También podría gustarte
- Ángulo de Corte de La HerramientaDocumento3 páginasÁngulo de Corte de La HerramientaDiego VelascoAún no hay calificaciones
- Personalidad Del AnticristoDocumento7 páginasPersonalidad Del AnticristoJulio ProzzaglioAún no hay calificaciones
- Caligrafia PautaDocumento6 páginasCaligrafia Pautamar_34Aún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Practica N°6 Proceso de MaquinadoDocumento14 páginasPractica N°6 Proceso de MaquinadoEmerson SivinchaAún no hay calificaciones
- DT - UM - Q Manual Dexxum TDocumento46 páginasDT - UM - Q Manual Dexxum TOscar Ocaña100% (5)
- Unidad II Tipos de Herramental Herramientas de CorteDocumento21 páginasUnidad II Tipos de Herramental Herramientas de CorteOmar GrijalvaAún no hay calificaciones
- Afilado HerramientasDocumento8 páginasAfilado HerramientasJosé CatalánAún no hay calificaciones
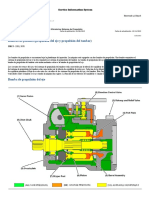
- CS-533E, CP-533E Vibratory Compactor BZE00001-UP Bombas de Pistones (Propulsión Del Eje y Propulsión Del Tambor)Documento23 páginasCS-533E, CP-533E Vibratory Compactor BZE00001-UP Bombas de Pistones (Propulsión Del Eje y Propulsión Del Tambor)CEVegaOAún no hay calificaciones
- Afilado de BurilDocumento9 páginasAfilado de BurilCarlos PilatasigAún no hay calificaciones
- Geometria de Las Herramientas de CorteDocumento21 páginasGeometria de Las Herramientas de CorteIvan ViteAún no hay calificaciones
- PRACTICA 3 Geometria de Herramientas de CortfDocumento6 páginasPRACTICA 3 Geometria de Herramientas de CortfAlejandro MarinAún no hay calificaciones
- Practica 3 1846463 Lab MaquinabilidadDocumento9 páginasPractica 3 1846463 Lab MaquinabilidadJavier LoeraAún no hay calificaciones
- Practica 3 Geometria de Herramientas de CorteDocumento7 páginasPractica 3 Geometria de Herramientas de CorteBruno Alexis (Alexis)Aún no hay calificaciones
- Armas - Isaac - Consulta - Afilado de Cuchillas para TornoDocumento7 páginasArmas - Isaac - Consulta - Afilado de Cuchillas para TornoRenato CholangoAún no hay calificaciones
- Afilado 2Documento7 páginasAfilado 2Jeral SanchezAún no hay calificaciones
- Afilado BurilDocumento8 páginasAfilado BurilLuis Israel Quinga AcostaAún no hay calificaciones
- Afilado y Preparado de Herramientas PresentacionDocumento25 páginasAfilado y Preparado de Herramientas PresentacionceciliaalvarengaAún no hay calificaciones
- Guia Herramientas de CorteDocumento13 páginasGuia Herramientas de Cortealdair pedro pacheco huancaAún no hay calificaciones
- Práctica #2 - Geometrías de Herramientas de MecanizadoDocumento9 páginasPráctica #2 - Geometrías de Herramientas de Mecanizadoalexander sebastian diazAún no hay calificaciones
- Consulta 1Documento24 páginasConsulta 1Antho Fer100% (1)
- Material para 2do Técnico MecanizadoDocumento6 páginasMaterial para 2do Técnico MecanizadoROMMEL GUILLERMO BALCAZAR HAROAún no hay calificaciones
- Herramientas de CorteDocumento14 páginasHerramientas de CorteTodo FreeAún no hay calificaciones
- Afilado de Cuchillas para Tornear.Documento10 páginasAfilado de Cuchillas para Tornear.STALYN ALEXANDER FLORES ORTIZAún no hay calificaciones
