También podría gustarte
- Tarea 2 Control Estadistico (Recuperado Automáticamente)Documento11 páginasTarea 2 Control Estadistico (Recuperado Automáticamente)evelyn ibaceta100% (7)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- LuisRojas Tarea2Documento11 páginasLuisRojas Tarea2Lester Aguilar Muñoz67% (6)
- Unidad 4 Refrigeracion y Aire Acondicionado, Normas APADocumento34 páginasUnidad 4 Refrigeracion y Aire Acondicionado, Normas APAFelix HR0% (1)
- Luis - Mellado Tareas2Documento8 páginasLuis - Mellado Tareas2luis melladoAún no hay calificaciones
- Proyecto FinalDocumento19 páginasProyecto FinalevelynAún no hay calificaciones
- Tarea 3 Control EstadisticoDocumento4 páginasTarea 3 Control EstadisticoevelynAún no hay calificaciones
- Tarea S5 - Heberth PeñaDocumento5 páginasTarea S5 - Heberth PeñaHeberth PEÑA MORALESAún no hay calificaciones
- Pedro - Arancibia - Tarea S8Documento7 páginasPedro - Arancibia - Tarea S8Pedro ArancibiaAún no hay calificaciones
- Henry Perez Tarea5Documento5 páginasHenry Perez Tarea5Henry Andres Perez GodoyAún no hay calificaciones
- Tarea 1 Innovacion y EmprendimientoDocumento4 páginasTarea 1 Innovacion y Emprendimientoevelyn ibacetaAún no hay calificaciones
- AO Semana1Documento5 páginasAO Semana1Pablo UrraAún no hay calificaciones
- Investigación de Operaciones Claudio Ayala Silva Modelo de Programación Lineal. Instituto IACC 24-01-2021Documento6 páginasInvestigación de Operaciones Claudio Ayala Silva Modelo de Programación Lineal. Instituto IACC 24-01-2021OSOAún no hay calificaciones
- Tarea S4Documento7 páginasTarea S4Rodrigo CurianteAún no hay calificaciones
- Tarea Semana 7Documento3 páginasTarea Semana 7vitorio0% (3)
- Marco Vidalj S8 Tarea8Documento4 páginasMarco Vidalj S8 Tarea8Alexander Vidal JerezAún no hay calificaciones
- Foro FE S8Documento7 páginasForo FE S8carlosAún no hay calificaciones
- Investigacion de Operacionestarea6Documento6 páginasInvestigacion de Operacionestarea6leonardo oportoAún no hay calificaciones
- Operaciones Control s7Documento5 páginasOperaciones Control s7evelynAún no hay calificaciones
- Investigacion de Operaciones - 05 - 05Documento5 páginasInvestigacion de Operaciones - 05 - 05Jose Dominguez FuentesAún no hay calificaciones
- Control Semana 1 Adm OperacionesDocumento3 páginasControl Semana 1 Adm OperacionesJoseAún no hay calificaciones
- ADMINISTRACIÓN DE OPERACIONES Semana 8Documento4 páginasADMINISTRACIÓN DE OPERACIONES Semana 8JUANITO0% (1)
- Francisco Miranda s8Documento4 páginasFrancisco Miranda s8Francisco MirandaAún no hay calificaciones
- Mónica Mamani Control 6Documento4 páginasMónica Mamani Control 6MONICAAún no hay calificaciones
- Tarea 5 ContabilidadDocumento4 páginasTarea 5 ContabilidadAlexis Artys BullaAún no hay calificaciones
- Control N°3 Control Estadístico de ProcesosDocumento7 páginasControl N°3 Control Estadístico de ProcesosborisAún no hay calificaciones
- Semana 3evaluaciones03 - Administración de Operaciones - Tarea V.1Documento2 páginasSemana 3evaluaciones03 - Administración de Operaciones - Tarea V.1GmoCerecedaAún no hay calificaciones
