También podría gustarte
- Acabado en SecoDocumento10 páginasAcabado en SecoBenito Camelas0% (1)
- Charla de Seguridad EPPDocumento10 páginasCharla de Seguridad EPPPame ArroyoAún no hay calificaciones
- Comprobantepago Plani Afi - JasperDocumento1 páginaComprobantepago Plani Afi - JasperAlexander Paul Liquinchana MartinezAún no hay calificaciones
- Analisis de Tren Mecanico Transmision Ford E40DDocumento3 páginasAnalisis de Tren Mecanico Transmision Ford E40DErick NikolaldeAún no hay calificaciones
- Scanner Automotriz Autel MaxiCOM MK808Documento5 páginasScanner Automotriz Autel MaxiCOM MK808Erick NikolaldeAún no hay calificaciones
- Trabajo en Grupo - 7Documento5 páginasTrabajo en Grupo - 7Erick NikolaldeAún no hay calificaciones
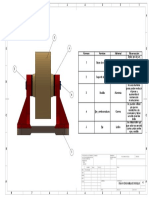
- Plano Ensamblaje RodilloDocumento1 páginaPlano Ensamblaje RodilloErick NikolaldeAún no hay calificaciones
- Erick Nicolalde MotogeneradorDocumento4 páginasErick Nicolalde MotogeneradorErick NikolaldeAún no hay calificaciones
- Consentimiento Informado Por Representación para La Vacunación de Niños Entre 5 Años Cumplidos y Menores de 6 Años Frente A La CovidDocumento5 páginasConsentimiento Informado Por Representación para La Vacunación de Niños Entre 5 Años Cumplidos y Menores de 6 Años Frente A La CovidJUAN JOSE Huacon RamirezAún no hay calificaciones
- Mapa Mental Sistema HidráulicoDocumento2 páginasMapa Mental Sistema HidráulicoErick NikolaldeAún no hay calificaciones
- Erick Nicolalde 4B Tipos de ValvulasDocumento6 páginasErick Nicolalde 4B Tipos de ValvulasErick NikolaldeAún no hay calificaciones
- Erick Nicolalde 4B Partes Del Sistema de Inyeccion A GasolinaDocumento4 páginasErick Nicolalde 4B Partes Del Sistema de Inyeccion A GasolinaErick NikolaldeAún no hay calificaciones
- Nicolalde Erick 4B Analisis ComparativoDocumento9 páginasNicolalde Erick 4B Analisis ComparativoErick NikolaldeAún no hay calificaciones
- Erick Nicolalde Caja FordDocumento3 páginasErick Nicolalde Caja FordErick NikolaldeAún no hay calificaciones
- Nicolalde Erick 4B Resumen Convertidor de ParDocumento3 páginasNicolalde Erick 4B Resumen Convertidor de ParErick NikolaldeAún no hay calificaciones
- Erick Nicolalde 4B Uso Del ManualDocumento3 páginasErick Nicolalde 4B Uso Del ManualErick NikolaldeAún no hay calificaciones
- Administración y Organización de Talleres AutomotricesDocumento5 páginasAdministración y Organización de Talleres AutomotricesErick NikolaldeAún no hay calificaciones
- Nicolalde Erick 4B Tipos de Sistemas de InyeccionDocumento3 páginasNicolalde Erick 4B Tipos de Sistemas de InyeccionErick NikolaldeAún no hay calificaciones
- Erick Nicolalde 4B Investigacion Sobre Los Sistemas de Inyeccion A CombustibleDocumento7 páginasErick Nicolalde 4B Investigacion Sobre Los Sistemas de Inyeccion A CombustibleErick NikolaldeAún no hay calificaciones
- Nicolalde Erick 3 B Informe Etnias EcuadorDocumento3 páginasNicolalde Erick 3 B Informe Etnias EcuadorErick NikolaldeAún no hay calificaciones
- Bujias NICOALLDE ERICK 3BDocumento4 páginasBujias NICOALLDE ERICK 3BErick NikolaldeAún no hay calificaciones
- Erick Nicolalde 4B OBDIIDocumento4 páginasErick Nicolalde 4B OBDIIErick NikolaldeAún no hay calificaciones
- Ensayo Cajas de Cambio NICOLALDE ERICK 3BDocumento4 páginasEnsayo Cajas de Cambio NICOLALDE ERICK 3BErick NikolaldeAún no hay calificaciones
- Sistema GdiDocumento4 páginasSistema GdiErick NikolaldeAún no hay calificaciones
- Instrumento de Supervisión 2Documento2 páginasInstrumento de Supervisión 2Erick NikolaldeAún no hay calificaciones
- Paln de Mantenimiento de Transmisiones NICOLALDE ERICK 3BDocumento10 páginasPaln de Mantenimiento de Transmisiones NICOLALDE ERICK 3BErick NikolaldeAún no hay calificaciones
- Investigacion de Las Transmisiones Utilizadas en El Mercado Nacional NICOLALDE ERICK 3BDocumento5 páginasInvestigacion de Las Transmisiones Utilizadas en El Mercado Nacional NICOLALDE ERICK 3BErick NikolaldeAún no hay calificaciones
- Resumen Contexto Socioeconomico y Cultural NICOLALDE ERICK 3BDocumento3 páginasResumen Contexto Socioeconomico y Cultural NICOLALDE ERICK 3BErick NikolaldeAún no hay calificaciones