- UT #4-Principio de Corte de Los MetalesDocumento18 páginasUT #4-Principio de Corte de Los MetalesLuis FernandoAún no hay calificaciones
- Procesos Basantes Garces InforDocumento10 páginasProcesos Basantes Garces InforSebastian BasantesAún no hay calificaciones
- Guia de Teoria Del Corte y Metales para Las Herramientas de CorteDocumento12 páginasGuia de Teoria Del Corte y Metales para Las Herramientas de Cortekekajudi100% (3)
- HerramientasDocumento15 páginasHerramientasgatova50% (2)
- Mecanica Del Corte MetalesDocumento101 páginasMecanica Del Corte MetalessoyyotbmAún no hay calificaciones
- Tecnología de Las Herramientas de CorteDocumento9 páginasTecnología de Las Herramientas de CorteVanne HdzzAún no hay calificaciones
- 3-Practica Afilado de Buriles Usados en Ent Aller ImprimirDocumento4 páginas3-Practica Afilado de Buriles Usados en Ent Aller ImprimirOmar Asr AlejandroAún no hay calificaciones
- Afilado de Brocas y Buriles HoracioDocumento4 páginasAfilado de Brocas y Buriles HoracioHoracio AmbrosAún no hay calificaciones
- Unidad 05 Calibracion de ConductoresDocumento44 páginasUnidad 05 Calibracion de ConductoresRichard Estrada CoveñasAún no hay calificaciones
- Afilado de Herramientas Juan Camilo CastellanosDocumento4 páginasAfilado de Herramientas Juan Camilo CastellanosAlex Toro MartinezAún no hay calificaciones
- Mecanica de Corte y Analisis de Fuerza de Corte en Los Procesos de ManufacturaDocumento25 páginasMecanica de Corte y Analisis de Fuerza de Corte en Los Procesos de ManufacturaCarlos Jose Abril0% (1)
- Unidad 5 Geometría de Filo de HerramientaDocumento19 páginasUnidad 5 Geometría de Filo de HerramientaGustavo Recalde ChamorroAún no hay calificaciones
- ACFrOgA962JHuWNPJ55h1HO4lUnubV-zMYwKEdHGg vk3TtaZSgfhWnhuR3rSgfgDRKNUBIdoEVnPljZ97JBKKDsr5uTjOpmdlnAm9Ma7G5ra0A5 VJMCQW O2BndoM8u5wQAEP5mO8LKDnyWVmcDocumento9 páginasACFrOgA962JHuWNPJ55h1HO4lUnubV-zMYwKEdHGg vk3TtaZSgfhWnhuR3rSgfgDRKNUBIdoEVnPljZ97JBKKDsr5uTjOpmdlnAm9Ma7G5ra0A5 VJMCQW O2BndoM8u5wQAEP5mO8LKDnyWVmcGeovanny Fuentes SalazarAún no hay calificaciones
- Consulta Sobre Buriles y BrocasDocumento7 páginasConsulta Sobre Buriles y Brocasjuan esteban pelaezAún no hay calificaciones
- Practica 3Documento5 páginasPractica 3LANDY RUB� RODRIGUEZ CAJIGALAún no hay calificaciones
- Práctica de AfiladoDocumento5 páginasPráctica de AfiladoDavid HernándezAún no hay calificaciones
- S11.s22 - Proceso de Torneado Máquinas y Equipos Industriales de Torneado Diseño Ingenieril Del Proceso de TorneadoDocumento49 páginasS11.s22 - Proceso de Torneado Máquinas y Equipos Industriales de Torneado Diseño Ingenieril Del Proceso de TorneadoChristian Romero OrtizAún no hay calificaciones
- Afilado de HerramientasDocumento8 páginasAfilado de HerramientasJuan Carlos Moreno OrtizAún no hay calificaciones
- Afilado de HerramientaDocumento3 páginasAfilado de HerramientaJorge LuisAún no hay calificaciones
- Practica de Procesos de Fabricacion (Buriles)Documento7 páginasPractica de Procesos de Fabricacion (Buriles)Jorge Ávila50% (2)
