También podría gustarte
- Diseño de estructuras de concreto armadoDe EverandDiseño de estructuras de concreto armadoCalificación: 5 de 5 estrellas5/5 (2)
- Rediseño del laboratorio de soldadura de la Universidad UTEDe EverandRediseño del laboratorio de soldadura de la Universidad UTEAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- 06 AníbalDocumento36 páginas06 AníbalJuan IsaacAún no hay calificaciones
- Presupuesto y APU Propuesta 2017-2 (1) RLDocumento75 páginasPresupuesto y APU Propuesta 2017-2 (1) RLJavier Silva ValenzuelaAún no hay calificaciones
- Ensayo Sobre La Independencia en El PerúDocumento7 páginasEnsayo Sobre La Independencia en El PerúEsteffani Katerine López FloresAún no hay calificaciones
- Desmontaje y separación de elementos fijos. TMVL0309De EverandDesmontaje y separación de elementos fijos. TMVL0309Aún no hay calificaciones
- El General Leandro Gomez y El Sitio de Paysandu Francisco de Olarte 1964Documento55 páginasEl General Leandro Gomez y El Sitio de Paysandu Francisco de Olarte 1964Pablo ThomassetAún no hay calificaciones
- COMPENDIO ARMAMENTO 1er AÑO 1er SEMESTREDocumento102 páginasCOMPENDIO ARMAMENTO 1er AÑO 1er SEMESTREEduardo Diaz MenchacaAún no hay calificaciones
- Inf de Gestion Setiembre 2012Documento6 páginasInf de Gestion Setiembre 2012Sara CarterAún no hay calificaciones
- CICLOGRAMADocumento3 páginasCICLOGRAMANahomi GRAún no hay calificaciones
- PresupustoDocumento4 páginasPresupustoAlfredo Delfín BernalAún no hay calificaciones
- Trab de Invest Geotecnia VialDocumento5 páginasTrab de Invest Geotecnia VialRobert Franc Reyes RossAún no hay calificaciones
- Memoria DescriptivaDocumento33 páginasMemoria DescriptivaJhon merino rodriguezAún no hay calificaciones
- Pig Union - Multifamiliar - 12.12.2023..Documento90 páginasPig Union - Multifamiliar - 12.12.2023..Jhon merino rodriguezAún no hay calificaciones
- Tarea 04 V4.0Documento5 páginasTarea 04 V4.0Ximena Peña ValdiviaAún no hay calificaciones
- Trabajo de Investigacion 2Documento5 páginasTrabajo de Investigacion 2Miguel AngelAún no hay calificaciones
- Programacion Fisica y PersonalDocumento10 páginasProgramacion Fisica y PersonalBohdana Ligia Gutiérrez MontesAún no hay calificaciones
- Orden de Trabajo #1 - Alarm01905-Fobos 1er PlanillaDocumento4 páginasOrden de Trabajo #1 - Alarm01905-Fobos 1er PlanillaDanitza Murillo BarreraAún no hay calificaciones
- NTMD 0174 A4 - PDFDocumento31 páginasNTMD 0174 A4 - PDFgiovannihurtadoAún no hay calificaciones
- 21.3.a. Formato N°9 Presupuesto Oficial DetalladoDocumento11 páginas21.3.a. Formato N°9 Presupuesto Oficial DetalladoTrinidad ValdésAún no hay calificaciones
- Informe Ensayo 3.420 CBR OkDocumento3 páginasInforme Ensayo 3.420 CBR OkTHT KeatsAún no hay calificaciones
- Segunda Practica Calificada Ec-511h 2018-1Documento2 páginasSegunda Practica Calificada Ec-511h 2018-1YordyWilliamsCaceresQuispeAún no hay calificaciones
- Ensayo Compresión SimpleDocumento4 páginasEnsayo Compresión SimplePaulaAún no hay calificaciones
- Presupuesto PDFDocumento15 páginasPresupuesto PDFLenin Sánchez BravoAún no hay calificaciones
- Lab ONE 9632-21 Loteo en Sector Lomas de Mirasol, Lote C, Segunda Visita FD ROSDocumento30 páginasLab ONE 9632-21 Loteo en Sector Lomas de Mirasol, Lote C, Segunda Visita FD ROSjaviera chavezAún no hay calificaciones
- Informe Técnico, Serteacom, 500 KVADocumento9 páginasInforme Técnico, Serteacom, 500 KVAPablo Patricio RivasAún no hay calificaciones
- Cronograma A9Documento12 páginasCronograma A9gutierrezaldanamauriAún no hay calificaciones
- Horario 21005791 2 2023Documento1 páginaHorario 21005791 2 2023alisperezzz12Aún no hay calificaciones
- Inteva Valvula 2 Vias V2MT Serie 402Documento2 páginasInteva Valvula 2 Vias V2MT Serie 402IMPO FREICOAún no hay calificaciones
- IntroduccionDocumento6 páginasIntroduccionJULIOAún no hay calificaciones
