Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Ejemplos Mecanizado Horizontal CNC
Cargado por
Angel ChinchillaDescripción original:
Título original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Ejemplos Mecanizado Horizontal CNC
Cargado por
Angel ChinchillaCopyright:
Formatos disponibles
TORNO ECLIPSE MANUAL DE PRÁCTICAS
EJEMPLOS DE PROGRAMACIÓN
PROGRAMACIÓN DE CONTORNOS
Nº1 PROGRAMACIÓN EN COTAS ABSOLUTAS
E INCREMENTALES
Alecop S.Coop Pag.17 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.18 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE CONTORNOS Tiempo: Ref: A1
2h 1/2
PROGRAMACIÓN EN ABSOLUTAS E INCREMENTALES
OBJETIVO DEL EJERCICIO CONTENIDOS
El objetivo de la practica consiste en la realización de un Programar en coordenadas cartesianas, aplicando las
perfil de 4 formas distintas: funciones siguientes:
Perfil programado en radios. Programación en cotas absolutas (G90) e
Perfil programado en diámetros. incrementales (G91).
Cotas cartesianas absolutas. Posicionamiento rápido (G00).
Cotas cartesianas incrementales. Interpolación lineal (G01).
Fin del programa (M30).
PLANO HERRAMIENTAS
En este ejercicio se trabaja el contorneado
de la pieza y no el mecanizado, por esta razón
no aparecen los datos tecnológicos y el
sistema de amarre.
DATOS TECNOLÓGICOS
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
Alecop S.Coop Pag.19 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE CONTORNOS Tiempo: Ref: A1
2h 2/2
PROGRAMACIÓN EN ABSOLUTAS E INCREMENTALES
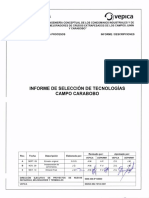
PROGR. EN RADIOS, COORD. ABSOLUTAS (G90) PROG.EN DIAMETRO COORD.ABS(G90)
G90 G95 G96 F0.15 S180 T2 D2 M4 M41 G90 G95 G96 F0.15 S180 T2 D2 M4 M41
G0 X50 Z100 G0 X100 Z100
G1 X0 Z80................................... Punto A G1 X0 Z80..................................... Punto A
G1 X15 Z65..................................Tramo A-B G1 X30 Z65................................... Tramo A-B
Z55.............................................. Tramo B-C Z55................................................ Tramo B-C
X40 Z30....................................... Tramo C-D X80 Z30......................................... Tramo C-D
Z0................................................ Tramo D-E Z0.................................................. Tramo D-E
G0 X50 Z100 G0 X100 Z100
M30 M30
PROG. EN RADIOS, COORD. INCREMENTALES (G91) PROG. DIAMETR, COORD. INCREMENTALES (G91
G90 G95 G96 F0.15 S180 T2 D2 M4 M41 G90 G95 G96 F0.15 S180 T2 D2 M4 M41
G0 X50 Z100 G0 X100 Z100
G1 X0 Z80....................................... Punto A G1 X0 Z80..................................... Punto A
G1 G91 X15 Z-15............................ Tramo A-B G1 G91 X30 Z-15.......................... Tramo A-B
Z-10................................................ Tramo B-C Z-10.............................................. Tramo B-C
X25 Z-25......................................... Tramo C-D X50 Z-25....................................... Tramo C-D
Z-30................................................ Tramo D-E Z-30.............................................. Tramo D-E
G0 G90 X50 Z100 G0 G90 X100 Z100
M30 M30
Alecop S.Coop Pag.20 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº2 PROGRAMACIÓN DE ARCOS EN RADIOS
Alecop S.Coop Pag.21 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.22 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE CONTORNOS Tiempo: Ref: A2
2h 1/2
PROGRAMACIÓN EN ABSOLUTAS E INCREMENTALES
OBJETIVO DEL EJERCICIO CONTENIDOS
El objetivo de la practica consiste en la realización de un Programar en coordenadas cartesianas, aplicando las
perfil de 4 formas distintas: funciones utilizadas hasta ahora y además:
Arcos programando el centro del arco y en absolutas. Arco en sentido horario (G02).
Arcos progr. el centro del arco y en incrementales. Arco en sentido antihorario (G03).
Arcos progr. el radio del arco y en absolutas.
Arcos progr. el radio del arco y en incrementales.
PLANO HERRAMIENTAS
En este ejercicio se trabaja el contorneado
de la pieza y no el mecanizado, por esta razón
no aparecen los datos tecnológicos y el
sistema de amarre.
DATOS TECNOLÓGICOS
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
Alecop S.Coop Pag.23 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE CONTORNOS Tiempo: Ref: A2
PROGRAMACIÓN EN RADIOS DE ARCOS 2h 2/2
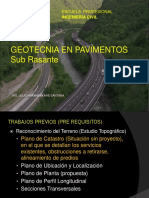
PROG. EL CENTRO DEL ARCO Y EN ABS(G90) PROG.EL RADIO DEL ARCO Y EN ABS.(G90)
G90 G95 G96 F0.15 S180 T2 D2 M4 G90 G95 G96 F0.15 S180 T2 D2 M4
G0 X60 Z120 G0 X60 Z120
G1 X0 Z90.................................... Punto A G1 X0 Z90...................................... Punto A
G3 X20 Z70 I0 K-20...................... Tramo A-B G3 X20 Z70 R20............................. Tramo A-B
G1 Z60.......................................... Tramo B-C G1 Z60........................................... Tramo B-C
G2 X30 Z30 I50 K0....................... Tramo C-D G2 X30 Z30 R50............................. Tramo C-D
G1 X40.......................................... Tramo D-E G1 X40........................................... Tramo D-E
G3 X50 Z10 I-19.9 K-22.45............ Tramo E-F G3 X50 Z10 R30............................. Tramo E-F
G1 Z0............................................ Tramo F-G G1 Z0............................................. Tramo F-G
G0 X60 Z120 G0 X60 Z120
M30 M30
PROG. EL CENTRO DEL ARCO Y EN INCR.(G91) PROG.EL RADIO DEL ARCO Y INCR.(G91)
G90 G95 G96 F0.15 S180 T2 D2 M4 G90 G95 G96 F0.15 S180 T2 D2 M4
G0 X60 Z120 G0 X60 Z120
G1 X0 Z90................................... Punto A G1 X0 Z90................................... Punto A
G91 G3 X20 Z-20 I0 K-20 ........... Tramo A-B G91 G3 X20 Z-20 R20................. Tramo A-B
G1 Z-10....................................... Tramo B-C G1 Z-10....................................... Tramo B-C
G2 X10 Z-30 I50 K0.................... Tramo C-D G2 X10 Z-30 R50......................... Tramo C-D
G1 X10........................................ Tramo D-E G1 X10........................................ Tramo D-E
G3 X10 Z-20 I-19.9 K-22.45 ........ Tramo E-F G3 X10 Z-20 R30......................... Tramo E-F
G1 Z-10....................................... Tramo F-G G1 Z-10........................................ Tramo F-G
G0 G90 X60 Z120 G0 G90 X60 Z120
M30 M30
Alecop S.Coop Pag.24 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº3 PROGRAMACIÓN DE ARCOS EN
DIÁMETROS
Alecop S.Coop Pag.25 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.26 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE CONTORNOS Tiempo: Ref: A3
2h 1/2
PROGRAMACIÓN EN ABSOLUTAS E INCREMENTALES
OBJETIVO DEL EJERCICIO CONTENIDOS
El objetivo de la practica consiste en la realización de un Programar en coordenadas cartesianas, aplicando las
perfil de 4 formas distintas: funciones utilizadas hasta ahora y además:
Arcos programando el centro del arco y en absolutas. Arco en sentido horario (G02).
Arcos progr. el centro del arco y en incrementales. Arco en sentido antihorario (G03).
Arcos progr. el radio del arco y en absolutas.
Arcos progr. el radio del arco y en incrementales.
PLANO HERRAMIENTAS
En este ejercicio se trabaja el contorneado
de la pieza y no el mecanizado, por esta razón
no aparecen los datos tecnológicos y el
sistema de amarre.
DATOS TECNOLÓGICOS
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
Alecop S.Coop Pag.27 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE CONTORNOS Tiempo: Ref: A3
PROGRAMACIÓN DE ARCOS 2h 2/2
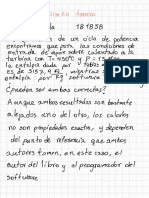
PROG. EL CENTRO DEL ARCO Y EN ABS(G90) PROG.EL RADIO DEL ARCO Y EN ABS.(G90)
G90 G95 G96 F0.15 S180 T2 D2 M4 G90 G95 G96 F0.15 S180 T2 D2 M4
G0 X120 Z120 G0 X120 Z120
G1 X0 Z90........................................ Punto A G1 X0 Z90..................................... Punto A
G3 X40 Z70 I0 K-20........................ Tramo A-B G3 X40 Z70 R20.......................... Tramo A-B
G1 Z60.............................................. Tramo B-C G1 Z60.......................................... Tramo B-C
G2 X60 Z30 I50 K0......................... Tramo C-D G2 X60 Z30 R50.......................... Tramo C-D
G1 X80............................................. Tramo D-E G1 X80.......................................... Tramo D-E
G3 X100 Z10 I-19.9 K-22.45.......... Tramo E-F G3 X100 Z10 R30........................ Tramo E-F
G1 Z0............................................... Tramo F-G G1 Z0............................................ Tramo F-G
G0 X120 Z120 G0 X120 Z120
M30 M30
PROG. EL CENTRO DEL ARCO Y EN INCR.(G91) PROG.EL RADIO DEL ARCO Y EN INCR.(G91)
G90 G95 G96 F0.15 S180 T2 D2 M4 G90 G95 G96 F0.15 S180 T2 D2 M4
G0 X120 Z120 G0 X120 Z120
G1 X0 Z90....................................... Punto A G1 X0 Z90................................... Punto A
G91 G3 X40 Z-20 I0 K-20............. Tramo A-B G91 G3 X40 Z-20 R20............... Tramo A-B
G1 Z-10........................................... Tramo B-C G1 Z-10....................................... Tramo B-C
G2 X20 Z-30 I50 K0...................... Tramo C-D G2 X20 Z-30 R50........................ Tramo C-D
G1 X20........................................... Tramo D-E G1 X20......................................... Tramo D-E
G3 X20 Z-20 I-19.9 K-22.45......... Tramo E-F G3 X20 Z-20 R30........................ Tramo E-F
G1 Z-10.......................................... Tramo F-G G1 Z-10........................................ Tramo F-G
G0 G90 X60 Z120 G0 G90 X60 Z120
M30 M30
Alecop S.Coop Pag.28 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº4 ENTRADA/SALIDA TANGENCIAL Y
REDONDEO DE ARISTAS CON COMPENSACIÓN
DE RADIO
Alecop S.Coop Pag.29 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.30 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE CONTORNOS Tiempo: Ref: A4
TRAYECTORIAS TANGENCIALES Y COMPENSACIONES 2h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
El objetivo de la practica consiste en la realización de un Entrada tangencial (G37).
perfil utilizando las siguientes funciones: Salida tangencial (G38).
Entrada y salida tangencial. Redondeo de aristas (G36).
Redondeo de aristas. Compensación del radio de la herramienta (G41,
Compensación del radio de la herramienta. G42).
Anulación de la compensación del radio de la
herramienta (G40).
PLANO HERRAMIENTAS
En este ejercicio se trabaja el contorneado
de la pieza y no el mecanizado, por esta razón
no aparecen los datos tecnológicos y el
sistema de amarre.
DATOS TECNOLÓGICOS
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
Alecop S.Coop Pag.31 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE CONTORNOS Tiempo: Ref: A4
TRAYECTORIAS TANGENCIALES Y COMPENSACIONES 2h 2/2
PROG.EL RADIO DEL ARCO Y EN ABS.(G90)
G90 G95 G96 F0.15 S180 T2 D2 M4
G0 X120 Z120
G42 X0 ...............................................….. Comienza de la compensación de radio.
G01 G37 R4 X0 Z100 …………………….. Entrada tangencial en el punto A.
G01 G36 R5 X40 ...................................... Tramo A-B.
G36 R5 Z70.............................................. Tramo B-C.
G36 R5 X60 Z50 ...................................... Tramo C-D.
G36 R5 X80.............................................. Tramo D-E.
G36 R5 Z30.............................................. Tramo E-F.
G36 R5 X100 Z20 .................................... Tramo F-G.
G38 R4 Z0 ............................................... Tramo G-H y salida tangencial.
G0 X120
G40 Z120 ................................................ Fin de la compensación de radio.
M30
Alecop S.Coop Pag.32 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS
Nº1 TORNEADO INTERIOR DE TRAMOS CURVOS
Y EXTERIOR DE TRAMOS RECTOS
Alecop S.Coop Pag.33 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.34 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A5
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
Mediante el presente ejercicio el alumno puede trabajar
Programar el mecanizado de la pieza propuesta utilizando
conceptos como:
las funciones que se proponen en la tabla de contenidos.
Traslados de origen (G54).
Limitador de velocidad de giro (G92).
Ciclo de taladrado (G83).
Ciclo de cilindrado de tramos rectos (G81).
Ciclo de cilindrado de tramos rectos (G84).
PLANO HERRAMIENTAS
T1 Cilindrado exterior.
T2 Cilindrado interior.
T8 Broca ø 20.
DATOS TECNOLÓGICOS
T1 Cilindrado exterior:
av= 0,2 mm/rev.
S= 180 m/min.
T2 Cilindrado interior:
av= 0,2 mm/rev.
S= 120m/min.
T8 Broca diam. 20:
am= 90 mm/min.
S= 600 rpm.
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
La situación del origen aparecerá marcada en cada amarre.
Alecop S.Coop Pag.35 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A5
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 2/2
IMAGEN AMARRES. PRIMER AMARRE PROGRAMA PRIMER AMARRE
Definir el cero pieza
(ORGX54=0, ORGZ54=112)
G54
G92 S2200
Operación 1 (Taladrado)
G94 G97 F90 S600 M4
Z150
T 8D8
G0 X0 Z8
G83 X0 Z0 I45.773 B9 D4 K0 H0 C1
G0 Z150
Operación 2 (Cilindrado curvo interior)
G95 G96 F0.2 S120 M4
T2 D2
G0 X20 Z20
G1 G41 X18 Z5
G84 X70 Z0 Q20 R-33.541 C2 L0.3 M0.3 H0.1 I-35 K0
G0 G40 Z150
Operación 3 (Refrentado y cilindrado exterior)
G95 G96 F0.2 S180 M4
T1 D1
G0 X90 Z20
G1 X78 Z5
G1 Z-40
G1 X85
G0 Z0
G1 X66
G1 Z5
G1 G42 X72 Z1
G1 X80 Z-3
G0 G40 Z150
IMÁGENES AMARRES. SEGUNDO AMARRE PROGRAMA SEGUNDO AMARRE
Definir el nuevo cero pieza
(MSG “* NUEVO AMARRE - INVERTIR PIEZA *”)
M0 M5
(MSG “”)
(ORGX54=0, ORGZ54=110)
G54
G92 S2200
Operación 4 (Cilindrado cónico y refrentado)
G95 G96 F0.2 S180 M4
G0 X90 Z20
G1 G42 X84 Z5
G81 X10 Z0 Q78 R-75 C2 L0.3 M0.3 H0.1
G0 G40 X14 Z0
G1 X-0.4
G0 Z150
M30
Alecop S.Coop Pag.36 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº2 REFRENTADO INTERIOR DE TRAMOS
CURVOS Y EXTERIOR DE TRAMOS RECTOS
Alecop S.Coop Pag.37 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.38 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A6
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
Mediante el presente ejercicio el alumno puede trabajar
Programar el mecanizado de la pieza propuesta utilizando
conceptos como:
las funciones que se proponen en la tabla de contenidos.
Refrentado de tramos rectos (G82).
Refrentado de tramos curvos (G85).
PLANO HERRAMIENTAS
T1 Cilindrado exterior.
T2 Cilindrado interior.
T8 Broca ø 20.
DATOS TECNOLÓGICOS
T1 Cilindrado exterior:
av= 0,2 mm/rev.
S= 180 m/min.
T2 Cilindrado interior:
av= 0,2 mm/rev.
S= 100m/min.
T8 Broca diam. 20:
am= 90 mm/min.
S= 600 rpm.
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
La situación del origen aparecerá marcada en cada amarre.
