Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Plan de Calidad - Mariangela
Plan de Calidad - Mariangela
Cargado por
Erick Osorio PadillaDescripción original:
Título original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Plan de Calidad - Mariangela
Plan de Calidad - Mariangela
Cargado por
Erick Osorio PadillaCopyright:
Formatos disponibles
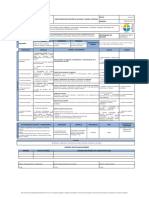
Código : R-11-01-01-04
PLAN DE DESARROLLO DE CALIDAD
Revisión : 03
CONSTRUCCION NAVAL
Fecha : 30/05/2021
PROYECTO: “MARIANGELLA” Página : 1 de 7
Características a Ejecución
Ítem Etapa del proceso Actividad Método de Inspección Documento Referencia Responsable
Inspeccionar Área de Soporte Actividades a Efectuar Registro
1. CONSTRUCCION DEL CASCO DE LA NAVE BUQUE
- Email áreas involucradas,
- Suministra planos y/o información
Ingeniería Se archiva en Dossier
técnica de ingeniería de detalle.
Calidad
- Revisión de certificados de - Orden de Compra, Guía de
- Orden de compra. - Proporciona información de ingreso de
- Cantidad. materiales. Logística Remisión, Certificados de
- Guía de remisión. los materiales
- Dimensiones. - Revisión de certificados de material, Número de lote.
- Aceros - Certificado de material.
Ingreso de - Propiedades físicas. pintura
1.1 - Tuberías - Número de lote. Jefe de Proyecto
materiales - Condiciones del - Revisión de certificados de - Resaltar Nro. De Colada.
- Soldaduras. - IASC REC 47 Contratista - Sin registro
material. materiales de aporte - Verificación de medidas.
Shipbuilding and Repair
- Composición química. - Revisión de WPS, PQR,
Quality Standard Sec. 4 Ver Anexo 1:
WPQ - Codificado de piezas.
Control de - R-11-06-02
- Inspecciona, llena y valida los registros.
Calidad Se archiva en el Dossier de
- Firma y sella los registros.
Calidad
- Suministra planos y/o información
técnica de ingeniería de detalle. - Email áreas involucradas,
Ingeniería - Procedimientos de construcción. Se archiva en Dossier
- Planos Ingeniería / esquemas de corte Calidad
para CNC (Nesting) y manual.
- Habilitado de
material: - Tolerancia según planos.
- Normas de Clase Proveedor del
- Principales medidas (Ej. ABS, RINA.) servicio - Verificar medidas de piezas cortadas.
- Corte CNC.
funcionales. - Documental. - Normas AISC. Corte CNC. - Codifica las piezas acorde con
- Corte Manual. Jefe de Proyecto/ Jefe de - Orden de Servicio
- Materiales correctos. - Inspección visual - Planos Ingeniería Corte Manual. información de la ingeniería de detalle.
1.2 Fabricación - Plegado. Control de Calidad
- Posición adecuada. - Trazabilidad de fabricación. (Nesting). Plegado. - Registra trazabilidad.
- Rolado.
- Limpieza de juntas en - Verificación de dimensiones. - Planos de construcción Rolado. - Sin registro
general. modular.
- Pre-armado. - Planos con detalles para
- Armado. fabricación
- Montaje. - Trazabilidad del material. Ver Anexo 1:
- Verificación de procedimientos de - R-11-06-03
Producción construcción. - R-11-06-04
- Inspecciona, llena y valida los registros. Se archiva en el Dossier de
- Firma y sella los registros. Calidad
- Define y suministra el "Cuadernillo de - Emite Cuadernillo de
Ingeniería
Soldadura" del Proyecto. soldadura.
- Contratación de los servicios de END
Logística - Informe de END.
para probetas.
- Revisión de los WPS y
- Cuadernillo de
PQR. - Fabricación de probetas.
Soldadura.
- Revisión de calificación de - Soldadura de probetas para calificación
- IACS - Rec.47. Jefe de Proyecto/ Jefe de
- Previo a la soldadores. - Documental. de WPS, PQR y homologación de
1.3 Soldadura - IACS - Rec URW28. Control de Calidad Contratista - Sin registro
soldadura - Verificación de - Inspección visual soldadores.
- Norma AWS D1.1
parámetros de soldadura. - Realizar el proceso de soldadura de
Section 3
- Verificación de máquinas acuerdo a cuadernillo de soldadura.
Prequalification of WPS.
de soldar.
- Verifica las máquinas y equipos de
Metrología soldadura. - Sin registro
- Inspecciona, llena y valida los registros.
