También podría gustarte
- Cricuitos de Comminucion y Molienda Operacion y Optimizacion 4Documento108 páginasCricuitos de Comminucion y Molienda Operacion y Optimizacion 4ericka7.Aún no hay calificaciones
- Diseño Izaje e Hinca de Pilotes Precolados en Muelles en ManzanilloDocumento61 páginasDiseño Izaje e Hinca de Pilotes Precolados en Muelles en ManzanilloRamses Junior Muñoz88% (8)
- Diseño Por Flexion de Perfiles SoldadosDocumento29 páginasDiseño Por Flexion de Perfiles SoldadosOscar JaimeAún no hay calificaciones
- Informe 1 Lamiando de ChapasDocumento10 páginasInforme 1 Lamiando de ChapasDennys Crhistian SCAún no hay calificaciones
- Diseño de Reservorio y DesarenadorDocumento6 páginasDiseño de Reservorio y DesarenadorRommel Bocanegra Rodríguez100% (1)
- SPAT IEEE STD 80 Malla de TierraDocumento9 páginasSPAT IEEE STD 80 Malla de TierraMarcelo Simbaña100% (1)
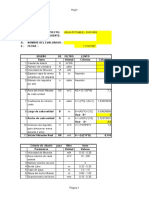
- Calculo de BombDocumento4 páginasCalculo de BombHaiky Erickson Diaz JulcaAún no hay calificaciones
- 1 Diseño AspersorDocumento34 páginas1 Diseño AspersorLuis Medina100% (1)
- Diseño de Filtro Lento-Ok!Documento1 páginaDiseño de Filtro Lento-Ok!Joel Cayao ZetaAún no hay calificaciones
- 01 Jarita San Pablo - RiegosDocumento35 páginas01 Jarita San Pablo - RiegosDEIMAN AUDEL YUPANQUI MIRANDAAún no hay calificaciones
- 9.0 Informe N°9 - Curva de TransiciónDocumento5 páginas9.0 Informe N°9 - Curva de TransiciónJessicaArhuireMamaniAún no hay calificaciones
- Diseño de Sistema de Riego Por AspersionDocumento16 páginasDiseño de Sistema de Riego Por AspersiondacromjAún no hay calificaciones
- Cálculos RS ContumazáDocumento84 páginasCálculos RS ContumazáJavier Ramirez VeraAún no hay calificaciones
- TamizadoDocumento16 páginasTamizadoao_arias100% (5)
- CALCULO RED AlcantarilladoDocumento3 páginasCALCULO RED Alcantarilladojeanc.choqueAún no hay calificaciones
- Diseño-de-Sistema-de-Riego-Por-Aspersion OriginalDocumento15 páginasDiseño-de-Sistema-de-Riego-Por-Aspersion OriginalPumita JoseAún no hay calificaciones
- Anexo 05 Calculo de Espigas y Aisladores - AAAC 35Documento5 páginasAnexo 05 Calculo de Espigas y Aisladores - AAAC 35Luis Cabrera PalaciosAún no hay calificaciones
- Ejercicio Extracción de Monóxido y Presurización de EscalerasDocumento10 páginasEjercicio Extracción de Monóxido y Presurización de EscalerasmeganemesisAún no hay calificaciones
- Puente Tipo Losa 12.5MDocumento26 páginasPuente Tipo Losa 12.5MJhino AntonyAún no hay calificaciones
- Calculo Amortiguadores P14Documento9 páginasCalculo Amortiguadores P14Dimas Andrade GutierresAún no hay calificaciones
- Ensayos de Las Unidades y Albañilería SimpleDocumento19 páginasEnsayos de Las Unidades y Albañilería SimpleLuis Alberto Segura TerronesAún no hay calificaciones
- Diseño de Malla de PerforaciónDocumento8 páginasDiseño de Malla de PerforaciónNELSON JESUS RAMOS ARMIJOSAún no hay calificaciones
- Diseño de Puente Tipo LosaDocumento11 páginasDiseño de Puente Tipo LosaPavelChancaPadilla50% (2)
- Filtro SedimentadorDocumento4 páginasFiltro SedimentadorBreynerthCondoriGranillaAún no hay calificaciones
