También podría gustarte
- S08 Cotiniano 2022 01Documento23 páginasS08 Cotiniano 2022 01Almendra Luana Castro CondorAún no hay calificaciones
- 3.1 Control Secuencial Con PLCDocumento30 páginas3.1 Control Secuencial Con PLCJosé zeAún no hay calificaciones
- Practica 3 y 4Documento10 páginasPractica 3 y 4Jefferson CastilloAún no hay calificaciones
- Múltiplexores para generar funciones lógicas y controlar displaysDocumento4 páginasMúltiplexores para generar funciones lógicas y controlar displaysMaria HernandezAún no hay calificaciones
- Interpretar Los Componentes en Un Sistema de ControlDocumento3 páginasInterpretar Los Componentes en Un Sistema de ControlGustavo Otalora50% (4)
- SPLD y CPLD # 1Documento14 páginasSPLD y CPLD # 1Ernesto RosalesAún no hay calificaciones
- Wa0002Documento6 páginasWa0002gabriel vargas jimenesAún no hay calificaciones
- Practicas PLC 1-9Documento14 páginasPracticas PLC 1-9Alexis LunaAún no hay calificaciones
- Lab 2 - MemoriasDocumento6 páginasLab 2 - MemoriasStanley GomezAún no hay calificaciones
- Instrucciones PLC DL06 WX y RX (Esp) PDFDocumento26 páginasInstrucciones PLC DL06 WX y RX (Esp) PDFDelio DuranAún no hay calificaciones
- Guia de Aprendizaje 1Documento5 páginasGuia de Aprendizaje 1Jerry ColAún no hay calificaciones
- Ascensor 5 Niveles (Electronic)Documento35 páginasAscensor 5 Niveles (Electronic)Peter Sellers DioguenesAún no hay calificaciones
- LOGIGRAMASDocumento10 páginasLOGIGRAMASFabrii Magnus LodbrókAún no hay calificaciones
- Unidad 4. Introduccion A Los PLC y A La Programacion LadderDocumento15 páginasUnidad 4. Introduccion A Los PLC y A La Programacion LadderBrenda Mabel Acosta CalderonAún no hay calificaciones
- PLC1s4 Material Del CursoDocumento34 páginasPLC1s4 Material Del Cursomario calderonAún no hay calificaciones
- Informe 10 - Jfet Divisor de Voltaje PDFDocumento12 páginasInforme 10 - Jfet Divisor de Voltaje PDFRaul Depaz NuñezAún no hay calificaciones
- Guía de Laboratorio No 2 LCDDocumento6 páginasGuía de Laboratorio No 2 LCDWashito MontaluisaAún no hay calificaciones
- Actividad Central Semana 3 Diseño de MicrocontroladoresDocumento5 páginasActividad Central Semana 3 Diseño de MicrocontroladoresSebastian Lopez BarbozaAún no hay calificaciones
- Práctica 10 FP PDFDocumento2 páginasPráctica 10 FP PDFcr7lm10 darkn usAún no hay calificaciones
- Guia 2Documento21 páginasGuia 2David AguilarAún no hay calificaciones
- Modulo 3 Programacion de PLCDocumento28 páginasModulo 3 Programacion de PLCRuben OteroAún no hay calificaciones
- Practica 2 Mapas de KARNAUGHTDocumento8 páginasPractica 2 Mapas de KARNAUGHTFabian CcansayaAún no hay calificaciones
- Instrucción A La Programación S7 1200Documento25 páginasInstrucción A La Programación S7 1200Pablo YambayAún no hay calificaciones
- Infoplc Omron Formacion Automatas Plcs Device Net 01Documento156 páginasInfoplc Omron Formacion Automatas Plcs Device Net 01adrian gonzalez pAún no hay calificaciones
- Lab2 OPC LabView ExcelDocumento17 páginasLab2 OPC LabView ExcelJaime Andres SalasAún no hay calificaciones
- Infome2 PLCsDocumento5 páginasInfome2 PLCsSebastian CachiguangoAún no hay calificaciones
- Introduccion Al Logo y PracticasDocumento45 páginasIntroduccion Al Logo y PracticasDavid Martinez100% (2)
- Guia-3 Tia PortalDocumento10 páginasGuia-3 Tia PortalAngel RamosAún no hay calificaciones
- Circuito Control Semáforo Abastecimiento Agua 5 PisosDocumento6 páginasCircuito Control Semáforo Abastecimiento Agua 5 PisosEdgarciito Bryan Nino CcosccoAún no hay calificaciones
