0% encontró este documento útil (0 votos)
602 vistas65 páginasUnidad II - Procesos de Fundición de Metales
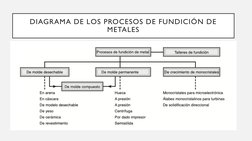
Este documento describe los procesos de fundición de metales. Explica que la fundición implica derretir un metal y verterlo en un molde para dar forma a la pieza deseada. Luego señala que existen dos tipos de moldes: desechables de arena y permanentes de metal. Finalmente, detalla los pasos del proceso de fundición en arena y las ventajas e inconvenientes de este método y del moldeo en cáscara.
Cargado por
GALICIA CALDERÓN SARAYDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
602 vistas65 páginasUnidad II - Procesos de Fundición de Metales
Este documento describe los procesos de fundición de metales. Explica que la fundición implica derretir un metal y verterlo en un molde para dar forma a la pieza deseada. Luego señala que existen dos tipos de moldes: desechables de arena y permanentes de metal. Finalmente, detalla los pasos del proceso de fundición en arena y las ventajas e inconvenientes de este método y del moldeo en cáscara.
Cargado por
GALICIA CALDERÓN SARAYDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd