0% encontró este documento útil (0 votos)
550 vistas5 páginas3.4 Arreglos Ortogonales
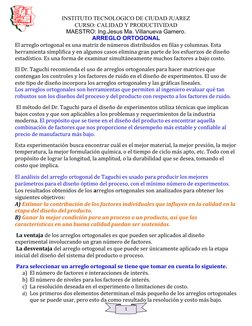
El documento describe el uso de diseños experimentales ortogonales para evaluar múltiples factores que afectan la calidad de un producto. Los diseños ortogonales permiten examinar varios factores simultáneamente con pocos experimentos. Se utilizan matrices que asignan diferentes niveles de los factores a filas y columnas. Esto permite estimar los efectos individuales de cada factor y encontrar la combinación óptima de niveles para lograr la mejor calidad al menor costo. El documento también explica conceptos como la ortogonalidad, interacciones entre factores
Cargado por
Gabriela A RuizDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
550 vistas5 páginas3.4 Arreglos Ortogonales
El documento describe el uso de diseños experimentales ortogonales para evaluar múltiples factores que afectan la calidad de un producto. Los diseños ortogonales permiten examinar varios factores simultáneamente con pocos experimentos. Se utilizan matrices que asignan diferentes niveles de los factores a filas y columnas. Esto permite estimar los efectos individuales de cada factor y encontrar la combinación óptima de niveles para lograr la mejor calidad al menor costo. El documento también explica conceptos como la ortogonalidad, interacciones entre factores
Cargado por
Gabriela A RuizDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd