También podría gustarte
- Practica 2 Electronica AnalogicaDocumento12 páginasPractica 2 Electronica AnalogicaChristian Eduardo Sanchez SandovalAún no hay calificaciones
- 04 Válvulas o Elementos de ControlDocumento8 páginas04 Válvulas o Elementos de ControlLënïn AngämärcäAún no hay calificaciones
- Variación de La Presión Con La ProfundidadDocumento4 páginasVariación de La Presión Con La ProfundidadKEVIN LIONEL YAÑEZ FUENTESAún no hay calificaciones
- NeumaticaDocumento31 páginasNeumaticaRafilloAún no hay calificaciones
- Mafer Driana Delgado PozoDocumento6 páginasMafer Driana Delgado PozoMafer DelgadoAún no hay calificaciones
- Examen 1 - 2Documento1 páginaExamen 1 - 2Darwin Andres Beleño GuillenAún no hay calificaciones
- Medios Lubricos Refrigerantes para MecanizadoDocumento4 páginasMedios Lubricos Refrigerantes para MecanizadoNicolás PulidoAún no hay calificaciones
- Sujetadores Roscados y Uniones Rigidez Del SujetadorDocumento6 páginasSujetadores Roscados y Uniones Rigidez Del SujetadorEdisson AriasAún no hay calificaciones
- Ecuacion Numero de Reynolds 2019Documento12 páginasEcuacion Numero de Reynolds 2019Hector Jose Torres MonteroAún no hay calificaciones
- Reporte de Engrane RectoDocumento12 páginasReporte de Engrane RectoHéctor CarrascoAún no hay calificaciones
- Propuesta de Proyecto de Taller de Maquinas Y HerramientasDocumento4 páginasPropuesta de Proyecto de Taller de Maquinas Y HerramientasJuan Miguel Carrascal Gutierrez100% (1)
- Práctica 1 - Lab. Máquinas CNCDocumento6 páginasPráctica 1 - Lab. Máquinas CNCDavid UrestiAún no hay calificaciones
- Trabajo Diseño de EngranajesDocumento4 páginasTrabajo Diseño de EngranajesVirginia Saenz GonzalezAún no hay calificaciones
- Instituto Superior Tecnológico Tecsup (Grupo3)Documento10 páginasInstituto Superior Tecnológico Tecsup (Grupo3)Orlando SChAún no hay calificaciones
- Problemas en ExcelDocumento15 páginasProblemas en ExcelLuis De León0% (1)
- Folleto 2-Hidráulica IIDocumento10 páginasFolleto 2-Hidráulica IIAykell LacayoAún no hay calificaciones
- Ejercicios HidrostaticaDocumento14 páginasEjercicios HidrostaticaFer Quispe GallegosAún no hay calificaciones
- Lab 02 Hidraulica Eq PesadoDocumento8 páginasLab 02 Hidraulica Eq PesadoBruno Ramiro Sosa SalasAún no hay calificaciones
- EjerciciosDocumento2 páginasEjerciciosHenry Sullca CcorahuaAún no hay calificaciones
- 3.1 Diagramas de Fuerza Cortante y Momento FlexionanteDocumento3 páginas3.1 Diagramas de Fuerza Cortante y Momento FlexionanteEdw Jaff Murill VAún no hay calificaciones
- Final 5 Octubre 2020 PreguntasDocumento12 páginasFinal 5 Octubre 2020 PreguntasCarlos RobertoAún no hay calificaciones
- Selección de piezas por material con PLCDocumento8 páginasSelección de piezas por material con PLCFernando SánchezAún no hay calificaciones
- Taller No.2 Fenómenos de TransporteDocumento6 páginasTaller No.2 Fenómenos de TransporteKarin ParraAún no hay calificaciones
- Proceso de Fundicion.Documento5 páginasProceso de Fundicion.Ramon De NoraAún no hay calificaciones
- Resorte AmortiguadoDocumento7 páginasResorte AmortiguadoMatías RealesAún no hay calificaciones
- Diseño MecanicoDocumento3 páginasDiseño MecanicoBrandon GonzalezAún no hay calificaciones
- Velocidades de corte y avance en torneadoDocumento7 páginasVelocidades de corte y avance en torneadoJose DiazAún no hay calificaciones
