También podría gustarte
- Ficha Tecnica Kit Basico1Documento3 páginasFicha Tecnica Kit Basico1Claudia Fleitas SotomayorAún no hay calificaciones
- NTC1636Documento9 páginasNTC1636jeigocAún no hay calificaciones
- Formato de Programacion Emo - Mepso 30-07-21 - JRL IngDocumento1 páginaFormato de Programacion Emo - Mepso 30-07-21 - JRL IngAndre BarrettAún no hay calificaciones
- Hoja de Procesos CaballoDocumento2 páginasHoja de Procesos CaballogfdsacxzAún no hay calificaciones
- Resultado Del LibertadorDocumento1 páginaResultado Del LibertadorLUZ NIDIA LopezAún no hay calificaciones
- Camara de Comercio de Girardot, Alto Magdalena Y Tequendama Murcia Garzon Sergio AndresDocumento2 páginasCamara de Comercio de Girardot, Alto Magdalena Y Tequendama Murcia Garzon Sergio AndresAndres Garzon100% (1)
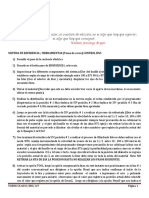
- Ajuste de Prensa para TroqulesDocumento6 páginasAjuste de Prensa para TroqulesFernandoFloresAún no hay calificaciones
- Manual de PunzadoraDocumento20 páginasManual de PunzadoraANTONIO BOCANEGRA CARRILLOAún no hay calificaciones
- Test de Conocimientos BasicosDocumento5 páginasTest de Conocimientos BasicosSergio Saez GonzalezAún no hay calificaciones
- Diagrama UnifilarDocumento1 páginaDiagrama UnifilarIván UrbinaAún no hay calificaciones
- 1352-F-Ort-02-V4 Solicitud Concepto de Localizacion en Area de Reserva Vial PDFDocumento2 páginas1352-F-Ort-02-V4 Solicitud Concepto de Localizacion en Area de Reserva Vial PDFHenry Murcia Vargas100% (1)
- Procesos abrasivos y acabado de superficiesDocumento10 páginasProcesos abrasivos y acabado de superficiesEmmanuel DrummerAún no hay calificaciones
- Retiro de Cesantias.Documento1 páginaRetiro de Cesantias.NERY MARBEL NIÑOAún no hay calificaciones
- Ficha TecnicaDocumento28 páginasFicha Tecnicadiego andres diazAún no hay calificaciones
- INFORME PRUEBAS HERRAMIENTASDocumento2 páginasINFORME PRUEBAS HERRAMIENTASIMPORT TOOLS E RICHAD SACAún no hay calificaciones
- Torno Sena Control HNCDocumento168 páginasTorno Sena Control HNCHector Lopera100% (2)
- GV55-Series-ES-20200925 MANUALDocumento2 páginasGV55-Series-ES-20200925 MANUALDanteAún no hay calificaciones
- Informe Tecnico UltrasonidoDocumento1 páginaInforme Tecnico UltrasonidoyamileAún no hay calificaciones
- Soporteingreso PDFDocumento4 páginasSoporteingreso PDFnohemy duque100% (1)
- Nivel Laser (TIM008928)Documento1 páginaNivel Laser (TIM008928)Pablo OvalleAún no hay calificaciones
- Modulo 6Documento81 páginasModulo 6antonio2008Aún no hay calificaciones
- Compresor aire 1 etapa 5Hp 235L 125PSIDocumento3 páginasCompresor aire 1 etapa 5Hp 235L 125PSILIMBERTH VELAAún no hay calificaciones
- Ficha Tecnica-Alesta GRIS 312-15Documento4 páginasFicha Tecnica-Alesta GRIS 312-15GUILLERMO RODRIGUEZAún no hay calificaciones
- Informe Tecnico Elevador de Cagilones para CaféDocumento29 páginasInforme Tecnico Elevador de Cagilones para Caféduvan garciaAún no hay calificaciones
- Corte PlasmaDocumento56 páginasCorte PlasmaCristian QuispeAún no hay calificaciones
- Informe de Montaje de Plataforma en Chancado Terciario C-1Documento6 páginasInforme de Montaje de Plataforma en Chancado Terciario C-1Jesùs AmèsquitaAún no hay calificaciones
- Certificado Dureza PDFDocumento1 páginaCertificado Dureza PDFmiltonmgAún no hay calificaciones
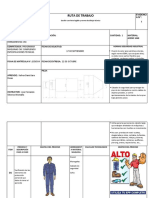
- PREVENCIÓN EN EL USO DE LAS HERRAMIENTAS DE MANO Parte 1Documento1 páginaPREVENCIÓN EN EL USO DE LAS HERRAMIENTAS DE MANO Parte 1daniel100% (1)
- Limado manual y verificación de superficiesDocumento1 páginaLimado manual y verificación de superficiesLaura VillegasAún no hay calificaciones
- Postprocesador PDFDocumento7 páginasPostprocesador PDFDiego100% (1)
- Gws 17 125 Cie SheetDocumento2 páginasGws 17 125 Cie Sheetrigardo1100% (1)
