También podría gustarte
- 3 Guia Basica Hacking EticoDocumento14 páginas3 Guia Basica Hacking EticoKeny “Jheiko” Ovando Davalos100% (1)
- Test - Lección 1Documento3 páginasTest - Lección 1Carlos Alberto Rodriguez Lazo100% (3)
- Fallas Comúnes y Posibles SolucionesDocumento6 páginasFallas Comúnes y Posibles SolucionesRoyRosenfeldDAún no hay calificaciones
- Duran Francisco Alejandro R5 U3 CalculoDocumento4 páginasDuran Francisco Alejandro R5 U3 Calculoalfredo olivasAún no hay calificaciones
- U1Documento46 páginasU1cruz100% (1)
- Estándares/Normas internacionales de información financiera (IFRS/NIIF) - 2da edición: Incluye ejercicios y estudios de casoDe EverandEstándares/Normas internacionales de información financiera (IFRS/NIIF) - 2da edición: Incluye ejercicios y estudios de casoAún no hay calificaciones
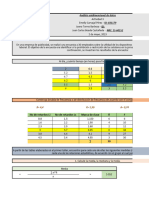
- Caso PL Scheduling - PlantillaDocumento6 páginasCaso PL Scheduling - PlantillaJUAN ESTEBAN ARBELAEZ GAMBOAAún no hay calificaciones
- Examen Parcial 1Documento1 páginaExamen Parcial 1Ronaldo LópezAún no hay calificaciones
- Semana 14 Problemas ProbabilisticosDocumento22 páginasSemana 14 Problemas ProbabilisticosRay Garcia OrtizAún no hay calificaciones
- Respuesta Tarea de Ejercicios para Cuarto Examen ParcialDocumento7 páginasRespuesta Tarea de Ejercicios para Cuarto Examen Parcialszxdcfvgbhnjm,..mnbvcAún no hay calificaciones
- Respuesta Tarea de Ejercicios para Cuarto Examen ParcialDocumento7 páginasRespuesta Tarea de Ejercicios para Cuarto Examen ParcialAczino RamosAún no hay calificaciones
- Capsula 5 (Integrales Problemas)Documento4 páginasCapsula 5 (Integrales Problemas)Jonathan Esteban AliagaTroncosoAún no hay calificaciones
- Quiz IoDocumento3 páginasQuiz IoCristian LopezAún no hay calificaciones
- Solución Parcial 4Documento5 páginasSolución Parcial 4Kevin Ernesto Campos RoldánAún no hay calificaciones
- Sem6 METODO DE ASIGNACION DE RECURSOS PDFDocumento8 páginasSem6 METODO DE ASIGNACION DE RECURSOS PDFKatyuska Aragon AvilezAún no hay calificaciones
- GUÍA PRÁCTICA N°4 Aplicacion Del Método de AsignaciónDocumento8 páginasGUÍA PRÁCTICA N°4 Aplicacion Del Método de AsignaciónVICTOR ANTONI ARIAS YLDEFONZOAún no hay calificaciones
- Taller 2 MantenimientoDocumento7 páginasTaller 2 Mantenimientofelipe fontalvo marquezAún no hay calificaciones
- Taller Número 1Documento7 páginasTaller Número 1ANA ROJAS CARPIOAún no hay calificaciones
- Algoritmo de RedesDocumento2 páginasAlgoritmo de RedesHellen L. SheeranAún no hay calificaciones
- Tercer Examen Parcial IVDocumento5 páginasTercer Examen Parcial IVMAYRA BRIGITTE ALEGRIA CABANILLASAún no hay calificaciones
- Calculo 2 EjercicioDocumento2 páginasCalculo 2 EjercicioJorge DiazAún no hay calificaciones
- S1.1 Espacio TridimensionalDocumento54 páginasS1.1 Espacio TridimensionalVarfmx 99Aún no hay calificaciones
- Tarea Virtual 3Documento2 páginasTarea Virtual 3eduardoAún no hay calificaciones
- Practica 9Documento5 páginasPractica 9andrea espinoza del llanoAún no hay calificaciones
- Actividad 9 Estadística DescriptivaDocumento9 páginasActividad 9 Estadística DescriptivaSbt InkdigoAún no hay calificaciones
- Proba 2Documento2 páginasProba 2elyAún no hay calificaciones
- 2018-00430 Expediente Tomo IIIDocumento165 páginas2018-00430 Expediente Tomo IIIJorge Mario Sepulveda OspinoAún no hay calificaciones
- Ejercicios Resueltos de Álgebra Lineal para ComputaciónDocumento87 páginasEjercicios Resueltos de Álgebra Lineal para ComputaciónEDUARDO GABRIEL RIZO GUTIERREZAún no hay calificaciones
- Taller Ecuaciones en WordDocumento3 páginasTaller Ecuaciones en WordJuan David Mejia CorralesAún no hay calificaciones
- Unidad II Funciones (1ra Parte)Documento5 páginasUnidad II Funciones (1ra Parte)Jorge Ricardo Pérez MinckAún no hay calificaciones
- Parcial #1 LpUDocumento3 páginasParcial #1 LpUEmmanuel RoldánAún no hay calificaciones
- Actividad 5 Unidad 3Documento9 páginasActividad 5 Unidad 3Alexander RojasAún no hay calificaciones