- Bombas de Eje Inclinado 1Documento22 páginasBombas de Eje Inclinado 1JP DiazAún no hay calificaciones
- t6 - Ejercicios - Ecuación de Continuidad y Energía.Documento3 páginast6 - Ejercicios - Ecuación de Continuidad y Energía.Kevin0% (2)
- Ejercicio 7.16 de Mecanica de FluidosDocumento2 páginasEjercicio 7.16 de Mecanica de FluidosGino Pacheco Cruz100% (1)
- Informe #1Documento8 páginasInforme #1Isaias AlmendralAún no hay calificaciones
- Uso de Graficas de BombasDocumento1 páginaUso de Graficas de Bombasjean rodriguezAún no hay calificaciones
- Tarea 5 - BernoulliDocumento7 páginasTarea 5 - BernoulliDavid MarAún no hay calificaciones
- Transistor TIP31C NPNDocumento5 páginasTransistor TIP31C NPNFlores Rodiguez Johan AlexisAún no hay calificaciones
- Laboratorio #1 - Generación de Aire Comprimido V4Documento9 páginasLaboratorio #1 - Generación de Aire Comprimido V4Dusyan Jairo HCAún no hay calificaciones
- Practica de TorsionDocumento13 páginasPractica de TorsionElena RA100% (2)
- 1 - 5 DiseñoDocumento5 páginas1 - 5 DiseñoAshly QS100% (1)
- Unidad 56Documento2 páginasUnidad 56David HerediaAún no hay calificaciones
- Diferencia de presión en circuito hidráulico de 30mDocumento5 páginasDiferencia de presión en circuito hidráulico de 30mJosué ZNAún no hay calificaciones
- Problemario 2Documento2 páginasProblemario 2Alejandro Mael Guzmán GómezAún no hay calificaciones
- Flujo de FluidosDocumento7 páginasFlujo de FluidosKarla ChavarriaAún no hay calificaciones
- Mecánica de fluidos II: problemas resueltos de pérdidas de carga, caudales y presionesDocumento6 páginasMecánica de fluidos II: problemas resueltos de pérdidas de carga, caudales y presionesCristian Cabbezas Cartolin100% (1)
- Problemas Mecánica Materiales I UTESADocumento2 páginasProblemas Mecánica Materiales I UTESAEliezer Beriguete UreñaAún no hay calificaciones
- TermoDocumento6 páginasTermogargolyAún no hay calificaciones
- Guano Tarea 5 MetodosDocumento20 páginasGuano Tarea 5 MetodosAngel Guano MoralesAún no hay calificaciones
- Taller 1 Mecanica de FluidosDocumento7 páginasTaller 1 Mecanica de FluidosPalma CamachoAún no hay calificaciones
- Defectos en La ExtrusiónDocumento2 páginasDefectos en La ExtrusiónelcapodeloscaposAún no hay calificaciones
- Cabezal Bifurcado Vistas FINAL IMPRIMIR PDFDocumento1 páginaCabezal Bifurcado Vistas FINAL IMPRIMIR PDFAdrián MaldonadoAún no hay calificaciones
- Cálculos de flujo de fluidos y presiones en sistemas de tuberíasDocumento2 páginasCálculos de flujo de fluidos y presiones en sistemas de tuberíasChristian Ivan Burbano DaquilemaAún no hay calificaciones
- Robert Mott ProblemasDocumento13 páginasRobert Mott ProblemasHarold AranaAún no hay calificaciones
- 2.4 Variación de ParámetrosDocumento5 páginas2.4 Variación de ParámetrosomarAún no hay calificaciones
- Examen Unidad 4 de Mecanismos PDFDocumento5 páginasExamen Unidad 4 de Mecanismos PDFLuis PonceAún no hay calificaciones
- Fuerzas Debido A Los Fluidos en MovmientoDocumento15 páginasFuerzas Debido A Los Fluidos en MovmientoCrlOs MgUel ArAndAún no hay calificaciones
- Tornillos y uniones atornilladas: clasificación, nomenclatura y cálculo de parámetros de roscaDocumento9 páginasTornillos y uniones atornilladas: clasificación, nomenclatura y cálculo de parámetros de roscaJavier AldereteAún no hay calificaciones
