También podría gustarte
- Oliver Burkeman Cuatro Mil Semanas CompletoDocumento188 páginasOliver Burkeman Cuatro Mil Semanas CompletoManuel Corberán95% (19)
- 4.3 Trujillo Castillo A - 26Documento2 páginas4.3 Trujillo Castillo A - 26Emmanuel GayouAún no hay calificaciones
- Taller 3 Etapa MejorarDocumento3 páginasTaller 3 Etapa MejorarRolando Girao GarcésAún no hay calificaciones
- Taller 2023-1Documento17 páginasTaller 2023-1maria isabelAún no hay calificaciones
- Taller 1 Etapa Medir - Grupo 12Documento7 páginasTaller 1 Etapa Medir - Grupo 12BLANCA GONZALES MIRANDAAún no hay calificaciones
- Taller 1 Etapa Medir - Grupo 12Documento7 páginasTaller 1 Etapa Medir - Grupo 12Jezabel Echevarria MuñozAún no hay calificaciones
- Tabla Amortizacion 147878Documento1 páginaTabla Amortizacion 147878Sergio Fernando Cuzco MolinaAún no hay calificaciones
- Regresion LinealDocumento2 páginasRegresion LinealSergio SalasAún no hay calificaciones
- Tabla de Pago Con Cuota ProporcionalDocumento2 páginasTabla de Pago Con Cuota ProporcionalALFREDO ANTONIO NORORI ARIASAún no hay calificaciones
- Variables Esta Di Sticas 2Documento2 páginasVariables Esta Di Sticas 2CarlosAún no hay calificaciones
- Proyecto Final Matematicas 2Documento8 páginasProyecto Final Matematicas 2danilo arnaldo godoyAún no hay calificaciones
- Kim TPDADocumento7 páginasKim TPDAJefferson Guanoluisa SantosAún no hay calificaciones
- Laboratorio Semana 3Documento12 páginasLaboratorio Semana 3REYNA ESTHER ARISMENDIZ VILLEGASAún no hay calificaciones
- Ejemplo LinealizarDocumento3 páginasEjemplo LinealizargonxalezrominaAún no hay calificaciones
- Taller 4Documento14 páginasTaller 4Milton Londoño RomanAún no hay calificaciones
- Resultados CompletosDocumento4 páginasResultados Completos12Karina Marisol Díaz SilvestreAún no hay calificaciones
- Ejercicios 20 y 21Documento8 páginasEjercicios 20 y 21Manuela ArangoAún no hay calificaciones
- Problema 11.6Documento2 páginasProblema 11.6ENRIQUE ALDAIR VILCAS OCHOAAún no hay calificaciones
- Ejercicio 2Documento5 páginasEjercicio 2Jancy HernándezAún no hay calificaciones
- LaminaciónDocumento36 páginasLaminaciónAlex TercerosAún no hay calificaciones
- Actividad 3 Planeacion de La ProduccionDocumento17 páginasActividad 3 Planeacion de La Produccionerika cuesta86% (7)
- Datos de H y T Bodega de Recepcion de InsumosDocumento16 páginasDatos de H y T Bodega de Recepcion de InsumosAsistente AseguramientoAún no hay calificaciones
- Temperatura de Carro de Paro Agosto 2021Documento1 páginaTemperatura de Carro de Paro Agosto 2021Maria Victoria DIAZ DIAZAún no hay calificaciones
- Beneficiarios FISE Con Suministro Electrico-1Documento2 páginasBeneficiarios FISE Con Suministro Electrico-1Jhiampier adicionalAún no hay calificaciones
- Post 3Documento27 páginasPost 3Fernanda CepedaAún no hay calificaciones
- Control 6 INVOPADocumento10 páginasControl 6 INVOPAlizbethconstanza.villegasAún no hay calificaciones
- Libro 1Documento3 páginasLibro 1IvonneEspinoza20Aún no hay calificaciones
- ASME Steam Tables (0-100)Documento9 páginasASME Steam Tables (0-100)Angel GuerreroAún no hay calificaciones
