También podría gustarte
- Sustitución de Revestimiento Duro en Herramientas EstabilizadorasDocumento7 páginasSustitución de Revestimiento Duro en Herramientas EstabilizadorasMarco V. ModumbaAún no hay calificaciones
- Trabajo Reductores de FriccionDocumento20 páginasTrabajo Reductores de FriccionRomuloJoseGuzmanMalpicaAún no hay calificaciones
- Básico de MotocompresoresDocumento5 páginasBásico de MotocompresoresandresAún no hay calificaciones
- Bombas HidraulicasDocumento28 páginasBombas HidraulicasJaho CignoniAún no hay calificaciones
- Fórmulas para cálculo de áreas, volúmenes y capacidadesDocumento60 páginasFórmulas para cálculo de áreas, volúmenes y capacidadesGerardo ReyesAún no hay calificaciones
- Normas aplicables a uniones bridadasDocumento19 páginasNormas aplicables a uniones bridadasJHON100% (1)
- Protocolo Experimental de Bola MarcadaDocumento7 páginasProtocolo Experimental de Bola MarcadaAnonymous QmT5xMPzG100% (1)
- Calculos para Sold. Gases y PinturaDocumento4 páginasCalculos para Sold. Gases y PinturaWillys Ambrocio LaraAún no hay calificaciones
- Especificaciones de terminales y conectores eléctricosDocumento6 páginasEspecificaciones de terminales y conectores eléctricosAlx RHAún no hay calificaciones
- Plancha Acero Antiabrasiva Brinar 400Documento1 páginaPlancha Acero Antiabrasiva Brinar 400Beto GalSa0% (1)
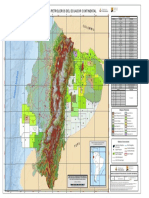
- Mapa Bloques Petroleros Actualizado en La WEB 25-09-2015Documento1 páginaMapa Bloques Petroleros Actualizado en La WEB 25-09-2015Luis Pol SistiAún no hay calificaciones
- SSHS8187 01 FESAA Monoblock CarpetaDocumento5 páginasSSHS8187 01 FESAA Monoblock CarpetaFredy ReyesAún no hay calificaciones
- Sustentacion de Aceros Aisi 410Documento29 páginasSustentacion de Aceros Aisi 410Peter CabreraAún no hay calificaciones
- KD CuarzoDocumento2 páginasKD CuarzodaphneAún no hay calificaciones
- Informe Tecnico Cilindro Hidraulico Boom Del ShiploaderDocumento7 páginasInforme Tecnico Cilindro Hidraulico Boom Del ShiploaderJavier CMAún no hay calificaciones
- Parámetros explosivos taco diámetroDocumento4 páginasParámetros explosivos taco diámetroJUAN GUILLERMO BEDOYA VERAAún no hay calificaciones
- Amef Turbinas FrancisDocumento4 páginasAmef Turbinas FrancisJesus HernandezAún no hay calificaciones
- Cómo Manejar Las Tablas de TorquesDocumento3 páginasCómo Manejar Las Tablas de TorquesOmar RuizAún no hay calificaciones
- Diseño de Gruas de Pedestal para Plataformas MarinasDocumento22 páginasDiseño de Gruas de Pedestal para Plataformas MarinasTomás CampoverdeAún no hay calificaciones
- Instalacion y Operación de Arbol de Estrangulación (Choke Manifold)Documento11 páginasInstalacion y Operación de Arbol de Estrangulación (Choke Manifold)Ulysses Jimenez100% (1)
- Capacitación Mallas IIDocumento32 páginasCapacitación Mallas IIRicardo VillarAún no hay calificaciones
- Guia N - 2 Mecánica FluidosDocumento11 páginasGuia N - 2 Mecánica FluidosnicoantimillaAún no hay calificaciones
- Procedimiento de Relleno de Ejes CDRDocumento3 páginasProcedimiento de Relleno de Ejes CDREider Perez100% (1)
