También podría gustarte
- OMPIDocumento12 páginasOMPIChristian Miranda71% (14)
- Historia de El SalvadorDocumento17 páginasHistoria de El SalvadorIng Manuel Quint100% (1)
- Check List Unidades y Equipos (Formatos)Documento4 páginasCheck List Unidades y Equipos (Formatos)Eduardo Sotelo100% (1)
- Flujograma de Gestión de ResiduosDocumento1 páginaFlujograma de Gestión de ResiduosMarcelo Matta100% (1)
- LGuzman PDFDocumento37 páginasLGuzman PDFAlejandro Guerra100% (1)
- Formato de Iperc para Estudiante en GeneralDocumento2 páginasFormato de Iperc para Estudiante en GeneralRoberth Villanueva aranaAún no hay calificaciones
- EstimulacionDocumento283 páginasEstimulacionAntonio Subero RuizAún no hay calificaciones
- Teoría Semana 2.1 VolumetríaDocumento57 páginasTeoría Semana 2.1 Volumetríaalonzo manyari dionicioAún no hay calificaciones
- Estimulacion de PozosDocumento283 páginasEstimulacion de Pozoszuriel melena cassisAún no hay calificaciones
- Matriz Aa 2022 Maryland Spa Servicio 37002200248Documento61 páginasMatriz Aa 2022 Maryland Spa Servicio 37002200248fernanda gonzalezAún no hay calificaciones
- 1.-Formato Inspeccion 007Documento1 página1.-Formato Inspeccion 007JESUS ABRAHAM ROJAS LEANDROAún no hay calificaciones
- PPT-VADO Y MALPASO - Modificaciones (Opción 1)Documento69 páginasPPT-VADO Y MALPASO - Modificaciones (Opción 1)JavierAún no hay calificaciones
- An Exo Diagram As de Flu Jode ProcesoDocumento9 páginasAn Exo Diagram As de Flu Jode ProcesoMANUEL LUIS LOPEZ CURASIAún no hay calificaciones
- Mapa Mental GravimetriaDocumento1 páginaMapa Mental GravimetriaRony Coleman100% (1)
- Manteimiento Preventivo 2023 TENSIOMETRO2Documento1 páginaManteimiento Preventivo 2023 TENSIOMETRO2Juliana TorresAún no hay calificaciones
- MiperDocumento5 páginasMiperEmerson Alejandro Araneda ArenasAún no hay calificaciones
- Gerenciamiento Reservorios Oil-GasDocumento40 páginasGerenciamiento Reservorios Oil-GasMarvin OmañaAún no hay calificaciones
- Print de NotasDocumento3 páginasPrint de NotasLord MakakoAún no hay calificaciones
- IPER MEDIO AMBIENTE Version 06 Nuevo Formato Ano 2008Documento15 páginasIPER MEDIO AMBIENTE Version 06 Nuevo Formato Ano 2008cesar esquivel rojasAún no hay calificaciones
- Procesos de MoldeoDocumento56 páginasProcesos de MoldeoJose PachecoAún no hay calificaciones
- Identificacion de AEIADocumento9 páginasIdentificacion de AEIAFreysi Baca PeredaAún no hay calificaciones
- Flujograma 1Documento2 páginasFlujograma 1Ronmell NuñezAún no hay calificaciones
- Tesis GradoDocumento30 páginasTesis GradoJuan Sebastian Bernal CaicedoAún no hay calificaciones
- Matriz de Operacionalización de La CarreteraDocumento3 páginasMatriz de Operacionalización de La CarreteraFranco LDAún no hay calificaciones
- Diagrama EXPORT PEZDocumento2 páginasDiagrama EXPORT PEZLeidy Katherine Castiblanco MoraAún no hay calificaciones
- Plan de Calidad Construccion Arquingeco GralDocumento6 páginasPlan de Calidad Construccion Arquingeco GralJohanna LoaizaAún no hay calificaciones
- Algoritmo CciDocumento1 páginaAlgoritmo CcijanethAún no hay calificaciones
- Inspeccion General (Ed. 1)Documento16 páginasInspeccion General (Ed. 1)jesusAún no hay calificaciones
- Test Evaluacion de La DegluciónDocumento19 páginasTest Evaluacion de La DegluciónMaria TeresaAún no hay calificaciones
- Mapa MentalDocumento1 páginaMapa MentalANTONIO SANDATE CHAVEZAún no hay calificaciones
- Evaluacion de Alimentos 2022Documento3 páginasEvaluacion de Alimentos 2022Kiev Ochoa PumaylleAún no hay calificaciones
- EstadisticaDocumento9 páginasEstadisticaKenji Steven Selgueron BordaAún no hay calificaciones
- Matriz de ConsistenciaDocumento2 páginasMatriz de ConsistenciaLiz OrtizAún no hay calificaciones
- Fase 5 - Informe - ActividadDocumento8 páginasFase 5 - Informe - ActividadJorge Luis CaceresAún no hay calificaciones
- Plan de Quimica Segundo Periodo 2023Documento2 páginasPlan de Quimica Segundo Periodo 2023daniel silvaAún no hay calificaciones
- Matriz de OperacionalizacionDocumento2 páginasMatriz de OperacionalizacionramiroAún no hay calificaciones
- Conduccion en TerrenoDocumento2 páginasConduccion en Terrenosebastian alejandro gonzalez reyesAún no hay calificaciones
- Daño A La Formacion Ii - 915320282Documento41 páginasDaño A La Formacion Ii - 915320282edidAún no hay calificaciones
- Ieaa - Montaje de Cambio de Base Nastro Sal o Silo 6 - Planta 1 - CSL S.A.CDocumento12 páginasIeaa - Montaje de Cambio de Base Nastro Sal o Silo 6 - Planta 1 - CSL S.A.CJunior Jonathan Rosales CosmeAún no hay calificaciones
- Recuperación Mejorada de Crudos (PDVSA CIED)Documento78 páginasRecuperación Mejorada de Crudos (PDVSA CIED)Andrés Eduardo Guzmán VelásquezAún no hay calificaciones
- I Hoja de Evaluación Modular Proceso de EvaluaciónDocumento6 páginasI Hoja de Evaluación Modular Proceso de EvaluaciónPaul Flores HuamaniAún no hay calificaciones
- REG-SST-045 Matriz de Aspectos e Impactos Ambientales 2022Documento1 páginaREG-SST-045 Matriz de Aspectos e Impactos Ambientales 2022Luis AngelAún no hay calificaciones
- Matriz AA ILLARIY SRLDocumento6 páginasMatriz AA ILLARIY SRLTony Romero SantosAún no hay calificaciones
- Alp Ma Pge9.1 For 02 Ida Ma 2022Documento1 páginaAlp Ma Pge9.1 For 02 Ida Ma 2022gianAún no hay calificaciones
- Pmflaboratoseguimiento 01 Al 15 Nov 13Documento160 páginasPmflaboratoseguimiento 01 Al 15 Nov 13Kathleen Guerra ParraAún no hay calificaciones
- MICROSCOPÍA ÓPTICA - Exposición 2019Documento22 páginasMICROSCOPÍA ÓPTICA - Exposición 2019Jesus CardenasAún no hay calificaciones
- PROCESOS ING - Avance 2Documento6 páginasPROCESOS ING - Avance 2kciAún no hay calificaciones
- Formato Iperc CelisDocumento4 páginasFormato Iperc CelisSaralise Celis RosalesAún no hay calificaciones
- Capasitacion Sibaritas ClubDocumento8 páginasCapasitacion Sibaritas ClubalejandroAún no hay calificaciones
- Flujograma Bls-Rcp-Dea Seal Chile-Ils 2020Documento1 páginaFlujograma Bls-Rcp-Dea Seal Chile-Ils 2020Franco SartoreAún no hay calificaciones
- Print de NotasDocumento3 páginasPrint de NotasEMIGDIO JOSE QUIROZ FARFANAún no hay calificaciones
- Rangos Referenciales - Microbiología - UrianalisisDocumento1 páginaRangos Referenciales - Microbiología - UrianalisisJean Pierre Vega OrdinolaAún no hay calificaciones
- Formato Matriz AmbientalDocumento1 páginaFormato Matriz AmbientalPatricio ArevaloAún no hay calificaciones
- Avance Diagrama de Flujo - Carga PuntualDocumento4 páginasAvance Diagrama de Flujo - Carga PuntualRockLab EnsayosAún no hay calificaciones
- Mtz.E. 05 Matriz de IAIACP RIG ECP NSDocumento10 páginasMtz.E. 05 Matriz de IAIACP RIG ECP NSKelly CAún no hay calificaciones
- Operacionalizacion de VariablesDocumento1 páginaOperacionalizacion de Variableskeyla nunura murillo88% (8)
- 1 - Caracterizacion Geomecanica Del Macizo RocosoDocumento1 página1 - Caracterizacion Geomecanica Del Macizo RocosoSusy Serrano FloresAún no hay calificaciones
- Plan de Actividades DiciembreDocumento2 páginasPlan de Actividades DiciembreVicente Gonzalez LugoAún no hay calificaciones
- EIA Actividad 5 1 (Flores Saucedo)Documento1 páginaEIA Actividad 5 1 (Flores Saucedo)Diego FloresAún no hay calificaciones
- Miper - Aseo en OficinaDocumento3 páginasMiper - Aseo en OficinamjccarreraAún no hay calificaciones
