También podría gustarte
- Embraco HerméticosDocumento78 páginasEmbraco Herméticossofia rua piñeiroAún no hay calificaciones
- Installation Manual XMIND DC ESDocumento80 páginasInstallation Manual XMIND DC ESMaria Arbelaez100% (2)
- Operator's Manual X-Mind AC ES (NXACES010C) PDFDocumento56 páginasOperator's Manual X-Mind AC ES (NXACES010C) PDFHectorl02Aún no hay calificaciones
- XMIND Unity Operator's Manual 1.3c ES-OfFICIALDocumento84 páginasXMIND Unity Operator's Manual 1.3c ES-OfFICIALDaniela GonzalezAún no hay calificaciones
- Filtros Ar Condicionado ValeoDocumento228 páginasFiltros Ar Condicionado ValeoEdgar PerezAún no hay calificaciones
- Transductor XRS-5 - Manual de InstruccionesDocumento23 páginasTransductor XRS-5 - Manual de InstruccionesMaycol ParicahuaAún no hay calificaciones
- Capitulo0 CitointecDocumento8 páginasCapitulo0 Citointecfula7510Aún no hay calificaciones
- GUIA Como Configurar IP ESTATICADocumento7 páginasGUIA Como Configurar IP ESTATICAcesara1991Aún no hay calificaciones
- HT Goodwe - HT - Manual de Usuario-EsDocumento19 páginasHT Goodwe - HT - Manual de Usuario-EsVictor Castiñeira AlonsoAún no hay calificaciones
- Novedades FESTODocumento116 páginasNovedades FESTOOscar ChocAún no hay calificaciones
- Manual de Aplicación de Compresores Embraco Refrigeracion BUENODocumento78 páginasManual de Aplicación de Compresores Embraco Refrigeracion BUENOmjhonny86% (73)
- Especificacion Tecnica Cabina CF-PC Micro 3G TextoDocumento23 páginasEspecificacion Tecnica Cabina CF-PC Micro 3G TextoVíctor RomeuAún no hay calificaciones
- Manual UsoDocumento70 páginasManual UsoMartin Miguel MedranoAún no hay calificaciones
- Soluciones en telecomunicacionesDocumento3 páginasSoluciones en telecomunicacionesnoisi80100% (1)
- ONO Contact DetailsDocumento35 páginasONO Contact DetailsScutaru RazvanAún no hay calificaciones
- Wittur - Modernizacion de Puertas de Cabina (Automaticas)Documento4 páginasWittur - Modernizacion de Puertas de Cabina (Automaticas)edgaralexisbrandan100% (1)
- Manual de Instalacion Montaje de Antena Skyware 0.98Documento29 páginasManual de Instalacion Montaje de Antena Skyware 0.98Claudia Rodriguez Ronald BecerraAún no hay calificaciones
- Catálogo Cabeçotes LaminadoresDocumento468 páginasCatálogo Cabeçotes LaminadoresagameronAún no hay calificaciones
- GOODWE GW6000D-NS - Inversor de 6Kw Series NS-DNS-ESDocumento19 páginasGOODWE GW6000D-NS - Inversor de 6Kw Series NS-DNS-ESelectron1999Aún no hay calificaciones
- Manual Técnico - 615009999-1 - Rev0Documento181 páginasManual Técnico - 615009999-1 - Rev0deyvid fernando zarate muñozAún no hay calificaciones
- Directorio de ProveedoresDocumento61 páginasDirectorio de ProveedoresDennisRodríguezRojasAún no hay calificaciones
- Manual Plataforma Tijera 10 y 12 Mts Electrica Haulotte Mod. Compact 10 Compact 12Documento64 páginasManual Plataforma Tijera 10 y 12 Mts Electrica Haulotte Mod. Compact 10 Compact 12Raul Romero100% (1)
- VICTAULICDocumento108 páginasVICTAULICEliudAún no hay calificaciones
- D Pref Ef - Bb.andean 2014 PDF SDocumento276 páginasD Pref Ef - Bb.andean 2014 PDF SVansa BalsanAún no hay calificaciones
