También podría gustarte
- Prontuario de metales: Tablas para la industria metalúrgicaDe EverandProntuario de metales: Tablas para la industria metalúrgicaCalificación: 1 de 5 estrellas1/5 (1)
- Wpq-Curso-2015Documento71 páginasWpq-Curso-2015Limbert Ramos RicaldeAún no hay calificaciones
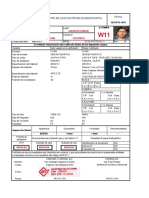
- w11 Renato CruzDocumento1 páginaw11 Renato CruzAlexander CangaAún no hay calificaciones
- Diagn Sec Manif 5125 406 256 5K ParkerWelboreDocumento1 páginaDiagn Sec Manif 5125 406 256 5K ParkerWelboreJOSE FRANCISCO RIVERA RODRIGUEZAún no hay calificaciones
- Rooc BalbinDocumento2 páginasRooc BalbinCarlos Lluen AquinoAún no hay calificaciones
- Calificacion de SoldadoresDocumento1 páginaCalificacion de SoldadoresAlexander Canga100% (2)
- PDF Check List de Racks - CompressDocumento1 páginaPDF Check List de Racks - Compressauxadministrativo administrativoAún no hay calificaciones
- Wps Rina ListoDocumento2 páginasWps Rina ListoKleyjarhCorreaAún no hay calificaciones
- WPQ Arguelles GongoraDocumento1 páginaWPQ Arguelles GongoraMaldonado CarlosAún no hay calificaciones
- Ser-2890024-Pro19-016 Especificación Del Procedimiento de Soldadura (Wps y PQR) Según Asme Ix Rev. CDocumento23 páginasSer-2890024-Pro19-016 Especificación Del Procedimiento de Soldadura (Wps y PQR) Según Asme Ix Rev. CDiego CatacoraAún no hay calificaciones
- SKFN0066 - Reporte de Inspeccion Pilotes - Faja Tripper - 18-01-2023Documento12 páginasSKFN0066 - Reporte de Inspeccion Pilotes - Faja Tripper - 18-01-2023OSCAR DAGA CARAVANTESAún no hay calificaciones
- Solicitud de RTDocumento1 páginaSolicitud de RTTomas OrtizAún no hay calificaciones
- Catálogo de Peças Rolo DYNAPAC CA250Documento243 páginasCatálogo de Peças Rolo DYNAPAC CA250EriveltonMedeiroscosta100% (3)
- Tabla Comparativa Niple CosascoDocumento10 páginasTabla Comparativa Niple CosascoRaymundo GarciaAún no hay calificaciones
- WPS GR 11 20Documento2 páginasWPS GR 11 20cesar gonzalez barriosAún no hay calificaciones
- 1.FPEJ-CO-026.01Rev. 00 Protocolo de Baranda MetalicasDocumento1 página1.FPEJ-CO-026.01Rev. 00 Protocolo de Baranda MetalicasWilson ChanduviAún no hay calificaciones
- Miguel Ortega ZeladaDocumento2 páginasMiguel Ortega ZeladaCarlos Lluen AquinoAún no hay calificaciones
- Hoja de Datos Transmisor de Nivel Tipo Radar (LT)Documento2 páginasHoja de Datos Transmisor de Nivel Tipo Radar (LT)Juan Carlos GarciaAún no hay calificaciones
- WPQ MacroservicioDocumento5 páginasWPQ MacroservicioMaldonado CarlosAún no hay calificaciones
- WPQ Pemex Julio 2014Documento2 páginasWPQ Pemex Julio 2014UltrasonidoIndustrialMonclovaSendyccaAún no hay calificaciones
- Otero Industrial 2019 2020 PDFDocumento62 páginasOtero Industrial 2019 2020 PDFJunniorAún no hay calificaciones
- WPQ SMAW 6G-NHCh93-2023Documento2 páginasWPQ SMAW 6G-NHCh93-2023William ŽfAún no hay calificaciones
- 8310 MAT 01201 - Rev1Documento16 páginas8310 MAT 01201 - Rev1Edwar ZamoraAún no hay calificaciones
