También podría gustarte
- UF0852 - Instalación y actualización de sistemas operativosDe EverandUF0852 - Instalación y actualización de sistemas operativosCalificación: 5 de 5 estrellas5/5 (1)
- Investigacion PLCDocumento13 páginasInvestigacion PLCMix RnAún no hay calificaciones
- Puesta en marcha de sistemas de automatización industrial. ELEM0311De EverandPuesta en marcha de sistemas de automatización industrial. ELEM0311Calificación: 3 de 5 estrellas3/5 (1)
- Progama Nacional de Formación de Electricidad (PNFE) Unidad Curricular: Taller de Tecnología Eléctrica Iii T3-ELEC - 1MDocumento15 páginasProgama Nacional de Formación de Electricidad (PNFE) Unidad Curricular: Taller de Tecnología Eléctrica Iii T3-ELEC - 1MLuis Ernesto Leal100% (1)
- Programación de microcontroladores paso a paso: Ejemplos prácticos desarrollados en la nubeDe EverandProgramación de microcontroladores paso a paso: Ejemplos prácticos desarrollados en la nubeAún no hay calificaciones
- Tipos de PLCDocumento5 páginasTipos de PLCRoderick MirelesAún no hay calificaciones
- Elementos Que Integran El Conjunto de Interfaces de Un Controlador Logico ProgramablesDocumento12 páginasElementos Que Integran El Conjunto de Interfaces de Un Controlador Logico ProgramablesJer FreAún no hay calificaciones
- PLC SDocumento46 páginasPLC SRaul Gonzalez100% (1)
- Electiva III PLCDocumento8 páginasElectiva III PLCAdjanny GonzalezAún no hay calificaciones
- Exposicion Del PLCDocumento8 páginasExposicion Del PLCGianny0% (1)
- TIPOS DE PLCsDocumento8 páginasTIPOS DE PLCsAngels ReyAún no hay calificaciones
- Desarrollo PLC SDocumento22 páginasDesarrollo PLC SJuuaanchoo CnnzAún no hay calificaciones
- Tipos de PLCDocumento5 páginasTipos de PLCIvànn NuñezAún no hay calificaciones
- Controladores Lógicos ProgramablesDocumento17 páginasControladores Lógicos ProgramablesHANNIA GUADALUPE SANCHEZ MARTINEZAún no hay calificaciones
- Previo Practica 9 PLCDocumento6 páginasPrevio Practica 9 PLCOmar Asr AlejandroAún no hay calificaciones
- Controlador Logico Programable PLCDocumento11 páginasControlador Logico Programable PLCClaudia PicoAún no hay calificaciones
- Tipos de PlcsDocumento4 páginasTipos de Plcssuen changAún no hay calificaciones
- ClasificacionDocumento5 páginasClasificacionUriel lara tellezAún no hay calificaciones
- Formacion Especifica Tarea ISE6 1 1Documento37 páginasFormacion Especifica Tarea ISE6 1 1Andres SimoneAún no hay calificaciones
- InstrumentacionDocumento10 páginasInstrumentacionSantiago BuelvasAún no hay calificaciones
- Breve historia de los PLCDocumento14 páginasBreve historia de los PLCFernando Javier VegaAún no hay calificaciones
- Caracteristicas Del PLCDocumento4 páginasCaracteristicas Del PLCJuan DiegoAún no hay calificaciones
- Autómata programable PLCDocumento12 páginasAutómata programable PLCOliver PSAún no hay calificaciones
- U2.6 - Clasificacion de PLCDocumento8 páginasU2.6 - Clasificacion de PLCAndres SanchezAún no hay calificaciones
- Arquitectura interna PLCDocumento15 páginasArquitectura interna PLCDaniel Pedroza BaltazarAún no hay calificaciones
- Introducción a los PLCs: Componentes, Funcionamiento y AplicacionesDocumento29 páginasIntroducción a los PLCs: Componentes, Funcionamiento y AplicacionesSantiago Santa CruzAún no hay calificaciones
- Segundo Trabajo de Sistemas de Cotrol (F7)Documento7 páginasSegundo Trabajo de Sistemas de Cotrol (F7)adelwis moralesAún no hay calificaciones
