También podría gustarte
- Examen Parcial de Control 2014-IIDocumento3 páginasExamen Parcial de Control 2014-IIOscaric25100% (1)
- Escuela Superior Politecnica de Chimborazo Automatización IndustrialDocumento5 páginasEscuela Superior Politecnica de Chimborazo Automatización IndustrialJhonny MoyonAún no hay calificaciones
- Examen Parcial 2014-IDocumento3 páginasExamen Parcial 2014-IBrandon Rengifo ReynagaAún no hay calificaciones
- Automatizacion Taller 1Documento2 páginasAutomatizacion Taller 1Mauro Alejandro Uribe SanabriaAún no hay calificaciones
- Problema GRAFCET y AWLDocumento7 páginasProblema GRAFCET y AWLi92nasedAún no hay calificaciones
- Problemas de Automatizaciòn 2012-1Documento14 páginasProblemas de Automatizaciòn 2012-1EdwinRosarioGabrielAún no hay calificaciones
- Ejercicios PLC BasicoDocumento2 páginasEjercicios PLC Basicojosselin100% (1)
- Ejer Logica en VHDLDocumento5 páginasEjer Logica en VHDLAlonsoZeballosAún no hay calificaciones
- Guía-Estudio 2Documento4 páginasGuía-Estudio 2Jesús Manuel Paz GonzálezAún no hay calificaciones
- Ejercicios de Grafcet - AdaptadosDocumento54 páginasEjercicios de Grafcet - AdaptadosAsier Sabin De Ormaetxea Garaizar100% (1)
- Ejercicios GRAFCET I PDFDocumento5 páginasEjercicios GRAFCET I PDFAmauri MoránAún no hay calificaciones
- Banco de Preguntas Operadores 2018 V3-1Documento39 páginasBanco de Preguntas Operadores 2018 V3-1HÉCTOR RENÉ MAMANÍAún no hay calificaciones
- Final Proyecto Automatas EmpaquetadoraDocumento8 páginasFinal Proyecto Automatas EmpaquetadoraJAZMIN ESMERALDA BELALCAZAR CUCUNAME100% (2)
- Practica 9 - 2019BDocumento5 páginasPractica 9 - 2019BAngelogc2014Aún no hay calificaciones
- 3.5. Ejercicios PropuestosDocumento3 páginas3.5. Ejercicios PropuestosMiren MolineroAún no hay calificaciones
- Problemas T7 PDFDocumento23 páginasProblemas T7 PDFcuyonen100% (1)
- Asignación #1Documento27 páginasAsignación #1Camilo RosalesAún no hay calificaciones
- ACFrOgCfu-lbULIzTEJi5tK-qS97i-TjJfo 4UuPW5O 1LITp2UKF Q3Aa0m3RX9 R3XTWenqYMobDdEhPI0e6tW smXzK8Iv23TrUYgPOQYcDTtsyx6AvoWHTHKQwIpHCm9-p1Kf9lKIK8ili8YDocumento2 páginasACFrOgCfu-lbULIzTEJi5tK-qS97i-TjJfo 4UuPW5O 1LITp2UKF Q3Aa0m3RX9 R3XTWenqYMobDdEhPI0e6tW smXzK8Iv23TrUYgPOQYcDTtsyx6AvoWHTHKQwIpHCm9-p1Kf9lKIK8ili8YJuan ZeballosAún no hay calificaciones
- Problemas Eventos DiscretosDocumento8 páginasProblemas Eventos DiscretosDavid Andres AcostaAún no hay calificaciones
- P10 Concept SFCDocumento3 páginasP10 Concept SFCXavier GuanoAún no hay calificaciones
- Trabajos de AutomatizaciónDocumento2 páginasTrabajos de AutomatizaciónHerman ArocaAún no hay calificaciones
- Práctica CalificadaDocumento11 páginasPráctica CalificadaElizabeth Inoñan100% (1)
- Guias de TP y Problem As - 13 de Julio - Sistemas de ControlDocumento15 páginasGuias de TP y Problem As - 13 de Julio - Sistemas de ControlFabiana FerreiraAún no hay calificaciones
- Clase 9. - Sec. ComplejosDocumento15 páginasClase 9. - Sec. ComplejosAdrian GustavoAún no hay calificaciones
- Practica n1 Elt3890-FDocumento4 páginasPractica n1 Elt3890-FRomer BaltazarAún no hay calificaciones