- First One Exam B - Mecanica de FluidosDocumento1 páginaFirst One Exam B - Mecanica de FluidosPerez Sanchez Miriam JaredAún no hay calificaciones
- 1 TrabajoDocumento2 páginas1 TrabajoLuis Alberto Zapata OjedaAún no hay calificaciones
- Esfuerzo cortante en eje de transmisiónDocumento26 páginasEsfuerzo cortante en eje de transmisiónRenzo Josue Bados TapullimaAún no hay calificaciones
- Problemas Principios FísicosDocumento6 páginasProblemas Principios FísicosJuan DiazAún no hay calificaciones
- Informe ManufacturaDocumento21 páginasInforme ManufacturaalexmartinezelsexyAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Grupo 6-Formulario de TermodinámicaDocumento31 páginasGrupo 6-Formulario de TermodinámicaJohan CajasAún no hay calificaciones
- Función Dominio - Grupo 6Documento3 páginasFunción Dominio - Grupo 6Johan CajasAún no hay calificaciones
- Grupo 6 - Taller EcuacionesDocumento28 páginasGrupo 6 - Taller EcuacionesJohan CajasAún no hay calificaciones
- Cinematic ADocumento14 páginasCinematic AAndres BrionesAún no hay calificaciones
- Función Dominio - Grupo 6Documento3 páginasFunción Dominio - Grupo 6Johan CajasAún no hay calificaciones
- Nota 9 Dic. 2021Documento2 páginasNota 9 Dic. 2021Johan CajasAún no hay calificaciones
- Ejercicios EDO HomogéneasDocumento2 páginasEjercicios EDO HomogéneasHenry CnTnoAún no hay calificaciones
- Grupo 6 Taller de FactorizaciónDocumento12 páginasGrupo 6 Taller de FactorizaciónJohan CajasAún no hay calificaciones
- Qué es el estoicismoDocumento11 páginasQué es el estoicismoJohan CajasAún no hay calificaciones
- Ejercicios MRUDocumento2 páginasEjercicios MRUJohan CajasAún no hay calificaciones
- Estequiometría química: cálculos y reaccionesDocumento82 páginasEstequiometría química: cálculos y reaccionesJohan CajasAún no hay calificaciones
- Cajas J - Defectos BidimensionalesDocumento4 páginasCajas J - Defectos BidimensionalesJohan CajasAún no hay calificaciones
- Ética Médica - Cajas JDocumento15 páginasÉtica Médica - Cajas JJohan CajasAún no hay calificaciones
- Taller 2. Mi ADocumento1 páginaTaller 2. Mi AJohan CajasAún no hay calificaciones
- BiomoleculasDocumento39 páginasBiomoleculasJohan CajasAún no hay calificaciones
- Defectos BidimensionalesDocumento4 páginasDefectos BidimensionalesJohan CajasAún no hay calificaciones
- Clase 26-11Documento11 páginasClase 26-11Johan CajasAún no hay calificaciones
- Ejercicio 45Documento2 páginasEjercicio 45Johan CajasAún no hay calificaciones
- Defectos BidimensionalesDocumento1 páginaDefectos BidimensionalesJohan CajasAún no hay calificaciones
- Guía Metodológica Test TransformarDocumento13 páginasGuía Metodológica Test TransformarKevin CastroAún no hay calificaciones
- Práctica 11. ESTÁTICA - POLEAS-APAREJOS DE ELEVACIÓNDocumento29 páginasPráctica 11. ESTÁTICA - POLEAS-APAREJOS DE ELEVACIÓNJohan CajasAún no hay calificaciones
- Guia. Practica 12. EmbuticionDocumento13 páginasGuia. Practica 12. EmbuticionMiguel VelasquezAún no hay calificaciones
- Barras DireccionDocumento18 páginasBarras DireccionOscar Choque JaqquehuaAún no hay calificaciones
- Dibujo Técnico. Acabado Superficial. Tratamientos y Mecanizados Especiales.Documento19 páginasDibujo Técnico. Acabado Superficial. Tratamientos y Mecanizados Especiales.ricardobrtlm81% (42)
- Ejercicios Procesos ManufacturaDocumento4 páginasEjercicios Procesos ManufacturaOrlando Charis PerezAún no hay calificaciones