- PLCSSSSDocumento16 páginasPLCSSSSCorayma Yasmin Turpo LlerenaAún no hay calificaciones
- Clasificacion de PLCSDocumento1 páginaClasificacion de PLCSgabriel perez100% (3)
- Resumen de PLCDocumento3 páginasResumen de PLCANGELDBTB0% (1)
- Reporte Final PLC'sDocumento97 páginasReporte Final PLC'sMichel Sánchez ColinAún no hay calificaciones
- Tema 2 Caracteristicas Generales Del PLCDocumento8 páginasTema 2 Caracteristicas Generales Del PLCSilva Vázquez Kimberly MontserratAún no hay calificaciones
- T01 - Introduccion A Los Automatas ProgramablesDocumento8 páginasT01 - Introduccion A Los Automatas ProgramablesdavidAún no hay calificaciones
- Set0 - Unidad IvDocumento54 páginasSet0 - Unidad IvAndrés Alejandro Martínez GuerreroAún no hay calificaciones
- Identificación y tipos de PLCDocumento16 páginasIdentificación y tipos de PLCpaulAún no hay calificaciones
- Unidad 4 ControladoresDocumento20 páginasUnidad 4 Controladoresdavid_kunAún no hay calificaciones
- Introducción a PLC y su estructuraDocumento26 páginasIntroducción a PLC y su estructuraStalin HernandezAún no hay calificaciones
- Informe Programación de PLCDocumento15 páginasInforme Programación de PLCSebastián Andrés Segovia TapiaAún no hay calificaciones
- Unidad 5 PLCDocumento36 páginasUnidad 5 PLCNelson Mora SotoAún no hay calificaciones
- Programación de Controladores e Interfaces de Comunicación (2) - 1Documento9 páginasProgramación de Controladores e Interfaces de Comunicación (2) - 1victor.carrasco.meraAún no hay calificaciones
- Paper PLC RealDocumento6 páginasPaper PLC RealOscar PaezAún no hay calificaciones
- Unidad 2 PLC Investigacion FLDocumento12 páginasUnidad 2 PLC Investigacion FLRaul Alexis GarciaAún no hay calificaciones
- PLCDocumento9 páginasPLCRosina Garcia Pilcomayo0% (1)
- Estructura y Programacion Del PLCDocumento19 páginasEstructura y Programacion Del PLCvalenciaram50% (2)
- PLCDocumento5 páginasPLCAlexandra chata monsalve momsalveAún no hay calificaciones
- Investigación Estructura de Bloque PLCDocumento4 páginasInvestigación Estructura de Bloque PLCCarlos Reyes0% (1)
- Documento PLC CLASE1Documento23 páginasDocumento PLC CLASE1Stiven Perez KnoAún no hay calificaciones
- Mar. Teorico PLCDocumento19 páginasMar. Teorico PLCRywer Luna choqueAún no hay calificaciones
- Estructura Física Del PLCDocumento3 páginasEstructura Física Del PLCsara yessenia ramirez hernandezAún no hay calificaciones
- TP Mea 7Documento7 páginasTP Mea 7cuevajulian549Aún no hay calificaciones
- Estructura Del PLC S7-200CPU 214Documento9 páginasEstructura Del PLC S7-200CPU 214Bryan RodríguezAún no hay calificaciones
- PLC ArquitecturaDocumento12 páginasPLC ArquitecturaNestor OlivasAún no hay calificaciones
- PLC SiemensDocumento17 páginasPLC SiemensEleazarAún no hay calificaciones
- T Espe 019560 2Documento25 páginasT Espe 019560 2smejiagonzalesAún no hay calificaciones
- Curso PLC PDFDocumento54 páginasCurso PLC PDFqwerty112233123Aún no hay calificaciones
- Cap1-BDocumento14 páginasCap1-BLuis MamaniAún no hay calificaciones
- Ultimo Ejemplo de FormatoDocumento37 páginasUltimo Ejemplo de FormatoAnaís AyalaAún no hay calificaciones
- IPLC - 04 Elementos Basicos PLCDocumento23 páginasIPLC - 04 Elementos Basicos PLCSalvadorAún no hay calificaciones
- Trabajo PLCDocumento6 páginasTrabajo PLCalexjx65Aún no hay calificaciones
- Tema 5 APLICACIONES DE LA NEUMATICA-ELECTRONICA E HIDRAULICA-ELECTRONICADocumento16 páginasTema 5 APLICACIONES DE LA NEUMATICA-ELECTRONICA E HIDRAULICA-ELECTRONICAitzel perez de la cruzAún no hay calificaciones