- Ejemplo Puente Losa-LRFDDocumento53 páginasEjemplo Puente Losa-LRFDLuis Fernando Malca IbáñezAún no hay calificaciones
- Riego Por Goteo en VidDocumento7 páginasRiego Por Goteo en VidDeysi Rojas Oncebay100% (1)
- Filtro-Sedimentador OkDocumento38 páginasFiltro-Sedimentador OkLuis LkAún no hay calificaciones
- TREFILADO InformeDocumento7 páginasTREFILADO InformeHenrry Saravia EchevAún no hay calificaciones
- Calculo de AisladoresDocumento12 páginasCalculo de AisladoresCARLOS GABRIEL ROSADO HERRERAAún no hay calificaciones
- Ejercicios de SostenimientoDocumento26 páginasEjercicios de SostenimientoALEJANDRO GABRIEL ARIAS MAMANI100% (1)
- 1.00 FILTRO LENTO. Hidraulico AGOSTO 2020Documento24 páginas1.00 FILTRO LENTO. Hidraulico AGOSTO 2020Kike ChirinosAún no hay calificaciones
- Capitulo III de Diseño de PuentesDocumento100 páginasCapitulo III de Diseño de PuentesElvis Santiago EnriqueAún no hay calificaciones
- Diseño de PtapDocumento10 páginasDiseño de Ptapruth quispe lloccllaAún no hay calificaciones
- Calculo Estructural - Filtro Lento - V2Documento15 páginasCalculo Estructural - Filtro Lento - V2Miguel ParedesAún no hay calificaciones
- Filtro Lento AchinsuneDocumento23 páginasFiltro Lento Achinsunealberto camascaAún no hay calificaciones
- Calculos Abk N101Documento4 páginasCalculos Abk N101DenaibeliAún no hay calificaciones
- Trabajo Informatica1Documento5 páginasTrabajo Informatica1cristian palomino mendozaAún no hay calificaciones
- Reforzamiento Vigas A Flexion FRPDocumento24 páginasReforzamiento Vigas A Flexion FRPoscarAún no hay calificaciones
- Examen Diseño Mecánico (G) 2017-01-19Documento6 páginasExamen Diseño Mecánico (G) 2017-01-19jorgegtsparrowAún no hay calificaciones
- Camara de RejasDocumento4 páginasCamara de RejasWashington CalloapazaAún no hay calificaciones
- 9C-19 Un Canal U Pequeño y Poco Profundo de Bronce Cu-5Sn Se Lamina enDocumento12 páginas9C-19 Un Canal U Pequeño y Poco Profundo de Bronce Cu-5Sn Se Lamina enDilson BenitezAún no hay calificaciones
- Sistema de Riego Por AspersiónDocumento9 páginasSistema de Riego Por AspersiónOmar RiosAún no hay calificaciones
- Rip RapDocumento10 páginasRip RapDiego Alejandro Satizábal AlarcónAún no hay calificaciones
- Solucion Taller 2 AcueductosDocumento9 páginasSolucion Taller 2 AcueductosJorge Ivan Benitez GonzalezAún no hay calificaciones
- Calculo Excel Defensa RibereñaDocumento11 páginasCalculo Excel Defensa RibereñaSegundo Julio Castro Oruna100% (1)
- 054 Calculo Malla de Tierra Subestacion PrincipalDocumento15 páginas054 Calculo Malla de Tierra Subestacion Principalmayo100% (1)
- Laminacion de ChapasDocumento6 páginasLaminacion de ChapasJhuan Uchasara SihuayroAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Antenas verticales para bajas frecuencias: (MF y HF)De EverandAntenas verticales para bajas frecuencias: (MF y HF)Aún no hay calificaciones
- Banco de filtros: Información sobre las técnicas del banco de filtros de Computer VisionDe EverandBanco de filtros: Información sobre las técnicas del banco de filtros de Computer VisionAún no hay calificaciones
