También podría gustarte
- Qwpa CalculatorsDocumento2 páginasQwpa CalculatorsHernan Sanchez-Miranda de VicenteAún no hay calificaciones
- Avance Dimendionado CablesDocumento10 páginasAvance Dimendionado CablesBruno Nuñez BazanAún no hay calificaciones
- Costo de SoldaduraDocumento21 páginasCosto de SoldaduraEccRodoAún no hay calificaciones
- Diseño de Malla Puesta A Tierra Parque FotovoltaicoDocumento4 páginasDiseño de Malla Puesta A Tierra Parque FotovoltaicoNilton Huaroc100% (1)
- Calculo Economico PDFDocumento6 páginasCalculo Economico PDFRobinson CastroAún no hay calificaciones
- 320-001.02-MEC-LI-0008-1 - Tabla de Tensado Del Conductor y OPGW LT 220 KVDocumento7 páginas320-001.02-MEC-LI-0008-1 - Tabla de Tensado Del Conductor y OPGW LT 220 KVFreiderAún no hay calificaciones
- COSTOSnOERLIKON 715f595f4358016Documento17 páginasCOSTOSnOERLIKON 715f595f4358016Clara GaleanoAún no hay calificaciones
- Calculo Saw r97Documento4 páginasCalculo Saw r97Sergio TorreblancaAún no hay calificaciones
- Anexo 3. Sistema de Puesta A TierraDocumento12 páginasAnexo 3. Sistema de Puesta A TierraCristian Sanchez VargasAún no hay calificaciones
- MC Puesta A TierraDocumento12 páginasMC Puesta A TierraLuis Sanabria100% (1)
- Acta de Entrega Sistema de Puesta A Tierra Lunera 1 PDFDocumento5 páginasActa de Entrega Sistema de Puesta A Tierra Lunera 1 PDFSebastian Enrique Perea Prieto100% (1)
- Metalurgia WordDocumento13 páginasMetalurgia WordStefania RiveraAún no hay calificaciones
- Practica No. 01Documento14 páginasPractica No. 01Erick SantiagoAún no hay calificaciones
- Eett de Cables y Conductores 26042018 PDFDocumento111 páginasEett de Cables y Conductores 26042018 PDFOsmar Blanco Colque100% (1)
- Cotización Diseño Finca CascajalDocumento3 páginasCotización Diseño Finca Cascajallessing cardenas cervantesAún no hay calificaciones
- Practica No. 01Documento17 páginasPractica No. 01Christian RuedaAún no hay calificaciones
- Calculo de SoldaduraDocumento14 páginasCalculo de SoldaduraRolando GordonAún no hay calificaciones
- NCh0820 1976Documento9 páginasNCh0820 1976Mario Danilo CancinoAún no hay calificaciones
- Calculo de Puesta A TierrsDocumento18 páginasCalculo de Puesta A TierrsDavid A. Flores Acevedo100% (1)
- Practica No. 01Documento14 páginasPractica No. 01César PugaAún no hay calificaciones
- Calculo de Malla A Tierra Metodo IEEE 80-2000 'V1Documento20 páginasCalculo de Malla A Tierra Metodo IEEE 80-2000 'V1CristhianCoyo50% (2)
- Corrientes de Coci y Falla A TierraDocumento7 páginasCorrientes de Coci y Falla A Tierrajuvenal torresAún no hay calificaciones
- Calculo Malla A Tierra-Valores Que Cumplen-La EneaDocumento1 páginaCalculo Malla A Tierra-Valores Que Cumplen-La EneaJorgeGuzman100% (1)
- Red de GasDocumento22 páginasRed de Gasangel cuyaAún no hay calificaciones
- Informe 2 Lab SoldaduraDocumento6 páginasInforme 2 Lab SoldaduraDavid BeltranAún no hay calificaciones
- Ejercicos Aletas PDFDocumento5 páginasEjercicos Aletas PDFIsmael FgAún no hay calificaciones
- Electro ObtenciónDocumento11 páginasElectro Obtenciónlourdes calderonAún no hay calificaciones
- Informe de EvaluaciónDocumento7 páginasInforme de Evaluaciónmaria alejandra chicanganaAún no hay calificaciones
- Calculo de Mallas Puesta A TierraDocumento2 páginasCalculo de Mallas Puesta A TierraArthur Oblitas MolinaAún no hay calificaciones
- El ABC de La Soldadura Por Arc1Documento36 páginasEl ABC de La Soldadura Por Arc1gabriel240371Aún no hay calificaciones