- Acción de Los Tóxicos en El Sistema Nervioso CentralDocumento2 páginasAcción de Los Tóxicos en El Sistema Nervioso CentralGreysiʚïɞGironAún no hay calificaciones
- Cuando Me Aleje de TiDocumento2 páginasCuando Me Aleje de TiDannyJerezAún no hay calificaciones
- IE Evidencia Foro Importancia de Fases Diseno Desarrollo Curricular PDFDocumento2 páginasIE Evidencia Foro Importancia de Fases Diseno Desarrollo Curricular PDFVivian CaleroAún no hay calificaciones
- Anatomofisiologicos en La Transicion FetoDocumento5 páginasAnatomofisiologicos en La Transicion FetoLulYy Rangel Mariscal100% (1)
- MKT PCDocumento1 páginaMKT PCCristina UrbinaAún no hay calificaciones
- Proyecto de ProgramacionDocumento19 páginasProyecto de ProgramacionCARLOS ALFREDO URQUIZO ARANCIBIAAún no hay calificaciones
- Quesquén Liza, José MauroDocumento111 páginasQuesquén Liza, José MauroPriscila CollaoAún no hay calificaciones
- Distribuciones de ProbabilidadDocumento12 páginasDistribuciones de ProbabilidadVanessa RamosAún no hay calificaciones
- GMP Ingenieros Sas 2020-09-23 20G-140 7 de AgostoDocumento2 páginasGMP Ingenieros Sas 2020-09-23 20G-140 7 de AgostoCarlosAndresSabogalLorduyAún no hay calificaciones
- Ley de Contrato de SegurosDocumento25 páginasLey de Contrato de SegurosDiego Juan Ramos ValerAún no hay calificaciones
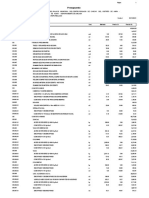
- Pre Supuesto Client eDocumento5 páginasPre Supuesto Client eLuis AemAún no hay calificaciones
- Razones y Proporciones - Reparto ProporcionalDocumento7 páginasRazones y Proporciones - Reparto ProporcionalFrank Mendoza AcostaAún no hay calificaciones
- Importancia de La Direccion y El ControlDocumento4 páginasImportancia de La Direccion y El ControlWm Motos MotosAún no hay calificaciones
- Mecanismos de ParticipaciónDocumento5 páginasMecanismos de ParticipaciónHAROLD STIVEN RODRIGUEZ ROJASAún no hay calificaciones
- Bosquejo-Planteamiento Del ProblemaDocumento2 páginasBosquejo-Planteamiento Del ProblemaDANTESKO80Aún no hay calificaciones
- Linea de Tiempo.Documento9 páginasLinea de Tiempo.Douglas Laguado67% (3)
- Teoría GeográficaDocumento3 páginasTeoría GeográficaAnthony Ortega Jiménez67% (3)
- Manual de Factura Electrónica A Iniciativa de ASIMELEC y Red - EsDocumento50 páginasManual de Factura Electrónica A Iniciativa de ASIMELEC y Red - EsCámara de Comercio, Industria y Navegación de CartagenaAún no hay calificaciones
- Mecanica Corporal 1.2Documento16 páginasMecanica Corporal 1.2Magdalis MorrobelAún no hay calificaciones
- Certificado Prueba de Izaje Canasta SBLDocumento1 páginaCertificado Prueba de Izaje Canasta SBLCindy GonzalesAún no hay calificaciones
- Técnica de Amamantamiento CorrectoDocumento10 páginasTécnica de Amamantamiento CorrectoDaniel MendozaAún no hay calificaciones
- Triptico Ahorro de Energia ElectricaDocumento2 páginasTriptico Ahorro de Energia ElectricaLeonAún no hay calificaciones
- Memoria Histórica en GuatemalaDocumento33 páginasMemoria Histórica en GuatemalaKapu Tejiendo VidaAún no hay calificaciones
- Mitos y Leyendas, WordDocumento12 páginasMitos y Leyendas, WordAlejandra MoyanoAún no hay calificaciones
- 3er. Grado Unidad Vi Act. 4Documento2 páginas3er. Grado Unidad Vi Act. 4depredadorraulantoniomaturanaAún no hay calificaciones
- Absolutismo (Monarquico)Documento11 páginasAbsolutismo (Monarquico)daisyeseniaAún no hay calificaciones
- Excelente Material para Abordar Los Conceptos Del Sistema BioflocDocumento6 páginasExcelente Material para Abordar Los Conceptos Del Sistema BioflocJohn Libardo BermúdezAún no hay calificaciones
- Fundament Osa Jed Rez Parte 3Documento88 páginasFundament Osa Jed Rez Parte 3Luis Alberto Feliz VillanuevaAún no hay calificaciones