- Trepano BicentricoDocumento8 páginasTrepano BicentricoJuan Miguel RobledoAún no hay calificaciones
- Cementacion de Un CasingDocumento195 páginasCementacion de Un CasingJose Alberto Alfonzo RodriguezAún no hay calificaciones
- 1006024-Alambre Fabco 115 0045 (12 MM) InduraDocumento2 páginas1006024-Alambre Fabco 115 0045 (12 MM) InduraMauricio Alexis Cubillos LaraAún no hay calificaciones
- Jefferson PDFDocumento109 páginasJefferson PDFMarianoAún no hay calificaciones
- Técnicas para tuberías y accesorios de desagüe en obras de SEDAPALDocumento1 páginaTécnicas para tuberías y accesorios de desagüe en obras de SEDAPALLuis CastañedaAún no hay calificaciones
- Corte TérmicoDocumento17 páginasCorte TérmicoJANOAún no hay calificaciones
- Catalogo Elliott Tool (Rolado)Documento44 páginasCatalogo Elliott Tool (Rolado)Andres Lopez100% (1)
- Procedimiento de Trabajo para Realizar Hot TapDocumento10 páginasProcedimiento de Trabajo para Realizar Hot TapDarioAún no hay calificaciones
- COMPRESSIONDocumento35 páginasCOMPRESSIONJimenez ArgenisAún no hay calificaciones
- Análisis FFT de Velocidad Bomba Amarilla Toma VerticalDocumento11 páginasAnálisis FFT de Velocidad Bomba Amarilla Toma VerticalDaniel Mena VegaAún no hay calificaciones
- Reporte de Liquidos Penetrantes PDFDocumento2 páginasReporte de Liquidos Penetrantes PDFAntoni Huaman LopezAún no hay calificaciones
- Proforma de Servicio: Fecha #21-173Documento1 páginaProforma de Servicio: Fecha #21-173Analy DiazAún no hay calificaciones
- Anexo BP Especificaciones Particulares (VF)Documento328 páginasAnexo BP Especificaciones Particulares (VF)Ver0190% (1)
- 02.05 Anexo C (Catalogo de Conceptos-Unidades de Medicion y Cantidad de Trabajo) Version 0Documento81 páginas02.05 Anexo C (Catalogo de Conceptos-Unidades de Medicion y Cantidad de Trabajo) Version 0Eduardo GironAún no hay calificaciones
- Filtos Tipo Canasta PDFDocumento9 páginasFiltos Tipo Canasta PDFLuby Mary PascuasAún no hay calificaciones
- Cis Connections & GradesDocumento33 páginasCis Connections & GradesM G CAún no hay calificaciones
- 04 Defectos en Piezas Mecánicas Medicion de Ejes AgujerosDocumento17 páginas04 Defectos en Piezas Mecánicas Medicion de Ejes AgujerosRaúl AnelAún no hay calificaciones
- Tigfil 316lg5 PDFDocumento1 páginaTigfil 316lg5 PDFRenzo TuestasAún no hay calificaciones
- Caracteristicas de EsparragosDocumento1 páginaCaracteristicas de EsparragosDamarisMartinezAún no hay calificaciones
- (256597860) Tabla Aceros para HerramientasDocumento3 páginas(256597860) Tabla Aceros para HerramientasMartinezAlanAún no hay calificaciones
- Anexos Técnicos 18575109-505-14Documento335 páginasAnexos Técnicos 18575109-505-14RominaAún no hay calificaciones
- Pipe20 Ssoe Comentarios 13ene2022Documento12 páginasPipe20 Ssoe Comentarios 13ene2022Alonso DIAZAún no hay calificaciones
- Literatura Tubrod 71 UltraDocumento1 páginaLiteratura Tubrod 71 Ultrael_tirano_regresa7359Aún no hay calificaciones
- TuberíaDocumento1 páginaTuberíajhampolrosalesAún no hay calificaciones
