También podría gustarte
- Endurecimiento Por DeformaciónDocumento4 páginasEndurecimiento Por DeformaciónJuanPerezAún no hay calificaciones
- Proteccion Contra El DeterioroDocumento10 páginasProteccion Contra El DeterioroAlfredoAún no hay calificaciones
- Tratamiento Térmico de Metales y No MetalesDocumento15 páginasTratamiento Térmico de Metales y No MetalesMickey HDAún no hay calificaciones
- Diseño y Conformacion de MoldesDocumento11 páginasDiseño y Conformacion de MoldesAngel L. MoralesAún no hay calificaciones
- Trabajo de FundicionDocumento21 páginasTrabajo de FundicionMiguel Huallpa HAún no hay calificaciones
- 05 Procesos Neumáticos de Aceración Bessemer y Siemens MartinDocumento10 páginas05 Procesos Neumáticos de Aceración Bessemer y Siemens MartinChristian Huerta SolanoAún no hay calificaciones
- Solidificación Del Estado Amorfo Concepto General de Sólido AmorfoDocumento9 páginasSolidificación Del Estado Amorfo Concepto General de Sólido AmorfoMartín MaciasAún no hay calificaciones
- DendritasDocumento3 páginasDendritasGOTTTEUFELAún no hay calificaciones
- Clasificacion de Los Procesos de FabricacionDocumento8 páginasClasificacion de Los Procesos de FabricacionJorge Marshall Matthers100% (1)
- Aluminio Serie 7xxxDocumento12 páginasAluminio Serie 7xxxAnonymous 23mojLPD0Aún no hay calificaciones
- Como Selecionar El Horno AdecuadoDocumento48 páginasComo Selecionar El Horno AdecuadoSalvador Tovar FranciscoAún no hay calificaciones
- Laminacion de FormasDocumento31 páginasLaminacion de FormasMartin PriMarAún no hay calificaciones
- Defectos de FundicionDocumento7 páginasDefectos de FundicionSkaupAún no hay calificaciones
- Endurecimiento Por Envejecimiento Por Precipitación Del Aluminio CobreDocumento2 páginasEndurecimiento Por Envejecimiento Por Precipitación Del Aluminio CobreJhonny MillánAún no hay calificaciones
- Práctica Forja CincelDocumento5 páginasPráctica Forja CincelAdan Barrera100% (1)
- Soldadura Por Gases (Informe)Documento14 páginasSoldadura Por Gases (Informe)Julitza MierezAún no hay calificaciones
- Fundición en Moldes MetálicosDocumento3 páginasFundición en Moldes MetálicosArmando DiazAún no hay calificaciones
- Forjado y Templado de Un CincelDocumento11 páginasForjado y Templado de Un CincelFrancisco Vargas Glez100% (2)
- CobrizadoDocumento6 páginasCobrizadoKuroi Tenshi100% (1)
- Alto Horno EléctricoDocumento3 páginasAlto Horno EléctricoMiguel De La CruzAún no hay calificaciones
- Cold Box and Hot BoxDocumento139 páginasCold Box and Hot BoxDavid Alejandro Perales PeralesAún no hay calificaciones
- Equipo Mecanico de MoldeoDocumento14 páginasEquipo Mecanico de Moldeoemifer167% (3)
- Preguntas de Rociado TérmicoDocumento4 páginasPreguntas de Rociado TérmicoManuel OcolaAún no hay calificaciones
- Procesos de Fundición y Vacíado.Documento69 páginasProcesos de Fundición y Vacíado.ReyKiremAún no hay calificaciones
- Metodos de Prueba de Termofluencia.Documento3 páginasMetodos de Prueba de Termofluencia.luis antonio sanchez gutzAún no hay calificaciones
- El Proceso CASDocumento5 páginasEl Proceso CASYoshita MartinezAún no hay calificaciones
- Sistema de Colada (Fundición)Documento45 páginasSistema de Colada (Fundición)Diego Beltrán100% (1)
- Microestructura Del CobreDocumento6 páginasMicroestructura Del CobreLoida TancaylloAún no hay calificaciones
- Multiplicación de DislocacionesDocumento32 páginasMultiplicación de DislocacionesLesly LeyvaAún no hay calificaciones
- El Plomo y Sus AleacionesDocumento15 páginasEl Plomo y Sus AleacionesJorge GutiérrezAún no hay calificaciones
