También podría gustarte
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- Costos en La Operación Minera de CarguíoDocumento124 páginasCostos en La Operación Minera de CarguíogaryAún no hay calificaciones
- Transporte en minasDocumento9 páginasTransporte en minasjhinaAún no hay calificaciones
- Clase - 05 Calculo de Indices Operacionales.Documento20 páginasClase - 05 Calculo de Indices Operacionales.JoSe CarlOs PxndixAún no hay calificaciones
- Secuenciamiento Óptimo de Preparación Minera SubterráneaDocumento175 páginasSecuenciamiento Óptimo de Preparación Minera SubterráneaFrancoUni100% (1)
- Proyecto Minero Room and PillarDocumento67 páginasProyecto Minero Room and PillarLuis Villalobos RojoAún no hay calificaciones
- Fortificacion 1.0Documento10 páginasFortificacion 1.0Yercco Antonio HurtadoAún no hay calificaciones
- Perforación y Tronadura en Sector EsmeraldaDocumento16 páginasPerforación y Tronadura en Sector EsmeraldaJuanOrtizEsquivelAún no hay calificaciones
- Desarrollo Del Talento Humano en El Sector MineroDocumento7 páginasDesarrollo Del Talento Humano en El Sector Mineroasasd123Aún no hay calificaciones
- Calidad y Mejora Continua en Minería-Actividad 9Documento9 páginasCalidad y Mejora Continua en Minería-Actividad 9Abraham BustamanteAún no hay calificaciones
- Procedimiento Mantencion Caminos y Rampas Con Motoniveladora - 3Documento7 páginasProcedimiento Mantencion Caminos y Rampas Con Motoniveladora - 3alejandrotuneria100% (1)
- GMIN-GRL-P-06 (Rev. 2020)Documento16 páginasGMIN-GRL-P-06 (Rev. 2020)Durne Cabañas VásquezAún no hay calificaciones
- Aplicación Del Agendamiento Directo de Bloques Como Guía para La Selección de FasesDocumento99 páginasAplicación Del Agendamiento Directo de Bloques Como Guía para La Selección de FasesManuel J. Pasten MonardezAún no hay calificaciones
- LIMPIEZA TOLVADocumento6 páginasLIMPIEZA TOLVALusiana Gonzalez CabelloAún no hay calificaciones
- EL AIRE EN LAS MINAS Generalidades El Aire Atmosférico Normal Consta de 21Documento12 páginasEL AIRE EN LAS MINAS Generalidades El Aire Atmosférico Normal Consta de 21Zuñiga IgnacioAún no hay calificaciones
- Tesis Carguio y Transporte Mina Chuqui Subterranea (LHD)Documento4 páginasTesis Carguio y Transporte Mina Chuqui Subterranea (LHD)Yeison MaldonadoAún no hay calificaciones
- C Y T Unidad N°2.Documento58 páginasC Y T Unidad N°2.Sergio Alvarez PobleteAún no hay calificaciones
- Manual para Participante - INDUCCIÃ - N SSOvpDocumento73 páginasManual para Participante - INDUCCIÃ - N SSOvpgabino arayaAún no hay calificaciones
- Introducción a la Minería y MetalurgiaDocumento44 páginasIntroducción a la Minería y MetalurgiaNicolas RondonAún no hay calificaciones
- Optimización de la secuencia de explotación en panel caving convencional bajo distintos escenarios geomecánicosDocumento157 páginasOptimización de la secuencia de explotación en panel caving convencional bajo distintos escenarios geomecánicosCristobalAún no hay calificaciones
- Estimacion de La Potencial Captura de Valor en El Negocio Minero de Division El Teniente PDFDocumento103 páginasEstimacion de La Potencial Captura de Valor en El Negocio Minero de Division El Teniente PDFDaksom HanccoAún no hay calificaciones
- Sistema de ExcavacionDocumento9 páginasSistema de ExcavacionNacho Sepulveda CastilloAún no hay calificaciones