- Para Cronograma de Equipos PARACEL-1Documento128 páginasPara Cronograma de Equipos PARACEL-1vhjosAún no hay calificaciones
- F2Documento2 páginasF2SauloAún no hay calificaciones
- Curso: Materiales de Construcción Actividad de Trabajo de Campo - TCDocumento2 páginasCurso: Materiales de Construcción Actividad de Trabajo de Campo - TCpumashot20Aún no hay calificaciones
- Practica Calificada - 29.09.2020Documento2 páginasPractica Calificada - 29.09.2020Armando UchalinAún no hay calificaciones
- Innovaseals - Tipo 131 CatalogoDocumento2 páginasInnovaseals - Tipo 131 CatalogoVentas Grupo marsAún no hay calificaciones
- NTMD 0253 PDFDocumento34 páginasNTMD 0253 PDFJuan Diego ZúñigaAún no hay calificaciones
- NTMD 0202 A1Documento24 páginasNTMD 0202 A1giovannihurtadoAún no hay calificaciones
- Ntmd-0181-A3 Morral de Asalto PDFDocumento28 páginasNtmd-0181-A3 Morral de Asalto PDFLicitacionesAún no hay calificaciones
- Gráficas TemperaturaDocumento670 páginasGráficas TemperaturaAna Cristina Garcia ZapataAún no hay calificaciones
- Plantilla para MetradosDocumento12 páginasPlantilla para MetradosYomar Sinche CrispinAún no hay calificaciones
- Lisbeth TiconaDocumento12 páginasLisbeth TiconaLisbeth Ticona AndradeAún no hay calificaciones
- Cronograma Trabajo FinalDocumento2 páginasCronograma Trabajo FinalRenzo Jair Arestegui TacuriAún no hay calificaciones
- Granulometria y Limites de AtterbergDocumento3 páginasGranulometria y Limites de AtterbergCesar MenaAún no hay calificaciones
- Cronograma Valorizado AdicionalDocumento4 páginasCronograma Valorizado AdicionalJohn Paul Rodriguez CamarenaAún no hay calificaciones
- NTMD 0198 A3Documento17 páginasNTMD 0198 A3camilo murcia gonzalez0% (1)
- Declinación ArmónicaDocumento3 páginasDeclinación ArmónicaJONATHAN JESUS HERNANDEZ MARTINEZAún no hay calificaciones
- Computo Metrico Proyecto Prom. Torrivel 2021Documento6 páginasComputo Metrico Proyecto Prom. Torrivel 2021Carlos Torrico VelasquezAún no hay calificaciones
- Calculo de RendimientoDocumento15 páginasCalculo de RendimientoMártin Coaquira ZapanaAún no hay calificaciones
- Pptto. I.e.n°7221 La Rinconada LimaDocumento13 páginasPptto. I.e.n°7221 La Rinconada LimaHeinz A. Flores TerrazosAún no hay calificaciones
- Presupuesto DeductivoDocumento12 páginasPresupuesto DeductivoRuth Vasquez CamposAún no hay calificaciones
- PresupuestoDocumento15 páginasPresupuestoGUSTAVO REVOLLOAún no hay calificaciones
- CC Itimizado ConsPrismaDocumento135 páginasCC Itimizado ConsPrismaCristian VasquezAún no hay calificaciones
- ALGORITMODocumento11 páginasALGORITMOfreddy.najarroAún no hay calificaciones
- Diseño Mortero PDFDocumento3 páginasDiseño Mortero PDFAriana Rentacar MendozaAún no hay calificaciones
- Tipos Análisis MicroorganismosDocumento26 páginasTipos Análisis MicroorganismosJhon Kevin Pelaez GuevaraAún no hay calificaciones
- Agua-Fria PavcoDocumento11 páginasAgua-Fria PavcocuroAún no hay calificaciones
- Informe FinalDocumento9 páginasInforme FinalJosé luis huaman ramirezAún no hay calificaciones
- Informe Periodico FiscalDocumento8 páginasInforme Periodico FiscalIrma Blanca MenesesAún no hay calificaciones
- Factibilidad Dias Por PartidaDocumento73 páginasFactibilidad Dias Por PartidaPedro RequenaAún no hay calificaciones
- FORMATOS FINANCIERO TicaniDocumento22 páginasFORMATOS FINANCIERO TicaniGustavo PalmaAún no hay calificaciones
- Granulometria y Limites de AtterbergDocumento3 páginasGranulometria y Limites de AtterbergYony Laurente VargasAún no hay calificaciones
- ComercioDocumento4 páginasComercioJesus GonzalesAún no hay calificaciones
- 5IV84nPlatanMonserratn2danTareanCalidadndelnagua 6861fdf304175acDocumento3 páginas5IV84nPlatanMonserratn2danTareanCalidadndelnagua 6861fdf304175acJesus GonzalesAún no hay calificaciones
- Ejemplo de Diagrama de FlujoDocumento1 páginaEjemplo de Diagrama de FlujoJesus GonzalesAún no hay calificaciones