- ET-12-LM Listas de Materiales 03Documento37 páginasET-12-LM Listas de Materiales 03Hanzel RodriguezAún no hay calificaciones
- B.O.P. ImportanteDocumento40 páginasB.O.P. ImportanteCesar CasielloAún no hay calificaciones
- Diseño CizallaDocumento122 páginasDiseño CizallaHector HectorAún no hay calificaciones
- ML Protocolo Acero, Encofrado y Vaciado de ConcretoDocumento1 páginaML Protocolo Acero, Encofrado y Vaciado de ConcretoJessica CabreraAún no hay calificaciones
- Introduccion Basica Al Codigo Asme Ix-API 1104 y Aws d1.1Documento35 páginasIntroduccion Basica Al Codigo Asme Ix-API 1104 y Aws d1.1Arnold Ochochoque Arcos100% (1)
- Est 3 Atención y ConcentraciónDocumento41 páginasEst 3 Atención y ConcentraciónAngie AlexandraAún no hay calificaciones
- Procedimiento de Soldadura WPS #114-M y PQR #114Documento24 páginasProcedimiento de Soldadura WPS #114-M y PQR #114Dante Danilo Peñafiel ArenasAún no hay calificaciones
- Empaques Tipo R - BXDocumento0 páginasEmpaques Tipo R - BXedif_constrAún no hay calificaciones
- A4 Radio Concavo - 1Documento2 páginasA4 Radio Concavo - 1Nicolas FiumaraAún no hay calificaciones
- 11 TrabesDocumento44 páginas11 TrabesangelicalbotacioaAún no hay calificaciones
- Especificacion A51ADocumento3 páginasEspecificacion A51ARuben RuizAún no hay calificaciones
- Sabes Cual Es El Largo de Tu Manguerote o Kelly House 1596245865Documento11 páginasSabes Cual Es El Largo de Tu Manguerote o Kelly House 1596245865OscarAún no hay calificaciones
- Fresadora - InspeccionesDocumento2 páginasFresadora - Inspeccioneslekos21Aún no hay calificaciones
- WPQ FCAW-W03 BryanDocumento1 páginaWPQ FCAW-W03 BryanWilliam Alexander Suntaxi PaucarAún no hay calificaciones
- Código ASME Sección IX - Danfer de La CruzDocumento90 páginasCódigo ASME Sección IX - Danfer de La CruzWalther Larico100% (1)
- Bridas Hidráulicas para Alta Presión - Parker HannifinDocumento1 páginaBridas Hidráulicas para Alta Presión - Parker HannifinJOSE ANTONIO MARTINEZ MORALESAún no hay calificaciones
- Data Sheet-011 - Valvula Compuerta 2-SciDocumento5 páginasData Sheet-011 - Valvula Compuerta 2-Scicreyesdear3978Aún no hay calificaciones
- 117 Rev. Y - ESDocumento6 páginas117 Rev. Y - ESJavier Michel Esteban ViñegasAún no hay calificaciones
- Formato TapasDocumento3 páginasFormato TapasjesusAún no hay calificaciones
- Elementos RoscadosDocumento15 páginasElementos RoscadosGustavo TecheiraAún no hay calificaciones
- Os17 DT K 002 - 0Documento6 páginasOs17 DT K 002 - 0Mauricio Sanchez VivancoAún no hay calificaciones
- 05-32-06-015 MM-20 Compresor de Aire Pa-3500abc y Compresor Aire de Arranque Pa-3505Documento300 páginas05-32-06-015 MM-20 Compresor de Aire Pa-3500abc y Compresor Aire de Arranque Pa-3505Maricruz OlivarAún no hay calificaciones
- Hoja de Datos Valvula CheckDocumento1 páginaHoja de Datos Valvula Checkrodolfo yana100% (1)
