También podría gustarte
- Ptar AjinomotoDocumento6 páginasPtar AjinomotoCarolina AmaroAún no hay calificaciones
- Tarea 1 - Unidad 1 - Balance de Masa - Sin Reacción Qca - Ci - P-2022-2023 - Ipr-S-Ve-2-8 - Junio 20 de 2022Documento1 páginaTarea 1 - Unidad 1 - Balance de Masa - Sin Reacción Qca - Ci - P-2022-2023 - Ipr-S-Ve-2-8 - Junio 20 de 2022Analia MuñozAún no hay calificaciones
- Ejercicios Adicionales Primer Parcial 2Documento7 páginasEjercicios Adicionales Primer Parcial 2FernandoBerriosAún no hay calificaciones
- Squeeze en Pozo ProductorDocumento37 páginasSqueeze en Pozo ProductorJavierAún no hay calificaciones
- Balance de MateriaDocumento8 páginasBalance de MateriaJosué NinaAún no hay calificaciones
- AlquilacionDocumento31 páginasAlquilacionAnabel HernándezAún no hay calificaciones
- Determinación Pureza de Carburo de Calcio PDFDocumento1 páginaDeterminación Pureza de Carburo de Calcio PDFAdriana Flores DepazAún no hay calificaciones
- Equipo 7. Obtención de Ácido Benzoico y Alcohol BencílicoDocumento7 páginasEquipo 7. Obtención de Ácido Benzoico y Alcohol BencílicoMariano CastilloAún no hay calificaciones
- Practica 8Documento12 páginasPractica 8raul torresAún no hay calificaciones
- Analisis Volumetrico Por NeutralizacionDocumento20 páginasAnalisis Volumetrico Por NeutralizacionPaola Brito SierraAún no hay calificaciones
- Tarea de Riesgos en El Trabajo2Documento8 páginasTarea de Riesgos en El Trabajo2Hospital Nanegalito BasicoAún no hay calificaciones
- Informe de DisolucionesDocumento10 páginasInforme de DisolucionesPilar CondoriAún no hay calificaciones
- Sintesis de Alcohol BencilicoDocumento4 páginasSintesis de Alcohol BencilicoIelena BlooxAún no hay calificaciones
- Conferencia Tratamiento de Efluentes EWTPLQ - RevWS - RevRGDocumento35 páginasConferencia Tratamiento de Efluentes EWTPLQ - RevWS - RevRGAlex Damian Castillo VelasquezAún no hay calificaciones
- Benzoato de Etilo Equipo 4 2IM43Documento10 páginasBenzoato de Etilo Equipo 4 2IM43Jorge Emilio Piña DelgadoAún no hay calificaciones
- Plan de Calidad y Casa de La Calidad de Producción de AzúcarDocumento5 páginasPlan de Calidad y Casa de La Calidad de Producción de AzúcarClaudia Abanto LLican ʚïɞAún no hay calificaciones
- Flowsheet NitrobencenoDocumento1 páginaFlowsheet NitrobencenoMartín CanutoAún no hay calificaciones
- 7 Flotación de La GalenaDocumento1 página7 Flotación de La GalenaHQ MadelyAún no hay calificaciones
- Anexos 1 - 8 Tesis Nidia DíazDocumento18 páginasAnexos 1 - 8 Tesis Nidia DíazJose MontenegroAún no hay calificaciones
- Manual Hi 3820Documento1 páginaManual Hi 3820Deivis28Aún no hay calificaciones
- Reporte de Laboratorio 2Documento9 páginasReporte de Laboratorio 2Willy Bustamente SanchezAún no hay calificaciones
- 6 Flotación de Sulfuros de CobreDocumento6 páginas6 Flotación de Sulfuros de CobreHQ MadelyAún no hay calificaciones
- Práctica1 - PRQ500 - 1PDocumento1 páginaPráctica1 - PRQ500 - 1PSullca Catacora FernandoAún no hay calificaciones
- Diagrama de BloquesDocumento5 páginasDiagrama de BloquesDiianaLauraMelendezAún no hay calificaciones
- Obtencion Del Jabon de Tocador Equipo 4 2IM43Documento10 páginasObtencion Del Jabon de Tocador Equipo 4 2IM43Jorge Emilio Piña DelgadoAún no hay calificaciones
- Extraccion Liq Liq 2017Documento57 páginasExtraccion Liq Liq 2017Ana Ochoa100% (1)
- RiecitoDocumento10 páginasRiecitoAlexis Leonardez SalasAún no hay calificaciones
- Ablandar y Desionizar de Agua Dura Por Medio de Resinas de Intercambio IónicoDocumento1 páginaAblandar y Desionizar de Agua Dura Por Medio de Resinas de Intercambio IónicoalejandraAún no hay calificaciones
- Tutoria Semana 1Documento17 páginasTutoria Semana 1Marco MezaAún no hay calificaciones
- Diagrama de Flujo Extracción Liquído-Liquído - AMMZDocumento3 páginasDiagrama de Flujo Extracción Liquído-Liquído - AMMZAlexandra MarleneAún no hay calificaciones