- Para Que Nos Sirve El Diagrama de Flujo y Diga Un EjemploDocumento2 páginasPara Que Nos Sirve El Diagrama de Flujo y Diga Un EjemploJesus GonzalesAún no hay calificaciones
- Alcance Del Mercado PotencialDocumento3 páginasAlcance Del Mercado PotencialJesus GonzalesAún no hay calificaciones
- Tabla para El Cálculo de La ProductividadDocumento1 páginaTabla para El Cálculo de La ProductividadJesus GonzalesAún no hay calificaciones
- Marco TeóricoDocumento3 páginasMarco TeóricoJesus GonzalesAún no hay calificaciones
- Armas Menores GDPDocumento18 páginasArmas Menores GDPPaginas Heroicas de la Guerra del Pacifico100% (1)
- Temas Curriculares Nivel Inicial - 2021 Ciencia y Tecnología 3 Años ADocumento2 páginasTemas Curriculares Nivel Inicial - 2021 Ciencia y Tecnología 3 Años ACesar Morales RamirezAún no hay calificaciones
- Comprensión de Textos 4º #01Documento60 páginasComprensión de Textos 4º #01Perrizo Mora100% (1)
- Memoras de CodazziDocumento214 páginasMemoras de Codazzisofia AlonsoAún no hay calificaciones
- Carta Nro 17 Medidas para Incrementar La Utilidad en Equipos de Perforacion Feb 21Documento1 páginaCarta Nro 17 Medidas para Incrementar La Utilidad en Equipos de Perforacion Feb 21JesusAún no hay calificaciones
- Guerra Fria-ConflictosDocumento5 páginasGuerra Fria-ConflictosZavaleta NicolásAún no hay calificaciones
- Separata - Cantidad de Divisores - 3ro SecDocumento1 páginaSeparata - Cantidad de Divisores - 3ro Sechinostroza1245Aún no hay calificaciones
- Mapa Conceptual Lluvia de Ideas Doodle Creativo Scrapbook Multicolor PastelDocumento2 páginasMapa Conceptual Lluvia de Ideas Doodle Creativo Scrapbook Multicolor Pastelkarlasarahi96Aún no hay calificaciones
- Los GuaraperosDocumento1 páginaLos GuaraperosEmy yayAún no hay calificaciones
- Palabras Entrega de Cargo ComehpfDocumento3 páginasPalabras Entrega de Cargo ComehpfRafael Diaz DelgadoAún no hay calificaciones
- Historia Del JugueteDocumento41 páginasHistoria Del JugueteRocio GrimaldiAún no hay calificaciones
- Cañarenses en La Batalla de Pichincha de 1822Documento5 páginasCañarenses en La Batalla de Pichincha de 1822Alfonsito ReinosoAún no hay calificaciones
- Pearl HarborDocumento25 páginasPearl HarborGuarionex Alcantara CiprianAún no hay calificaciones
- Cartas de BolívarDocumento3 páginasCartas de BolívarMiguel Ernesto SalazarAún no hay calificaciones
- Esquema de EspartaDocumento6 páginasEsquema de EspartaDardinho InhoAún no hay calificaciones
- Cuadro Comparativo 1 y 2 Guerra MundialDocumento3 páginasCuadro Comparativo 1 y 2 Guerra MundialBalmiro Machado SerranoAún no hay calificaciones
- Métodos Operativos 2 SecrmDocumento5 páginasMétodos Operativos 2 SecrmjoseAún no hay calificaciones
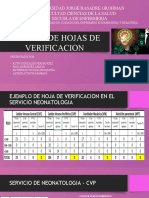
- Ejemplo de Hojas de VerificacionDocumento8 páginasEjemplo de Hojas de VerificacionRuth Betsy Irene Gonzales FernandezAún no hay calificaciones
- Datos Curiosos de Chile en La Guerra Del PacificoDocumento6 páginasDatos Curiosos de Chile en La Guerra Del PacificoJOHAN SSP sanchez palaciosAún no hay calificaciones
- Conflicto Ucrania Vs RusiaDocumento26 páginasConflicto Ucrania Vs RusiaAline Cortés TerrerosAún no hay calificaciones
- Coments Historia Evau 1Documento3 páginasComents Historia Evau 1Furios27 GamerAún no hay calificaciones
- Respuestas:: GraciasDocumento1 páginaRespuestas:: GraciasBrayanAún no hay calificaciones
- Registro TutoraDocumento71 páginasRegistro TutorajayairaAún no hay calificaciones
- Oficio, Memorando, OficioDocumento6 páginasOficio, Memorando, OficioCésar Quispe RamírezAún no hay calificaciones
- CUADRO - MERITO - EO PNP 2023 - 2024docxDocumento20 páginasCUADRO - MERITO - EO PNP 2023 - 2024docxJULCA SILVA JOSE CARLOSAún no hay calificaciones
- Batalla de AricaDocumento8 páginasBatalla de AricaLUIS FERNANDO GARCIA PARRAGUISAún no hay calificaciones