- VHF Controlada Por El Nuevo PLL 145170-2D de MotorolaDocumento21 páginasVHF Controlada Por El Nuevo PLL 145170-2D de MotorolaJose Cesar G. SouzaAún no hay calificaciones
- Catalogo Completo Vitaulic G-103-SPAL PDFDocumento248 páginasCatalogo Completo Vitaulic G-103-SPAL PDFSebastián Andrés Henríquez OlivaresAún no hay calificaciones
- TD Konturflex enDocumento71 páginasTD Konturflex enGello RomaniucAún no hay calificaciones
- Coti 2013-16Documento2 páginasCoti 2013-16Gustavo SuaznabarAún no hay calificaciones
- Manual Equippo Localizacion de Falla Megger ST25-30 - Ug - EslaDocumento72 páginasManual Equippo Localizacion de Falla Megger ST25-30 - Ug - EslaCesar SanmiguelAún no hay calificaciones
- Cajas de Distribución QDW - Cat1032Documento4 páginasCajas de Distribución QDW - Cat1032rhusseinpos4765Aún no hay calificaciones
- RevD Manual Compl SC5E MDB DUALDocumento35 páginasRevD Manual Compl SC5E MDB DUALbettdeki0% (1)
- Transmisor Inteligente de Presión: Con Control Pid IncorporadoDocumento66 páginasTransmisor Inteligente de Presión: Con Control Pid IncorporadoMario PatarroyoAún no hay calificaciones
- Catalogo Cableado Estructurado PDFDocumento32 páginasCatalogo Cableado Estructurado PDFbtoroAún no hay calificaciones
- ede84f45-bb02-4938-8ba1-ccc1e248c3d7Documento446 páginasede84f45-bb02-4938-8ba1-ccc1e248c3d7Carlos SilvaAún no hay calificaciones
- Capitulo0 IntroduccionDocumento8 páginasCapitulo0 IntroduccionAlberto MorenoAún no hay calificaciones
- Brouchure General Rogale SacDocumento7 páginasBrouchure General Rogale SacRichard De La PeñaAún no hay calificaciones
- MS GW - MS - User Manual-ESDocumento14 páginasMS GW - MS - User Manual-ESVictor Castiñeira AlonsoAún no hay calificaciones
- 02 Manual de Operación-EspañolDocumento308 páginas02 Manual de Operación-EspañolMiguel Ignacio Roman BarreraAún no hay calificaciones
- Guia Rapida Evo 192Documento8 páginasGuia Rapida Evo 192sebastian cabreraAún no hay calificaciones
- Catalogocompleto Ormco PDFDocumento155 páginasCatalogocompleto Ormco PDFgrisguzlAún no hay calificaciones
- Propuesta Economica Contingencia Constructora MaussaDocumento10 páginasPropuesta Economica Contingencia Constructora MaussacomprasAún no hay calificaciones
- CembreDocumento5 páginasCembrezaga76Aún no hay calificaciones
- Catalogo General June 16 2020 Web1 AVEDocumento468 páginasCatalogo General June 16 2020 Web1 AVEArcadio FernandezAún no hay calificaciones
- DAB Manual Del InstaladorDocumento164 páginasDAB Manual Del InstaladorSergio PérezAún no hay calificaciones
- XMIND Unity Maintenance Instructions 1.2c-ESDocumento51 páginasXMIND Unity Maintenance Instructions 1.2c-ESRodrigo SanchezAún no hay calificaciones
- Nota de Entrega 21-02274 ZeaDocumento1 páginaNota de Entrega 21-02274 ZeaJose OteroAún no hay calificaciones
- Comunicaciones industriales y WinCCDe EverandComunicaciones industriales y WinCCCalificación: 5 de 5 estrellas5/5 (4)
- Mantenimiento y reparación de instalaciones de telefonía y comunicación. ELES0108De EverandMantenimiento y reparación de instalaciones de telefonía y comunicación. ELES0108Aún no hay calificaciones
- Mantenimiento y reparación de instalaciones de antenas en edificios. ELES0108De EverandMantenimiento y reparación de instalaciones de antenas en edificios. ELES0108Aún no hay calificaciones