- Tecnologia de Las HerramientasDocumento11 páginasTecnologia de Las HerramientasLuis IrachetaAún no hay calificaciones
- Informe Practica DosDocumento11 páginasInforme Practica DosStalyn FloresAún no hay calificaciones
- UT 03 OtrasOperacionesDeMecanizadoDocumento58 páginasUT 03 OtrasOperacionesDeMecanizadoJavier Marín MéridaAún no hay calificaciones
- Basico de Programacion Torno CNC SenaDocumento63 páginasBasico de Programacion Torno CNC SenaMatematicas Yandun100% (1)
- Afilado de Harramientas 4-008 Cap-3Documento22 páginasAfilado de Harramientas 4-008 Cap-3cescAún no hay calificaciones
- TP 2 Maq y HerramientasDocumento7 páginasTP 2 Maq y HerramientastobizombikAún no hay calificaciones
- Materiales y Geometria de Las Herramientas de Corte para TornosDocumento24 páginasMateriales y Geometria de Las Herramientas de Corte para TornosgdfgAún no hay calificaciones
- Informe Lab Procesos 2.0Documento15 páginasInforme Lab Procesos 2.0Daniel ortiz4Aún no hay calificaciones
- Guia MecanizadoDocumento6 páginasGuia MecanizadoKelvin JeanAún no hay calificaciones
- Buriles AfiladoDocumento6 páginasBuriles AfiladoPipe AriasAún no hay calificaciones
- Herramientas de CorteDocumento10 páginasHerramientas de CorteDarwin FrancisAún no hay calificaciones
- Deber 2 MecanizacionDocumento4 páginasDeber 2 MecanizacionDanny Riofrio CornelAún no hay calificaciones
- P1 Modelo de Corte Ortogonal INFORME PRÁCTICA #1Documento7 páginasP1 Modelo de Corte Ortogonal INFORME PRÁCTICA #1Kevin ElizaldeAún no hay calificaciones
- Programa de Estudio: Mecanica de Produccion Industrial: Tema 2: Brocas HelicoidalesDocumento50 páginasPrograma de Estudio: Mecanica de Produccion Industrial: Tema 2: Brocas HelicoidalesFelix YauliAún no hay calificaciones
- Herramientas de Corte TornoDocumento28 páginasHerramientas de Corte TornoJose RizoAún no hay calificaciones
- Actividad 3 - Geometría de Herramientas de Corte - 19100048 - 7FDocumento4 páginasActividad 3 - Geometría de Herramientas de Corte - 19100048 - 7FEDUARDO CERVANTES DELGADILLOAún no hay calificaciones
- 2 - Trabajo en BancoDocumento20 páginas2 - Trabajo en BancoDiego MartinezAún no hay calificaciones
- DISEÑO Corte Ortogonal CLASE 6 1Documento61 páginasDISEÑO Corte Ortogonal CLASE 6 1Víctor ArrietaAún no hay calificaciones
- Herramientas de Corte y Geometría de Herramientas de Un Solo Filo de CorteDocumento21 páginasHerramientas de Corte y Geometría de Herramientas de Un Solo Filo de Corteismael tribiñoAún no hay calificaciones
- Contexto Segunda ParteDocumento2 páginasContexto Segunda ParteJulio coronadoAún no hay calificaciones
- Practica 1 Lab Ing MatDocumento6 páginasPractica 1 Lab Ing MatJulio coronadoAún no hay calificaciones
- Practica 4 Lab Ing MatDocumento7 páginasPractica 4 Lab Ing MatJulio coronadoAún no hay calificaciones
- Practica 2 Lab Ing MatDocumento7 páginasPractica 2 Lab Ing MatJulio coronadoAún no hay calificaciones
- P5 Liquidos de CorteDocumento2 páginasP5 Liquidos de CorteJulio coronadoAún no hay calificaciones
- Lab Fisica 4Documento3 páginasLab Fisica 4Julio coronadoAún no hay calificaciones