- 2-10 Sistema de Llenado Automático de Tanques Utilizando Un Reloj Y One-ShotsDocumento8 páginas2-10 Sistema de Llenado Automático de Tanques Utilizando Un Reloj Y One-ShotsVeronica Yujra GutierrezAún no hay calificaciones
- Guia 5 - Casos de Problemas Automatizacion PLCDocumento12 páginasGuia 5 - Casos de Problemas Automatizacion PLCEdward Correa100% (1)
- Automatism oDocumento15 páginasAutomatism oUrielv OsAún no hay calificaciones
- Tema 6 - SolucionesDocumento4 páginasTema 6 - SolucionesJaime de JuanAún no hay calificaciones
- Taller Ladder 2022-1Documento8 páginasTaller Ladder 2022-1David BenavidezAún no hay calificaciones
- SO-Cap4. Problemas. 19-20Documento43 páginasSO-Cap4. Problemas. 19-20zhazzuAún no hay calificaciones
- Practica de AutomatizaciónDocumento4 páginasPractica de AutomatizacióncuevaAún no hay calificaciones
- Procesador de Tejido Bio-OpticaDocumento18 páginasProcesador de Tejido Bio-OpticaJuan Carlos DiazAún no hay calificaciones
- Cuestionario2 TCPDocumento86 páginasCuestionario2 TCPJEFE OPERACIONES CHARTER Aeronauticar100% (1)
- RTM Cab Lu 412Documento8 páginasRTM Cab Lu 412Alejandro Dario MarquezAún no hay calificaciones
- 1-ATR 42 InternetDocumento10 páginas1-ATR 42 InternetDAVID MARTINEZAún no hay calificaciones
- Grafcet Ejercicio - 2Documento2 páginasGrafcet Ejercicio - 2Chris SeguraAún no hay calificaciones
- Examen Recuperacion de Automatizacion de ProcesosDocumento3 páginasExamen Recuperacion de Automatizacion de ProcesosJessica Jacqueline Romero ErreyesAún no hay calificaciones
- Guía 5 - Casos de Problemas Automatización Con PLCDocumento12 páginasGuía 5 - Casos de Problemas Automatización Con PLCBilly FisherAún no hay calificaciones
- Automatizacion EjerciciosDocumento7 páginasAutomatizacion Ejerciciosapi-32704788250% (2)
- Practica1 3P Simulacion de Sistemas IndustrialesDocumento2 páginasPractica1 3P Simulacion de Sistemas IndustrialesJHONNY PAUCARAún no hay calificaciones
- Laboratorio 3 Controladores ProgramablesDocumento3 páginasLaboratorio 3 Controladores ProgramablesSamir Gomez CuervoAún no hay calificaciones
- Guia - 05 - Sistema de Transporte para s7-1200 SiemensDocumento2 páginasGuia - 05 - Sistema de Transporte para s7-1200 SiemensKarlos EsmuzAún no hay calificaciones
- 10 Tia Port GrafcetDocumento21 páginas10 Tia Port GrafcetJose Meseguer BañoAún no hay calificaciones
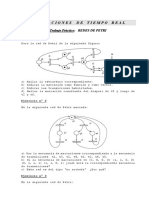
- Practica PetriDocumento5 páginasPractica PetriAgustin GarciaAún no hay calificaciones
- Ejercicios Concurrencia II ParteDocumento3 páginasEjercicios Concurrencia II ParteValentina LópezAún no hay calificaciones
- Manual de Practicas PLC 2022Documento10 páginasManual de Practicas PLC 2022egregorio bretadoAún no hay calificaciones
- Problem A Deposit OsDocumento1 páginaProblem A Deposit OsMarta PiPaAún no hay calificaciones
- Ejercicio de Automatización Con Fluidsim y CodesysDocumento16 páginasEjercicio de Automatización Con Fluidsim y CodesysBRYAN FERNANDO CARVAJAL TORRESAún no hay calificaciones