- Tarea Semana 4, CTMCDocumento6 páginasTarea Semana 4, CTMCAndres AriasAún no hay calificaciones
- Gustavo Sepúlveda Control2Documento5 páginasGustavo Sepúlveda Control2adolfsepulvedaAún no hay calificaciones
- Quiz Semana 3 TermodinamicaDocumento5 páginasQuiz Semana 3 TermodinamicaManuel Alexis Berrio NavarroAún no hay calificaciones
- Administración de Operaciones - Proyecto Final V.1 PDFDocumento6 páginasAdministración de Operaciones - Proyecto Final V.1 PDFGmoCereceda0% (1)
- Tarea Semana 4 Estadisticas IaccDocumento7 páginasTarea Semana 4 Estadisticas IaccLuis Iglesias RiveraAún no hay calificaciones
- Administración de Operaciones Claudio Ayala Silva Gestión de Calidad Instituto IACC 26-04-2021Documento18 páginasAdministración de Operaciones Claudio Ayala Silva Gestión de Calidad Instituto IACC 26-04-2021OSOAún no hay calificaciones
- Calidad Total y Mejoramiento Continuo Sistemas de Gesti N de Calidad Auditor A y Certificaci N.doDocumento10 páginasCalidad Total y Mejoramiento Continuo Sistemas de Gesti N de Calidad Auditor A y Certificaci N.doFernando Berrios VargasAún no hay calificaciones
- s3 Proyecto de TituloDocumento13 páginass3 Proyecto de TituloJorge CastilloAún no hay calificaciones
- Semana 4 OperacionesDocumento7 páginasSemana 4 OperacionesMay ReyesAún no hay calificaciones
- 02 Seminario de Titulo ContenidosDocumento19 páginas02 Seminario de Titulo ContenidosMarielaAún no hay calificaciones
- S6 - Tarea - FA - Control Estadístico de Procesos PDFDocumento2 páginasS6 - Tarea - FA - Control Estadístico de Procesos PDFValeria CayulAún no hay calificaciones
- Control Estadistico de Procesos S3Documento6 páginasControl Estadistico de Procesos S3Daniel Ignacio Cuevas Ceròn50% (2)
- Aministracion de Operaciones - 01Documento5 páginasAministracion de Operaciones - 01Jose Dominguez FuentesAún no hay calificaciones
- Orlando - Cerda Semana6Documento6 páginasOrlando - Cerda Semana6orlando cerdaAún no hay calificaciones
- Milton Garay S2 Calidad TotalDocumento8 páginasMilton Garay S2 Calidad TotalFernando Berrios VargasAún no hay calificaciones
- Roxana - Ortega M Tarea 2Documento11 páginasRoxana - Ortega M Tarea 2roxana100% (2)
- Tarea Semana 6Documento5 páginasTarea Semana 6Marta Fuentes Levis0% (2)
- Administracion de OperacionesDocumento5 páginasAdministracion de OperacionesMiguel AngelAún no hay calificaciones
- Jonathan Guerra B - Tarea Semana VIII - AODocumento5 páginasJonathan Guerra B - Tarea Semana VIII - AOAlejandro VielcoAún no hay calificaciones
- Alberto - Espinoza F Tarea 5 Control Estadistico.Documento7 páginasAlberto - Espinoza F Tarea 5 Control Estadistico.Totalproyecto SAAún no hay calificaciones
- Calidad Total y Mejoramiento Continuo - Tarea 03Documento8 páginasCalidad Total y Mejoramiento Continuo - Tarea 03Roberto HurtadoAún no hay calificaciones
- Control Nº4 Nelson FernandezDocumento9 páginasControl Nº4 Nelson FernandezFernando Berrios VargasAún no hay calificaciones
- Sebastian Olivares Tarea6Documento8 páginasSebastian Olivares Tarea6Seba OlivaresAún no hay calificaciones