- Aicas IntroduccionDocumento6 páginasAicas IntroducciongabrielAún no hay calificaciones
- Gaseta de El SalvadorDocumento204 páginasGaseta de El SalvadorMarco AlvarezAún no hay calificaciones
- Organización de Un Salón de BellezaDocumento5 páginasOrganización de Un Salón de BellezaSHIRLEY MAGALI D�AZ ARANDAAún no hay calificaciones
- JUAN D. TRINCADO RIGLOS - Vida de MaríaDocumento87 páginasJUAN D. TRINCADO RIGLOS - Vida de Maríaporfiriorc100% (1)
- 1 comprobanteNSS PDFDocumento1 página1 comprobanteNSS PDFJorge Arturo Linares DelgadoAún no hay calificaciones
- Misal Diario-Abril 2018Documento96 páginasMisal Diario-Abril 2018lauraghrAún no hay calificaciones
- SP2192-2015 (38635) Legitima Defensa Putativa y Miedo InsuperableDocumento33 páginasSP2192-2015 (38635) Legitima Defensa Putativa y Miedo InsuperableCarlo'sJulioTorre'sAún no hay calificaciones
- Resumen Actividad Fase 5Documento3 páginasResumen Actividad Fase 5andresAún no hay calificaciones
- CronogramaDocumento2 páginasCronogramaenriquefisicoAún no hay calificaciones
- Semana 2-Sesión 2 - Gestión Por CompetenciasDocumento35 páginasSemana 2-Sesión 2 - Gestión Por CompetenciasingridAún no hay calificaciones
- 12 Especias Orientales Imprescindibles en La Cocina AsiáticaDocumento8 páginas12 Especias Orientales Imprescindibles en La Cocina AsiáticaFreddyAún no hay calificaciones
- Guia 4 QuimicaDocumento5 páginasGuia 4 QuimicaAngie Alexandra AlvaradoAún no hay calificaciones
- Anesdor CNET Encuestamovilidadenmoto2020Documento38 páginasAnesdor CNET Encuestamovilidadenmoto2020Bertrand du GuesclinAún no hay calificaciones
- FORMATO Detalles ConstructivosDocumento37 páginasFORMATO Detalles ConstructivosAxel HernándezAún no hay calificaciones
- 102.a Topografia y GeoreferenciacionDocumento13 páginas102.a Topografia y GeoreferenciacionMlg JoséAún no hay calificaciones
- Guía de Diseño de ReservorioDocumento59 páginasGuía de Diseño de ReservorioDiego SanchezAún no hay calificaciones
- Decreto 576/2022 - Programa de Incremento ExportadorDocumento7 páginasDecreto 576/2022 - Programa de Incremento ExportadorKaren Costas100% (1)
- Trastornos de La ExcreciónDocumento22 páginasTrastornos de La ExcreciónBeariz Eliana Villaquiran L. ElivilAún no hay calificaciones
- CatálogoDocumento26 páginasCatálogoJohn Milton Nina AguilarAún no hay calificaciones
- Practica de Lab 6Documento6 páginasPractica de Lab 6Eduardo EmpresaAún no hay calificaciones
- Plan de TutoriaDocumento15 páginasPlan de TutoriaMaria Charito Oneto InfanteAún no hay calificaciones
- TABAQUISMODocumento117 páginasTABAQUISMOMaría José KratochvíleAún no hay calificaciones
- Cuestionario Estilo Hombre ClienteDocumento4 páginasCuestionario Estilo Hombre Clienteayaxyax15Aún no hay calificaciones
- Leccion 2 - Teoria de La Conducción - Bryan BayasDocumento3 páginasLeccion 2 - Teoria de La Conducción - Bryan BayasRex 12Aún no hay calificaciones
- Trabajo PsiquiatríaDocumento5 páginasTrabajo PsiquiatríaAnildibeth0% (1)
- Ficha de Personal Social 15-05 PDFDocumento7 páginasFicha de Personal Social 15-05 PDFLuis Cárdenas PorrasAún no hay calificaciones