Alecop S.Coop Pag.39 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A6
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 2/2
IMAGEN AMARRES. PRIMER AMARRE PROGRAMA PRIMER AMARRE
Definir el cero pieza
(ORGX54=0, ORGZ54=67)
G54
G92 S2200
Operación 1 (Taladrado)
G94 G97 F90 S600 M4
Z150
T8 D8
G0 X0 Z8
G83 X0 Z0 I38.773 B3 D7 K0 H0 C4
G0 Z150
Operación 2 (Refrentado y cilindrado exterior)
G95 G96 F0.2 S180 M4
T1 D1
G0 X90 Z20
G1 X85 Z0
G1 X18
G1 Z5
G0 G42 X72 Z1
G1 X78 Z-2
Z-40
X85
G0 Z150
Operación 3 (Refrentado curvo interior)
G95 G96 F0.2 S100 M4
T2 D2
G0 X20 Z20
G1 G42 X17 Z2
G85 X20 Z-25 Q70 R0 C1.4 L0.3 M0.3 H0.1 I-28.043 K53.043
G0 G40 Z150
IMAGEN AMARRES. SEGUNDO AMARRE PROGRAMA SEGUNDO AMARRE
Definir el nuevo cero pieza
(MSG “* NUEVO AMARRE - INVERTIR PIEZA *”)
M0 M5
(MSG “”)
(ORGX54=0, ORGZ54=65)
G54
G92 S2200
Operación 4 (Refrentado cónico exterior)
G95 G96 F0.2 S180 M4
T1 D1
G0 X90 Z20
G1 G41 X83 Z5
G82 X78 Z-33 Q10 R0 C2 L0.3 M0.3 H0.1
G0 G40 X14 Z0
G1 X-0.4
G0 Z150
M30
Alecop S.Coop Pag.40 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº3 REFRENTADO INTERIOR DE TRAMOS
RECTOS Y EXTERIOR DE TRAMOS
CURVOS
Alecop S.Coop Pag.41 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.42 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A7
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
Mediante el presente ejercicio el alumno puede trabajar
Programar el mecanizado de la pieza propuesta utilizando
conceptos como:
las funciones que se proponen en la tabla de contenidos.
Ciclo fijo de taladrado (G83).
Refrentado de tramos rectos (G82).
Refrentado de tramos curvos (G85).
PLANO HERRAMIENTAS
T1 Cilindrado exterior.
T2 Cilindrado interior.
T8 Broca ø 20.
DATOS TECNOLÓGICOS
T1 Cilindrado exterior:
av= 0,2 mm/rev.
S= 180 m/min.
T2 Cilindrado interior:
av= 0,2 mm/rev.
S= 120m/min.
T8 Broca diam. 20:
av= 0,15 mm/rev.
S= 600 rpm.
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
La situación del origen aparecerá marcada en cada amarre.
Alecop S.Coop Pag.43 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A7
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 2/2
IMAGEN AMARRES. PRIMER AMARRE PROGRAMA PRIMER AMARRE
Definir el cero pieza
(ORGX54=0, ORGZ54=82)
G54
G92 S2200
Operación 1 (Taladrado)
G95 G97 F0.15 S600 M4
Z150
T8 D8
G0 X0 Z8
G83 X0 Z0 I40.773 B3 D7 K10 H0 C4
G0 Z150
Operación 2 (Refrentado cónico interior)
G95 G96 F0.2 S100 M4
T2 D2
G0 X20 Z20
G1 G42 X18 Z5
G82 X20 Z-21.732 Q70 R0 C2 L0.2 M0.2 F0.15 H0.1
G0 G40 Z150
Operación 3 (Refrentado y cilindrado exterior)
G95 G96 F0.2 S180 M4
T1 D1
G0 X90 Z20
G1 X78 Z5
G1 Z-40
G1 X85
G0 Z0
G1 X66
G1 Z5
G1 G42 X72 Z1
G1 X80 Z-3
G0 G40 Z150
IMAGEN AMARRES. SEGUNDO AMARRE PROGRAMA SEGUNDO AMARRE
Definir el nuevo cero pieza
(MSG “* NUEVO AMARRE - INVERTIR PIEZA *”)
M0 M5
(MSG “”)
(ORGX54=0, ORGZ54=80)
G54
G92 S2200
Operación 4 (Refrentado curvo exterior)
G95 G96 F0.2 S180 M4
T1 D1
G0 X90 Z20
G41 X84 Z5
G85 X78 Z-27 Q10 R0 C1.5 L0.3 M0.3 H0.1 I-45.011 K-21.772
G0 G40 X14 Z0
G1 X-0.4 F0.2
G0 Z150
M30
Alecop S.Coop Pag.44 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº4 DESBASTADO INTERIOR EN EL EJE Z
Y TORNEADO EXTERIOR DE TRAMOS
CURVOS
Alecop S.Coop Pag.45 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.46 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A8
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
Mediante el presente ejercicio el alumno puede trabajar
Programar el mecanizado de la pieza propuesta utilizando
conceptos como:
las funciones que se proponen en la tabla de contenidos.
Taladrado.
Desbastado en el eje Z (G69).
Cilindrado de tramos curvos (G84).
Saltos de bloque (GOTO).
PLANO HERRAMIENTAS
T1 Cilindrado exterior.
T2 Cilindrado interior.
T8 Broca ø 20.
DATOS TECNOLÓGICOS
T1 Cilindrado exterior:
av= 0,2 mm/rev.
S= 180 m/min.
T2 Cilindrado interior:
av= 0,2 mm/rev.
S= 120m/min.
T8 Broca diam. 20:
am= 90 mm/min.
S= 600 rpm.
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
La situación del origen aparecerá marcada en cada amarre.
Alecop S.Coop Pag.47 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A8
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 2/2
IMAGEN AMARRES. PRIMER AMARRE PROGRAMA PRIMER AMARRE
Definir el cero pieza Operación 3 (Refrentado y
(ORGX54=0, ORGZ54=82) cilindrado exterior)
G54 G95 G96 F0.2 S180 M4
G92 S2200 T1 D1
Operación 1 (Taladrado) G0 X90 Z20
G94 G97 F90 S600 T9 M4 G1 X78 Z5
Z150 G1 Z-40
T8 D8 G1 X85
G0 X0 Z8 G0 Z0
G83 X0 Z0 I35.773 B5 D5 K15 H0 C1.5 G1 X66
G0 Z150 G1 Z5
Operación 2 (Refrentado perfil interior) G1 G42 X72 Z1
G95 G96 F0.2 S100 M4 G1 X80 Z-3
T2 D2 G0 G40 Z150
G0 X20 Z20
G1 X16 Z5
G69 X20 Z-25 C1.5 L0.3 H0.1 S100 E110
(GOTO N120)
N100 G1 X30 Z-25
X39.755 Z-15
G2 X70 Z-5 I-5.29 K24.434
N110 G1 X70 Z4
N120 G0 Z150
G0 G40 Z150
IMAGEN AMARRES. SEGUNDO AMARRE PROGRAMA SEGUNDO AMARRE
Definir el nuevo cero pieza
(MSG “* NUEVO AMARRE - INVERTIR PIEZA *”)
M0 M5
(MSG “”)
(ORGX54=0, ORGZ54=80)
G54
G92 S2200
Operación 4 (Cilindrado curvo exterior)
G95 G96 F0.2 S180 M4
T1D1
G0 X90 Z20
G1 G42 X84 Z5
G84 X0 Z0 Q78 R-48.775 C2 L0.3 M0.3 H0.1 I-11 K-48.775
G0 G40 Z150
M30
Alecop S.Coop Pag.48 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº5 TORNEADO INTERIOR DE TRAMOS
RECTOS Y DESBASTADO EXTERIOR
EN EL EJE Z
Alecop S.Coop Pag.49 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.50 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A9
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
Mediante el presente ejercicio el alumno puede trabajar
Programar el mecanizado de la pieza propuesta utilizando
conceptos como:
las funciones que se proponen en la tabla de contenidos.
Taladrado.
Desbastado en el eje Z (G69).
Cilindrado de tramos rectos (G81).
Saltos de bloque (GOTO).
PLANO HERRAMIENTAS
T1 Cilindrado exterior.
T2 Cilindrado interior.
T8 Broca ø 20.
DATOS TECNOLÓGICOS
T1 Cilindrado exterior:
av= 0,2 mm/rev.
S= 180 m/min.
T2 Cilindrado interior:
av= 0,2 mm/rev.
S= 120m/min.
T8 Broca diam. 20:
am= 90 mm/min.
S= 600 rpm.
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
La situación del origen aparecerá marcada en cada amarre.