- S5 - INVESTIGACION DE OPERACIONES-ContenidoDocumento15 páginasS5 - INVESTIGACION DE OPERACIONES-ContenidoPablo Lineros De VivianaAún no hay calificaciones
- Tarea Semana 8Documento22 páginasTarea Semana 8PAULINAAún no hay calificaciones
- Andrés Urrutia TareaS3CTYMC Prueba 1Documento4 páginasAndrés Urrutia TareaS3CTYMC Prueba 1osvaldo cabreraAún no hay calificaciones
- Felipe Aguilera Calidad Total y Mejoramiento Continuo SEMANA 3Documento7 páginasFelipe Aguilera Calidad Total y Mejoramiento Continuo SEMANA 3Pipee AguileraAún no hay calificaciones
- Gustavo Sepúlveda Tarea5Documento14 páginasGustavo Sepúlveda Tarea5adolfsepulvedaAún no hay calificaciones
- Francisco Mirandas 8Documento5 páginasFrancisco Mirandas 8Francisco Gabriel Miranda SeguraAún no hay calificaciones
- Tarea 3 Esteban Seguel F Fundamentos de EconomiaDocumento8 páginasTarea 3 Esteban Seguel F Fundamentos de Economiaesteban seguelAún no hay calificaciones
- Plantilla Evaluacion DesarrolloDocumento3 páginasPlantilla Evaluacion Desarrollogabriel belmarAún no hay calificaciones
- Tarea Semana 2 FinanzasDocumento10 páginasTarea Semana 2 Finanzasmatias vargas apablazaAún no hay calificaciones
- CEP Semana2Documento9 páginasCEP Semana2Pablo UrraAún no hay calificaciones
- Alex Zepeda Tarea2Documento10 páginasAlex Zepeda Tarea2Alex ZepedaAún no hay calificaciones
- Semana 7 FisicaDocumento7 páginasSemana 7 FisicaJorge Sanhueza MargottaAún no hay calificaciones
- Fisica en Procesos Industriales Control Semana 3Documento8 páginasFisica en Procesos Industriales Control Semana 3Jorge Sanhueza MargottaAún no hay calificaciones
- Control Semana 6Documento6 páginasControl Semana 6Jorge Sanhueza MargottaAún no hay calificaciones
- Fisica en Procesos Industriales Control Semana 5Documento6 páginasFisica en Procesos Industriales Control Semana 5Jorge Sanhueza MargottaAún no hay calificaciones
- Control Semana 7Documento6 páginasControl Semana 7Jorge Sanhueza MargottaAún no hay calificaciones
- Jorge - Sanhueza - Cuestionario 2Documento6 páginasJorge - Sanhueza - Cuestionario 2Jorge Sanhueza MargottaAún no hay calificaciones
- Tarea de Costos Semana 8Documento6 páginasTarea de Costos Semana 8Jorge Sanhueza MargottaAún no hay calificaciones
- Fundamentos de Calculo Control Semana 6Documento6 páginasFundamentos de Calculo Control Semana 6Jorge Sanhueza Margotta100% (1)
- Jorge Sanhueza Tarea S8Documento7 páginasJorge Sanhueza Tarea S8Jorge Sanhueza MargottaAún no hay calificaciones
- Jorge - Sanhueza - Proyecto FinalDocumento12 páginasJorge - Sanhueza - Proyecto FinalJorge Sanhueza MargottaAún no hay calificaciones
- Examen 1Documento4 páginasExamen 1Jorge Sanhueza MargottaAún no hay calificaciones
- Jorge - Sanhueza - Tarea 4Documento7 páginasJorge - Sanhueza - Tarea 4Jorge Sanhueza MargottaAún no hay calificaciones
- Catalogogeneral PENSILVANIADocumento60 páginasCatalogogeneral PENSILVANIAcesarAún no hay calificaciones
- Caratulas PlanosDocumento11 páginasCaratulas PlanosYony Flores TaparaAún no hay calificaciones
- La Vivienda de AlbañileríaDocumento50 páginasLa Vivienda de AlbañileríaMaikol Alexsis Salazar Vásquez100% (1)