- Ensayos de IdentidadDocumento1 páginaEnsayos de IdentidadALEJANDRO TECOZAUTLA APARICIOAún no hay calificaciones
- Plano Canal de Rebose-Salida 1Documento1 páginaPlano Canal de Rebose-Salida 1José ChavezAún no hay calificaciones
- Ficha AlbercasDocumento1 páginaFicha AlbercasPeter RiosAún no hay calificaciones
- F-C008 Registro Control de Agua PotableDocumento1 páginaF-C008 Registro Control de Agua Potablecarcelbuganrc nrcAún no hay calificaciones
- Marcha de Fisica Ciclo IiDocumento1 páginaMarcha de Fisica Ciclo IisebastianAún no hay calificaciones
- Desengrasante para CocinaDocumento1 páginaDesengrasante para CocinaEL PAPI -X5Aún no hay calificaciones
- Ibuprofeno ValoraciónDocumento2 páginasIbuprofeno ValoraciónJose David Malacatus VasconezAún no hay calificaciones
- Ficha Tecnica ArmadorDocumento3 páginasFicha Tecnica Armadormaria ortizAún no hay calificaciones
- 02.3 Generalidades Sobre Al Agua PurificadaDocumento33 páginas02.3 Generalidades Sobre Al Agua PurificadachamucomonterrosasAún no hay calificaciones
- Evidencia 2Documento3 páginasEvidencia 2ExalcoatlAún no hay calificaciones
- Recirculación y PurgaDocumento7 páginasRecirculación y PurgaAnonymous rGg05qaAún no hay calificaciones
- Agua - PHDocumento2 páginasAgua - PHSebastian OrtizAún no hay calificaciones
- Diagrama de Flujo Esparrago Fresco 2022Documento1 páginaDiagrama de Flujo Esparrago Fresco 2022Joan MarinAún no hay calificaciones
- Incompattibilidades e Interacciones de API y ExDocumento2 páginasIncompattibilidades e Interacciones de API y ExJean RomeroAún no hay calificaciones
- Página 135 - FARMACOPEADocumento1 páginaPágina 135 - FARMACOPEAedwinAún no hay calificaciones
- Diagrama de Flujo Del Proceso de Azucar RubiaDocumento5 páginasDiagrama de Flujo Del Proceso de Azucar RubiaBryan Alexis Gamboa AguilarAún no hay calificaciones
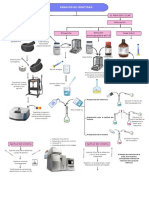
- Mapa Mental GravimetriaDocumento1 páginaMapa Mental GravimetriaRony Coleman100% (1)
- PDF Tablas de Pruebas Bioquimicas Completa - CompressDocumento6 páginasPDF Tablas de Pruebas Bioquimicas Completa - CompressAna Karen Patiño SimbrónAún no hay calificaciones
- Layout WifiDocumento1 páginaLayout WifiGuillermo Olivares CalderonAún no hay calificaciones
- Mejoramiento de Crudos Extrapesados. CharlaDocumento16 páginasMejoramiento de Crudos Extrapesados. CharlaJosé Gregorio Tovar SilvaAún no hay calificaciones
- Mapas Mentales Practica II y DCDocumento2 páginasMapas Mentales Practica II y DCMiguelEduardoSánchezVezgaAún no hay calificaciones
- Segundo Trabajo de ProcesosDocumento6 páginasSegundo Trabajo de ProcesosErick sequifjcnffkdbjcbfvjataAún no hay calificaciones
- Desengrasante para Cocinas PDFDocumento1 páginaDesengrasante para Cocinas PDFVicky MendozaAún no hay calificaciones
- Desengrasante para Cocinas PDFDocumento1 páginaDesengrasante para Cocinas PDFVicky MendozaAún no hay calificaciones
- Limonene 437 EsDocumento4 páginasLimonene 437 EsAlexander R. MonteroAún no hay calificaciones
- Cafetera Ufesa PrestoDocumento24 páginasCafetera Ufesa Prestomaniacoplay0% (1)
- AP-01 Redes Proyectadas Agua PotableDocumento1 páginaAP-01 Redes Proyectadas Agua PotabledaveAún no hay calificaciones
- Alkest-LV-1400 - Final en EsDocumento6 páginasAlkest-LV-1400 - Final en EsRicardo BohorquezAún no hay calificaciones
- Queso y Sus AliñosDocumento16 páginasQueso y Sus AliñosMaría Eliana Torres PérezAún no hay calificaciones
- Recoleccion de LecheDocumento19 páginasRecoleccion de LecheMaría Eliana Torres PérezAún no hay calificaciones
- Bioquimica de La LecheDocumento12 páginasBioquimica de La LecheMaría Eliana Torres PérezAún no hay calificaciones
- Unidad 1 Instrucciones para La Actividad 1: Ventajas y Desventajas Del Uso de Lazos Cerrados de ControlDocumento1 páginaUnidad 1 Instrucciones para La Actividad 1: Ventajas y Desventajas Del Uso de Lazos Cerrados de ControlMaría Eliana Torres PérezAún no hay calificaciones