Alecop S.Coop Pag.51 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A9
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 2/2
IMAGEN AMARRES. PRIMER AMARRE PROGRAMA PRIMER AMARRE
Definir el cero pieza
(ORGX54=0, ORGZ54=119)
G54
G92 S2200
Operación 1 (Refrentado y cilindrado exterior)
G95 G96 F0.2 S180 M4
G0 Z150
T1 D1
G0 X90 Z20
G1 X85 Z0
G1 X-0.4
Z5
G0 X78 Z2
G1 Z-60
X85
G0 G41 X80 Z-4
G1 X70 Z1
G0 Z150
Operación 2 (Taladrado)
G94 G97 F90 S600 M4
T8 D8
G0 X0 Z5
G83 X0 Z0 I70.773 B8 D4 K1 H0 C1
G0 Z150
Operación 3 (Cilindrado cónico interior)
G95 G96 F0.2 S120 M4
T2 D2
G0 G41 X18 Z5
G81 X64 Z0 Q20 R-50 C1.5 L0.3 M0.25 H0.1
G0 Z150
IMAGEN AMARRES. SEGUNDO AMARRE PROGRAMA SEGUNDO AMARRE
Definir el nuevo cero pieza
(MSG “* NUEVO AMARRE - INVERTIR PIEZA *”)
M0 M5
(MSG “”)
(ORGX54=0, ORGZ54=117)
G54
G92 S2200
Operación 4 (Refrentado perfil exterior)
G95 G96 F0.2 S180 M4
T1 D1
G0 X90 Z20
G1 X85 Z5
G69 X78 Z-61.403 C1 L0.3 H0.1 S100 E110
(GOTO N120)
N100 G1 G5 X60 Z-47
G3 X25 Z-18.474 I14.5 K28.526
G1 G36 R8 X25 Z0
N110 X-0.4 Z0
N120 G0 Z150
M30
Alecop S.Coop Pag.52 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº6 DESBASTADO INTERIOR Y EXTERIOR
EN EL EJE X
Alecop S.Coop Pag.53 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.54 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A10
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
Mediante el presente ejercicio el alumno puede trabajar
Programar el mecanizado de la pieza propuesta utilizando
conceptos como:
las funciones que se proponen en la tabla de contenidos.
Taladrado.
Desbastado en el eje X (G68).
PLANO HERRAMIENTAS
T1 Cilindrado exterior.
T2 Cilindrado interior.
T8 Broca ø 20.
DATOS TECNOLÓGICOS
T1 Cilindrado exterior:
av= 0,2 mm/rev.
S= 180 m/min.
T2 Cilindrado interior:
av= 0,2 mm/rev.
S= 120m/min.
T8 Broca diam. 20:
am= 90 mm/min.
S= 600 rpm.
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
La situación del origen aparecerá marcada en cada amarre.
Alecop S.Coop Pag.55 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A10
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 2/2
IMAGEN AMARRES. PRIMER AMARRE PROGRAMA PRIMER AMARRE
Definir el cero pieza
(ORGX54=0, ORGZ54=112)
G54
G92 S2200
Operación 1 (Taladrado)
G94 G97 F90 S600 M4
G0 Z150
T8 D8
G0 X0 Z10
G83 X0 Z0 I75.773 B8 D2 K50 H0 C5
G0 Z150 Operación 3 (Cilindrado perfil
Operación 2 (Refrentado interior)
y cilindrado exterior) G95 G96 F0.2 S120 M4
G95 G96 F0.2 S180 M4 T2 D2
T1 D1 G0 X18 Z20
G0 X78 Z5 G1 Z5
G1 Z-60 G68 X68 Z0 C1.5 L0.4 H0 S100
X85 E110
G0 Z0 G0 G41 X68 Z1
G1 X18 G5 G1 Z0 F0.1
G0 Z5 N100 G3 X40 Z-35 I-53.985 K1.293
G0 G42 X70 Z1 N110 G3 X20 Z-60 R36
G1 X80 Z-4 G1 X18
G0 G40 X85 Z150 G1 Z5
G0 G40 G7 Z150
IMAGEN AMARRES. SEGUNDO AMARRE PROGRAMA SEGUNDO AMARRE
Definir nuevo cero pieza
(MSG “* NUEVO AMARRE - INVERTIR PIEZA *”)
M0 M5
(MSG “”)
(ORGX54=0, ORGZ54=110)
G54
G92 S2200
Operación 4 (Cilindrado perfil exterior)
G95 G96 F0.2 S180 M4
T1 D1
G0 X85 Z20
G1 Z5
G68 X0 Z0 C1.5 L0.4 H0 S150 E160
G0 G42 X0 Z10
G1 G5 Z0 F0.1
N150 G1 X20 Z-10
N160 G3 X78 Z-85.2 I-83 K-75.2
G1 X80
G0 G40 G7 Z150
M30
Alecop S.Coop Pag.56 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº7 ROSCADO CÓNICO INTERIOR Y EXTERIOR
Alecop S.Coop Pag.57 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.58 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A11
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
Mediante el presente ejercicio el alumno puede trabajar
Programar el mecanizado de la pieza propuesta utilizando
conceptos como:
las funciones que se proponen en la tabla de contenidos.
Taladrado.
Cilindrado de tramos rectos (G81).
Roscado cónico (G86).
PLANO HERRAMIENTAS
T1 Cilindrado exterior.
T2 cilindrado interior.
T6 Roscado interior.
T7 Roscado exterior.
T8 Broca ø 20.
DATOS TECNOLÓGICOS
T1 Cilindrado exterior:
av= 0,2 mm/rev.
S= 180 m/min.
T2 cilindrado interior:
av= 0,2 mm/rev.
S= 120m/min.
T6 Roscado interior:
av= 0,15 mm/rev.
S= 60 m/min.
T7 Roscado exterior:
av= 0,15 mm/rev.
S= 60m/min.
T8 Broca ø 20:
av= 0,15 mm/rev.
S= 600 rpm.
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
La situación del origen aparecerá marcada en cada amarre.
Alecop S.Coop Pag.59 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A11
PROGRAMACIÓN DE CICLOS DE MECANIZADO 4h 2/2
IMAGEN AMARRES. PRIMER AMARRE PROGRAMA PRIMER AMARRE
Definir el cero pieza Operación 4 (Roscado
(ORGX54=0, ORGZ54=122) cónico interior)
G54 G95 G96 F0.15 S60 M4
G92 S2200 T6 D6
Operación 1 (Taladrado) G0 X20 Z20
G95 G97 F0.15 S600 M4 G1 X16 Z1.5
G0 Z150 G86 X53 Z0 Q20 R-60 I-1
T8 D8 B0.4 D-2 L0 C-3 J5 A29.5
G0 X0 Z5 G0 Z150
G83 X0 Z0 I75.773 B5 D5 K130 H0 C2
G0 Z150
Operación 2 (Refrentado y cilindrado exterior)
G95 G96 F0.2 S180 M4
T1 D1
G0 X78 Z5
G1 Z-50
X86
G0 G41 X79 Z-2.5
G1 X74 Z0
X16
G0 G40 Z150
Operación 3 (Cilindrado cónico interior)
G95 G96 F0.2 S120 M4
T2 D2
G0 X20 Z20
G1 G41 X16 Z1.5
G81 X53 Z0 Q20 R-60 C1.5 L0.3 M0.25 H0.1
G0 G40 Z150
IMAGEN AMARRES. SEGUNDO AMARRE PROGRAMA SEGUNDO AMARRE
Definir el nuevo cero pieza
(MSG “* NUEVO AMARRE - INVERTIR PIEZA *”)
M0 M5
(MSG “”)
(ORGX54=0, ORGZ54=120)
G54
G92 S2200
Operación 5 (Cilindrado cónico exterior)
G95 G96 F0.2 S180 M4
T1 D1
G0 X90 Z20
G1 G42 X85 Z5
G81 X17.396 Z0 Q78 R-75 C2 L0.3 M0.3 H0.1
G0 G40 X20.396 Z0
G1 X-0.4
G1 Z5
G0 Z150
Operación 6 (Roscado cónico exterior)
G95 G96 F0.15 S60 M4
T7 D7
G0 X80 Z1.5
G86 X17.396 Z0 Q78 R-75 I2 B.4 D-2 L0 C-3 J5 A29.5
G0 Z150
M30
Alecop S.Coop Pag.60 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº8 DESBASTADO INTERIOR Y EXTERIOR EN EL
EJE X Y RANURADO Y ROSCADO EXTERIOR
Alecop S.Coop Pag.61 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.62 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A12
PROGRAMACIÓN DE CICLOS DE MECANIZADO 5h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
Mediante el presente ejercicio el alumno puede trabajar
Programar el mecanizado de la pieza propuesta utilizando
conceptos como:
las funciones que se proponen en la tabla de contenidos.