- Montaje y mantenimiento de instalaciones eléctricas de interior. ELEE0109De EverandMontaje y mantenimiento de instalaciones eléctricas de interior. ELEE0109Aún no hay calificaciones
- Montaje de instalaciones de telefonía y comunicación interior. ELES0108De EverandMontaje de instalaciones de telefonía y comunicación interior. ELES0108Aún no hay calificaciones
- Planificación y Control de ProyectosDe EverandPlanificación y Control de ProyectosCalificación: 5 de 5 estrellas5/5 (2)
- Mantenimiento de infraestructuras de redes locales de datos. ELES0209De EverandMantenimiento de infraestructuras de redes locales de datos. ELES0209Aún no hay calificaciones
- Montaje y mantenimiento de equipos de audio, video y telecomunicaciones. TMVG0209De EverandMontaje y mantenimiento de equipos de audio, video y telecomunicaciones. TMVG0209Calificación: 5 de 5 estrellas5/5 (1)
- Mantenimiento de sistemas telefónicos con centralitas de baja capacidad. ELES0209De EverandMantenimiento de sistemas telefónicos con centralitas de baja capacidad. ELES0209Aún no hay calificaciones
- Diagnóstico de averías y mantenimiento correctivo de sistemas domóticos e inmóticos. ELEM0111De EverandDiagnóstico de averías y mantenimiento correctivo de sistemas domóticos e inmóticos. ELEM0111Aún no hay calificaciones
- Montaje de sistemas telefónicos con centralitas de baja capacidad. ELES0209De EverandMontaje de sistemas telefónicos con centralitas de baja capacidad. ELES0209Aún no hay calificaciones
- Caracterización de los elementos y equipos básicos de instalaciones de telecomunicación en edificios. ELES0208De EverandCaracterización de los elementos y equipos básicos de instalaciones de telecomunicación en edificios. ELES0208Aún no hay calificaciones
- Comunicaciones - una introducción a las redes digitales de transmisión de datos y señales isócronasDe EverandComunicaciones - una introducción a las redes digitales de transmisión de datos y señales isócronasAún no hay calificaciones
- UF0466 - Testeo y verificación de equipos y periféricos microinformáticosDe EverandUF0466 - Testeo y verificación de equipos y periféricos microinformáticosAún no hay calificaciones
- Manual-reparacion-refrigeradoresDocumento107 páginasManual-reparacion-refrigeradoresMiguel RomanAún no hay calificaciones
- Sesión 2Documento39 páginasSesión 2Miguel Roman100% (1)
- 5 Tuberia-Y-SoldaduraDocumento16 páginas5 Tuberia-Y-SoldaduraMiguel RomanAún no hay calificaciones
- Diplomado en Refigeracion UNAMDocumento118 páginasDiplomado en Refigeracion UNAMMiguel RomanAún no hay calificaciones
- Herranienta de RefrigeraciónDocumento20 páginasHerranienta de RefrigeraciónMiguel RomanAún no hay calificaciones
- Temario - Refrigeracion - Nivel 8 - Reparacion de Sistemas de ReDocumento2 páginasTemario - Refrigeracion - Nivel 8 - Reparacion de Sistemas de ReMiguel RomanAún no hay calificaciones
- Temario - Refrigeracion - Nivel 3 - Reparacion de RefrigeradoresDocumento2 páginasTemario - Refrigeracion - Nivel 3 - Reparacion de RefrigeradoresMiguel RomanAún no hay calificaciones
- Temario - Refrigeracion - Nivel 5 - Reparacion de Sistemas de AiDocumento1 páginaTemario - Refrigeracion - Nivel 5 - Reparacion de Sistemas de AiMiguel RomanAún no hay calificaciones