- Hidráulica para estudiantes de ingeniería agronómicaDe EverandHidráulica para estudiantes de ingeniería agronómicaAún no hay calificaciones
- Replanteo y preparación de tuberías. IMAI0108De EverandReplanteo y preparación de tuberías. IMAI0108Aún no hay calificaciones
- Curso moderno de máquinas eléctricas rotativas. Tomo IV: Máquinas síncronas y motores c.a. de colectorDe EverandCurso moderno de máquinas eléctricas rotativas. Tomo IV: Máquinas síncronas y motores c.a. de colectorAún no hay calificaciones
- Dinámica De Fluidos Computacional Para IngenierosDe EverandDinámica De Fluidos Computacional Para IngenierosCalificación: 4 de 5 estrellas4/5 (1)
- Equilibrios de Fases y Transiciones de Fases: Parte IDe EverandEquilibrios de Fases y Transiciones de Fases: Parte IAún no hay calificaciones
- Problemas resueltos de Hidráulica de CanalesDe EverandProblemas resueltos de Hidráulica de CanalesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Guía de laboratorio de mecánica de fluidosDe EverandGuía de laboratorio de mecánica de fluidosAún no hay calificaciones
- Tesis T1368idDocumento252 páginasTesis T1368idLeo FloresAún no hay calificaciones
- Escuela Politécnica NacionalDocumento221 páginasEscuela Politécnica NacionalHamlet MorenoAún no hay calificaciones
- 2 Organizacion AVRs PDFDocumento73 páginas2 Organizacion AVRs PDFjosue6Aún no hay calificaciones
- Tipos de ProblemasDocumento9 páginasTipos de ProblemasLeo FloresAún no hay calificaciones
- 1 Sistemas FluidosDocumento9 páginas1 Sistemas FluidosLeo FloresAún no hay calificaciones
- (PLC Scada) - Introduccion Al ScadaDocumento30 páginas(PLC Scada) - Introduccion Al ScadaCésar AugustoAún no hay calificaciones
- Informe TecnicoDocumento1 páginaInforme TecnicoLeo FloresAún no hay calificaciones
- Que Son Los Virus InformaticosDocumento9 páginasQue Son Los Virus InformaticosLeo FloresAún no hay calificaciones
- Los Animales Peligro de ExtinciónDocumento2 páginasLos Animales Peligro de ExtinciónLeo FloresAún no hay calificaciones
- Deber N2Documento8 páginasDeber N2Leo FloresAún no hay calificaciones
- Circuitos de Corriente AlternaDocumento19 páginasCircuitos de Corriente AlternaLeo FloresAún no hay calificaciones
- Practica 1Documento2 páginasPractica 1Leo FloresAún no hay calificaciones
- DocumentoDocumento2 páginasDocumentoLeo FloresAún no hay calificaciones
- Unidad de Gestión de TecnologíasDocumento2 páginasUnidad de Gestión de TecnologíasLeo FloresAún no hay calificaciones
- Planificacion10mo b5 t2Documento13 páginasPlanificacion10mo b5 t2Leo FloresAún no hay calificaciones
- AndroidDocumento10 páginasAndroidLeo FloresAún no hay calificaciones
- Informe Induccion E ImpDocumento14 páginasInforme Induccion E ImpCristhian CarpioAún no hay calificaciones
- Guía para El Capítulo IIDocumento12 páginasGuía para El Capítulo IIEdison ZuritaAún no hay calificaciones
- 2 Mapa EstratégicoDocumento8 páginas2 Mapa EstratégicoJessy MayorgaAún no hay calificaciones
- Idea OniricaDocumento21 páginasIdea OniricaSandra Explosive ShotAún no hay calificaciones