Taladrado.
Desbastado de un perfil en el eje X (G68).
Roscado (G86).
Ranurado (G88).
PLANO HERRAMIENTAS
T1 Cilindrado exterior.
T2 cilindrado interior.
T5 Ranurado interior.
T7 Roscado exterior.
T8 Broca ø 20.
DATOS TECNOLÓGICOS
T1 Cilindrado exterior:
av= 0,2 mm/rev.
S= 180 m/min.
T2 cilindrado interior:
av= 0,1 mm/rev.
S= 120m/min.
T5 Ranurado interior:
av= 0,08 mm/rev.
S= 50 m/min.
T7 Roscado exterior:
av= 0,15 mm/rev.
S= 60m/min.
T8 Broca ø 20:
am= 90 mm/min.
S= 600 rpm.
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
La situación del origen aparecerá marcada en cada amarre.
Alecop S.Coop Pag.63 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A12
PROGRAMACIÓN DE CICLOS DE MECANIZADO 5h 2/2
IMAGEN AMARRES. PRIMER AMARRE PROGRAMA PRIMER AMARRE
Definir el cero pieza
(ORGX54=0, ORGZ54=102)
G54
G92 S2200
Operación 1 (Refrentado y cilindrado exterior)
G95 G96 F0.2 S180 M4
G0 Z150
T1D1 Operación 3 (Cilindrado perfil
G0 X90 Z20 interior)
G1 X78 Z5 G95 G96 F0.1 S120 M4
Z-38 T2 D2
X82 G0 X18.2 Z10
G0 Z0 G68 X74 Z1 C1 L0.3 H0 S100
G1 X-0.4 E110
G1 Z5 G0 G41 X74 Z1
G0 G42 X72 Z1 N100 G1 G5 X66 Z-3
G1 X80 Z-3 Z-17.169
X85 G3 X63.033 Z-22.411 I-10 K0
G0 G40 X60 Z150 G1 G36 R10 X50 Z-33
Operación 2 (Taladrado) X50 Z-47
G94 G97 F90 S600 M4 G3 X38 Z-53 I-6 K0
T8 D8 N110 G1 X19 Z-53
G0 X0 Z10 G0 G40 G7 Z150
G83 X0 Z1 I58.773 B5 D2 K5 H0 C1
G0 Z150
IMAGEN AMARRES. SEGUNDO AMARRE PROGRAMA SEGUNDO AMARRE
Definir el nuevo cero pieza
(MSG “* NUEVO AMARRE - INVERTIR PIEZA *”)
M0 M5
(MSG “”)
(ORGX54=0, ORGZ54=100)
G54
G92 S2200
Operación 4 (Cilindrado perfil exterior)
G95 G96 F0.2 S180 M4
T1 D1
G0 X90 Z20
G1 X82 Z0
G1 X-0.4 Operación 5 (Ranurado)
G1 Z5 G95 G96 F0.08 S50 M4
G0 X82.5 Z4 T5 D5
G68 X27 Z0.5 C1 L0.3 H0 S120 E130 G0 G41 X34 Z-17
G1 G42 X27 Z0.5 G88 X32 Z-20 Q28 R-14 D1 K2
N120 G1 G5 X32 Z-2 G0 G40 X80 Z150
X32 Z-20 Operación 6 (Roscado
X40 Z-28 exterior)
G36 R3.5 X53 Z-28 G95 G96 F0.15 S60 M4
G36 R13 X63 Z-41 T7 D7
X63 Z-54.836 G0 X35 Z5
G2 X67.327 Z-60.308 I8 K0 G86 X32 Z3 Q32 R-16 I0.8 B0.1
G1 X78 Z-66 D1 L0 C1.5 J0 A29.5
N130 X81 Z-67 G0 X80 Z150
G0 G40 X90 Z150 M30
Alecop S.Coop Pag.64 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº9 SEGUIMIENTO DE PERFIL EXTERIOR Y
RANURADO Y ROSCADO INTERIOR
Alecop S.Coop Pag.65 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.66 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A13
PROGRAMACIÓN DE CICLOS DE MECANIZADO 5h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
Mediante el presente ejercicio el alumno puede trabajar
Programar el mecanizado de la pieza propuesta utilizando
conceptos como:
las funciones que se proponen en la tabla de contenidos.
Taladrado.
Desbastado de un perfil en el eje X (G68).
Acabado del perfil en el eje X (G66).
Roscado (G86).
Ranurado (G88).
PLANO HERRAMIENTAS
T1 Cilindrado exterior.
T2 cilindrado interior.
T4 Ranurado interior.
T6 Roscado interior.
T8 Broca ø 20.
DATOS TECNOLÓGICOS
T1 Cilindrado exterior:
av= 0,2 mm/rev.
S= 180 m/min.
T2 cilindrado interior:
av= 0,2 mm/rev.
S= 120m/min.
T4 Ranurado interior:
av= 0,08 mm/rev.
S= 50 m/min.
T6 Roscado interior:
av= 0,15 mm/rev.
S= 60 m/min.
T8 Broca ø 20:
av= 0,15 mm/rev.
S= 600 rpm.
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
La situación del origen aparecerá marcada en cada amarre.
Alecop S.Coop Pag.67 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A13
PROGRAMACIÓN DE CICLOS DE MECANIZADO 5h 2/2
IMAGEN AMARRES. PRIMER AMARRE PROGRAMA PRIMER AMARRE
Definir el cero pieza Operación 3 (Perfil interior)
(ORGX54=0, ORGZ54=130) G95 G96 F0.2 S120 M4
G54 T2 D2
G92 S2200 G0 X16 Z5
G68 X64.35 Z0 C1 L0.5 H0 S100
Operación 1 (Refrentado y
E110
cilindrado exterior) G0 G41 X65.35 Z0.5
G95 G96 F0.2 S180 M4 N100 G1 G5 X58.35 Z-3
G0 Z150 G1 G36 R13 X58.35 Z-32
T1 D1 G1 G36 R6 X25.4024 Z-54
G0 X90 Z20 N110 G1 X18 Z-54
G1 X78 Z5 G0 G40 G7 Z150
G1 Z-36 F200 Operación 4 (Ranurado
G1 X85 interior)
G95 G96 F0.08 S50 M4
G0 Z0 T4 D4
G1 X-0.4 G0 G41 X40 Z-15
G1 Z5 G88 X60 Z-19 Q62 R-25 K5
G0 G42 X70 Z1 G0 Z150
G1 X80 Z-4 Operación 5 (Roscado interior)
G0 G40 X90 Z150 G95 G96 F0.15 S60 M4
Operación 2 (Taladrado) T6 D6
G94 G97 F90 S600 M4 G0 X40 Z1.5
G86 X60 Z0 Q60 R-20 I-0.8 B0.4
T8 D8
D-2 L0 C1.5 J0 A29.5
G0 X0 Z10 G0 Z150
G83 X0 Z1 I59.773 B13 D2 K1 H0 C1
G0 Z150
IMAGEN AMARRES. SEGUNDO AMARRE PROGRAMA SEGUNDO AMARRE
Definir el nuevo cero pieza
(MSG “* NUEVO AMARRE - INVERTIR PIEZA *”)
M0 M5
(MSG “”)
(ORGX54=0, ORGZ54=128)
G54
G92 S2200
Operación 7 (Acabado del
Operación 6 (Desbaste del
perfil exterior)
perfil exterior)
G95 G96 F0.2 S120 M4 G95 G96 F0.2 S120 M4
T1 D1 G0 G90 X85 Z20
G0 X85 Z5 G1 X85 Z5
G68 X0 Z0 C1.5 L0.5 H0 S120 E130 G66 X0 Z0 I2.5 C0.5 L0.2 H0.1
(GOTO N140) S150 E160
(GOTO N170)
N120 G3 X42 Z-21 I0 K-21
N150 G5 G3 G36 R10 X33.56
G1 X44 Z-45
Z-33.63 R21
X44 Z-69.5
G3 G36 R10 X40 Z-52.48 R15
X66 Z-73
G1 G36 R8 X40 Z-74
N130 X80 Z-94
X63.86 Z-74
N140 G0 Z20
N160 G7 X78 Z-94
N170 G90 G0 Z150
M30
Alecop S.Coop Pag.68 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº10 DESBASTADO INTERIOR Y EXTERIOR
EN EL EJE X
Alecop S.Coop Pag.69 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.70 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A14
PROGRAMACIÓN DE CICLOS DE MECANIZADO 5h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
Mediante el presente ejercicio el alumno puede trabajar
Programar el mecanizado de la pieza propuesta utilizando
conceptos como:
las funciones que se proponen en la tabla de contenidos.