- Programa de Control de SolidosDocumento35 páginasPrograma de Control de SolidosJose Franklin MezaAún no hay calificaciones
- Historia Del RB y TUMIDocumento18 páginasHistoria Del RB y TUMIKevin Lazo VelizAún no hay calificaciones
- RegistroPSVPlantaFVCentroServicios1TanqueSeparador2Documento1 páginaRegistroPSVPlantaFVCentroServicios1TanqueSeparador2Inflales Camas Elasticas La PlataAún no hay calificaciones
- Bomba centrifuga Vogt manual de servicioDocumento20 páginasBomba centrifuga Vogt manual de servicioHernánIllanesAún no hay calificaciones
- Anexo 12 - Ficha Técnica VITON SHORE 90Documento2 páginasAnexo 12 - Ficha Técnica VITON SHORE 90Angela Perez100% (3)
- Parte I y II Pozos Estratigraficos Macolla 14 Y 16 REV1Documento112 páginasParte I y II Pozos Estratigraficos Macolla 14 Y 16 REV1Ralca RalcaAún no hay calificaciones
- Los Esfuerzos en La RoscaDocumento3 páginasLos Esfuerzos en La RoscaFREDYAún no hay calificaciones
- Credencial BMS Octubre 1Documento2 páginasCredencial BMS Octubre 1Maldonado CarlosAún no hay calificaciones
- OPTIMIZACION DE VIDA UTIL DE LAS BROCAS DE PERFORACIÓN - UNI 4FIGMMdocxDocumento42 páginasOPTIMIZACION DE VIDA UTIL DE LAS BROCAS DE PERFORACIÓN - UNI 4FIGMMdocxRENZO LEONARDO QUEREBALU GARCIAAún no hay calificaciones
- Diseño de Planta de Flotacion de Mineral de Cu-pb-Ag) de La Empresa Minera Colquisiri-1500 TMDDocumento15 páginasDiseño de Planta de Flotacion de Mineral de Cu-pb-Ag) de La Empresa Minera Colquisiri-1500 TMDAngel Chinchay MorenoAún no hay calificaciones
- Diferencias Entre La Produccion Con Liner Ranulado y Con Empaque de GravaDocumento43 páginasDiferencias Entre La Produccion Con Liner Ranulado y Con Empaque de GravaAnais Quevedo de Solano100% (1)
- NTC3938 (Cementos. Aparatos para La Determinación de Cambios de Longitud en Pasta de Cemento, Mortero y Concreto)Documento10 páginasNTC3938 (Cementos. Aparatos para La Determinación de Cambios de Longitud en Pasta de Cemento, Mortero y Concreto)Sergio Alejandro Suarez GallegoAún no hay calificaciones
- Soldaduras Utp Utp 7018Documento1 páginaSoldaduras Utp Utp 7018Eduardo ParraAún no hay calificaciones
- Soldaduras Utp Utp 7018Documento1 páginaSoldaduras Utp Utp 7018Eduardo ParraAún no hay calificaciones
- EstabilizadoresDocumento1 páginaEstabilizadoresgregorio diaz cornelioAún no hay calificaciones
- Recuperacion de BridasDocumento11 páginasRecuperacion de BridasAquiles MatosAún no hay calificaciones
- Soldadura TIGDocumento10 páginasSoldadura TIGgregorio diaz cornelioAún no hay calificaciones
- Leccion 22 Matpel EsbasDocumento13 páginasLeccion 22 Matpel EsbasSilvia Verónica Varillas FioriAún no hay calificaciones
- Aserrado y EsmeriladoDocumento7 páginasAserrado y EsmeriladoJose Luis Durazno (CHE DURAZNO)Aún no hay calificaciones
- HILTI 05 Sistemas de DiamanteDocumento6 páginasHILTI 05 Sistemas de DiamantecarlosAún no hay calificaciones
- El Mercado de Diamantes en PeruDocumento33 páginasEl Mercado de Diamantes en Peruaprenda_joyeriaAún no hay calificaciones
- Estandares Codigo JORCDocumento22 páginasEstandares Codigo JORCsurquisAún no hay calificaciones