- Temperatura Carro de Paro Enero - 2021Documento1 páginaTemperatura Carro de Paro Enero - 2021Maria Victoria DIAZ DIAZAún no hay calificaciones
- Proyeccion Ventas 2023Documento6 páginasProyeccion Ventas 2023genesisjaimes1Aún no hay calificaciones
- Precio Del DolarDocumento4 páginasPrecio Del DolarJosue PinedaAún no hay calificaciones
- Evaluacion Parcial 2Documento19 páginasEvaluacion Parcial 2José Luis Filio RafaelAún no hay calificaciones
- Relaciones Gravimétricas y MorterosDocumento8 páginasRelaciones Gravimétricas y MorterosJOAQUIN EMILIANO ESCARENO GUTIERREZAún no hay calificaciones
- Pobre Za 1990 Cuadro 2Documento1 páginaPobre Za 1990 Cuadro 2Sbek OneAún no hay calificaciones
- Pobre Za 1990 Cuadro 2Documento1 páginaPobre Za 1990 Cuadro 2Sbek OneAún no hay calificaciones
- Planillas Cálculos ModificadasDocumento48 páginasPlanillas Cálculos ModificadasVíctor Hugo Concha OrmeñoAún no hay calificaciones
- Act 7Documento14 páginasAct 7Yurgen Libardo LIZARAZO GALLOAún no hay calificaciones
- Tablas TermodinámicasDocumento51 páginasTablas TermodinámicasJUAN CARLOS QUISPE ROJASAún no hay calificaciones
- Cálculos Volumétricos Poa San Jacinto Del Salitre 2023Documento44 páginasCálculos Volumétricos Poa San Jacinto Del Salitre 2023Odilio FloresAún no hay calificaciones
- UntitledDocumento10 páginasUntitledMarcos BurónAún no hay calificaciones
- Diagramas ClimaticosDocumento6 páginasDiagramas ClimaticosAlex CriolloAún no hay calificaciones
- Temperatura Carro de Paro Mayo - 2020Documento1 páginaTemperatura Carro de Paro Mayo - 2020Maria Victoria DIAZ DIAZAún no hay calificaciones
- Perfil Minero RPLDocumento4 páginasPerfil Minero RPLWily Luis Suzaño ApazaAún no hay calificaciones
- Excel 2Documento4 páginasExcel 2Mateusz KrzyżanowskiAún no hay calificaciones
- Estudio de Caso Sobre Alternativas de Financiación 1.1Documento13 páginasEstudio de Caso Sobre Alternativas de Financiación 1.1Alejo PerdomoAún no hay calificaciones
- Proyecion Poblacion Barbosa SantanderDocumento9 páginasProyecion Poblacion Barbosa Santandernicolas gongalAún no hay calificaciones
- Pobre Za 1990 Cuadro 17Documento1 páginaPobre Za 1990 Cuadro 17Sbek OneAún no hay calificaciones
- Tarea 4 Control Estadistico y Procesos de ServiciosDocumento6 páginasTarea 4 Control Estadistico y Procesos de ServiciosŠtïïven MüñëtönAún no hay calificaciones
- Planillas Paritarias - Abril 2023 PDFDocumento69 páginasPlanillas Paritarias - Abril 2023 PDFFlorAún no hay calificaciones
- Registro Control y Gestión de Condiciones Ambientales de FarmaciaDocumento6 páginasRegistro Control y Gestión de Condiciones Ambientales de FarmaciacarlosposadabaqueroAún no hay calificaciones
- Nro. CI Nota Evaluación de Competencias - Escrito: Departamento: "Beni" Fecha Y Hora de Impresión: 04/03/2023 12:24Documento33 páginasNro. CI Nota Evaluación de Competencias - Escrito: Departamento: "Beni" Fecha Y Hora de Impresión: 04/03/2023 12:24Joel Sánchez SotoAún no hay calificaciones
- Asignación #4 BIOE 6555Documento2 páginasAsignación #4 BIOE 6555Anelisse DominicciAún no hay calificaciones
- CALENDARIODocumento5 páginasCALENDARIOElis RamírezAún no hay calificaciones
- Tabla de Galones Estadounidenses (Líquidos) A LitrosDocumento1 páginaTabla de Galones Estadounidenses (Líquidos) A LitrosAlexis OrtizAún no hay calificaciones