- Trabajo Tic Volumen FinalDocumento23 páginasTrabajo Tic Volumen FinalALFONSO VILASECA NAVASAún no hay calificaciones
- Dinet (PCM-W-1840-100-P) de TupunatronDocumento1 páginaDinet (PCM-W-1840-100-P) de TupunatronBASILIO JARA HUERTAAún no hay calificaciones
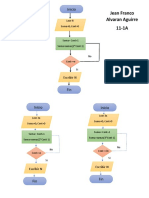
- Diagramas de Flujo, Jean Franco AlvaranDocumento6 páginasDiagramas de Flujo, Jean Franco AlvaranAndres GamboaAún no hay calificaciones
- Cuestionario 2. Metodos PDFDocumento2 páginasCuestionario 2. Metodos PDFMaria Fernanda Gomez ValderramaAún no hay calificaciones
- Cuadro Comparativo SO WindowsDocumento5 páginasCuadro Comparativo SO WindowsJhon Jairo Muñoz Zuñiga88% (8)
- Trabajo Monografico Aplicando Herramientas Básaicas de Word 2019 - Vergara Rodriguez Max ChristopherDocumento8 páginasTrabajo Monografico Aplicando Herramientas Básaicas de Word 2019 - Vergara Rodriguez Max ChristopherMax Vergara RodriguezAún no hay calificaciones
- Tarea 7 Semana Programación Web II - IDocumento7 páginasTarea 7 Semana Programación Web II - ICristian MontecinosAún no hay calificaciones
- Sistemas OperativosDocumento2 páginasSistemas OperativosAlfredo ValladaresAún no hay calificaciones
- 4 GmaoDocumento29 páginas4 Gmaofiorella nuquesAún no hay calificaciones
- Bluestone Service Manual - ESDocumento551 páginasBluestone Service Manual - ESLuis Alberto Ramos VelasquezAún no hay calificaciones
- G Ces Sns 02e Guia OrganizacionesDocumento7 páginasG Ces Sns 02e Guia OrganizacionesdaemollAún no hay calificaciones
- Manual Del Curso Indicadores de SST en Power BiDocumento9 páginasManual Del Curso Indicadores de SST en Power BiPaul QuirozAún no hay calificaciones
- Practica # 5 RedesDocumento11 páginasPractica # 5 RedesLeonids PérezAún no hay calificaciones
- Ensayo Sobre AutoCADDocumento4 páginasEnsayo Sobre AutoCADjuan zarateAún no hay calificaciones
- Dpo2 U1 A1 AlfbDocumento9 páginasDpo2 U1 A1 Alfbalejandro francisco balcazarAún no hay calificaciones
- Ejemplo de Modelo de Informe Adsi Utp 2021 1Documento74 páginasEjemplo de Modelo de Informe Adsi Utp 2021 1miguel andresAún no hay calificaciones
- Cisco Packet TracerDocumento35 páginasCisco Packet TracerTeam PicantesAún no hay calificaciones
- Controlar Sistema de Seguridad de La Información de Acuerdo Con Los Procedimientos y Normativa TécnicaDocumento3 páginasControlar Sistema de Seguridad de La Información de Acuerdo Con Los Procedimientos y Normativa TécnicawpjesusguzmanAún no hay calificaciones
- Cómo Clonar Un Sitio WebDocumento7 páginasCómo Clonar Un Sitio WebDante EstradaAún no hay calificaciones
- Arquitectura de Von Newmann y sus componentesDocumento5 páginasArquitectura de Von Newmann y sus componentesDark Angel26Aún no hay calificaciones
- Instrucciones de Uso Del Kit Imprimible.Documento10 páginasInstrucciones de Uso Del Kit Imprimible.Ahle MorenoAún no hay calificaciones
- Plantilla de Excel Gratuita Base de Datos JustexwDocumento17 páginasPlantilla de Excel Gratuita Base de Datos JustexwNatalia Andrea Madrid CastrillonAún no hay calificaciones
- Escuela Politécnica Nacional: Escuela de IngenieríaDocumento497 páginasEscuela Politécnica Nacional: Escuela de IngenieríaElías FloresAún no hay calificaciones