- Tarjeta de Embarque - LATAM AirlinesDocumento1 páginaTarjeta de Embarque - LATAM AirlinesMaria Paula EleraAún no hay calificaciones
- Ficha Tecnica de MaquinariaDocumento6 páginasFicha Tecnica de MaquinariaJuan José Tibaduiza GómezAún no hay calificaciones
- Catalogo PalpadoresDocumento44 páginasCatalogo PalpadoresGerardo Téllez LópezAún no hay calificaciones
- Formato Solicitud Corte de Energía - C 062-2020 PDFDocumento4 páginasFormato Solicitud Corte de Energía - C 062-2020 PDFJorge MuñozAún no hay calificaciones
- Certifica DoDocumento88 páginasCertifica DoMarialexa Rodriguez OrtegaAún no hay calificaciones
- Kka014 - Lincoln SoldadurasDocumento1 páginaKka014 - Lincoln SoldadurasVentas Ayacucho02Aún no hay calificaciones
- Modelo de Acta de RecepciónDocumento3 páginasModelo de Acta de Recepcióndafa chumoAún no hay calificaciones
- Técnicas para La Detección de Fujas de GLP-GNVDocumento13 páginasTécnicas para La Detección de Fujas de GLP-GNVWilmar gaston Rojas mamaniAún no hay calificaciones
- AMADA Prensa HF Medio X 40876DDocumento214 páginasAMADA Prensa HF Medio X 40876DRoberto Perrote DiezAún no hay calificaciones
- Torno CNC Haas ST-30: características y especificacionesDocumento2 páginasTorno CNC Haas ST-30: características y especificacionesIvan Flores VargasAún no hay calificaciones
- Manual de Partes, Servicio, Operación (Español 2017) - 830Documento24 páginasManual de Partes, Servicio, Operación (Español 2017) - 830Yira Lizeth Hernandez Gonzalez100% (1)
- Construccion de Un PLC Mediante Un Dispositivo de Bajo Coste PDFDocumento116 páginasConstruccion de Un PLC Mediante Un Dispositivo de Bajo Coste PDFrosemberg_trujilloAún no hay calificaciones
- Fundamentacion Codigos G Y M HNC 21TDocumento8 páginasFundamentacion Codigos G Y M HNC 21TDIEGO ARMANDO VANEGAS DUQUEAún no hay calificaciones
- Diapositivas BronceDocumento14 páginasDiapositivas Broncealexander0194Aún no hay calificaciones
- Analisis de Costos UnitariosDocumento14 páginasAnalisis de Costos UnitariosYovana Del Solar100% (1)
- Celdas de media tensión Schneider ElectricDocumento463 páginasCeldas de media tensión Schneider ElectricSERGIO ANDRES SANCHEZAún no hay calificaciones
- Tipos de TaladroDocumento32 páginasTipos de TaladroSusanhpAún no hay calificaciones
- SF3015G - Ficha TecnicaDocumento24 páginasSF3015G - Ficha TecnicajoseAún no hay calificaciones
- Clase B Categoría IicDocumento21 páginasClase B Categoría IicSAMUEL F.a.Aún no hay calificaciones
- Overcord MDocumento1 páginaOvercord MGuillermo Joo0% (1)
- Hoja de Proceso de Mecanizado Placa InoxDocumento12 páginasHoja de Proceso de Mecanizado Placa InoxYamid ArtetaAún no hay calificaciones
- Manual MástilDocumento31 páginasManual MástilHector MARTINEZ DEL ANGELAún no hay calificaciones
- CHECKLIST MAQUINAS VFDocumento81 páginasCHECKLIST MAQUINAS VFDaylin Rodriguez TapiaAún no hay calificaciones
- Manual programación fresadora CNC XK7132Documento291 páginasManual programación fresadora CNC XK7132DIEGO ARMANDO VANEGAS DUQUE100% (1)
- MandrinadoraDocumento43 páginasMandrinadoraBerly YupaAún no hay calificaciones
- Ficha Tecnica Del Acero Inoxidable PDFDocumento6 páginasFicha Tecnica Del Acero Inoxidable PDFOmar RubioAún no hay calificaciones
- Acabado SuperficialDocumento7 páginasAcabado Superficialvictor moraAún no hay calificaciones
- Informe 4. Acabado SuperficialDocumento5 páginasInforme 4. Acabado SuperficialRolando E A QnkAún no hay calificaciones
- Mejora de RugosimetroDocumento21 páginasMejora de Rugosimetrojasl1306Aún no hay calificaciones
- Inyección de aluminio: proceso, tipos y propiedadesDocumento9 páginasInyección de aluminio: proceso, tipos y propiedadesKefren JaraAún no hay calificaciones