- Magueras y Cañerias ERICK NICOLALDE 3BDocumento3 páginasMagueras y Cañerias ERICK NICOLALDE 3BErick NikolaldeAún no hay calificaciones
- Contexto Socioeconómico y CulturalDocumento3 páginasContexto Socioeconómico y CulturalErick NikolaldeAún no hay calificaciones
- Sensor Magnetorresistivos NICOLALDE ERICK 3BDocumento5 páginasSensor Magnetorresistivos NICOLALDE ERICK 3BErick NikolaldeAún no hay calificaciones
- Resumen Contexto Socioeconomico y Cultural NICOLALDE ERICK 3BDocumento3 páginasResumen Contexto Socioeconomico y Cultural NICOLALDE ERICK 3BErick NikolaldeAún no hay calificaciones
- Evaluación de Riesgos en Trabajos de JardineríaDocumento12 páginasEvaluación de Riesgos en Trabajos de JardineríaJose Reynaldo Salvador ZetaAún no hay calificaciones
- Evidencia 5 Actividad 16Documento16 páginasEvidencia 5 Actividad 16Laura Natalia Ortíz MorenoAún no hay calificaciones
- Elementos de Proteción Personal EppDocumento45 páginasElementos de Proteción Personal EppBryanGiraldoAún no hay calificaciones
- Info 028 SSO La Protección de Las ManosDocumento1 páginaInfo 028 SSO La Protección de Las ManosJosé Manuel García PantigozoAún no hay calificaciones
- BIOSEGURIDADDocumento21 páginasBIOSEGURIDADKarla Diaz MenesesAún no hay calificaciones
- Accidente Con Taladro PDFDocumento4 páginasAccidente Con Taladro PDFReneAún no hay calificaciones
- Guía 1 EFB SaludDocumento7 páginasGuía 1 EFB SaludLuz Mery MamaniAún no hay calificaciones
- Cartilla Sector ConstrucciónDocumento13 páginasCartilla Sector ConstrucciónClaudia ELizabeth Gordillo CastañedaAún no hay calificaciones
- N-Dodecyl MercaptanDocumento15 páginasN-Dodecyl MercaptancarlosluislopezAún no hay calificaciones
- La Importancia Del Uso Correcto de Equipos de Protección PersonalDocumento2 páginasLa Importancia Del Uso Correcto de Equipos de Protección PersonalPáez AndrésAún no hay calificaciones
- Vapor Ingenios AzucarerosDocumento48 páginasVapor Ingenios AzucarerosImoralesV100% (1)
- Evaluacion de Riesgos Secado de Tubos Aero - Intercambiador de CalorDocumento16 páginasEvaluacion de Riesgos Secado de Tubos Aero - Intercambiador de CalorVictor AntonioAún no hay calificaciones
- Protección en Extremidades SuperioresDocumento16 páginasProtección en Extremidades SuperioresLuis Mario Vega Méndez73% (11)
- HDS Mobiltac 325 NCDocumento11 páginasHDS Mobiltac 325 NCmaria.perezAún no hay calificaciones
- Taller de Maestranza SEGURIDAD PDFDocumento9 páginasTaller de Maestranza SEGURIDAD PDFRobinson DecenaAún no hay calificaciones
- Hoja de Seguridad Glutaraldehido 50Documento11 páginasHoja de Seguridad Glutaraldehido 50EloyAún no hay calificaciones
- Como Se Corta y Pule Un Cristal de CuarzoDocumento13 páginasComo Se Corta y Pule Un Cristal de CuarzoPsic Jorge Sergio Bolaños100% (5)
- Procedimiento Trabajo Seguro Prensa HidraulicaDocumento104 páginasProcedimiento Trabajo Seguro Prensa HidraulicaHernan Dario Herrera ZambranoAún no hay calificaciones
- HOJA TéCNICA-ATLAS® 330Documento2 páginasHOJA TéCNICA-ATLAS® 330Javier Cordova BeltranAún no hay calificaciones
- Anexo 06 PRO-SIG-012 EPP Control de Equipos de Proteccion Personal V0 PDFDocumento18 páginasAnexo 06 PRO-SIG-012 EPP Control de Equipos de Proteccion Personal V0 PDFJorge Luis Olartegui VeraAún no hay calificaciones
- Aceite Dielectrico Diala B DriedDocumento8 páginasAceite Dielectrico Diala B Driedmdcn25Aún no hay calificaciones
- Instituto Superior Tecnologico Del AzuayDocumento17 páginasInstituto Superior Tecnologico Del AzuayEugenia QuintuñaAún no hay calificaciones
- Cartilla Final PDFDocumento30 páginasCartilla Final PDFLeidy Johana OBANDO ROSERO100% (1)
- Carbopol 934 NF Polymer MSDSDocumento14 páginasCarbopol 934 NF Polymer MSDSLaura PerezAún no hay calificaciones
- Rubia 20W50Documento13 páginasRubia 20W50FelipeAún no hay calificaciones
- Msds MX Esp 15w40Documento9 páginasMsds MX Esp 15w40cesar_lubAún no hay calificaciones
- Herramientas ManualesDocumento13 páginasHerramientas ManualesEsme Pilco50% (2)
- 2do Parcial EonomicasDocumento19 páginas2do Parcial EonomicasArroba Condori MarcoAún no hay calificaciones