- Bases de Datos, Diseño, Implementación Y Administración - 9 Edición PDF - Descargar, Leer DESCARGAR LEER ENGLISH VERSION DOWNLOAD READ.Documento11 páginasBases de Datos, Diseño, Implementación Y Administración - 9 Edición PDF - Descargar, Leer DESCARGAR LEER ENGLISH VERSION DOWNLOAD READ.IT China Jenner NoelAún no hay calificaciones
- Algoritmos de EncaminamientoDocumento5 páginasAlgoritmos de EncaminamientoJorge Miguel Ovando RodriguezAún no hay calificaciones
- Repaso de Contenidos LHW - 2022Documento10 páginasRepaso de Contenidos LHW - 2022Nery YfAún no hay calificaciones
- WeWork y Holberton ofrecen membresías a estudiantes en ColombiaDocumento3 páginasWeWork y Holberton ofrecen membresías a estudiantes en ColombiaManuela Isabel FernandezAún no hay calificaciones
- Manual Usuario DAta Logger - En.esDocumento42 páginasManual Usuario DAta Logger - En.esTania GarciaAún no hay calificaciones
- Semana 1 - Presentación 2022-2 - SUMADIDocumento24 páginasSemana 1 - Presentación 2022-2 - SUMADIルイス・ エンリケAún no hay calificaciones
- Samsung Galaxy 20 G EsDocumento174 páginasSamsung Galaxy 20 G EsMarly Salas GonzalezAún no hay calificaciones
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (116)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Resumen de El cuadro de mando integral paso a paso de Paul R. NivenDe EverandResumen de El cuadro de mando integral paso a paso de Paul R. NivenCalificación: 5 de 5 estrellas5/5 (2)
- Estructuras de Datos Básicas: Programación orientada a objetos con JavaDe EverandEstructuras de Datos Básicas: Programación orientada a objetos con JavaCalificación: 5 de 5 estrellas5/5 (1)
- Minería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásDe EverandMinería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Investigación de operaciones: Conceptos fundamentalesDe EverandInvestigación de operaciones: Conceptos fundamentalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Auditoría de seguridad informática: Curso prácticoDe EverandAuditoría de seguridad informática: Curso prácticoCalificación: 5 de 5 estrellas5/5 (1)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)
- El trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoDe EverandEl trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoCalificación: 4 de 5 estrellas4/5 (30)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDe EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetCalificación: 5 de 5 estrellas5/5 (7)
- El mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosDe EverandEl mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosCalificación: 5 de 5 estrellas5/5 (2)
- Aprender Illustrator 2020 con 100 ejercicios prácticosDe EverandAprender Illustrator 2020 con 100 ejercicios prácticosAún no hay calificaciones
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Gestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosDe EverandGestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosCalificación: 5 de 5 estrellas5/5 (3)
- Organizaciones Exponenciales: Por qué existen nuevas organizaciones diez veces más escalables y rentables que la tuya (y qué puedes hacer al respecto)De EverandOrganizaciones Exponenciales: Por qué existen nuevas organizaciones diez veces más escalables y rentables que la tuya (y qué puedes hacer al respecto)Calificación: 4.5 de 5 estrellas4.5/5 (11)
- AngularJS: Conviértete en el profesional que las compañías de software necesitan.De EverandAngularJS: Conviértete en el profesional que las compañías de software necesitan.Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)