- Práctica 9: Movimiento Rectilíneo: Facultad de Ciencias Químicas Ingeniería en BiotecnologíaDocumento14 páginasPráctica 9: Movimiento Rectilíneo: Facultad de Ciencias Químicas Ingeniería en Biotecnologíaosiris sairet morales nuñezAún no hay calificaciones
- UntitledDocumento3 páginasUntitledAndrea Rodríguez OrrequiaAún no hay calificaciones
- Problema 4.2Documento4 páginasProblema 4.2Lucia LlameraAún no hay calificaciones
- Formato de Práctica de LaboratorioDocumento4 páginasFormato de Práctica de LaboratorioCris AngoAún no hay calificaciones
- 04 02 SolDocumento2 páginas04 02 Solminuch00newsAún no hay calificaciones
- Integraciones ClasesDocumento5 páginasIntegraciones ClasesJavier P PAún no hay calificaciones
- Uni 2 Act 3Documento34 páginasUni 2 Act 3johana torresAún no hay calificaciones
- Programacion Dinamica DeterministicaDocumento17 páginasProgramacion Dinamica DeterministicaestibenAún no hay calificaciones
- Taller 3 Matematicas EspecialesDocumento12 páginasTaller 3 Matematicas EspecialesJuancho BravoAún no hay calificaciones
- Taller 3 CostosDocumento6 páginasTaller 3 CostosDiego Hermogenes Criollo ChamorroAún no hay calificaciones
- PROGRAMACION DE OBRAS 2019 - Copia-1Documento34 páginasPROGRAMACION DE OBRAS 2019 - Copia-1Miki AngelAún no hay calificaciones
- CINEMATICADocumento29 páginasCINEMATICAShow EpicGamerAún no hay calificaciones
- Duo Trio Ranking Valverde Herrera Luder WhistlerDocumento4 páginasDuo Trio Ranking Valverde Herrera Luder WhistlerleoAún no hay calificaciones
- 1 Practica de Matematicas 3Documento6 páginas1 Practica de Matematicas 3Rafael CárdenasAún no hay calificaciones
- Cervantes Fernandez MiguelDocumento6 páginasCervantes Fernandez Miguelmysjo12Aún no hay calificaciones
- 1 Practica de Matematicas 3Documento6 páginas1 Practica de Matematicas 3Rafael CárdenasAún no hay calificaciones
- Laboratorio N°4Documento10 páginasLaboratorio N°4Juan José Conde LecoñaAún no hay calificaciones
- Actividades Todo y Sus PartesDocumento5 páginasActividades Todo y Sus PartesIvannia Leyton LedezmaAún no hay calificaciones
- Guias de EjerciciosDocumento27 páginasGuias de Ejerciciosjose menendez.0% (1)
- Trabajo 3Documento10 páginasTrabajo 3Leyner RamyrezAún no hay calificaciones
- Taller 10 Matemáticas IIIDocumento1 páginaTaller 10 Matemáticas IIIluna salome alejo prietoAún no hay calificaciones
- Rombo LogaritmosDocumento3 páginasRombo LogaritmosmauricioAún no hay calificaciones
- Práctica 2.régimen No PermanenteDocumento7 páginasPráctica 2.régimen No PermanenteEstudiante de QuímicaAún no hay calificaciones
- Pert CPMDocumento7 páginasPert CPMBÖmböm ËlëctrÖö ZËsÖöalAún no hay calificaciones
- MA292 II2020 2parcialDocumento2 páginasMA292 II2020 2parcialjuanAún no hay calificaciones
- Taller Estadistica Descriptiva Segundo Corte TerminadoDocumento20 páginasTaller Estadistica Descriptiva Segundo Corte TerminadoJose Luis Tabares LopezAún no hay calificaciones
- Practica Operaciones Basicas 2023ADocumento5 páginasPractica Operaciones Basicas 2023AArmando HCAún no hay calificaciones
- CavasDocumento1 páginaCavasjim perdigonAún no hay calificaciones
- Taller Pert CPMDocumento9 páginasTaller Pert CPMGustavo MesaAún no hay calificaciones
- Ingenieria Conceptual Modificacion Molinos Solera-3Documento1 páginaIngenieria Conceptual Modificacion Molinos Solera-3dianacatherinnesoteloAún no hay calificaciones
- Portafolio de Practicas de Control DigitalDocumento19 páginasPortafolio de Practicas de Control Digitalsteven alexanderAún no hay calificaciones
- ENCUBExDocumento19 páginasENCUBExNataliaAún no hay calificaciones
- Log DistribuciónDocumento28 páginasLog DistribuciónNataliaAún no hay calificaciones
- IncotermsDocumento17 páginasIncotermsNataliaAún no hay calificaciones
- Un 1. Planeacion Estrategica e Innovación V2Documento37 páginasUn 1. Planeacion Estrategica e Innovación V2NataliaAún no hay calificaciones