- Presentacion CompresorDocumento69 páginasPresentacion CompresorMiguel RomanAún no hay calificaciones
- Catalogo Claisse AASDocumento2 páginasCatalogo Claisse AASMiguel RomanAún no hay calificaciones
- Temario - Refrigeracion - Nivel 6 - Reparacion de Sistemas de AiDocumento1 páginaTemario - Refrigeracion - Nivel 6 - Reparacion de Sistemas de AiMiguel RomanAún no hay calificaciones
- Temario - Refrigeracion - Nivel 7 - Reparacion de Sistemas de AiDocumento1 páginaTemario - Refrigeracion - Nivel 7 - Reparacion de Sistemas de AiMiguel RomanAún no hay calificaciones
- Folleto AAS OBLF-HERZOG 2022Documento2 páginasFolleto AAS OBLF-HERZOG 2022Miguel RomanAún no hay calificaciones
- Temario - Refrigeracion - Nivel 4 - Reparacion de Sistemas de AiDocumento1 páginaTemario - Refrigeracion - Nivel 4 - Reparacion de Sistemas de AiMiguel RomanAún no hay calificaciones
- Temario - Refrigeracion - Nivel 1 - Refrigeracion BasicaDocumento2 páginasTemario - Refrigeracion - Nivel 1 - Refrigeracion BasicaMiguel RomanAún no hay calificaciones
- CATS en EspañolDocumento2 páginasCATS en EspañolMiguel RomanAún no hay calificaciones
- Temario - Refrigeracion - Nivel 2 - Electricidad Aplicada A La RDocumento1 páginaTemario - Refrigeracion - Nivel 2 - Electricidad Aplicada A La RMiguel RomanAún no hay calificaciones
- Español White Paper - Q200 Particle Counter ComparisonsDocumento4 páginasEspañol White Paper - Q200 Particle Counter ComparisonsMiguel RomanAún no hay calificaciones
- Espectrometría de chispa: análisis de metales en 30 segundosDocumento2 páginasEspectrometría de chispa: análisis de metales en 30 segundosMiguel RomanAún no hay calificaciones
- AAS Soluciones en Preparación e Instrumentación (2018)Documento11 páginasAAS Soluciones en Preparación e Instrumentación (2018)Miguel RomanAún no hay calificaciones
- Catalogo TMSDocumento7 páginasCatalogo TMSMiguel RomanAún no hay calificaciones
- Baño Ultrasonico URDocumento3 páginasBaño Ultrasonico URMiguel RomanAún no hay calificaciones
- Presentación OBLF ModelosDocumento10 páginasPresentación OBLF ModelosMiguel RomanAún no hay calificaciones
- Expert Guide Sieving EsDocumento56 páginasExpert Guide Sieving EsMiguel RomanAún no hay calificaciones
- XRD Mill McCroneDocumento4 páginasXRD Mill McCroneMiguel RomanAún no hay calificaciones
- 2.2 Descripción Técnica HelosDocumento7 páginas2.2 Descripción Técnica HelosMiguel RomanAún no hay calificaciones
- Tamizadora AS 450 ControlDocumento4 páginasTamizadora AS 450 ControlMiguel RomanAún no hay calificaciones
- Reporte de Emisión de Documentos (Compras)Documento1 páginaReporte de Emisión de Documentos (Compras)Miguel RomanAún no hay calificaciones
- Registro proveedores Nyce LaboratoriosDocumento1 páginaRegistro proveedores Nyce LaboratoriosMiguel RomanAún no hay calificaciones
- Instalacion Valvula de CompuertaDocumento20 páginasInstalacion Valvula de CompuertaDY_3GOAún no hay calificaciones
- Diagrama de MollierDocumento34 páginasDiagrama de MollierMarinely Oviedo100% (1)
- Unidad Propiedad Herrera AndresDocumento13 páginasUnidad Propiedad Herrera AndresАндрес ХеррераAún no hay calificaciones