- 02007-Rcc-Pro-Bh - 009 Rev 3 Empate Del Escariador y EscariadoDocumento11 páginas02007-Rcc-Pro-Bh - 009 Rev 3 Empate Del Escariador y EscariadoSebastianMiralles100% (1)
- Marino Aldo AnteproyectoDocumento5 páginasMarino Aldo AnteproyectoApache8Aún no hay calificaciones
- Mina SubterraneaDocumento16 páginasMina SubterraneaRonald ChaupiAún no hay calificaciones
- InformeCAT797FDocumento14 páginasInformeCAT797FOscar Díaz GuzmánAún no hay calificaciones
- Metodos de Explotacion Subterranea ExpoDocumento16 páginasMetodos de Explotacion Subterranea ExpoFranklin Coronado ChàvezAún no hay calificaciones
- Dispach GPS Manual Brocal.Documento23 páginasDispach GPS Manual Brocal.JeffryCallupeReáteguiAún no hay calificaciones
- Estrategias de HundimientoDocumento9 páginasEstrategias de Hundimientocapitan_barbozaAún no hay calificaciones
- Clases 1 Carguio y Tpte - 2012 Sem2Documento155 páginasClases 1 Carguio y Tpte - 2012 Sem2Ernesto CordovaAún no hay calificaciones
- Lab6 - Parámetros de Operación de Los Equipos PesadosDocumento35 páginasLab6 - Parámetros de Operación de Los Equipos PesadosMaría Elena M. Santander100% (1)
- Proyecto Mantenimiento Final - OdtDocumento74 páginasProyecto Mantenimiento Final - OdtRichard VarasAún no hay calificaciones
- Proyecto Tía María-Brandon Atunca TaipeDocumento17 páginasProyecto Tía María-Brandon Atunca TaipeBRANDON MICHELL ATUNCA TAIPEAún no hay calificaciones
- Informe Operaciones en Minas 4Documento5 páginasInforme Operaciones en Minas 4PabloAún no hay calificaciones
- Diseño y Programacion de Una TronaduraDocumento18 páginasDiseño y Programacion de Una TronaduraRodrigo Felipe Cárdenas JaraAún no hay calificaciones
- Laboratorio 2 Metalurgia ExtrativaDocumento13 páginasLaboratorio 2 Metalurgia ExtrativaNicole NerhueAún no hay calificaciones
- Plan de CalidadDocumento3 páginasPlan de CalidadBrayhan Joshua Tobar RodriguezAún no hay calificaciones
- Carguio de Mineral y Definiciones BasicasDocumento148 páginasCarguio de Mineral y Definiciones BasicasHuberth R. CosiAún no hay calificaciones
- Introducción A La Conservación de EquiposDocumento42 páginasIntroducción A La Conservación de EquiposAugusto D. Chavez NuñezAún no hay calificaciones
- Medidas de Seguridad en Perforacion Subterranea y SuperficialDocumento2 páginasMedidas de Seguridad en Perforacion Subterranea y SuperficialMaria Rosa Cristancho Herrera100% (1)
- Inf Práctica ItalcalDocumento16 páginasInf Práctica ItalcalFelipe Andrés CastroAún no hay calificaciones
- Tesis de Ingenieria de Minas Voladura y PerforacionDocumento4 páginasTesis de Ingenieria de Minas Voladura y PerforacionLUIS ALFREDO MENDOZA CARPIOAún no hay calificaciones
- Introducción A La MineríaDocumento204 páginasIntroducción A La Mineríasayuri yahaira colan gonzalesAún no hay calificaciones
- Ventilación Castillo EstivalesDocumento9 páginasVentilación Castillo Estivalesanon_320643934Aún no hay calificaciones
- 2019 Nube Diseà o Sub Level Stoping SLS-version-mejoradaDocumento125 páginas2019 Nube Diseà o Sub Level Stoping SLS-version-mejoradaRonald Cornejo MarmanilloAún no hay calificaciones
- Aluviales Reducido (III)Documento9 páginasAluviales Reducido (III)lido cardenas vargasAún no hay calificaciones
- Planificacion Minera Block Caving - F Carrasco - CodelcoDocumento33 páginasPlanificacion Minera Block Caving - F Carrasco - CodelcoMiguel Angel Contreras MadariagaAún no hay calificaciones