- Perfiles de AceroDocumento4 páginasPerfiles de AceroUnalcopias IngenieríaAún no hay calificaciones
- Practica Capacidad de CargaDocumento27 páginasPractica Capacidad de CargaAdidas FinalAún no hay calificaciones
- Proceso Constructivo de Una ZapataDocumento2 páginasProceso Constructivo de Una ZapataLucia GonzálezAún no hay calificaciones
- Precio Acero Por KiloDocumento7 páginasPrecio Acero Por KiloFranck CVAún no hay calificaciones
- Traduccion ASTM A36 08 PDFDocumento4 páginasTraduccion ASTM A36 08 PDFHéctor AtzinAún no hay calificaciones
- Memoria DescriotivaDocumento11 páginasMemoria DescriotivaDiego H FernandezAún no hay calificaciones
- Materiales Compuestos Reforzados Con FibrasDocumento7 páginasMateriales Compuestos Reforzados Con FibrasAngel KlineAún no hay calificaciones
- Tarifa Wolf 04 2017Documento388 páginasTarifa Wolf 04 2017LuZiFeR1892Aún no hay calificaciones
- Fte - Memoria de DemolicionDocumento10 páginasFte - Memoria de DemolicionSalazar Diaz CarlosAún no hay calificaciones
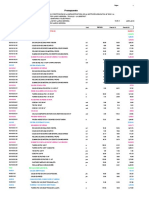
- Presupuesto - InstalacionesDocumento2 páginasPresupuesto - InstalacionesCarlos Peña FloresAún no hay calificaciones
- Eternit Cartilla Teja Plastica PDFDocumento11 páginasEternit Cartilla Teja Plastica PDFArlexAún no hay calificaciones
- Losas de Entrepiso PDFDocumento5 páginasLosas de Entrepiso PDFomar lucano vasquezAún no hay calificaciones
- 07 Refuerzo Transmitancias Termicas 2022 IMPORTANTEDocumento21 páginas07 Refuerzo Transmitancias Termicas 2022 IMPORTANTERosalba Paez100% (1)
- Deber 3 Esteban GarzónDocumento2 páginasDeber 3 Esteban GarzónestebanAún no hay calificaciones
- Resolucion Ejercicios Capitulo 5Documento49 páginasResolucion Ejercicios Capitulo 5José Alvaro100% (1)
- Clasificación de Tuberías Según Su UsoDocumento2 páginasClasificación de Tuberías Según Su Usohenry0% (1)
- Especificaciones Técnicas CuscoDocumento8 páginasEspecificaciones Técnicas CuscoMeliza Urpi Ramos CuitoAún no hay calificaciones
- Colada ContinuaDocumento20 páginasColada ContinuaDanny EsquivelAún no hay calificaciones
- Esfuerzo Normal y CortanteDocumento4 páginasEsfuerzo Normal y CortanteEmmanuel RodriguezAún no hay calificaciones
- Práctica 4 Metalografía II Tratamientos TérmicosDocumento11 páginasPráctica 4 Metalografía II Tratamientos TérmicosMoises RiveraAún no hay calificaciones
- Examen Parcial - Semana 4 - INV - PRIMER BLOQUE-PROCESOS INDUSTRIALES - (GRUPO5)Documento11 páginasExamen Parcial - Semana 4 - INV - PRIMER BLOQUE-PROCESOS INDUSTRIALES - (GRUPO5)williamAún no hay calificaciones
- Diseño Captacion Tipo LaderaDocumento5 páginasDiseño Captacion Tipo LaderaYony CdlfeAún no hay calificaciones
- La QuinchaDocumento24 páginasLa QuinchaRichard Eduard Tejada Villanueva100% (1)
- Ud6 Metales y AleacionesDocumento60 páginasUd6 Metales y AleacionesFranTSBAún no hay calificaciones
- Manual Practicas Introduccion A La Tecnologia de Materiales - 2017-1 - IndustrialDocumento62 páginasManual Practicas Introduccion A La Tecnologia de Materiales - 2017-1 - IndustrialRoberto Felipe UrbinaAún no hay calificaciones
- Losa PlanaDocumento38 páginasLosa PlanaArmand Jancko Ruiz100% (1)