- Ficha Técnica Condulets-S3-S7-S8-S9 Crouse HindsDocumento12 páginasFicha Técnica Condulets-S3-S7-S8-S9 Crouse HindsAlfredo Ramos BautistaAún no hay calificaciones
- Eje EscalonadoDocumento12 páginasEje EscalonadoSergio DanteAún no hay calificaciones
- Catalogo Digital Bandeja Tipo Escalerilla AluminioDocumento6 páginasCatalogo Digital Bandeja Tipo Escalerilla AluminioJavierAún no hay calificaciones
- Co 01Documento7 páginasCo 01copete vacaAún no hay calificaciones
- Laos Ing de Materiales .... Tratamientos TérmicosDocumento15 páginasLaos Ing de Materiales .... Tratamientos TérmicosMichael Zevallos RamosAún no hay calificaciones
- PETS DE MANTENIMIENTO SENATI 2Documento7 páginasPETS DE MANTENIMIENTO SENATI 2Angelouriel SanchezhuamaniAún no hay calificaciones
- Redica - Tabla de Torques - RedicaDocumento9 páginasRedica - Tabla de Torques - RedicaMiguel PortillaAún no hay calificaciones
- Teoría Sesión 4 - Parámetros de Corte TaladradoDocumento23 páginasTeoría Sesión 4 - Parámetros de Corte TaladradoAbraham Angelo Cayetano AlvarezAún no hay calificaciones
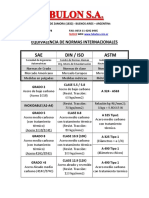
- 5 - Equivalencia de NormasDocumento2 páginas5 - Equivalencia de Normasnicolas jaraba100% (1)
- Varilla Roscada AncloDocumento10 páginasVarilla Roscada AncloVicente CortinasAún no hay calificaciones
- Sujección piezas torno CNCDocumento7 páginasSujección piezas torno CNCXavi PlacesAún no hay calificaciones
- Mecanizado de Piezas con Torno UniversalDocumento13 páginasMecanizado de Piezas con Torno UniversalROGELIO FLORESAún no hay calificaciones
- Curso Viwa Torno NewDocumento14 páginasCurso Viwa Torno NewJuanLed100% (1)
- Clasificación y funciones de herramientas de tallerDocumento14 páginasClasificación y funciones de herramientas de tallerMISSAEL MENDOZA ZAVALAAún no hay calificaciones
- Selección de herramienta de torneado para piezas de acero inoxidable y fundiciónDocumento10 páginasSelección de herramienta de torneado para piezas de acero inoxidable y fundiciónRodrigoH95Aún no hay calificaciones
- Tornillos Alta Resistencia en TensiónDocumento4 páginasTornillos Alta Resistencia en TensióncezapeAún no hay calificaciones
- F PSE 17 MA Mantenimiento A Procesos de ManufacturaDocumento31 páginasF PSE 17 MA Mantenimiento A Procesos de ManufacturaSergio CastilloAún no hay calificaciones
- DM - PunsadoraDocumento7 páginasDM - PunsadoraHugo Martinez RivasAún no hay calificaciones
- AISC 360-16 Resistencia de Tornillos (Corte y Tension)Documento1 páginaAISC 360-16 Resistencia de Tornillos (Corte y Tension)Eduardo PedrazaAún no hay calificaciones
- Taller Capitulo 22 Groover Procesos IndustrialesDocumento5 páginasTaller Capitulo 22 Groover Procesos Industrialesj_acampo_x0% (1)
- Tipos de FresasDocumento12 páginasTipos de FresasAnnie MNAún no hay calificaciones
- METIMEC Hoja de ProcesosDocumento0 páginasMETIMEC Hoja de ProcesosJessica HernandezAún no hay calificaciones
- Canasta Uhp 21Documento2 páginasCanasta Uhp 21Nacional de PerforacionesAún no hay calificaciones
- 4.4 Lijado, TamboreoDocumento3 páginas4.4 Lijado, TamboreoLizeth MarpadAún no hay calificaciones
- Análisis de precios unitarios construcciónDocumento43 páginasAnálisis de precios unitarios construcciónJorge Javier Martinez ValdiviaAún no hay calificaciones
- Prob2WinUnisoft PDFDocumento3 páginasProb2WinUnisoft PDFSantiagoCabanillasCarrascoAún no hay calificaciones