- PulvimetalurgiaDocumento12 páginasPulvimetalurgiaJulio Cesar Trejos Carrillo100% (1)
- Forjado y TempladoDocumento8 páginasForjado y TempladoIvan MelendezAún no hay calificaciones
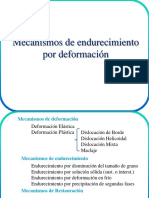
- Mecanismos de Endurecimiento Por DeformaciónDocumento53 páginasMecanismos de Endurecimiento Por DeformaciónJr Colmenares50% (2)
- Tipos de Llamas en La Soldadura A GasDocumento3 páginasTipos de Llamas en La Soldadura A GasCarlos Antonio Osorio0% (1)
- Práctica No.3 (Normalizado)Documento4 páginasPráctica No.3 (Normalizado)Alexis MuñozAún no hay calificaciones
- Practica de FundiciónDocumento13 páginasPractica de FundiciónAiramHC92100% (1)
- Arenas y AglutinantesDocumento11 páginasArenas y AglutinantesJaime Omar Cruz VejarAún no hay calificaciones
- 11 Procesos de FundiciónDocumento13 páginas11 Procesos de Fundiciónrobinson de jesus padilla canedo100% (1)
- Introduccion Colada Continua de PlanchonesDocumento8 páginasIntroduccion Colada Continua de PlanchonesJuan Jose ClavijoAún no hay calificaciones
- Metalografía y Microestructuras de Cobre y Sus AleacionesDocumento45 páginasMetalografía y Microestructuras de Cobre y Sus AleacionesJose Plasencia Briceño88% (8)
- Modulo 4 T1 Sistemas de Colada PDFDocumento21 páginasModulo 4 T1 Sistemas de Colada PDFfedeAún no hay calificaciones
- Ataque QuimicoDocumento7 páginasAtaque QuimicoJuan Carlos BernalAún no hay calificaciones
- Influencia en Los Elementos Aleantes en Las FundicionesDocumento14 páginasInfluencia en Los Elementos Aleantes en Las FundicionesFreddy Moe Moe FelizAún no hay calificaciones
- Informe de Fundición de Aluminio en Molde de Arena VerdeDocumento12 páginasInforme de Fundición de Aluminio en Molde de Arena Verdejuan gomezAún no hay calificaciones
- 4.1 Mecanismos de EndurecimientoDocumento7 páginas4.1 Mecanismos de Endurecimientoalfonso garciaAún no hay calificaciones
- Introduccion A La Fundicion en Arena PDFDocumento30 páginasIntroduccion A La Fundicion en Arena PDFJulOr'XR100% (1)
- Proceso de LaminacionDocumento9 páginasProceso de LaminacionsupersonicogtAún no hay calificaciones
- Fundición en Molde Semi-PermanenteDocumento5 páginasFundición en Molde Semi-PermanenteStravagganza Oz0% (3)
- Elastómeros DienicosDocumento19 páginasElastómeros DienicosGustavo Alonso Luévanos ArizmendiAún no hay calificaciones
- 13.5 Diversos Procesos Y Molinos de LaminaciónDocumento5 páginas13.5 Diversos Procesos Y Molinos de LaminaciónJulio AlmanzaAún no hay calificaciones
- Capitulo 5 - Gases PDFDocumento149 páginasCapitulo 5 - Gases PDFcarlosAún no hay calificaciones
- Preguntas de Repaso Capitulo 11Documento7 páginasPreguntas de Repaso Capitulo 11tortugon00733% (3)
- Comparación Entre Materiales Dúctiles y Materiales FrágilesDocumento5 páginasComparación Entre Materiales Dúctiles y Materiales FrágilesMiguel Eguizabal MendozaAún no hay calificaciones
- NormalizadoDocumento5 páginasNormalizadoserchrock-jan988100% (1)
- Recocido y Normalizado ACERO 01Documento6 páginasRecocido y Normalizado ACERO 01Jose Aderlin Mejia Campos100% (1)
- Cementado, Templado y Revenido AISI 1018Documento31 páginasCementado, Templado y Revenido AISI 1018Ronaldo100% (1)
- Moldeo en Arena VerdeDocumento6 páginasMoldeo en Arena VerdeSanchez AndresAún no hay calificaciones
- Preparacion de Moldes en ArenaDocumento6 páginasPreparacion de Moldes en Arenajose250688Aún no hay calificaciones
- Moldeo en Arena VerdeDocumento7 páginasMoldeo en Arena VerdejdavidcvAún no hay calificaciones