- INFORME NDT N°003-2022 - Ferrosalt S.A.Documento19 páginasINFORME NDT N°003-2022 - Ferrosalt S.A.Ingenieria SuministroAún no hay calificaciones
- Eps Sermafloca 00 01Documento2 páginasEps Sermafloca 00 01Marvin William Montes CristoAún no hay calificaciones
- Raf 22438Documento1 páginaRaf 22438Anthony graciano leyvaAún no hay calificaciones
- NOM-011 AnclasDocumento4 páginasNOM-011 AnclasJORGE SERRANOAún no hay calificaciones
- GFPI-F-135 - Guia - de - Aprendizaje SimbolDocumento25 páginasGFPI-F-135 - Guia - de - Aprendizaje SimbolInspectores BogotaAún no hay calificaciones
- Fusibles Tipo K T HDocumento5 páginasFusibles Tipo K T HCristianrojaschambi ChispassAún no hay calificaciones
- Registro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015Documento2 páginasRegistro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015antony bolivarAún no hay calificaciones
- FT - Sprinkler K5.6 - ReliableDocumento7 páginasFT - Sprinkler K5.6 - ReliableEdward RoldanAún no hay calificaciones
- UntitledDocumento9 páginasUntitledRosalino JimenezAún no hay calificaciones
- GrunfosDocumento20 páginasGrunfosOperador salacalderasAún no hay calificaciones
- Hoja de Datos Valvula Cameron-Trim 216Documento1 páginaHoja de Datos Valvula Cameron-Trim 216Armando Torres Velazquez100% (1)
- Forma 6 CRDocumento22 páginasForma 6 CRSergioGuerreroAún no hay calificaciones
- Check List Lineas de Vida - Copia (Autoguardado)Documento24 páginasCheck List Lineas de Vida - Copia (Autoguardado)elizabethAún no hay calificaciones
- PREGUNTAS API en Blanco (Ok)Documento9 páginasPREGUNTAS API en Blanco (Ok)MarceloToccoAún no hay calificaciones
- Preguntas 2 Cuestionario Preguntas GeneralesDocumento11 páginasPreguntas 2 Cuestionario Preguntas GeneralesMarceloToccoAún no hay calificaciones
- IntroducASME B 31Documento65 páginasIntroducASME B 31MarceloTocco100% (1)
- Traducción UW-40 y UCS-56Documento12 páginasTraducción UW-40 y UCS-56MarceloToccoAún no hay calificaciones
- Información Aceros Inoxidables y PlásticosDocumento24 páginasInformación Aceros Inoxidables y PlásticosMarceloToccoAún no hay calificaciones
- Ds 10687307Documento4 páginasDs 10687307felipeAún no hay calificaciones
- Act. 01 - Semana 28-TerceroDocumento5 páginasAct. 01 - Semana 28-TerceroCarolina Silva GonzálezAún no hay calificaciones
- Informe Tecnico Mantenimiento de Grupo Sede CentralDocumento4 páginasInforme Tecnico Mantenimiento de Grupo Sede CentralStefanySanchezAún no hay calificaciones
- INFORME DE LABORATORIO Fuerza CentripetaDocumento6 páginasINFORME DE LABORATORIO Fuerza CentripetaAlejandro SaraviaAún no hay calificaciones
- Preguntas 5-9 S13 BDocumento5 páginasPreguntas 5-9 S13 BGabrielAún no hay calificaciones
- Ley de Snell y La Reflexión TotalDocumento10 páginasLey de Snell y La Reflexión TotalManuel RoblesAún no hay calificaciones
- Informe 1. Ley de OhmDocumento10 páginasInforme 1. Ley de OhmDIEGO DELGADILLO CALLEAún no hay calificaciones