- Evidencia - 3 - Informe - Aplicar - Lenguajes - de - Programacion - y - Planos - de - Contactos Oscar AriasDocumento7 páginasEvidencia - 3 - Informe - Aplicar - Lenguajes - de - Programacion - y - Planos - de - Contactos Oscar AriasOscar AriasAún no hay calificaciones
- Micrologix 1500Documento12 páginasMicrologix 1500APASGAún no hay calificaciones
- PIC DISPLAY 02bDocumento14 páginasPIC DISPLAY 02bluis albertoAún no hay calificaciones
- Práctica #1 Bus de campoDocumento16 páginasPráctica #1 Bus de campoJosue HernandezAún no hay calificaciones
- PRACTICO Experto en Redes de Fibra OpticaDocumento3 páginasPRACTICO Experto en Redes de Fibra OpticaTommy Quispe QuirozAún no hay calificaciones
- Tutorial PCB CompletoDocumento30 páginasTutorial PCB CompletoJosué García ÁvilaAún no hay calificaciones
- Ect 2018 FPUNEDocumento96 páginasEct 2018 FPUNERichardAún no hay calificaciones
- LAB 04 - Grupo 1 - Puertos de Entrada y Salida Parte II - C16B PDFDocumento23 páginasLAB 04 - Grupo 1 - Puertos de Entrada y Salida Parte II - C16B PDFIsrael Castillo OlayaAún no hay calificaciones
- LAB 04 Grupo 1 Puertos de Entrada y Salida Parte II C16BDocumento23 páginasLAB 04 Grupo 1 Puertos de Entrada y Salida Parte II C16BIsrael Castillo OlayaAún no hay calificaciones
- Practica Nº8-1 AUE-400Documento3 páginasPractica Nº8-1 AUE-400ismael quispe ninaAún no hay calificaciones
- Práctica Introducción A Los PLDDocumento15 páginasPráctica Introducción A Los PLDAlex RMAún no hay calificaciones
- KoyoDocumento9 páginasKoyoEly RamirezAún no hay calificaciones
- Trabajo Final Automatismo Por PLCDocumento20 páginasTrabajo Final Automatismo Por PLCSTEFANY YERALDIN SIANCAS ORTIZAún no hay calificaciones
- CD PR11 DecodificadoresDocumento15 páginasCD PR11 DecodificadoresSamuel Larrinaga MoranAún no hay calificaciones
- Trabajo PLC PortonDocumento12 páginasTrabajo PLC PortonJohny JacomeAún no hay calificaciones
- Guia 2Documento26 páginasGuia 2EdgarMartinezAún no hay calificaciones
- 05 Lab 02 - Comunicacion Del PLC Con La PC SiemensDocumento13 páginas05 Lab 02 - Comunicacion Del PLC Con La PC SiemensSantiago VegaAún no hay calificaciones
- Practica 1 CPCDocumento17 páginasPractica 1 CPCoscarAún no hay calificaciones
- Guia - Aprendizaje - S7300 - N 1 - Nivel BasicoDocumento26 páginasGuia - Aprendizaje - S7300 - N 1 - Nivel BasicoIván Guzmán FloresAún no hay calificaciones
- PLC SemaforoDocumento20 páginasPLC SemaforoJulissa ArredondoAún no hay calificaciones
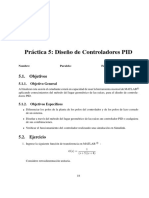
- PR Actica 5: Dise No de Controladores PID: 5.1. ObjetivosDocumento3 páginasPR Actica 5: Dise No de Controladores PID: 5.1. Objetivoswalther lopez zhunioAún no hay calificaciones
- Circuito de SemaforoDocumento18 páginasCircuito de SemaforoFrank Herrera Ospino100% (1)
- Grfedwsa MemoriasDocumento6 páginasGrfedwsa Memoriashans100% (1)
- Práctica 1Documento14 páginasPráctica 1frankAún no hay calificaciones
- Deber 3 ProyectoDocumento2 páginasDeber 3 ProyectoJesica QuingaAún no hay calificaciones
- Hardware Libre: La Tarjeta Skypic, Una Entrenadora para Microcontroladores PICDocumento10 páginasHardware Libre: La Tarjeta Skypic, Una Entrenadora para Microcontroladores PICJuan Gonzalez GomezAún no hay calificaciones
- Introducción Al Psoc5Lp: Teoría y aplicaciones prácticaDe EverandIntroducción Al Psoc5Lp: Teoría y aplicaciones prácticaAún no hay calificaciones
- Compilador C CCS y Simulador Proteus para Microcontroladores PICDe EverandCompilador C CCS y Simulador Proteus para Microcontroladores PICCalificación: 2.5 de 5 estrellas2.5/5 (5)
- Administración de servicios web: Anatomía del internetDe EverandAdministración de servicios web: Anatomía del internetAún no hay calificaciones
