También podría gustarte
- U1 SeguridadDocumento37 páginasU1 SeguridadNoelia BaezAún no hay calificaciones
- UD4-Administración Del Prog de SegDocumento17 páginasUD4-Administración Del Prog de SegNoelia BáezAún no hay calificaciones
- Copia de ManualDocumento49 páginasCopia de ManualAlejaAún no hay calificaciones
- Guia de Sha - Seguridad IndustrialDocumento15 páginasGuia de Sha - Seguridad IndustrialFranklin SegoviaAún no hay calificaciones
- Programa Seguridad Industrial IDocumento8 páginasPrograma Seguridad Industrial INoelia BáezAún no hay calificaciones
- Seg1 Uni2Documento27 páginasSeg1 Uni2JuanAún no hay calificaciones
- Programa de Seguridad IndustrialDocumento5 páginasPrograma de Seguridad IndustrialFederico III Cortez MorenoAún no hay calificaciones
- Documento - Modulo de Seguridad Del Trabajo2Documento165 páginasDocumento - Modulo de Seguridad Del Trabajo2Xochil Mejia CajinaAún no hay calificaciones
- Ud 3 Seguridad Industrial 1Documento19 páginasUd 3 Seguridad Industrial 1Mónica CurtiAún no hay calificaciones
- PPT-PRSSO-Fundamentos de La Seguridad Industrial y Minera-S1Documento52 páginasPPT-PRSSO-Fundamentos de La Seguridad Industrial y Minera-S1Jeanpierre Haffef Quispe GordilloAún no hay calificaciones
- UD 5 Gestion de La Seguridad y La Salud en La EmpresaDocumento18 páginasUD 5 Gestion de La Seguridad y La Salud en La EmpresaMónica CurtiAún no hay calificaciones
- Unidad 8Documento10 páginasUnidad 8GracielaAún no hay calificaciones
- Diplomado de Gestion de Seguridad y Salud en El Trabajo.Documento6 páginasDiplomado de Gestion de Seguridad y Salud en El Trabajo.ElvisAún no hay calificaciones
- Universidad Nacional de Huancavelica Vicerrectorado AcadémicoDocumento5 páginasUniversidad Nacional de Huancavelica Vicerrectorado AcadémicoHildebrandt Alfonso100% (1)
- ISO45001Documento54 páginasISO45001cesar augusto cordova duranAún no hay calificaciones
- Colombia 2023Documento109 páginasColombia 2023YOLANDAAún no hay calificaciones
- Curso Gestion de La Seguridad y Salud en La Construccion G 06DIC21Documento8 páginasCurso Gestion de La Seguridad y Salud en La Construccion G 06DIC21anders saavedra paredezAún no hay calificaciones
- Manual Seguridad 1Documento199 páginasManual Seguridad 1Matias VillanoAún no hay calificaciones
- Temario SH Uvm SsymaDocumento7 páginasTemario SH Uvm SsymaFernando García PachecoAún no hay calificaciones
- Supervisor Seguridad Industrial GratisDocumento16 páginasSupervisor Seguridad Industrial GratisJuanita Segura FlorezAún no hay calificaciones
- Supervisor Seguridad Industrial Gratis PDFDocumento16 páginasSupervisor Seguridad Industrial Gratis PDFJuanita Segura FlorezAún no hay calificaciones
- Modulo I 2021 Nov-MayDocumento179 páginasModulo I 2021 Nov-MayPerla Karina Maldonado HuertaAún no hay calificaciones
- Seguridad OrganizacionalDocumento8 páginasSeguridad OrganizacionalAracellys Garcia GarciaAún no hay calificaciones
- Aspectos Basicos Seguridad InformaciónDocumento4 páginasAspectos Basicos Seguridad InformaciónWar DogAún no hay calificaciones
- Cartilla Inspecciones SuraDocumento35 páginasCartilla Inspecciones SuraDORIS YANETH PIRAGUA PIRAGAUTAAún no hay calificaciones
- Especialización en Gerencia Integral Del RiesgoDocumento8 páginasEspecialización en Gerencia Integral Del Riesgosteven rstAún no hay calificaciones
- Inspecciones de Seguridad: Tarea 1Documento74 páginasInspecciones de Seguridad: Tarea 1Baby mochy uwuAún no hay calificaciones
- Taller N.°1 - Tema de InvestigacionDocumento16 páginasTaller N.°1 - Tema de InvestigacionLuz AngelaAún no hay calificaciones
- Trabajar Con SeguridadDocumento77 páginasTrabajar Con SeguridadJennifer OrtizAún no hay calificaciones
- Semana 1 Seguridad e HDocumento2 páginasSemana 1 Seguridad e HSale Tecnology0% (1)
- Tema5 1Documento19 páginasTema5 1Pablo GordonAún no hay calificaciones
- Mapa Conceptual Del Programa de Seguridad e HigieneDocumento5 páginasMapa Conceptual Del Programa de Seguridad e HigieneGabriel Rodriguez SantyagoAún no hay calificaciones