- Clase 03 Diseno de La Base de Caserones SLSDocumento29 páginasClase 03 Diseno de La Base de Caserones SLSMarco Berrios Garcia0% (1)
- Sistema de extracción verticalDocumento27 páginasSistema de extracción verticalOmar SolisAún no hay calificaciones
- Procesos de extracción y concentración de mineralesDocumento34 páginasProcesos de extracción y concentración de mineralesRoberto JavierAún no hay calificaciones
- Diseno y Analisis Comparativo Del Sistema Panel Caving InclinadoDocumento76 páginasDiseno y Analisis Comparativo Del Sistema Panel Caving InclinadoFrahedt Nahujd Cataldo VillarroelAún no hay calificaciones
- Caso 2Documento3 páginasCaso 2Hans Wladimir Castro VillalobosAún no hay calificaciones
- (OPSE01) Secuencia de ExplotaciónDocumento24 páginas(OPSE01) Secuencia de ExplotaciónosvaldoAún no hay calificaciones
- Resumen Plan de Cierre Temporal Parcial El BronceDocumento7 páginasResumen Plan de Cierre Temporal Parcial El BroncePalomo123Aún no hay calificaciones
- Estrucura de Costos de AcarreoDocumento15 páginasEstrucura de Costos de AcarreoLalo Apaza LeonAún no hay calificaciones
- X Semana de Servicios y Sistemas Auxiliares MinerosDocumento41 páginasX Semana de Servicios y Sistemas Auxiliares MinerosMilagros Alejandra Silva ChávezAún no hay calificaciones
- PLANMINADODocumento21 páginasPLANMINADOGonzalo Alonso Llerena AriasAún no hay calificaciones
- S04.s01 TEMA IVDocumento95 páginasS04.s01 TEMA IVMauricio Suclla VilcaAún no hay calificaciones
- Criterios de Seleccion de EquiposDocumento4 páginasCriterios de Seleccion de EquiposAnthony RojasAún no hay calificaciones
- Proceso de Obtencion de EquiposDocumento22 páginasProceso de Obtencion de EquiposJim HalAún no hay calificaciones
- Extraccion Mina 2Documento16 páginasExtraccion Mina 2Paulina StephanyAún no hay calificaciones
- Evaluacion PaulinaDocumento13 páginasEvaluacion PaulinaPaulina StephanyAún no hay calificaciones
- Actividad FlexionDocumento7 páginasActividad FlexionPaulina StephanyAún no hay calificaciones
- σ1 (mpa) σ3 (mpa) : Tipo de RupturaDocumento10 páginasσ1 (mpa) σ3 (mpa) : Tipo de RupturaPaulina StephanyAún no hay calificaciones
- PlantillaPPT MyMDocumento6 páginasPlantillaPPT MyMCentrodeeventos AmantibleAún no hay calificaciones
- en Una Clínica Veterinaria Se Examinó A 35 Perros, Encontrándose La Siguiente Información Respecto de La Cantidad de Parásitos Que Tenía Cada UnoDocumento29 páginasen Una Clínica Veterinaria Se Examinó A 35 Perros, Encontrándose La Siguiente Información Respecto de La Cantidad de Parásitos Que Tenía Cada UnoPaulina StephanyAún no hay calificaciones
- 1er Año GeografiaDocumento2 páginas1er Año GeografiaRafael BrachoAún no hay calificaciones
- MAM-HSE-STD 234 Riesgo Estandarizado Accidente en Maniobra de Izaje FY21Documento38 páginasMAM-HSE-STD 234 Riesgo Estandarizado Accidente en Maniobra de Izaje FY21Nicolas Pallero FernandezAún no hay calificaciones
- Delitos EspecialesDocumento62 páginasDelitos EspecialesEmmanuel Benito Cos Arambula90% (40)
- Produccion Conjunta Unidad 7Documento7 páginasProduccion Conjunta Unidad 7Liliana MartinezAún no hay calificaciones
- Dimetra Mts 4 EsDocumento218 páginasDimetra Mts 4 Espablo susiacAún no hay calificaciones
- Fondo de AhorroDocumento5 páginasFondo de AhorroViviana BarahonaAún no hay calificaciones
- Fase 2 Explicar. Yerine. - 6Documento12 páginasFase 2 Explicar. Yerine. - 6GB LUANAún no hay calificaciones
- 03.-13!03!14 - Patentes de Invencion Vs Modelos de UtilidadDocumento57 páginas03.-13!03!14 - Patentes de Invencion Vs Modelos de UtilidadDanixa Sthefannie Gonzales CustodioAún no hay calificaciones
- Técnica para El Calculo de Requerimiento Del ÁreaDocumento4 páginasTécnica para El Calculo de Requerimiento Del ÁreaJean100% (1)
- Estado Cta Platinum Oct 2018Documento1 páginaEstado Cta Platinum Oct 2018Adrián B. España SotoAún no hay calificaciones
- Caso práctico IR 3ra Categoría gastos representación, BV, depreciación, vacaciones, viajes, impuestosDocumento17 páginasCaso práctico IR 3ra Categoría gastos representación, BV, depreciación, vacaciones, viajes, impuestosGladys Rios PintoAún no hay calificaciones
- Especificaciones TécnicasDocumento21 páginasEspecificaciones TécnicasVictor CaceresAún no hay calificaciones
- FINAL Mat Did Autoapren Aditivos y EtiquetadoDocumento186 páginasFINAL Mat Did Autoapren Aditivos y EtiquetadoTatiana FuentesAún no hay calificaciones
- Presupuesto de Caja (Cuadro Sinoptico)Documento8 páginasPresupuesto de Caja (Cuadro Sinoptico)AreagbiBarriosAún no hay calificaciones
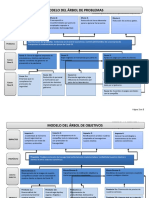
- Plantilla Arbol de ProblemasDocumento2 páginasPlantilla Arbol de ProblemasR AguirreAún no hay calificaciones
- Importación de tecnologíaDocumento5 páginasImportación de tecnologíaCarlos Esteban Alfaro DiazAún no hay calificaciones
- Ciclo contable de una empresa de asesoríasDocumento8 páginasCiclo contable de una empresa de asesoríasCarlos Marin LopezAún no hay calificaciones
- Tarifas 2020 v13Documento7 páginasTarifas 2020 v13Oldschool Games TVAún no hay calificaciones
- Mapa Conceptual Financiero ColombianoDocumento14 páginasMapa Conceptual Financiero Colombianolibardo rualesAún no hay calificaciones
- Carrera de Técnico en Control de Calidad del Café UNIDocumento2 páginasCarrera de Técnico en Control de Calidad del Café UNIfabricio88Aún no hay calificaciones
- Instituciones Que Promueven La Construccion Sostenible en El PerúDocumento15 páginasInstituciones Que Promueven La Construccion Sostenible en El PerúStephany DelgadoAún no hay calificaciones
- 7 Estrategias para Vender MásDocumento3 páginas7 Estrategias para Vender MásOscar TorneeAún no hay calificaciones
- Informe Modificacion Analitico FinalDocumento4 páginasInforme Modificacion Analitico FinalGuillen PaoloAún no hay calificaciones
- Ejercicio ComedorDocumento10 páginasEjercicio Comedorestefania rua mazoAún no hay calificaciones
- TALLER CAP 2 Ejericios 2.15 Al 2.33Documento10 páginasTALLER CAP 2 Ejericios 2.15 Al 2.33Luis Angel MindaAún no hay calificaciones
- Artículo CientíficoDocumento7 páginasArtículo CientíficoConce200Aún no hay calificaciones
- Sujetos Que Intervienen en La Retención de IslrDocumento11 páginasSujetos Que Intervienen en La Retención de IslrReviere100% (2)
- Los Presidentes más importantes del Perú del siglo XIXDocumento5 páginasLos Presidentes más importantes del Perú del siglo XIXLili SegamaAún no hay calificaciones
- Sistemas Integrados para BancosDocumento6 páginasSistemas Integrados para BancosSergio RojasAún no hay calificaciones
- Gasoducto Camisea-Pisco1Documento17 páginasGasoducto Camisea-Pisco1Carlos RodríguezAún no hay calificaciones