- Moldeo en Arena VerdeDocumento16 páginasMoldeo en Arena VerdePuma Ayquipa Angel LuisAún no hay calificaciones
- Informe SEMDocumento9 páginasInforme SEMFabricio Castillo Avilez0% (1)
- Hidrólisis de CarbohidratosDocumento7 páginasHidrólisis de CarbohidratosGänon AbrahamAún no hay calificaciones
- DQODocumento5 páginasDQODuvan IbarguenAún no hay calificaciones
- Informe Cresta DelgadaDocumento4 páginasInforme Cresta DelgadaAndres Escorcia100% (1)
- Taller-1-SOLUCIONES-VOLUMETRÍA-GRAVIMETRÍA (Pre-Parcial)Documento3 páginasTaller-1-SOLUCIONES-VOLUMETRÍA-GRAVIMETRÍA (Pre-Parcial)Carol Julieth Lopez Castillo0% (1)
- Cómo Hacer Que El Corazón de Cristal Bórax Día de San ValentínDocumento4 páginasCómo Hacer Que El Corazón de Cristal Bórax Día de San ValentínMarcela Montes ChinchillaAún no hay calificaciones
- WC TT12SAR1 User ManualDocumento16 páginasWC TT12SAR1 User Manualhoracio diazAún no hay calificaciones
- 1control de CalidadDocumento50 páginas1control de Calidadmat_13625968Aún no hay calificaciones
- Ponderales 3esoDocumento2 páginasPonderales 3esoDavid Rodríguez-Estecha ÁlvarezAún no hay calificaciones
- Diseño Molecular Asistido Por OrdenadorDocumento9 páginasDiseño Molecular Asistido Por OrdenadorAdrian GuevaraAún no hay calificaciones
- Momento de InerciaDocumento9 páginasMomento de InerciaHuberDíazAún no hay calificaciones
- Destilacion Simple y FraccionadaDocumento6 páginasDestilacion Simple y FraccionadaSthefanía Elizabeth TisalemaAún no hay calificaciones
- Lixiviacion (Piritas Auriferas)Documento99 páginasLixiviacion (Piritas Auriferas)CRUZ QUICAÑA OVIDIO JAIMEAún no hay calificaciones
- Acidez CafeDocumento9 páginasAcidez CafealeeAún no hay calificaciones
- Ficha Técnica de ToldoDocumento3 páginasFicha Técnica de ToldoMax SdAún no hay calificaciones
- Guia Autoaprendizaje Estudiante 1er Bto Ciencia f3 s8Documento7 páginasGuia Autoaprendizaje Estudiante 1er Bto Ciencia f3 s8Ana HernandezAún no hay calificaciones
- Yaciminetos de La Mineria No Metalica en BoliviaDocumento6 páginasYaciminetos de La Mineria No Metalica en BoliviaesperossyAún no hay calificaciones
- PisosDocumento24 páginasPisosWendy SandovalAún no hay calificaciones
- Tarea 5-Transformacion de La MateriaDocumento2 páginasTarea 5-Transformacion de La MateriaYol EnríquezAún no hay calificaciones
- M.D. General - CPNP CáceresDocumento168 páginasM.D. General - CPNP CáceresAlberto BarretoAún no hay calificaciones
- Solución de Ecuaciones No LinealesDocumento16 páginasSolución de Ecuaciones No LinealesdahiAún no hay calificaciones
- Desperdicio en La Onduladora PDFDocumento64 páginasDesperdicio en La Onduladora PDFwepa2006Aún no hay calificaciones
- Inspeccion Visual Modulo 2.revision 1pDocumento58 páginasInspeccion Visual Modulo 2.revision 1pPercyAlexanderAún no hay calificaciones
- Cemento Polpaico 400Documento4 páginasCemento Polpaico 400Alexandra Sofía León ÁlvarezAún no hay calificaciones
- Rendimiento y Aracteristicas Fisicoquimicas de Aceite Esencial de CedronDocumento84 páginasRendimiento y Aracteristicas Fisicoquimicas de Aceite Esencial de CedronJose espinozaAún no hay calificaciones
- 5-Especificaciones Técnicas - Cubierta CanchaDocumento21 páginas5-Especificaciones Técnicas - Cubierta CanchaJosé QuilambaquiAún no hay calificaciones
- Trabajo de SuelosDocumento68 páginasTrabajo de SuelosAlvaro GabrielAún no hay calificaciones
- Informe 1Documento5 páginasInforme 1Karen GrijalvaAún no hay calificaciones
- Norma Cadafe - Cables Ttu y THW de CobreDocumento15 páginasNorma Cadafe - Cables Ttu y THW de Cobrebasilio1a100% (3)