- Control de Calidad - Kefren JaraDocumento24 páginasControl de Calidad - Kefren JaraKefren JaraAún no hay calificaciones
- 1 Ruta de Trabajo - Kefren JaraDocumento22 páginas1 Ruta de Trabajo - Kefren JaraKefren JaraAún no hay calificaciones
- 2 Ruta de Trabajo - Kefren JaraDocumento13 páginas2 Ruta de Trabajo - Kefren JaraKefren JaraAún no hay calificaciones
- Trabajo Practico Del Taladrado.Documento22 páginasTrabajo Practico Del Taladrado.Jorge AgüeroAún no hay calificaciones
- Tornillo - Titen ConcretoDocumento5 páginasTornillo - Titen ConcretoFavio Andre Flores PalominoAún no hay calificaciones
- Clasificacion de Los Procesos de FabricacionDocumento8 páginasClasificacion de Los Procesos de FabricacionJorge Marshall Matthers100% (1)
- Chicos BBDocumento7 páginasChicos BBBellaAnaAún no hay calificaciones
- SGIG-I-202-EST-xxx Uso Taladro Magnetico en Estructuras BuzonDocumento10 páginasSGIG-I-202-EST-xxx Uso Taladro Magnetico en Estructuras BuzonLuis Enrique Ortiz ZuñigaAún no hay calificaciones
- Pin Cushion SpanDocumento5 páginasPin Cushion SpanAmdrea100% (2)
- Tipos TornillosDocumento19 páginasTipos TornillosRobinAún no hay calificaciones
- Inventario de Maquinaria PrensasDocumento3 páginasInventario de Maquinaria PrensasYolanda CruzAún no hay calificaciones
- Insert OsDocumento142 páginasInsert OsGabrielClarosBarengoAún no hay calificaciones
- Marantec Comfort 150Documento36 páginasMarantec Comfort 150Daniel FernandesAún no hay calificaciones
- 19 - Tecnologia Del Sector Costura 2 Puntadas y PespuntesDocumento6 páginas19 - Tecnologia Del Sector Costura 2 Puntadas y PespuntesMaria R. MamaniAún no hay calificaciones
- Tablas Mas Utilizadas Del ACDocumento187 páginasTablas Mas Utilizadas Del ACpancholupus100% (1)
- Resumen metrados arquitectura Centro Cívico LayoDocumento75 páginasResumen metrados arquitectura Centro Cívico LayoJoyce Condori MozoAún no hay calificaciones
- Informe Mantenimiento-Parque InfantilDocumento9 páginasInforme Mantenimiento-Parque InfantilClaudia SosaAún no hay calificaciones
- Conos Morse guíaDocumento5 páginasConos Morse guíaJonathan Stalin Coque100% (4)
- CR 115 AfgjaehqqeDocumento2 páginasCR 115 AfgjaehqqeMoises FajardoAún no hay calificaciones
- Cesta Miau PatrónDocumento5 páginasCesta Miau PatrónLauAún no hay calificaciones
- Revista Gulda Enero 2022-FinalDocumento86 páginasRevista Gulda Enero 2022-FinalLizbet Palomino SalvatierraAún no hay calificaciones
- 12L14Documento4 páginas12L14marlblanco21Aún no hay calificaciones
- Ejercicios 1 y 2Documento22 páginasEjercicios 1 y 2Luis Gerardo Mendoza TorresAún no hay calificaciones
- LINDARTEDocumento7 páginasLINDARTEPedro QuinteroAún no hay calificaciones
- Inventario 28SEPDocumento33 páginasInventario 28SEPJesus Miguel Palma EspinozaAún no hay calificaciones
- Cuaderno de Informes Maquinas y Herramientas Semana 2 RaulDocumento22 páginasCuaderno de Informes Maquinas y Herramientas Semana 2 Raulcristian crt98Aún no hay calificaciones
- ARQUIs SSNDocumento2 páginasARQUIs SSNJulio ValladaresAún no hay calificaciones
- DerivaAereaTrifasicaCortacircuitos13kVDocumento5 páginasDerivaAereaTrifasicaCortacircuitos13kVJUAN DAVID BENAVIDES VALLEJOSAún no hay calificaciones
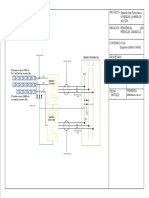
- Plano CimentacionDocumento1 páginaPlano CimentacionYessenia MoRalesAún no hay calificaciones
- Analisis de Precios Unitarios NichosDocumento14 páginasAnalisis de Precios Unitarios NichosRichard Juan Reaño Quispe100% (1)
- Copia de Despiece Materiales Superboard FinalDocumento10 páginasCopia de Despiece Materiales Superboard Finalmanuel andres castro lavadoAún no hay calificaciones
- AmigurrinisDocumento12 páginasAmigurrinisAdriana Paola GonzalezAún no hay calificaciones
- Conejita PelucheDocumento14 páginasConejita PelucheEvelin Yaneth Vivas100% (2)