- Monitoreo, control y adquisición de datos con arduino y visual basic .netDe EverandMonitoreo, control y adquisición de datos con arduino y visual basic .netAún no hay calificaciones
- Simulación de circuitos electrónicos con OrCAD® PSpice®De EverandSimulación de circuitos electrónicos con OrCAD® PSpice®Aún no hay calificaciones
- Ccna Itn Chp3Documento42 páginasCcna Itn Chp3Eleison Daluany Coc CarreraAún no hay calificaciones
- Tema5 Redes de Comunicaciones Digitales-3251Documento21 páginasTema5 Redes de Comunicaciones Digitales-3251Ramdon999Aún no hay calificaciones
- FILTROS ACTIVOS DE ORDEN 1 Y 2Documento3 páginasFILTROS ACTIVOS DE ORDEN 1 Y 2Alejandro MontoyaAún no hay calificaciones
- Compo BusDocumento0 páginasCompo Buslnina_1Aún no hay calificaciones
- Documetno de Apoyo Modelo OsiDocumento45 páginasDocumetno de Apoyo Modelo OsiJuan Carlos Zambrano MuñozAún no hay calificaciones
- Tesis YAIRDocumento205 páginasTesis YAIRAlejandro MontoyaAún no hay calificaciones
- Síntesis de filtros activosDocumento4 páginasSíntesis de filtros activosAlejandro MontoyaAún no hay calificaciones
- Circuitos Secuenciales 6Documento20 páginasCircuitos Secuenciales 6Gustavo PaisAún no hay calificaciones
- Circuitos AritmeticologicosDocumento5 páginasCircuitos AritmeticologicosAlejandro MontoyaAún no hay calificaciones
- Preinforme RAMDocumento4 páginasPreinforme RAMAlejandro MontoyaAún no hay calificaciones
- Manual de Pequeña Central HidroelectricaDocumento282 páginasManual de Pequeña Central Hidroelectricapojela100% (6)
- Preinforme ContadorDocumento3 páginasPreinforme ContadorAlejandro MontoyaAún no hay calificaciones
- TIM: Módulo Interfaz Temporizador: PWM "Unbuffered" PWM "Buffered"Documento11 páginasTIM: Módulo Interfaz Temporizador: PWM "Unbuffered" PWM "Buffered"Alejandro MontoyaAún no hay calificaciones
- Contadores 7493 7490Documento6 páginasContadores 7493 7490Wilson Apaza YucraAún no hay calificaciones
- Sep SimulacionesDocumento101 páginasSep SimulacionesLuis MansillaAún no hay calificaciones
- Sistemas Lógicos SecuencialesDocumento34 páginasSistemas Lógicos SecuencialesAlejandro MontoyaAún no hay calificaciones
- Curso de Protecciones ElectricasDocumento141 páginasCurso de Protecciones Electricasjose-consuelo100% (6)
- Tema 6 ModeladoconredesdepetriDocumento17 páginasTema 6 ModeladoconredesdepetriJulio JJAún no hay calificaciones
- Fundamentos Redes PetriDocumento29 páginasFundamentos Redes PetriTrisanAún no hay calificaciones
- Energia Microcentrales HidraulicasDocumento11 páginasEnergia Microcentrales HidraulicasAngel HuamaniAún no hay calificaciones
- Redes de Petri ResumenDocumento3 páginasRedes de Petri ResumenAlejandro MontoyaAún no hay calificaciones
- Guia Rapida AbbDocumento4 páginasGuia Rapida AbbAlejandro MontoyaAún no hay calificaciones
- Guia Rapida TelemecaniqueDocumento4 páginasGuia Rapida TelemecaniqueAlejandro Montoya100% (1)
- Control de Motores D.CDocumento4 páginasControl de Motores D.CAlejandro MontoyaAún no hay calificaciones
- Control EncodersDocumento7 páginasControl EncodersAlejandro MontoyaAún no hay calificaciones
- Circuito de Recepción Emisión InfrarrojoDocumento1 páginaCircuito de Recepción Emisión InfrarrojoAlejandro MontoyaAún no hay calificaciones
- Guia Rapida OmronDocumento5 páginasGuia Rapida OmronAlejandro MontoyaAún no hay calificaciones
- Circuito Receptor - Emisor InfrarrojoDocumento1 páginaCircuito Receptor - Emisor InfrarrojoAlejandro MontoyaAún no hay calificaciones