- Detector de bordes astuto: Revelando el arte de la percepción visualDe EverandDetector de bordes astuto: Revelando el arte de la percepción visualAún no hay calificaciones
- Filtro adaptativo: Mejora de la visión por computadora mediante filtrado adaptativoDe EverandFiltro adaptativo: Mejora de la visión por computadora mediante filtrado adaptativoAún no hay calificaciones
- Dinámica De Fluidos Computacional Para IngenierosDe EverandDinámica De Fluidos Computacional Para IngenierosCalificación: 4 de 5 estrellas4/5 (1)
- Problemas resueltos de Hidráulica de CanalesDe EverandProblemas resueltos de Hidráulica de CanalesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Ingeniería química. Soluciones a los problemas del tomo IDe EverandIngeniería química. Soluciones a los problemas del tomo IAún no hay calificaciones
- Modelado fenomenológico del proceso de combustión por difusión diéselDe EverandModelado fenomenológico del proceso de combustión por difusión diéselAún no hay calificaciones
- UF1670 - Reparación de equipos mecánicos y eléctricos de plantas de tratamiento de agua y plantas depuradorasDe EverandUF1670 - Reparación de equipos mecánicos y eléctricos de plantas de tratamiento de agua y plantas depuradorasCalificación: 5 de 5 estrellas5/5 (1)
- Cricuitos - de - Comminucion - y - Molienda - Operacion - y - Optimizacion 7Documento32 páginasCricuitos - de - Comminucion - y - Molienda - Operacion - y - Optimizacion 7ericka7.Aún no hay calificaciones
- Cricuitos - de - Comminucion - y - Molienda - Operacion - y - Optimizacion 6Documento24 páginasCricuitos - de - Comminucion - y - Molienda - Operacion - y - Optimizacion 6ericka7.Aún no hay calificaciones
- Cricuitos - de - Comminucion - y - Molienda - Operacion - y - Optimizacion 5Documento27 páginasCricuitos - de - Comminucion - y - Molienda - Operacion - y - Optimizacion 5ericka7.Aún no hay calificaciones
- Cricuitos - de - Comminucion - y - Molienda - Operacion - y - Optimizacion 3Documento109 páginasCricuitos - de - Comminucion - y - Molienda - Operacion - y - Optimizacion 3ericka7.Aún no hay calificaciones
- Cricuitos - de - Comminucion - y - Molienda - Operacion - y - Optimizacion 2Documento101 páginasCricuitos - de - Comminucion - y - Molienda - Operacion - y - Optimizacion 2ericka7.Aún no hay calificaciones
- Cricuitos de Comminucion y Molienda Operacion y Optimizacion 1Documento100 páginasCricuitos de Comminucion y Molienda Operacion y Optimizacion 1ericka7.Aún no hay calificaciones
- PlanResponsabilidadSocial BureauVeritas2020 LBDocumento9 páginasPlanResponsabilidadSocial BureauVeritas2020 LBericka7.Aún no hay calificaciones
- Cap 5 Tia MariaDocumento54 páginasCap 5 Tia Mariaericka7.Aún no hay calificaciones
- Ejercicio 3Documento4 páginasEjercicio 3alexAún no hay calificaciones
- 7.3 Keroseno y Aceite CrudoDocumento10 páginas7.3 Keroseno y Aceite CrudoIvoOne ParkerAún no hay calificaciones
- Algoritmo de KruskalDocumento19 páginasAlgoritmo de KruskalPabloValenciaAún no hay calificaciones