- UD7 - Cinturones de SeguridadDocumento24 páginasUD7 - Cinturones de SeguridadPablo CancliniAún no hay calificaciones
- Unidad IDocumento14 páginasUnidad IBianca RochaAún no hay calificaciones
- Reglamento Interno y Seguridad Empresa Electrica QuitoDocumento104 páginasReglamento Interno y Seguridad Empresa Electrica QuitoJuan DanielAún no hay calificaciones
- Tema 6 (I)Documento24 páginasTema 6 (I)alba aliques morenoAún no hay calificaciones
- IntroducciónDocumento7 páginasIntroducciónjesus izaguirre cisnerosAún no hay calificaciones
- Módulo 1 - Lectura 1Documento6 páginasMódulo 1 - Lectura 1Mariano VoltoliniAún no hay calificaciones
- Básico de SegruidadDocumento40 páginasBásico de SegruidadFernando GuzmanAún no hay calificaciones
- Web Curso Jefe de Seguridad PrivadaDocumento7 páginasWeb Curso Jefe de Seguridad PrivadaAlex CarrascoAún no hay calificaciones
- Programa Control Operativo MIDSTREAM - Sep 2022Documento12 páginasPrograma Control Operativo MIDSTREAM - Sep 2022Fabricio Vėlez BowenAún no hay calificaciones
- Grupo3-Plan de AsignaturaDocumento11 páginasGrupo3-Plan de Asignaturaclaudia floresAún no hay calificaciones
- Tarea 1Documento6 páginasTarea 1Paul PeraltaAún no hay calificaciones
- Seguridad Industrial - Funciones y AlcanceDocumento18 páginasSeguridad Industrial - Funciones y AlcanceRuben Cruz SAún no hay calificaciones
- Administracion de La Proteccion IntegralDocumento7 páginasAdministracion de La Proteccion IntegralMariaEugenia UMAún no hay calificaciones
- Descripcion Programa Pec AutogestionDocumento36 páginasDescripcion Programa Pec AutogestionJuanAún no hay calificaciones
- Sílabo Por Competencias Curso: Industrial Safety Docente: Alejandro Hijar TenaDocumento16 páginasSílabo Por Competencias Curso: Industrial Safety Docente: Alejandro Hijar TenaJhonyAún no hay calificaciones
- Modulo Higiene y Seguridad IndustrialDocumento80 páginasModulo Higiene y Seguridad IndustrialLizett Pesantez YarAún no hay calificaciones
- Presentacion Grupo3Documento27 páginasPresentacion Grupo3Yenny Marilu FernandezAún no hay calificaciones
- Sistemas de Gestión SSTDocumento17 páginasSistemas de Gestión SSTSirius Seguridad PrivadaAún no hay calificaciones
- UD 4 - Gestión Integral de La Salud en La EmpresaDocumento23 páginasUD 4 - Gestión Integral de La Salud en La EmpresaMónica CurtiAún no hay calificaciones
- Sesion 1 Presentación Seguridad Industrial IDocumento10 páginasSesion 1 Presentación Seguridad Industrial IGerman PerezAún no hay calificaciones
- Normasdeseguridadysaludocupacional 150806193557 Lva1 App6891Documento16 páginasNormasdeseguridadysaludocupacional 150806193557 Lva1 App6891Elias Castillo RivasAún no hay calificaciones
- SeguridadDocumento39 páginasSeguridadRajiv Delgado CarrascoAún no hay calificaciones
- Introduccion A La Seguridad IndustrialDocumento6 páginasIntroduccion A La Seguridad IndustrialFrank PascumalAún no hay calificaciones
- Universidad Nacional Abierta Vicerrectorado Académico Área de Ingeniería Carrera TSU en Higiene y Seguridad IndustrialDocumento5 páginasUniversidad Nacional Abierta Vicerrectorado Académico Área de Ingeniería Carrera TSU en Higiene y Seguridad IndustrialMarisabel Buenaño MorenoAún no hay calificaciones
- Guia Didactica 5-HSI PDFDocumento26 páginasGuia Didactica 5-HSI PDFwilson vasquezAún no hay calificaciones
- Tema 2 para SeguridadDocumento3 páginasTema 2 para SeguridadBEYMAR ROJAS ZURITAAún no hay calificaciones
- Seguridad y prevención de riesgos en el almacén. COML0309De EverandSeguridad y prevención de riesgos en el almacén. COML0309Aún no hay calificaciones
- 2 CampanasDocumento31 páginas2 CampanasNoelia BáezAún no hay calificaciones
- UD 5 - Manejo DefensivoDocumento26 páginasUD 5 - Manejo DefensivoNoelia BáezAún no hay calificaciones
- UD 3 - Normativa de Seguridad en Establecimientos EducativosDocumento16 páginasUD 3 - Normativa de Seguridad en Establecimientos EducativosNoelia BáezAún no hay calificaciones