- Entrega Final Distribuccion Energia ElectricaDocumento32 páginasEntrega Final Distribuccion Energia ElectricaAlejandro MontoyaAún no hay calificaciones
- JanomeAltaGama MC8900QCPDocumento108 páginasJanomeAltaGama MC8900QCPDarioAún no hay calificaciones
- Introducción A Reles de ProtecciónDocumento19 páginasIntroducción A Reles de ProtecciónLuis Antonio Lizarraga GonzalezAún no hay calificaciones
- Plantillla pc018Documento35 páginasPlantillla pc018vladimir capcha50% (2)
- Practica 03Documento13 páginasPractica 03Edgar Saquinga Jr.Aún no hay calificaciones
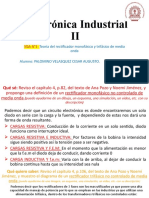
- Palomino Velasquez-Sqa 1 Electronica Industrial IIDocumento5 páginasPalomino Velasquez-Sqa 1 Electronica Industrial IINanitho Cesar Palomino VelasquezAún no hay calificaciones
- Bascula 11Documento96 páginasBascula 11nicolas angeles100% (1)
- 02 Manual CalculadorasolarproDocumento14 páginas02 Manual CalculadorasolarproTecno AndroidAún no hay calificaciones
- Bases Convencionales: CaracterísticasDocumento2 páginasBases Convencionales: CaracterísticasFrancisco Mendes Barros NetoAún no hay calificaciones
- Impresoras de ImpactoDocumento5 páginasImpresoras de ImpactomnaximilianoAún no hay calificaciones
- Checklist DETECCION DE LUCHA CONTRA INCENDIOSDocumento11 páginasChecklist DETECCION DE LUCHA CONTRA INCENDIOSWcarlos RomeroAún no hay calificaciones
- Materiales Faltantes A CotizarDocumento1 páginaMateriales Faltantes A Cotizarerodriguezh1998Aún no hay calificaciones
- (Ex) Une-En Iso 4210-2 2015Documento5 páginas(Ex) Une-En Iso 4210-2 2015Jerson Melo0% (1)
- Manual Operacion SIEMENSDocumento748 páginasManual Operacion SIEMENSRita jofréAún no hay calificaciones
- PC2 Ee532 - Fiee UniDocumento3 páginasPC2 Ee532 - Fiee UniDavidAún no hay calificaciones
- Microscopio Iroscope Ficha TecnicaDocumento1 páginaMicroscopio Iroscope Ficha TecnicaJuan CarrascoAún no hay calificaciones
- Domotizar Timbre TelefonilloDocumento6 páginasDomotizar Timbre TelefonilloAlfonso Carlos Alvarez ReyesAún no hay calificaciones
- Interruptor diferencial protecciónDocumento2 páginasInterruptor diferencial protecciónGilvert vasquez DIAZAún no hay calificaciones
- Balistica - Resumen Parcial IDocumento3 páginasBalistica - Resumen Parcial IErick RoBenAún no hay calificaciones
- Informe de Inspección CriminalísticaDocumento3 páginasInforme de Inspección CriminalísticaFhred FermanAún no hay calificaciones
- 5 APU ComunicacionesDocumento11 páginas5 APU ComunicacionesLuis Wilmer Nuñez Echaccaya100% (1)
- Mamual Arca IIIDocumento60 páginasMamual Arca IIIAxon eduardo Guerra guzmanAún no hay calificaciones
- Maquinas Mov RectoDocumento12 páginasMaquinas Mov RectoPablitoAún no hay calificaciones
- Manual Centrífuga Broadbent DACSADocumento34 páginasManual Centrífuga Broadbent DACSAFausto LopezAún no hay calificaciones
- Medición dasométricaDocumento21 páginasMedición dasométricaMiluska SantosAún no hay calificaciones
- Manual de Compresor Oral GalaxyDocumento9 páginasManual de Compresor Oral GalaxyNINI SUAREZ50% (2)
- InoxidableDocumento22 páginasInoxidableYOSHIO NAKAMURAAún no hay calificaciones
- Torno MecanicoDocumento11 páginasTorno MecanicoJuan RamírezAún no hay calificaciones
- PDF Educacion Tecnologica Segundo Ao Prof Lorena Cattay CompressDocumento18 páginasPDF Educacion Tecnologica Segundo Ao Prof Lorena Cattay CompressNancy SaraviaAún no hay calificaciones
- Qdoc - Tips Jf011e Jatco CVT para El Jf015e CVT 7Documento9 páginasQdoc - Tips Jf011e Jatco CVT para El Jf015e CVT 7cesar kAún no hay calificaciones
- V-Amp3 QSG WWDocumento11 páginasV-Amp3 QSG WWthe-trooperAún no hay calificaciones