- Hilos Tubulares Sin GasDocumento10 páginasHilos Tubulares Sin Gasvampiredraak2712Aún no hay calificaciones
- Calculo Malla de Tierra IEEE80-2000Documento8 páginasCalculo Malla de Tierra IEEE80-2000Amaury De la Cruz100% (1)
- Lab 4 Hidro LLDocumento6 páginasLab 4 Hidro LLMarioAún no hay calificaciones
- Trabajo Col ArreglarDocumento10 páginasTrabajo Col ArreglarCARMENZAAún no hay calificaciones
- Informe TP4-TEDocumento20 páginasInforme TP4-TEDiegoAún no hay calificaciones
- Calculo Termico4Documento5 páginasCalculo Termico4Miguel Angel HidalgoAún no hay calificaciones
- Boundary Conditions in The Method of The Finite ElementsDocumento3 páginasBoundary Conditions in The Method of The Finite ElementsCesarMauricioCorreaAún no hay calificaciones
- T1304 - Hugo Arcos PDFDocumento131 páginasT1304 - Hugo Arcos PDFCésarAlexisAún no hay calificaciones
- MEMORIA CALCULO TERMICO Lana MineralDocumento3 páginasMEMORIA CALCULO TERMICO Lana MineralLuis Pinto CanalesAún no hay calificaciones
- Hoja de Procesos TolvaDocumento11 páginasHoja de Procesos TolvaWalter David QuiñonezAún no hay calificaciones
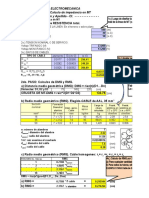
- DEE-SIMULACION Calculo de Impedancia en MT-DMG RMG-R L X ZDocumento6 páginasDEE-SIMULACION Calculo de Impedancia en MT-DMG RMG-R L X ZEder Paredes100% (1)
- Monografia Final TotalDocumento12 páginasMonografia Final TotalSEBASTIAN DAVID ZAMORA OLIVOSAún no hay calificaciones
- Laboratorio N°03Documento6 páginasLaboratorio N°03SANTIAGO NAJARRO EDINSON HERNANAún no hay calificaciones
- Cálculo de Instalaciones de Gas - Vivienda Unifamiliar: Consideraciones de DiseñoDocumento2 páginasCálculo de Instalaciones de Gas - Vivienda Unifamiliar: Consideraciones de DiseñoJosé OlanoAún no hay calificaciones
- Tecnologia ElectronicaDocumento454 páginasTecnologia Electronicadvr.carabelasAún no hay calificaciones
- Guia 2 Ejercicios Electro ObtenciónDocumento6 páginasGuia 2 Ejercicios Electro ObtenciónJhan C Morales100% (1)
- Guia 2 Ejercicios Electro ObtenciónDocumento6 páginasGuia 2 Ejercicios Electro ObtenciónJhan C Morales100% (2)
- N2xy 3X400 1KVDocumento1 páginaN2xy 3X400 1KVLuisRosalesAún no hay calificaciones
- Calculos Justif.Documento9 páginasCalculos Justif.gilmer flores mamaniAún no hay calificaciones
- Plantilla Memoria de Calculo de Electricas Juan Yabar MulluniDocumento16 páginasPlantilla Memoria de Calculo de Electricas Juan Yabar MulluniJUAN YABAR MULLUNI100% (1)
- 3.4.1 Diseño y Calculo Mec Electrico Bomba El ProgresoDocumento8 páginas3.4.1 Diseño y Calculo Mec Electrico Bomba El ProgresoCesar CadenasAún no hay calificaciones
- Caida de TensionDocumento3 páginasCaida de Tensiondiago100% (1)
- Anexo N°4 Calculo de Capacidad de Cortocircuito en ConductoresDocumento1 páginaAnexo N°4 Calculo de Capacidad de Cortocircuito en ConductoresRenee EspinozaAún no hay calificaciones
- Manual - Soldadura Electrica v2017 CompletDocumento41 páginasManual - Soldadura Electrica v2017 Completcarlos paredesAún no hay calificaciones
- Calculo Malla de Tierrea IEEE80-2000 V11-08 JULIO MIGUEL NIETO RINCON - CLINICA 4 PISOSDocumento1 páginaCalculo Malla de Tierrea IEEE80-2000 V11-08 JULIO MIGUEL NIETO RINCON - CLINICA 4 PISOSJorge100% (1)
- MEMORIAS DE CÁLCULO Instalaciones ElectricasDocumento9 páginasMEMORIAS DE CÁLCULO Instalaciones ElectricasJohn Deibyth Buitrago SeguraAún no hay calificaciones
- Asig N#21, PDM Iii, Grupo 4, 2021-1Documento6 páginasAsig N#21, PDM Iii, Grupo 4, 2021-1fredy mendozaAún no hay calificaciones