- Datos de EstacionesDocumento8 páginasDatos de EstacionesLaryza AlanyaAún no hay calificaciones
- AmortizaciónDocumento7 páginasAmortizaciónClarck ClarcksonAún no hay calificaciones
- Desarrollo de La PrácticaDocumento15 páginasDesarrollo de La PrácticaEmerson Ñahui HilarioAún no hay calificaciones
- 2 Ejercicios de Pronostico LinealDocumento14 páginas2 Ejercicios de Pronostico LinealJES�S DANIEL SOTO TRUJILLOAún no hay calificaciones
- Regresion Lineal ModelosDocumento17 páginasRegresion Lineal Modeloseber791Aún no hay calificaciones
- Tarea Vi Matematica FinancieraDocumento5 páginasTarea Vi Matematica FinancieraStephanie MatosAún no hay calificaciones
- Proyectofinal AltamiranoDocumento27 páginasProyectofinal AltamiranoShelley AltamiranoAún no hay calificaciones
- Juigalpa 1960-2017Documento120 páginasJuigalpa 1960-2017Waldo AguilarAún no hay calificaciones
- Sesión 2Documento23 páginasSesión 2Rolando Girao GarcésAún no hay calificaciones
- Sesión 3Documento32 páginasSesión 3Rolando Girao GarcésAún no hay calificaciones
- Grupo 3 Investigacion de Accidentes e Incidentes Peligrosos 28 FebDocumento42 páginasGrupo 3 Investigacion de Accidentes e Incidentes Peligrosos 28 FebRolando Girao GarcésAún no hay calificaciones
- Sesión 5Documento32 páginasSesión 5Rolando Girao GarcésAún no hay calificaciones
- Sesión 4Documento35 páginasSesión 4Rolando Girao GarcésAún no hay calificaciones
- Sílabo Gestión de La Salud y Seguridad Ocupacional I-2022Documento8 páginasSílabo Gestión de La Salud y Seguridad Ocupacional I-2022Rolando Girao GarcésAún no hay calificaciones
- Sesión 1Documento37 páginasSesión 1Rolando Girao GarcésAún no hay calificaciones
- Clase 05 - Atajos Del Teclado para Power PointDocumento16 páginasClase 05 - Atajos Del Teclado para Power PointRolando Girao GarcésAún no hay calificaciones
- Clase 09 - Insertar y Editar ImágenesDocumento9 páginasClase 09 - Insertar y Editar ImágenesRolando Girao GarcésAún no hay calificaciones
- 5.especialista en Ms Project & S10 TEMARIODocumento8 páginas5.especialista en Ms Project & S10 TEMARIORolando Girao GarcésAún no hay calificaciones
- 1.17.3 Gestion de Riesgo SeguridadDocumento12 páginas1.17.3 Gestion de Riesgo SeguridadRolando Girao GarcésAún no hay calificaciones
- Taller #5Documento13 páginasTaller #5Rolando Girao GarcésAún no hay calificaciones
- 2, 3, 4, 5 Manual de SigDocumento25 páginas2, 3, 4, 5 Manual de SigRolando Girao GarcésAún no hay calificaciones
- 1.17.2 Gestion de Riesgo AmbientalDocumento12 páginas1.17.2 Gestion de Riesgo AmbientalRolando Girao GarcésAún no hay calificaciones
- Cómo Hacer Un FraccionarioDocumento4 páginasCómo Hacer Un FraccionarioYamila BeronAún no hay calificaciones
- Evaluación Patrones Emilia, Amanda, Facundo, Maxi, Alexandra 4° BásicoDocumento4 páginasEvaluación Patrones Emilia, Amanda, Facundo, Maxi, Alexandra 4° BásicoEscuela Los RastrojosAún no hay calificaciones
- Ii 08 01Documento3 páginasIi 08 01Ro Gab GgrscjevcAún no hay calificaciones
- Segmentos de Recta 3roDocumento1 páginaSegmentos de Recta 3roNelson Franklin Pacco GarciaAún no hay calificaciones