- El Cuerpo Humano 2 Sistema DigestivoDocumento12 páginasEl Cuerpo Humano 2 Sistema DigestivoNoelia BáezAún no hay calificaciones
- Modifican Una Ficha Tecnica Del Rubro Material Accesorios y Resolucion Jefatural N 000075 2023 Peru Compras Jefatura 2190111 1Documento2 páginasModifican Una Ficha Tecnica Del Rubro Material Accesorios y Resolucion Jefatural N 000075 2023 Peru Compras Jefatura 2190111 1Rocío Maldonado ChavarriAún no hay calificaciones
- Entrenamiento Integrado PorteroDocumento20 páginasEntrenamiento Integrado PorteroDaniel SotoAún no hay calificaciones
- 05 Contenido Comunicación PDFDocumento28 páginas05 Contenido Comunicación PDFCamiAún no hay calificaciones
- Documentos para Validar Evaluaciones Quimestrales. 2023.Documento4 páginasDocumentos para Validar Evaluaciones Quimestrales. 2023.Miriam RiosAún no hay calificaciones
- Perlas 24Documento2 páginasPerlas 24Samy MaldonadoAún no hay calificaciones
- Linea Del Tiempo PDFDocumento5 páginasLinea Del Tiempo PDFjohanaAún no hay calificaciones
- Balonmano PDFDocumento5 páginasBalonmano PDFJAIRORUIZHAún no hay calificaciones
- Compiladores e InterpretesDocumento20 páginasCompiladores e InterpretesCabere Nadime0% (1)
- Antibióticos para Bacterias Gram PositivasDocumento4 páginasAntibióticos para Bacterias Gram PositivasJob Gabriel Medina100% (1)
- Linea Temporal - Fics SS de Misao PDFDocumento11 páginasLinea Temporal - Fics SS de Misao PDFLeslie PaolaAún no hay calificaciones
- Jorge Luis Borges EL EVANGELIO SEGUN MARCOSDocumento2 páginasJorge Luis Borges EL EVANGELIO SEGUN MARCOSGuaman Marcos100% (1)
- Creo en Ti-Julio Melgar-Se Trata de Ti.CDocumento3 páginasCreo en Ti-Julio Melgar-Se Trata de Ti.CJairoGironAún no hay calificaciones
- UNIDAD 1. Cómo Lograr Una Supervisión de ExcelenciaDocumento19 páginasUNIDAD 1. Cómo Lograr Una Supervisión de ExcelenciaFlashmanx MxAún no hay calificaciones
- Práctica 6-2021Documento4 páginasPráctica 6-2021Pablo MantelAún no hay calificaciones
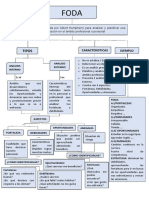
- Esquema FodaDocumento1 páginaEsquema FodaPiero Alvarado ChuquihuangaAún no hay calificaciones
- Qué Es La Geografía de Brasil - ÑopqDocumento3 páginasQué Es La Geografía de Brasil - ÑopqKärölAcöstäAún no hay calificaciones
- Trabajo de VacunosDocumento20 páginasTrabajo de VacunosJhonatan Juno VargasAún no hay calificaciones
- ElcapitalismoainiciosdelsigloXXI PDFDocumento305 páginasElcapitalismoainiciosdelsigloXXI PDFDaniela EscobarAún no hay calificaciones
- Diagnostico OrganizacionalDocumento3 páginasDiagnostico OrganizacionalJennifer GnzlezAún no hay calificaciones
- Hiroshi TeshigaharaDocumento5 páginasHiroshi TeshigaharaferneychavitaAún no hay calificaciones
- Informacion Diplomado OrtomoleularDocumento4 páginasInformacion Diplomado OrtomoleularKatie MhAún no hay calificaciones
- Autorizacion de ColegioDocumento16 páginasAutorizacion de ColegioJsilviog2Aún no hay calificaciones
- Rosario EucarísticoDocumento5 páginasRosario EucarísticoIreneAún no hay calificaciones
- Cuestionario Cultivos Protegidos ProAgro 2020Documento2 páginasCuestionario Cultivos Protegidos ProAgro 2020MARIO ALBERTO ORTIZ TRONCOSOAún no hay calificaciones
- Trabajo Practico N°4Documento5 páginasTrabajo Practico N°4Damián GonzálezAún no hay calificaciones
- Informe de HotelDocumento78 páginasInforme de Hotelkerberus86Aún no hay calificaciones
- Irene Salvador GradosDocumento3 páginasIrene Salvador GradosMartin Miller'sAún no hay calificaciones
- EJE 1 - Propuesta de Investigación para Entrega Diciembre 12 Ok ABRIL DE 2023 PARA ENTREGA SEGUNDO SEMESTREDocumento21 páginasEJE 1 - Propuesta de Investigación para Entrega Diciembre 12 Ok ABRIL DE 2023 PARA ENTREGA SEGUNDO SEMESTREWilson Herrera GomezAún no hay calificaciones
- Infografía Sobre Técnicas de Herborización de Las PlantasDocumento2 páginasInfografía Sobre Técnicas de Herborización de Las Plantasmiguel angelAún no hay calificaciones
- Carbapenemes, Aztreonam, GlucopéptidosDocumento19 páginasCarbapenemes, Aztreonam, Glucopéptidoscarolunita93Aún no hay calificaciones