- Caracterización química, morfológica y estructural de materialesDe EverandCaracterización química, morfológica y estructural de materialesAún no hay calificaciones
- Matriz AmbientalDocumento1 páginaMatriz Ambientaljuan carlosAún no hay calificaciones
- LA Divina ComediaDocumento1 páginaLA Divina Comediajuan carlosAún no hay calificaciones
- Historia de Un AmorDocumento1 páginaHistoria de Un Amorjuan carlosAún no hay calificaciones
- Cargas y TorsionDocumento3 páginasCargas y Torsionjuan carlosAún no hay calificaciones
- Introduccion SoldaduraDocumento1 páginaIntroduccion Soldadurajuan carlosAún no hay calificaciones
- Incremento de Riesgos e Impactos Peligros Origen Natural y Antrópicos Contexto Cambio ClimáticoDocumento4 páginasIncremento de Riesgos e Impactos Peligros Origen Natural y Antrópicos Contexto Cambio Climáticojuan carlosAún no hay calificaciones
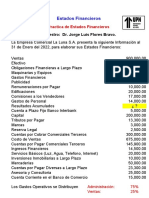
- Empresa La Luna S.A. - EE - FF.Documento93 páginasEmpresa La Luna S.A. - EE - FF.juan carlosAún no hay calificaciones
- Liquidacion de Beneficios Sociales en Excel 1Documento5 páginasLiquidacion de Beneficios Sociales en Excel 1juan carlosAún no hay calificaciones
- Empresa El Sol S.A.A. - EE - FF.Documento95 páginasEmpresa El Sol S.A.A. - EE - FF.juan carlosAún no hay calificaciones
- Ee - FF Cia Antamina - Analisis Vertical HorizontalDocumento6 páginasEe - FF Cia Antamina - Analisis Vertical Horizontaljuan carlosAún no hay calificaciones
- LIQUIDACIONDocumento2 páginasLIQUIDACIONjuan carlosAún no hay calificaciones
- Evaluación T1Documento1 páginaEvaluación T1juan carlosAún no hay calificaciones
- Ejercicios Cok, VanDocumento8 páginasEjercicios Cok, Vanjuan carlosAún no hay calificaciones
- Resumen Chiavenato Libro CompletoDocumento75 páginasResumen Chiavenato Libro CompletoClaudia Fernández Reyes100% (10)
- 2014-Insights de Endeavor-Como SV Se Volvio SV 03-1Documento22 páginas2014-Insights de Endeavor-Como SV Se Volvio SV 03-1juan carlosAún no hay calificaciones
- Pin TuraDocumento16 páginasPin Turajuan carlosAún no hay calificaciones
- MedicinaDocumento15 páginasMedicinajuan carlosAún no hay calificaciones
- CivilDocumento2 páginasCiviljuan carlosAún no hay calificaciones
- Anuncio Videoconferencias 2022 1 SSTDocumento1 páginaAnuncio Videoconferencias 2022 1 SSTjuan carlosAún no hay calificaciones
- Animaciones WikiDocumento8 páginasAnimaciones WikiGino VilcaAún no hay calificaciones
- ArquitecturaDocumento10 páginasArquitecturajuan carlosAún no hay calificaciones
- CoordenadasDocumento3 páginasCoordenadasjuan carlosAún no hay calificaciones
- Guía 3 Pág. 27 y 28 - Lectura VelozDocumento2 páginasGuía 3 Pág. 27 y 28 - Lectura Velozjuan carlosAún no hay calificaciones
- MurosDocumento3 páginasMurosjuan carlosAún no hay calificaciones
- IngenieriaDocumento2 páginasIngenieriajuan carlosAún no hay calificaciones
- La ConstruccionDocumento5 páginasLa ConstruccionAngello Augusto Campos DiazAún no hay calificaciones
- Actividad T1 (1) - Wa. 2021Documento2 páginasActividad T1 (1) - Wa. 2021juan carlosAún no hay calificaciones
- Manual para Realizar El Retiro Facultativo de Hasta 4 UITDocumento13 páginasManual para Realizar El Retiro Facultativo de Hasta 4 UITjuan carlosAún no hay calificaciones
- GUÍA Semana 3Documento9 páginasGUÍA Semana 3juan carlosAún no hay calificaciones
