del trauma: Perdón y temblor es el caminoCalificación: 4 de 5 estrellas4/5 (4)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- 50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaDe Everand50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaCalificación: 4 de 5 estrellas4/5 (37)
- Sistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)De EverandSistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Calificación: 5 de 5 estrellas5/5 (9)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- SNC - Soporte neurocrítico: De la urgencia a la terapia intensivaDe EverandSNC - Soporte neurocrítico: De la urgencia a la terapia intensivaAún no hay calificaciones
- Cerebro y silencio: Las claves de la creatividad y la serenidadDe EverandCerebro y silencio: Las claves de la creatividad y la serenidadCalificación: 5 de 5 estrellas5/5 (2)
- Cerebros rotos: Pacientes asombrosos que me enseñaron a vivirDe EverandCerebros rotos: Pacientes asombrosos que me enseñaron a vivirCalificación: 5 de 5 estrellas5/5 (3)
- Guía práctica para la refracción ocularDe EverandGuía práctica para la refracción ocularCalificación: 5 de 5 estrellas5/5 (2)
- Las Cinco Leyes Biológicas De La Naturaleza: La Nueva Medicina (Color Edition) SpanishDe EverandLas Cinco Leyes Biológicas De La Naturaleza: La Nueva Medicina (Color Edition) SpanishCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Magia con Bicarbonato de Sodio: Decenas de Remedios y Usos Caseros que te Ahorrarán Dinero y Tiempo Utilizando el Bicarbonato de SodioDe EverandMagia con Bicarbonato de Sodio: Decenas de Remedios y Usos Caseros que te Ahorrarán Dinero y Tiempo Utilizando el Bicarbonato de SodioCalificación: 4.5 de 5 estrellas4.5/5 (7)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- Armónicas en Sistemas Eléctricos IndustrialesDe EverandArmónicas en Sistemas Eléctricos IndustrialesCalificación: 4.5 de 5 estrellas4.5/5 (12)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- El trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.De EverandEl trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Calificación: 5 de 5 estrellas5/5 (1)