- Trepanos PDCDocumento12 páginasTrepanos PDCJhoana Hurtado CáceresAún no hay calificaciones
- Piedras PreciosasDocumento4 páginasPiedras PreciosassencillitalindaykrismatikAún no hay calificaciones
- Geología de VenezuelaDocumento5 páginasGeología de VenezuelaStephania VillafañeAún no hay calificaciones
- Perforación rotatoria de pozos de aguaDocumento59 páginasPerforación rotatoria de pozos de aguaHéctor RodríguezAún no hay calificaciones
- ASIGNACION Molino de RodillosDocumento13 páginasASIGNACION Molino de RodillosMargarita Yaneth Cabrera MedranoAún no hay calificaciones
- MATERIALES: PROBLEMAS DEL CAPÍTULO 2.1Documento13 páginasMATERIALES: PROBLEMAS DEL CAPÍTULO 2.1JorgeAún no hay calificaciones
- Estudio de Las Piedras Preciosas - Walter ClossDocumento26 páginasEstudio de Las Piedras Preciosas - Walter Clossmaiten benavidez100% (1)
- Análisis Vulnerabilidad DiamanteDocumento13 páginasAnálisis Vulnerabilidad DiamanteEvelyn LopezAún no hay calificaciones
- CodigoJORC BVLDocumento22 páginasCodigoJORC BVLMiguel SanchezAún no hay calificaciones
- Enmarcar Un Cuadro - Leroy Merlin - Bricolaje, Construcción, Decoración, JardínDocumento6 páginasEnmarcar Un Cuadro - Leroy Merlin - Bricolaje, Construcción, Decoración, Jardíncronopio1988Aún no hay calificaciones
- Exploración con sondajes diamantinos: métodos, ventajas y costos de esta técnica de perforaciónDocumento18 páginasExploración con sondajes diamantinos: métodos, ventajas y costos de esta técnica de perforaciónGabriel Guzman ValdebenitoAún no hay calificaciones
- GEMAS1Documento47 páginasGEMAS1Cristina CovarrubiasAún no hay calificaciones
- Taladro de PerforacionDocumento57 páginasTaladro de PerforacionSamuel U100% (14)
- Tarea 2. Albañilería. Diana TorresDocumento18 páginasTarea 2. Albañilería. Diana TorresDiana TorresAún no hay calificaciones
- 1 DiamantesDocumento9 páginas1 DiamantesAraceli MarronAún no hay calificaciones
- Hartzenbusch, Juan Eugenio .-. Fabulas en Verso CastellanoDocumento67 páginasHartzenbusch, Juan Eugenio .-. Fabulas en Verso CastellanosinletrasAún no hay calificaciones
- SIMULACRODocumento24 páginasSIMULACROGissela Del Pilar MyAún no hay calificaciones
- La Talla de Las Piedras PreciosasDocumento27 páginasLa Talla de Las Piedras PreciosasEmma Aguero100% (1)
- Sunburst TenazitDocumento38 páginasSunburst TenazitGarcía AlbertoAún no hay calificaciones
- Manual de Instrucciones Juego de Mesa de Minecraft Version WORD Solo TextoDocumento6 páginasManual de Instrucciones Juego de Mesa de Minecraft Version WORD Solo TextoPedroAún no hay calificaciones
- Analisis de Modelos de Negocios ElectronicosDocumento4 páginasAnalisis de Modelos de Negocios ElectronicosJesus SánchezAún no hay calificaciones
- Piedras PreciosasDocumento4 páginasPiedras Preciosaspercy_sonic1010100% (3)
- Monografía ModeloDocumento37 páginasMonografía ModeloJOSE SEBASTIAN ESCALANTE JURADOAún no hay calificaciones
- Tipos de PerforaciónDocumento6 páginasTipos de PerforaciónNuntónNuñezLourdesAún no hay calificaciones
- El perfil del Joven de DiosDocumento43 páginasEl perfil del Joven de DiosNorkys salazarAún no hay calificaciones