- 519 Ejercicios Resueltos Semana 14 Sesión 2 Repaso EE3Documento1 página519 Ejercicios Resueltos Semana 14 Sesión 2 Repaso EE3andrea llerenaAún no hay calificaciones
- Preacademia Raz. Verbal - AnalogíasDocumento8 páginasPreacademia Raz. Verbal - AnalogíasCristian BDAún no hay calificaciones
- Guía Grupos ConsonánticosDocumento2 páginasGuía Grupos ConsonánticosconstanzaAún no hay calificaciones
- Espanhol Atividades Flexibilizadas 4a. Semana 6o. AnoDocumento4 páginasEspanhol Atividades Flexibilizadas 4a. Semana 6o. AnoVanessa LyraAún no hay calificaciones
- Trigonometria 1Documento1 páginaTrigonometria 1Percy RaxoAún no hay calificaciones
- Preguntas de RMDocumento3 páginasPreguntas de RMLuis Angel HuamaniAún no hay calificaciones
- Reporte Plano Simat AntioquiaDocumento27 páginasReporte Plano Simat AntioquiaKellyAcuñaAún no hay calificaciones
- El DiccionarioDocumento2 páginasEl DiccionarioPer MarAún no hay calificaciones
- Examen de Campeonato de Matematicas-COLALMA Contestado PDFDocumento3 páginasExamen de Campeonato de Matematicas-COLALMA Contestado PDFHernandez SánchezAún no hay calificaciones
- Impuesto MRX 150Documento3 páginasImpuesto MRX 150Juan VillamilAún no hay calificaciones
- FPJ 07 Rotulo Cadena de Custodia - CompressDocumento1 páginaFPJ 07 Rotulo Cadena de Custodia - CompressMARIA JOSE CERVANTES LARAAún no hay calificaciones
- Examen F5Documento35 páginasExamen F5German Sotero JimenezAún no hay calificaciones
- Resumen EstructurasDocumento6 páginasResumen EstructurasJairo Alexis Alvarez JimenezAún no hay calificaciones
- Razonamiento AbstractoDocumento13 páginasRazonamiento AbstractoHenry W. Mallitasig ArellanoAún no hay calificaciones
- PowerPoint Paises Hispanohablantes Capitales y ContinentesDocumento9 páginasPowerPoint Paises Hispanohablantes Capitales y ContinentesAnonymous bkZRAdAún no hay calificaciones
- Clasificacion Final Desarrollando Talento Prescotniano Secundaria - Clasificación - IntermediaDocumento2 páginasClasificacion Final Desarrollando Talento Prescotniano Secundaria - Clasificación - Intermediatony ramosAún no hay calificaciones
- 5° Secundaria 2021Documento3 páginas5° Secundaria 2021Andree HondermannAún no hay calificaciones
- Actividad de Aprendizaje 4-LeslyDocumento3 páginasActividad de Aprendizaje 4-LeslyYeimi ReyesAún no hay calificaciones
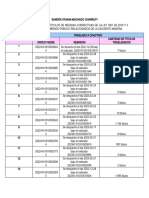
- Sandra Viviana Machado Charrupi - Relacion de Labores RealizadasDocumento4 páginasSandra Viviana Machado Charrupi - Relacion de Labores RealizadasSandra Viviana Machado CHarrupiAún no hay calificaciones
- Datos - Capacidad Bin - Final MedirDocumento15 páginasDatos - Capacidad Bin - Final MedirBetty BelliAún no hay calificaciones
- Trabalenguas para Trabajar La DicciónDocumento1 páginaTrabalenguas para Trabajar La DicciónJuanjo BernardezAún no hay calificaciones
- ASP Flecha HijaDocumento1 páginaASP Flecha HijaVivian Lorena Quiceno VargasAún no hay calificaciones
- Planos Ihs - 2022Documento1 páginaPlanos Ihs - 2022Neider AmayaAún no hay calificaciones
- A La Caza de La TesalhidraDocumento12 páginasA La Caza de La TesalhidraManuel Gonzalez100% (1)
- 3º Repaso TrimestralDocumento1 página3º Repaso TrimestralKennedy FloresAún no hay calificaciones