- Conferencia Fisuras en El ConcretoDocumento102 páginasConferencia Fisuras en El ConcretocorneliortizAún no hay calificaciones
- 1 Fundamentos de Flujos de FluidosDocumento48 páginas1 Fundamentos de Flujos de FluidosSt3v3n AcostaAún no hay calificaciones
- Figuras PlanasDocumento6 páginasFiguras PlanasandreaAún no hay calificaciones
- Capitulo 9 - Recta - R2 - R3Documento63 páginasCapitulo 9 - Recta - R2 - R3Jonatan Jairo CruzAún no hay calificaciones
- Material de Trabajo S04Documento56 páginasMaterial de Trabajo S04Daniel Castillo - DaniProfeAún no hay calificaciones
- Flexión SimpleDocumento40 páginasFlexión SimpleAmerico FloresAún no hay calificaciones
- Guía #03 Undécimo FísicaDocumento2 páginasGuía #03 Undécimo FísicaFabián Andrés Durán Flórez0% (1)
- Guia Del Proyecto Quimestral 2do Bachillerato Bgu y Tecnico Semana 1 ValeDocumento8 páginasGuia Del Proyecto Quimestral 2do Bachillerato Bgu y Tecnico Semana 1 Valemalonne meroAún no hay calificaciones
- Amplifcación de Momentos en Columnas Con Desplazamiento LateralDocumento2 páginasAmplifcación de Momentos en Columnas Con Desplazamiento LateralFrancisco Alciviades Buñay ReinosoAún no hay calificaciones
- Notas de Clase Funciones de Varias Variables (Dominio, Curvas de Nivel y Límites)Documento9 páginasNotas de Clase Funciones de Varias Variables (Dominio, Curvas de Nivel y Límites)Santiago Ospina RivasAún no hay calificaciones
- REPASSODocumento2 páginasREPASSOPERCY TORRES AVALOSAún no hay calificaciones
- Características Físicas y Químicas de Las Aguas OceánicasDocumento9 páginasCaracterísticas Físicas y Químicas de Las Aguas OceánicasJose Luis Inga QuiñonezAún no hay calificaciones
- AAAAAAAAAAAAAADocumento15 páginasAAAAAAAAAAAAAAninelAún no hay calificaciones
- Termodinámica Técnica - Carlos A. GarcíaDocumento349 páginasTermodinámica Técnica - Carlos A. GarcíaTalita CumiAún no hay calificaciones
- Capitulo 2Documento16 páginasCapitulo 2Charly MontañoAún no hay calificaciones
- 2018 Manuel-De-Taller 250 300-2T SE FactoryDocumento70 páginas2018 Manuel-De-Taller 250 300-2T SE FactoryGustavo FajardoAún no hay calificaciones
- Guia de Mate 3Documento21 páginasGuia de Mate 3Luis Aaron Ventura MelendezAún no hay calificaciones
- Preinforme Calor EspecificoDocumento3 páginasPreinforme Calor EspecificoJOHAN ESTIVEN PEREZ SOTO0% (1)
- Practica 1 Terminado Aire AcondicionadoDocumento13 páginasPractica 1 Terminado Aire AcondicionadoPamelaAún no hay calificaciones
- Nomenclatura de Compuestos Químicos Inorgánicos - AnhídridosDocumento2 páginasNomenclatura de Compuestos Químicos Inorgánicos - AnhídridosAlexandraAún no hay calificaciones
- Aplicacion de Un ColumpioDocumento15 páginasAplicacion de Un ColumpioEtwon MirreyAún no hay calificaciones
- TEMARIODocumento4 páginasTEMARIOGUTARRA QUISPE OSCAR ALEXANDERAún no hay calificaciones
- Angeles Villon Adsorcion Cadmio Plomo CafeDocumento92 páginasAngeles Villon Adsorcion Cadmio Plomo CafeCHAVEZ VERGARA CRISTHIAN RICHARDAún no hay calificaciones