- Luis Kevin Quishpe Quilachamin EjerciciosDocumento10 páginasLuis Kevin Quishpe Quilachamin EjerciciosJairo JoelAún no hay calificaciones
- Abc MulticriterioDocumento20 páginasAbc MulticriterioYrvin Narro LucanoAún no hay calificaciones
- BASE ETS ORDINARIO 22-2 DEL 4-8 Julio LEE TMDocumento3 páginasBASE ETS ORDINARIO 22-2 DEL 4-8 Julio LEE TMgagliardiAún no hay calificaciones
- Normas Iram Acotamiento PDFDocumento44 páginasNormas Iram Acotamiento PDFtaniaAún no hay calificaciones
- Proceso de InvestigacionDocumento19 páginasProceso de InvestigacionKim Salazar ReyesAún no hay calificaciones
- Clase 9-28Documento4 páginasClase 9-28Sherly CruzAún no hay calificaciones
- Proyecto Modular Algoritmo.Documento4 páginasProyecto Modular Algoritmo.sergioAún no hay calificaciones
- ConjuntosDocumento2 páginasConjuntosDarkFredy MallmaAún no hay calificaciones
- Fuerzas de CorteDocumento9 páginasFuerzas de CorteDiana CarrilloAún no hay calificaciones
- 0 0 Modeloexamen 3 P Analisis Mat2º P GlobalDocumento5 páginas0 0 Modeloexamen 3 P Analisis Mat2º P GlobalFrancisco Martínez NavarroAún no hay calificaciones
- EAII 03 Version en LineaDocumento35 páginasEAII 03 Version en LineaIsaac ApaezAún no hay calificaciones
- Capitulo III (Marco Metodologico)Documento10 páginasCapitulo III (Marco Metodologico)francisco lopezAún no hay calificaciones
- Ejercicios Interés SimpleDocumento5 páginasEjercicios Interés SimpleFABRICIO ARMANDO CAPILLO JAQUEAún no hay calificaciones
- Informe Gestion de RiesgoDocumento6 páginasInforme Gestion de RiesgochuachupomaAún no hay calificaciones
- Guia Teorias Fisicas I Trabajo y Energía 3Documento6 páginasGuia Teorias Fisicas I Trabajo y Energía 3Paula :vAún no hay calificaciones
- Procesamiento de AlimentosDocumento322 páginasProcesamiento de AlimentosYuMdza100% (1)
- Cuaderno Virtual 3Documento99 páginasCuaderno Virtual 3Ivan0% (1)
- Tarea Semana 4 EstadisticaDocumento12 páginasTarea Semana 4 EstadisticaCarolina Ceballos LeónAún no hay calificaciones
- 06mecánica Cpo RígidoDocumento38 páginas06mecánica Cpo RígidoBrayan Padilla RomeroAún no hay calificaciones
- ImperativesDocumento10 páginasImperativesRebeca MorenoAún no hay calificaciones
- Difusión SeisDocumento8 páginasDifusión SeisSharon Camarillo peñaAún no hay calificaciones
- Ingeniería de Materiales Pensum Versión 5Documento5 páginasIngeniería de Materiales Pensum Versión 5Facultad de Ingeniería U de A67% (6)
- Diseño Termico Fin FanDocumento19 páginasDiseño Termico Fin FangadaywenAún no hay calificaciones
- Calculo Del Ciclo de Esterilización Por LoteDocumento4 páginasCalculo Del Ciclo de Esterilización Por LoteRocyGlezAún no hay calificaciones
- Avance de Tarea de Fundamentos MatematicosDocumento13 páginasAvance de Tarea de Fundamentos MatematicosDaniel RamirezAún no hay calificaciones
- Balotario de MatemáticaDocumento4 páginasBalotario de MatemáticaMariela Alejandra Machaca Perez50% (2)
- Relacion de La Matematica Con Otras CienciasDocumento16 páginasRelacion de La Matematica Con Otras CienciasMilagros M CeAún no hay calificaciones