- Calculo Adt NPSH PotenciaDocumento8 páginasCalculo Adt NPSH PotenciaoccaccyaAún no hay calificaciones
- 02 Medición de Corriente Eléctrica y Ley de OhmDocumento8 páginas02 Medición de Corriente Eléctrica y Ley de OhmJHON KENNEDY LAUREANO MENAAún no hay calificaciones
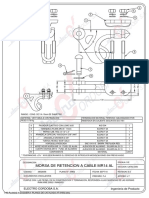
- Morsa Retencion 60°Documento1 páginaMorsa Retencion 60°Valen CastilloAún no hay calificaciones
- Elasticidad Tippens Fisica 7e Diapositivas 13Documento38 páginasElasticidad Tippens Fisica 7e Diapositivas 13ErikaAún no hay calificaciones
- Cálculo de líneas eléctricasDocumento58 páginasCálculo de líneas eléctricasLucía LeyAún no hay calificaciones
- Ladrillos construcción 40Documento3 páginasLadrillos construcción 40Gabriel Isaac Ssldaña HerreraAún no hay calificaciones
- Zapata Aislada (Z-6)Documento12 páginasZapata Aislada (Z-6)John MendoAún no hay calificaciones
- Catalogo Tecnocoat ENG ESPDocumento24 páginasCatalogo Tecnocoat ENG ESPTecnopol GroupAún no hay calificaciones
- Dosificación de Pastas y MorterosDocumento8 páginasDosificación de Pastas y MorterosJimmy Hurtado ValerioAún no hay calificaciones
- En Qué Consiste El Modelo de YoungDocumento12 páginasEn Qué Consiste El Modelo de YoungSebastian Salazar Oñate100% (1)
- Diseño estructural cubierta ring juzgamientoDocumento20 páginasDiseño estructural cubierta ring juzgamientoGustavo Chonlong AlcívarAún no hay calificaciones
- Material EsDocumento16 páginasMaterial EsMaría LeónAún no hay calificaciones
- Nueva línea SikaCem aditivos concretoDocumento38 páginasNueva línea SikaCem aditivos concretoJoel Rodrigo Salazar OlandaAún no hay calificaciones
- Ejercicios de Losas ArmadasDocumento16 páginasEjercicios de Losas ArmadasFanny Oralia Villegas LuisAún no hay calificaciones
- Imm 4Documento54 páginasImm 4Ariana GuillenAún no hay calificaciones
- Mejora infraestructura educativaDocumento13 páginasMejora infraestructura educativaDiego Rojas SanchezAún no hay calificaciones
- n14 A07Documento8 páginasn14 A07DiegoAlejandroLealHernandezAún no hay calificaciones
- Pre Supuesto Client eDocumento3 páginasPre Supuesto Client erolandoAún no hay calificaciones
- Influencia Mecanica en AceroDocumento6 páginasInfluencia Mecanica en AceroRuben Dario Mamani ArellanoAún no hay calificaciones
- Laminas y alambres galvanizados y acero inoxidableDocumento18 páginasLaminas y alambres galvanizados y acero inoxidableLeo NolascoAún no hay calificaciones
- Ensayo de Materiales - Analisis Por ChispaDocumento2 páginasEnsayo de Materiales - Analisis Por ChispaReflexion AndoAún no hay calificaciones
- La MaderaDocumento53 páginasLa MaderaCarlos EepardoAún no hay calificaciones
- ManufacturaDocumento2 páginasManufacturaAndres UchoAún no hay calificaciones
- Teoría de Fundaciones - Ejercicios Teóricos ResueltosDocumento13 páginasTeoría de Fundaciones - Ejercicios Teóricos ResueltosNat BAún no hay calificaciones
- Perfiles y Planchas de Acero 1Documento12 páginasPerfiles y Planchas de Acero 1Leonardy HuarocAún no hay calificaciones
- Propiedades y aplicaciones del acero enDocumento6 páginasPropiedades y aplicaciones del acero enMadeline CedeñoAún no hay calificaciones
- Cuestionario Unidad 4Documento14 páginasCuestionario Unidad 4eleazar albiter100% (1)