Taladrado.
Desbastado de un perfil en el eje X (G68).
PLANO HERRAMIENTAS
T1 Cilindrado exterior.
T2 Cilindrado interior.
T3 Perfilado exterior.
T8 Broca ø 20.
DATOS TECNOLÓGICOS
T1 Cilindrado exterior:
av= 0,2 mm/rev.
S= 180 m/min.
T2 Cilindrado interior:
av= 0,1 mm/rev.
S= 120m/min.
T3 Perfilado esterior:
av= 0,2 mm/rev.
S= 180 m/min.
T8 Broca ø 20:
am= 90 mm/min.
S= 600 rpm.
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
La situación del origen aparecerá marcada en cada amarre.
Alecop S.Coop Pag.71 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A14
PROGRAMACIÓN DE CICLOS DE MECANIZADO 5h 2/2
IMAGEN AMARRES. PRIMER AMARRE PROGRAMA PRIMER AMARRE
Definir el cero pieza
(ORGX54=0, ORGZ54=122)
G54
G92 S2200
Operación 1 (Refrentado y cilindrado exterior)
G95 G96 F0.2 S180 M4
G0 Z150
T1 D1
G0 X90 Z20
G1 X85 Z0
X-0.4
Z5
G1 G42 X0 Z0
G36 R5 X78 Z0
Z-35
X85
G0 G40 X90 Z150
IMAGEN AMARRES. SEGUNDO AMARRE PROGRAMA SEGUNDO AMARRE
Definir el nuevo cero pieza
(MSG “* NUEVO AMARRE - INVERTIR PIEZA *”)
M0 M5
(MSG “”)
(ORGX54=0, ORGZ54=120)
G54
G92 S2200
Operación 2 (Cilindrado perfil exterior)
G95 G96 F0.2 S180 M4
T3 D3
G0 X80 Z20
G1 Z5
G68 X0 Z0 C1 L0.5 H0.1 S100 E110
(GOTO N120) Operación 4 (Cilindrado perfil
N100 G1 G36 R5 X78 Z0 interior)
Z-8 G95 G96 F0.1 S120 M4
G3 X40 Z-32 R92.74 T2 D2
G1 Z-42 G0 X16 Z20
G36 R5 X65 Z-49.39 G1 Z5
X40 Z-57 G68 X58 Z0 C1 L0.5 H0.1 S150
N110 G2 X78 Z-90 R31 E160
N120 G0 Z150 (GOTO N170)
Operación 3 (Taladrado) N150 G3 X20 Z-30 R46.6
G94 G97 F90 S600 T8 D8 M4 N160 G1 X19
G0 X0 Z10 N170 G1 Z20
G83 X0 Z0 I35.773 B10 D2 H5 C2 G0 X85 Z150
G0 Z150 M30
Alecop S.Coop Pag.72 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
EDITOR DE PERFILES
Nº1 EDITOR DE PERFILES
Alecop S.Coop Pag.73 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.74 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A15
PROGRAMACIÓN CON EDITOR DE PERFILES 2h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
Programar el mecanizado de la pieza propuesta utilizando Mediante el presente ejercicio el alumno puede trabajar
el modo de editor de perfiles. conceptos como:
Definición del perfil.
Redondeos.
Chaflanes.
Entrada y salida tangencial.
PLANO HERRAMIENTAS
T1 Cilindrado exterior.
DATOS TECNOLÓGICOS
T1 Cilindrado exterior:
av= 0,2 mm/rev.
S= 180 m/min.
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
Alecop S.Coop Pag.75 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A15
PROGRAMACIÓN CON EDITOR DE PERFILES 2h 2/2
ENTIDADES
DEFINICIÓN DEL PERFIL SIN REDONDEOS, CHAFLANES, ENTRADA Y SALIDA TANGENCIAL
PUNTO INICIAL : Z = 100 X = 0
RECTA : Z = 80 X = 0
RECTA : Z = 80 X = 40
RECTA : Z = 60 X = 40
ARCO HORARIO : Z = 40 X = 80 Radio = 20
RECTA : Z = 20 X = 80
RECTA : Z = 20 X = 100
RECTA : Z = 0 X = 100
RECTA : Z = 0 X = 150
DEFINICIÓN DE LOS REDONDEOS, CHAFLANES, ENTRADA Y SALIDA TANGENCIAL
Seleccionar la opción MODIFICAR y definir:
ENTRADA TANGENCIAL..... Seleccionar punto "1" ..... Pulsar ENTER ...... Asignarle Radio = 5
CHAFLAN ............................... Seleccionar punto "2" ..... Pulsar ENTER ...... Asignarle Tamaño = 10
REDONDEO ........................... Seleccionar punto "3" ..... Pulsar ENTER ...... Asignarle Radio = 5
REDONDEO ........................... Seleccionar punto "4" ..... Pulsar ENTER ...... Asignarle Radio = 5
SALIDA TANGENCIAL ........ Seleccionar punto "5" ..... Pulsar ENTER ...... Asignarle Radio = 5
Pulsar ESC para abandonar la opción Modificar.
FIN DE LA EDICIÓN
Seleccionar las softkeys TERMINAR + SALVAR PERFIL. El CNC abandona el modo de edición de perfiles y muestra en
código ISO el programa que se ha generado.
Alecop S.Coop Pag.76 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº2 EDITOR DE PERFILES
Alecop S.Coop Pag.77 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.78 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A16
PROGRAMACIÓN CON EDITOR DE PERFILES 2h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
Programar el mecanizado de la pieza propuesta utilizando Mediante el presente ejercicio el alumno puede trabajar
el modo de editor de perfiles. conceptos como:
Definición del perfil.
Arcos.
Elección de la opción adecuada en cada caso.
PLANO HERRAMIENTAS
T1 Cilindrado exterior.
DATOS TECNOLÓGICOS
T1 Cilindrado exterior:
av= 0,2 mm/rev.
S= 180 m/min.
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
Alecop S.Coop Pag.79 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A16
PROGRAMACIÓN CON EDITOR DE PERFILES 2h 2/2
ENTIDADES
DEFINICIÓN DEL PERFIL
PUNTO INICIAL : Z = 180 X = 0
ARCO ANTIHORARIO (1) : Zcentro= 150 Xcentro=0 Radio = 30
RECTA (2) : Angulo= 195 Tangencia = Si
El CNC muestra todas las opciones posibles entre los tramos 1-2. Seleccionar la adecuada.
ARCO HORARIO (3) : Radio = 20 Tangencia = Si
RECTA (4) : Angulo= 160 Tangencia = Si
ARCO HORARIO (5) : Z = 30 X = 80 Zcentro= 45 Xcentro= 80 Tangencia= Si
El CNC muestra todas las opciones posibles entre los tramos 4-5. Seleccionar la adecuada.
El CNC muestra todas las opciones posibles para el tramo 3. Seleccionar la adecuada.
RECTA (6) : Z = 30 X = 100
RECTA (7) : Z = 0 X = 100
FIN DE LA EDICIÓN
Seleccionar las softkeys TERMINAR + SALVAR PERFIL. El CNC abandona el modo de edición de perfiles y
muestra en código ISO el programa que se ha generado.
Alecop S.Coop Pag.80 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Nº3 EDITOR DE PERFILES
Alecop S.Coop Pag.81 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
Alecop S.Coop Pag.82 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A17
PROGRAMACIÓN CON EDITOR DE PERFILES 2h 1/2
OBJETIVO DEL EJERCICIO CONTENIDOS
Programar el mecanizado de la pieza propuesta utilizando Mediante el presente ejercicio el alumno puede trabajar
el modo de editor de perfiles. conceptos como:
Definición del perfil
Arcos
Elección de la opción adecuada en cada caso.
PLANO HERRAMIENTAS
T1 Cilindrado exterior.
DATOS TECNOLÓGICOS
T1 Cilindrado exterior:
av= 0,2 mm/rev.
S= 180 m/min.