- Taller Primer CorteDocumento21 páginasTaller Primer CorteNataliaAún no hay calificaciones
- Condiciones Trabajo Final HatdDocumento2 páginasCondiciones Trabajo Final HatdNataliaAún no hay calificaciones
- Diapositivas Operaciones II Clase 2Documento14 páginasDiapositivas Operaciones II Clase 2NataliaAún no hay calificaciones
- Metodo de Promedio MóvilDocumento6 páginasMetodo de Promedio MóvilNataliaAún no hay calificaciones
- Ventaneria en PVCDocumento33 páginasVentaneria en PVCNataliaAún no hay calificaciones
- TECNOPARQUEDocumento7 páginasTECNOPARQUENataliaAún no hay calificaciones
- Caracterización Del Proceso de Diseño de ProductosDocumento7 páginasCaracterización Del Proceso de Diseño de ProductosNataliaAún no hay calificaciones
- Conjunto de Problemas 18Documento2 páginasConjunto de Problemas 18NataliaAún no hay calificaciones
- Computadores y Proceso de DatosDocumento7 páginasComputadores y Proceso de DatosAgustin OrtegaAún no hay calificaciones
- CV. Elias 18-07-22Documento28 páginasCV. Elias 18-07-22elliotmoralesAún no hay calificaciones
- Manual Integracion Pos Autoservicio 4.3Documento43 páginasManual Integracion Pos Autoservicio 4.3daniel falconAún no hay calificaciones
- Programación en JAVADocumento4 páginasProgramación en JAVASergio Andres Gualteros RobertoAún no hay calificaciones
- Clase 9 PDFDocumento14 páginasClase 9 PDFjuan carlos alvarezAún no hay calificaciones
- CAPITULO 10 50revCPG2Documento29 páginasCAPITULO 10 50revCPG2Naly CasAún no hay calificaciones
- Ipv6-Inteligencia Artificial - CaracteristicasDocumento3 páginasIpv6-Inteligencia Artificial - CaracteristicasNathalia rieraAún no hay calificaciones
- Practica Calificada 1 - Revisión Del IntentoDocumento5 páginasPractica Calificada 1 - Revisión Del IntentoFlorAún no hay calificaciones
- Cap 04Documento25 páginasCap 04Doces RicosAún no hay calificaciones
- TTP 2° - Placas ControladorasDocumento4 páginasTTP 2° - Placas ControladorasFrancisco GómezAún no hay calificaciones
- Fiery Command WorkStation 5 PDFDocumento16 páginasFiery Command WorkStation 5 PDFereslomaximo2014Aún no hay calificaciones
- Manual PscadDocumento653 páginasManual Pscadtarzanpuyol75% (4)
- Convertidor Analogico DigitalDocumento5 páginasConvertidor Analogico DigitalcarlosAún no hay calificaciones
- Programación I Capítulo 3 RecursividadDocumento25 páginasProgramación I Capítulo 3 RecursividadrobalinoloonieAún no hay calificaciones
- PCS Gobnt6r-A EstudiantesDocumento2 páginasPCS Gobnt6r-A EstudiantesTareas MarAún no hay calificaciones
- Programar en C - Parte 1Documento36 páginasProgramar en C - Parte 1RocioVelardezAún no hay calificaciones
- Portátil HP ProBook 440 G7 - Ficha TecnicaDocumento4 páginasPortátil HP ProBook 440 G7 - Ficha TecnicaHarold HAún no hay calificaciones
- Lista MayoristaDocumento13 páginasLista MayoristaAlan Yecid Linares YujraAún no hay calificaciones
- Manual Usuario Router Technicolor TG789vnDocumento15 páginasManual Usuario Router Technicolor TG789vnrojasepiAún no hay calificaciones
- Guía de Estudio - Tema 1Documento51 páginasGuía de Estudio - Tema 1Demiurgo JungianoAún no hay calificaciones
- Base DatosDocumento12 páginasBase DatosDanniell GuerrerOoAún no hay calificaciones
- InfografiaDocumento1 páginaInfografiaflores floresAún no hay calificaciones
- QA E8 - Plan de Prueba 2 - 2Documento33 páginasQA E8 - Plan de Prueba 2 - 2Laura Daniela Di NinnoAún no hay calificaciones
- Grupo - 59 - Fase 5 - Consolidación Del Documento de Requerimientos Del SistemaDocumento27 páginasGrupo - 59 - Fase 5 - Consolidación Del Documento de Requerimientos Del SistemaLorena SanchezAún no hay calificaciones
- CCTV EDIFICIO JOJULI-B - Cotizar PDFDocumento2 páginasCCTV EDIFICIO JOJULI-B - Cotizar PDFjapinangoservAún no hay calificaciones
- S119 With HiDTV User Manual - Spanish PDFDocumento4 páginasS119 With HiDTV User Manual - Spanish PDFgutenbergerAún no hay calificaciones
- Sistemas Digitales - 05Documento47 páginasSistemas Digitales - 05RaymundoAún no hay calificaciones