- Catálogo-Ascensores EmbarbaDocumento104 páginasCatálogo-Ascensores Embarbamauricio buenoAún no hay calificaciones
- Carta CompromisoDocumento1 páginaCarta CompromisoJaz C Sánchez0% (1)
- Ind. 4.0 Proyecto RevisadoDocumento29 páginasInd. 4.0 Proyecto RevisadoGustavo Quintero AriasAún no hay calificaciones
- Examen 1 Ensamblaje de ComputadorasDocumento2 páginasExamen 1 Ensamblaje de ComputadorasAugusto Luis ChoqueAún no hay calificaciones
- Alibre 3DDocumento3 páginasAlibre 3DjessicaAún no hay calificaciones
- Glab 04 Cyungo 2023 1Documento9 páginasGlab 04 Cyungo 2023 1Waldir Gambarini zapanaAún no hay calificaciones
- Informe Concreto ArmadoDocumento13 páginasInforme Concreto ArmadoWilmer Tuñoque ZelaAún no hay calificaciones
- Libro1 (Autoguardado)Documento5 páginasLibro1 (Autoguardado)Agustina abrahamerAún no hay calificaciones
- Asistente Técnico de InfraestructuraDocumento1 páginaAsistente Técnico de InfraestructuraAbelardo AstudilloAún no hay calificaciones
- BOMBA DE ACEITE CompletoDocumento10 páginasBOMBA DE ACEITE CompletoLeonel LeyvaAún no hay calificaciones
- Mapa de CajaDocumento1 páginaMapa de CajaEunice EscandonAún no hay calificaciones
- Excel Intermedio 1Documento3 páginasExcel Intermedio 1antonioAún no hay calificaciones
- CV Elizabeth Quel 2.0 22Documento1 páginaCV Elizabeth Quel 2.0 22Elizabeth QuelAún no hay calificaciones
- MB Manual Ga-X58a-Ud3r v2.0 Es PDFDocumento28 páginasMB Manual Ga-X58a-Ud3r v2.0 Es PDFNogard ZlàmivAún no hay calificaciones
- CarburadorDocumento5 páginasCarburadorJorge CalanchaAún no hay calificaciones
- I. Datos Administrativos: Dcalderonh@unmsm - Edu.peDocumento12 páginasI. Datos Administrativos: Dcalderonh@unmsm - Edu.peCésar CanorioAún no hay calificaciones
- s7 Tarea Set A Matma1102Documento3 páginass7 Tarea Set A Matma1102Ignacio Mondaca Fuentes0% (3)
- Protocolo Descarga y Revision T-Winch30.2-062 - 050112Documento9 páginasProtocolo Descarga y Revision T-Winch30.2-062 - 050112marceloAún no hay calificaciones
- Sensor DHT11 de Temperatura y HumedadDocumento19 páginasSensor DHT11 de Temperatura y HumedadAntonio Elec100% (1)
- Vínculos y NavegaciónDocumento13 páginasVínculos y NavegaciónAnonymous nCSwvW7VAún no hay calificaciones
- Finallllllllllllllllllllll DecrolyDocumento80 páginasFinallllllllllllllllllllll DecrolyluzpalomitaxxAún no hay calificaciones
- Aspectos Generales de MoodleDocumento3 páginasAspectos Generales de MoodleDANNYAún no hay calificaciones
- Informe Del Laboratorio 2Documento8 páginasInforme Del Laboratorio 2Laura CastroAún no hay calificaciones
- Túnel de Viento Mach 40 para Probar Armas HipersónicasDocumento4 páginasTúnel de Viento Mach 40 para Probar Armas HipersónicasjonathanAún no hay calificaciones
- Filtros LubricentroDocumento453 páginasFiltros Lubricentrokaren nuñezAún no hay calificaciones
- Interrupciones en El AtmegaDocumento22 páginasInterrupciones en El AtmegaJuan Carlos QuispeAún no hay calificaciones
- Dgti U1 Ea TeavDocumento14 páginasDgti U1 Ea TeavTeresita De Jesus AlonzoAún no hay calificaciones
- Plan de Producción de Una Pieza GraficaDocumento8 páginasPlan de Producción de Una Pieza Graficamauricio_piacenzaAún no hay calificaciones
- Antecedentes de Tesis de Sistemas Automatizados.Documento2 páginasAntecedentes de Tesis de Sistemas Automatizados.Adriana Carolina MendozaAún no hay calificaciones
- Ensayo Incidencia de Los Procesos en Las EmpresasDocumento3 páginasEnsayo Incidencia de Los Procesos en Las EmpresasJennifer GarciaAún no hay calificaciones