SITUACIÓN DEL ORIGEN SISTEMAS DE AMARRE
Alecop S.Coop Pag.83 de 92
TORNO ECLIPSE MANUAL DE PRÁCTICAS
PROGRAMACIÓN DE PIEZAS Tiempo: Ref: A17
PROGRAMACIÓN CON EDITOR DE PERFILES 2h 2/2
ENTIDADES
DEFINICIÓN DEL PERFIL
PUNTO INICIAL : Z = 128 X = 0
ARCO ANTIHORARIO (1) : Zcentro = 107 Xcentro = 0 Radio = 21
ARCO HORARIO (2) : Radio= 10 Tangencia = Si
ARCO ANTIHORARIO (3) : Zcentro = 83 Xcentro = 14 Radio = 15 Tangencia = Si
El CNC muestra todas las opciones posibles para el tramo 2. Seleccionar la adecuada.
ARCO HORARIO (4) : Radio= 10 Tangencia = Si
RECTA (5) : X = 40 Angulo= 180 Tangencia = Si
El CNC muestra todas las opciones posibles para el tramo 4. Seleccionar la adecuada.
ARCO HORARIO (6) : Z = 54 X = 56 Radio = 8 <Tangencia = Si
RECTA (7) : Z = 54 Angulo=90 Tangencia = Si
RECTA (8) : Z = 34 X = 78 Angulo=160
FIN DE LA EDICIÓN
Seleccionar las softkeys TERMINAR + SALVAR PERFIL. El CNC abandona el modo de edición de perfiles y
muestra en código ISO el programa que se ha generado.
Alecop S.Coop Pag.84 de 92
También podría gustarte
- Mistral R20 Series TerranoDocumento1807 páginasMistral R20 Series Terranomena100% (4)
- Introducción: Transmisión Generalmotors 6T30 / 6T40 / 6T45 / 6T50Documento50 páginasIntroducción: Transmisión Generalmotors 6T30 / 6T40 / 6T45 / 6T50Jorge Gallardo86% (22)
- Ejemplo NCR 2Documento2 páginasEjemplo NCR 2AlexJavierGutierrezAún no hay calificaciones
- Informe Semana 08 MINADocumento20 páginasInforme Semana 08 MINAFrank HornaAún no hay calificaciones
- Antenas verticales para bajas frecuencias: (MF y HF)De EverandAntenas verticales para bajas frecuencias: (MF y HF)Aún no hay calificaciones
- Catalogo Eco 100Documento76 páginasCatalogo Eco 100Yolanda zarate castroAún no hay calificaciones
- Válvulas de Control PrincipalDocumento184 páginasVálvulas de Control PrincipalCésar ContrerasAún no hay calificaciones
- 01 - Operating - 6060 - FS - 3725096 - 00 - ES-1Documento308 páginas01 - Operating - 6060 - FS - 3725096 - 00 - ES-1Jhon Charles Tucto Quispe100% (4)
- Manual CNC CastilloDocumento136 páginasManual CNC CastilloRene Sauceda100% (1)
- Manual de Programacion OkumaDocumento93 páginasManual de Programacion OkumaEduardo Luevano100% (7)
- Introducción Al Psoc5Lp: Teoría y aplicaciones prácticaDe EverandIntroducción Al Psoc5Lp: Teoría y aplicaciones prácticaAún no hay calificaciones
- Maquinas de CNC Practica 6Documento10 páginasMaquinas de CNC Practica 6eva martinezAún no hay calificaciones
- Cartilla - Mantto Preventivo - Motores BTDocumento1 páginaCartilla - Mantto Preventivo - Motores BTEliseo Salas cruzAún no hay calificaciones
- 05 Qute (Glass Windows) CRISTALES PDFDocumento91 páginas05 Qute (Glass Windows) CRISTALES PDFAllan PocAún no hay calificaciones
- Informe de Procesamiento de Puntos Geodesicos-Matapalos-2019Documento52 páginasInforme de Procesamiento de Puntos Geodesicos-Matapalos-2019Eber Onzueta Tambraico100% (1)
- ApuDocumento33 páginasApuSergio Ramirez0% (1)
- Guía práctica de eficiencia energética en alumbrado exteriorDe EverandGuía práctica de eficiencia energética en alumbrado exteriorAún no hay calificaciones
- Simba M4-CDocumento15 páginasSimba M4-CRD Gian100% (1)
- 0008 000 IP135000 Rev0Documento30 páginas0008 000 IP135000 Rev0garciahoAún no hay calificaciones
- EEID-322 - CUADERNO DE INFORMES SEMANA 7 (Reparado)Documento12 páginasEEID-322 - CUADERNO DE INFORMES SEMANA 7 (Reparado)Cristhian YohanAún no hay calificaciones
- N.6 - Ducato 2.8 JTD - Circuitos Electricos (Jun-06)Documento56 páginasN.6 - Ducato 2.8 JTD - Circuitos Electricos (Jun-06)Adrian PedroAún no hay calificaciones
- Objetivos de Ejercicio Contenido: Programacion de Contornos Trayectorias LinealesDocumento15 páginasObjetivos de Ejercicio Contenido: Programacion de Contornos Trayectorias LinealesMamanipacci Micael BAún no hay calificaciones
- Instructivo Pintar Parron de TuberiasDocumento5 páginasInstructivo Pintar Parron de Tuberiaskarla donoso caminadaAún no hay calificaciones
- LABORATORIO. Programar TemporizadoresDocumento7 páginasLABORATORIO. Programar Temporizadoresivan gomezAún no hay calificaciones
- Cuaderno de Informe 1 Senati PLCDocumento11 páginasCuaderno de Informe 1 Senati PLCrolatimo18Aún no hay calificaciones
- 3.2.4.9.6 Instructivo de Apoyar Maniobras de Izaje - RiggerDocumento9 páginas3.2.4.9.6 Instructivo de Apoyar Maniobras de Izaje - Riggerfranco pobleteAún no hay calificaciones
- Reporte de Balanceo Carton FinalDocumento2 páginasReporte de Balanceo Carton Finaljairo enrique silva rAún no hay calificaciones
- 2 Geotecnia para Pavimentos Sub RasanteDocumento22 páginas2 Geotecnia para Pavimentos Sub RasanteGian MedinaAún no hay calificaciones
- Hp22ec2 002 Ocs 6010 R Ins Rym026Documento5 páginasHp22ec2 002 Ocs 6010 R Ins Rym026EDUARDO0123Aún no hay calificaciones
- Informe Avance FORMATODocumento25 páginasInforme Avance FORMATOAyrton Poma OrdoñezAún no hay calificaciones
- Cenercol S.A.: Procedimiento para Hincada Y Aplomada de Postes Con GrúaDocumento4 páginasCenercol S.A.: Procedimiento para Hincada Y Aplomada de Postes Con GrúaA&S MINERGY LC SASAún no hay calificaciones
- Geotecnia en Pavimentos-Sub RasanteDocumento22 páginasGeotecnia en Pavimentos-Sub RasanteRamos RafaelAún no hay calificaciones
- 3 GEOTECNIA PARA PAVIMENTOS Sub RasanteDocumento22 páginas3 GEOTECNIA PARA PAVIMENTOS Sub RasantewilberAún no hay calificaciones
- 14.2.7.5.13 - RYM DemolicionesDocumento6 páginas14.2.7.5.13 - RYM DemolicionesmauricioAún no hay calificaciones
- Reporte Diario de Equipos Alpamarca 24-09-21Documento7 páginasReporte Diario de Equipos Alpamarca 24-09-21PaulAldoAún no hay calificaciones
- 2.2.5.6.5 Operacion Grúa TelescopicaDocumento7 páginas2.2.5.6.5 Operacion Grúa TelescopicaJuan Francisco Cortes MarinAún no hay calificaciones
- Capacitacion Estacion Total 3605drDocumento65 páginasCapacitacion Estacion Total 3605drEnrique SoteloAún no hay calificaciones
- Hp22ec2 002 Ocs 6010 R Ins Rym027Documento5 páginasHp22ec2 002 Ocs 6010 R Ins Rym027EDUARDO0123Aún no hay calificaciones
- ImformessDocumento2 páginasImformessOmar Espinoza sanchezAún no hay calificaciones
- Secuencia de Trabajo y Codigos G y MDocumento10 páginasSecuencia de Trabajo y Codigos G y MMichael Villanueva EspinoAún no hay calificaciones
- Informe Soporte para Difucion de Capacitacion de ReforzamientoDocumento1 páginaInforme Soporte para Difucion de Capacitacion de ReforzamientoOmar Espinoza sanchezAún no hay calificaciones