- Con ChuquesDocumento19 páginasCon ChuquesAdrian Castro CantúAún no hay calificaciones
- Tarifa de Precios SAKATADocumento4 páginasTarifa de Precios SAKATAjuan franciscoAún no hay calificaciones
- Construir El Modelo M CaceresDocumento47 páginasConstruir El Modelo M CaceresxhinhoAún no hay calificaciones
- Busqueda Del TesoroDocumento7 páginasBusqueda Del TesorocarolaAún no hay calificaciones
- Algebra Lineal TrabajoDocumento7 páginasAlgebra Lineal TrabajoXiomy Julieth Rodriguez RivasAún no hay calificaciones
- Capitulo 28 PayriDocumento7 páginasCapitulo 28 PayriMauricio Apaza AguirreAún no hay calificaciones
- Etapas de La ProduccionDocumento4 páginasEtapas de La ProduccionFlor GuerreroAún no hay calificaciones
- Peligro de ExtincionDocumento2 páginasPeligro de ExtincionMelina HernandezAún no hay calificaciones
- Cálculo Del Tamaño Del InóculoDocumento20 páginasCálculo Del Tamaño Del InóculoLAURA MILENA RIVERA GARCIAAún no hay calificaciones
- Taller N°1Documento6 páginasTaller N°1andrea gonzález0% (2)
- Diario 04-05-2018Documento24 páginasDiario 04-05-2018Pilar QCarranzaAún no hay calificaciones
- Actividad IntegradoraDocumento5 páginasActividad IntegradoraSantiago MontoyaJimnezAún no hay calificaciones
- Supuesto 3. Práctico Puebla Del Rio 2019Documento13 páginasSupuesto 3. Práctico Puebla Del Rio 2019jose antonioAún no hay calificaciones
- PETS-CA-GEO-02-01 Almacenamiento de Cajas Con Cores de PerforaciónDocumento3 páginasPETS-CA-GEO-02-01 Almacenamiento de Cajas Con Cores de PerforaciónAlexander AlcantaraAún no hay calificaciones
- Diques y DiscordanciasDocumento29 páginasDiques y DiscordanciasJordan Miranda de la CruzAún no hay calificaciones
- Los Ojos de La PielDocumento4 páginasLos Ojos de La PielJefer MurciaAún no hay calificaciones
- ENTREVISTA Manuel PallaresDocumento2 páginasENTREVISTA Manuel PallaresCésar Andrés Quintana VeraAún no hay calificaciones
- LOVASTATINADocumento6 páginasLOVASTATINAsandra valeroAún no hay calificaciones
- OxigenoterapiaDocumento28 páginasOxigenoterapiajavierAún no hay calificaciones
- ACTIVIDAD 6. Transmisión EngranajesDocumento12 páginasACTIVIDAD 6. Transmisión EngranajesDANIEL BERMUDES MEJIAAún no hay calificaciones
- Guia Estudiantes Semana 1 2p Entrenate en Casa Martha GuerreroDocumento9 páginasGuia Estudiantes Semana 1 2p Entrenate en Casa Martha GuerreroJULYAún no hay calificaciones
- Producto 1. Desarrollo HumanoDocumento7 páginasProducto 1. Desarrollo HumanoMILDRED SANTAMARIAAún no hay calificaciones
- Informe de Fuerza IonicaDocumento16 páginasInforme de Fuerza IonicaKriz Tinita MirandaAún no hay calificaciones
- Practica Calificada de Pavimentos 2021Documento1 páginaPractica Calificada de Pavimentos 2021Yuler Valverde VergaraAún no hay calificaciones
- Tarea 1Documento2 páginasTarea 1MANUEL BACA OBREGONAún no hay calificaciones
- Receta de Galletas Fáciles y RápidasDocumento107 páginasReceta de Galletas Fáciles y RápidascarlosyonAún no hay calificaciones
- Monografia TraumatologíaDocumento26 páginasMonografia TraumatologíaJunior Malele MayubeAún no hay calificaciones