- Laboratorio 5Documento7 páginasLaboratorio 5Yeffersom EscobedoAún no hay calificaciones
- DF70 1676136Documento1 páginaDF70 1676136Ricardo Figueroa RudayaAún no hay calificaciones
- 12 Martinez Eeit-329 - Cuaderno de Informes DigitalDocumento11 páginas12 Martinez Eeit-329 - Cuaderno de Informes DigitalPiero Rodriguez GuevaraAún no hay calificaciones
- GP Fo SST 39 Checklist Maquina OrniDocumento2 páginasGP Fo SST 39 Checklist Maquina Orniclaudia montalvoAún no hay calificaciones
- PM02-PR01-F01 Consolidado de Obras de Infraestructura COI - 0Documento1 páginaPM02-PR01-F01 Consolidado de Obras de Infraestructura COI - 0Nestor Arturo Cuaspud GuaytarillaAún no hay calificaciones
- Informe Topografico Viaducto SycDocumento11 páginasInforme Topografico Viaducto SycPhilipRicardoAún no hay calificaciones
- Guia 02 Taladro SemiautomatizadoDocumento4 páginasGuia 02 Taladro SemiautomatizadoDavid ChisaguanoAún no hay calificaciones
- Informe Lev. Top. Constructora G.N. Gamboa & Cia S.A.C.Documento5 páginasInforme Lev. Top. Constructora G.N. Gamboa & Cia S.A.C.Moises QuispeAún no hay calificaciones
- PT-CIV-01-REV.0 Rellenos CompactadosDocumento1 páginaPT-CIV-01-REV.0 Rellenos CompactadosJuan Torres RiquelmeAún no hay calificaciones
- 1.1.3.20.13 Instructivo Puesta en Marcha y Testeo (10336)Documento3 páginas1.1.3.20.13 Instructivo Puesta en Marcha y Testeo (10336)Franco MartinezrAún no hay calificaciones
- HP22ES1-005-C-9900-R-INS-LLO025Documento6 páginasHP22ES1-005-C-9900-R-INS-LLO025raulhernandezpizarro.prevencionAún no hay calificaciones
- Electronica Digital Cuaderno de Informes n2Documento7 páginasElectronica Digital Cuaderno de Informes n2Lewis Nathanael Gael NAún no hay calificaciones
- Induccion Al Sistema de ManufacturaDocumento34 páginasInduccion Al Sistema de Manufacturajose.eloy.salazarAún no hay calificaciones
- Cuaderno de Informes S8Documento12 páginasCuaderno de Informes S8ESTEBAN DANIELAún no hay calificaciones
- Informe Final Practica 8Documento11 páginasInforme Final Practica 8Alicia Arevalo0% (1)
- 0-Spectra Laser SutopDocumento36 páginas0-Spectra Laser SutopKristy AuryAún no hay calificaciones
- Diapositivas de La Mina CuajoneDocumento26 páginasDiapositivas de La Mina CuajoneJotica verzeAún no hay calificaciones
- Plan de Puntos de Inspección Y Ensayos (Ppi)Documento7 páginasPlan de Puntos de Inspección Y Ensayos (Ppi)Percy MejiaAún no hay calificaciones
- 1.-Sai - Apc - CP - Akal - C3 (Sin Tag) Rev.bDocumento5 páginas1.-Sai - Apc - CP - Akal - C3 (Sin Tag) Rev.bMaricruz OlivarAún no hay calificaciones
- Torno CNCDocumento11 páginasTorno CNCIvan GuarnizoAún no hay calificaciones
- Indicadores Mantenimiento Enero 2020 PemarsaDocumento9 páginasIndicadores Mantenimiento Enero 2020 PemarsamiguelAún no hay calificaciones
- Proramacion OkumaDocumento94 páginasProramacion OkumaIván AlfaroAún no hay calificaciones
- Informe Semanal 2Documento13 páginasInforme Semanal 2judith cubaAún no hay calificaciones
- Cuaderno de Informe 2 Sexto CicloDocumento13 páginasCuaderno de Informe 2 Sexto Cicloleomenacho282Aún no hay calificaciones
- Instructivo Trabajos Sobre AndamiosDocumento4 páginasInstructivo Trabajos Sobre Andamioskarla donoso caminadaAún no hay calificaciones
- Pregunta 6Documento2 páginasPregunta 6Angel ChinchillaAún no hay calificaciones
- Prueba Pre-SaberDocumento2 páginasPrueba Pre-SaberAngel ChinchillaAún no hay calificaciones
- Freno ElectromagneticoDocumento2 páginasFreno ElectromagneticoAngel ChinchillaAún no hay calificaciones
- Pre Saber Diseño TermicoDocumento6 páginasPre Saber Diseño TermicoAngel ChinchillaAún no hay calificaciones
- Catalogo-Ergo-012 GalassiaDocumento51 páginasCatalogo-Ergo-012 GalassiaElena BuadesAún no hay calificaciones
- Descripcion y Uso Del PLC LOGO 230 RC SiemensDocumento12 páginasDescripcion y Uso Del PLC LOGO 230 RC SiemensVictorOmarAlvanCortez100% (1)
- Estandar Herramienta ManualDocumento36 páginasEstandar Herramienta Manualemplearantioquia.sgsst1Aún no hay calificaciones
- Inf. Tec. Mantto A Tecle y Polipasto ElectricoDocumento8 páginasInf. Tec. Mantto A Tecle y Polipasto ElectricoJJ GeorgeAún no hay calificaciones
- Seminario Taller Puesta A TierraDocumento0 páginasSeminario Taller Puesta A TierraparragarAún no hay calificaciones
- Manual de Instalacion Aqua Pak Serie FixDocumento12 páginasManual de Instalacion Aqua Pak Serie FixMr. AlegríaAún no hay calificaciones
- Secadora CabrioDocumento33 páginasSecadora CabrioGilbertoAdonayGutierrezAún no hay calificaciones
- 01 - Construccion Civil-Oz-LegionDocumento33 páginas01 - Construccion Civil-Oz-LegionLIZBETHAún no hay calificaciones
- Catalogo MarsellaDocumento89 páginasCatalogo MarsellapauloAún no hay calificaciones
- Maestro de Articulo 2020Documento128 páginasMaestro de Articulo 2020Gerardo Di LoretoAún no hay calificaciones
- Resetear Los Cartuchos HP 60 Con Cinta Adhesiva - RellenadoDocumento12 páginasResetear Los Cartuchos HP 60 Con Cinta Adhesiva - RellenadoRalph PhinnesAún no hay calificaciones
- Manual de Instalacion Enrollable AdvanceDocumento14 páginasManual de Instalacion Enrollable AdvanceDNTOO7Aún no hay calificaciones
- Estado de Operatividad de Equipos de Laboratorio Metalúrgico PDFDocumento4 páginasEstado de Operatividad de Equipos de Laboratorio Metalúrgico PDFrenzo m cuevaAún no hay calificaciones
- SCR DC CRDocumento2 páginasSCR DC CRLuisAún no hay calificaciones
- Reg. Técn. Ofic - AvancargaDocumento56 páginasReg. Técn. Ofic - AvancargaÓscar Fernández RiveroAún no hay calificaciones
- Proyectos ElectronicosDocumento13 páginasProyectos ElectronicosSonia CarrazcoAún no hay calificaciones
- CuchilloDocumento8 páginasCuchilloHunAún no hay calificaciones
- Practica 1Documento11 páginasPractica 1P Herminio SabinoAún no hay calificaciones
- Portico EVP-KBK PDFDocumento2 páginasPortico EVP-KBK PDFPato PuruncajasAún no hay calificaciones
- Valvulas 2Documento108 páginasValvulas 2FranciscoJavierCorroAún no hay calificaciones
- Sistema Simon Vis IDocumento26 páginasSistema Simon Vis ISpanisch LondonAún no hay calificaciones
- Tabla 5-1. Ubicación de Los Conectores Del SportsterDocumento40 páginasTabla 5-1. Ubicación de Los Conectores Del SportsterPineda DanielAún no hay calificaciones
- Ppa Central Alarma Codigus 4d PDFDocumento13 páginasPpa Central Alarma Codigus 4d PDFnadie100% (2)
- Resumen N4 MYHDocumento11 páginasResumen N4 MYHLuisAún no hay calificaciones