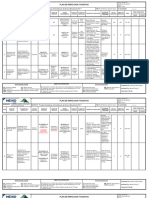
Código : R-11-01-01-04
PLAN DE DESARROLLO DE CALIDAD
Revisión : 03
CONSTRUCCION NAVAL
Fecha : 30/05/2021
PROYECTO: “MARIANGELLA” Página : 2 de 7
Características a Ejecución
Ítem Etapa del proceso Actividad Método de Inspección Documento Referencia Responsable
Inspeccionar Área de Soporte Actividades a Efectuar Registro
- Redacta los procedimientos de
soldadura (WPS y PQR´s). Ver Anexo 1:
- Realiza las pruebas de homologación a - WPS aprobados en
Control de los soldadores. CAMSA.
Calidad. - Efectuar el control del proceso de - R-11-06-01
soldadura. - R-11-06-06
- Emite la relación de soldadores - R-11-06-08
homologados. - R-11-06-11
- R-11-06-16
Se archiva en el Dossier de
- Define Trabajos de Calderería del
Producción Calidad
Proyecto.
- Supervisión de trabajo.
- Preparar zonas para inspección
Control de Calidad CAMSA.
Contratista - Sin registro
Durante el proceso - Limpieza de zona a inspeccionar.
- Inspección Visual de - Realizar el proceso de soldadura de
de soldadura:
Soldadura 100%. - IACS - Z23 Hull Survey acuerdo a cuadernillo de soldadura.
- Ensayos con líquidos for New Construction.
- Verificación de
penetrantes a soldaduras - Normas AWS D1.1. - Contratación de los servicios de END
variables. Jefe de Proyecto/ Jefe de Logística - Informe de END
100% (JPC). - Planos de fabricación. (Ensayo Radiográfico de soldadura).
- Inspección de - Documental. Control de Calidad
- Ensayo Radiográfico de - Instructivo de Inspección
cordones de - Inspección visual
soldadura 25% de juntas Visual. - Efectúa el control del proceso de
soldadura. Ver Anexo 1:
de penetración completa - Instructivo de Inspección soldadura.
- Inspección de - R-11-06-05
(JPC). con tintes penetrantes. - Ubicación de zonas para toma de
juntas con - R-11-06-06
- Ultra sonido - Ultra sonido Control de placas radiográficas.
líquidos - R-11-06-09
penetrantes Calidad. - Verificación de levantamiento de
- R-11-06-15
observaciones.
Se archiva en el Dossier de
- Inspecciona, llena y valida los registros.
Calidad
- Firma y sella los formatos
- Suministra planos y/o información - Email áreas involucradas,
Ingeniería técnica de ingeniería de detalle. Se archiva en Dossier
- Suministra planos de ensambles. Calidad
- Preparación de la zona de trabajo
(establece puntos de referencia para
control dimensional).
- Verificación de las - Efectúa el ensamble de las partes Ver Anexo 1:
- Tolerancia según planos. Contratista
medidas principales al conforme la "Estrategia Constructiva". - R-11-06-10
- Normas de Clase (Ej.
- Pre-armado. término del pre-armado, - Registra nuevo código del
RINA.) Jefe de Proyecto/ Jefe de
Control - Armado. armado, soldadura y - Documental. "ENSAMBLE" (según referencia en
1.4 - Normas AISC. Control de Calidad
Dimensional - Soldadura. montaje. - Inspección visual Planos de Ensamble).
- Planos con detalles para
- Montaje. - Mantener la trazabilidad
sub ensamble &
de los componentes y
ensamble - Registra control dimensional del
partes.
ensamble armado (apuntalado), antes
Ver Anexo 1:
del soldeo.
Control de - R-11-06-10
- Registrar control dimensional del
Calidad. Se archiva en Dossier
ensamble, después del soldeo
Calidad
- Inspecciona, llena y valida los registros.
- Firma y sella los registros.
Pruebas de - Pruebas de Presión - Neumática. - Documental. - Instructivo Prueba de
1.5 Jefe de Proyecto Contratista - Facilidades para inspección. - Sin registro
Hermeticidad y Estanqueidad - Hidrostática. - Inspección visual Estanqueidad
Código : R-11-01-01-04
PLAN DE DESARROLLO DE CALIDAD
Revisión : 03
CONSTRUCCION NAVAL
Fecha : 30/05/2021
PROYECTO: “MARIANGELLA” Página : 3 de 7
Características a Ejecución
Ítem Etapa del proceso Actividad Método de Inspección Documento Referencia Responsable
Inspeccionar Área de Soporte Actividades a Efectuar Registro
- Leak Test.
- Vacío. Ver Anexo 1:
- Ejecución de la Prueba.
- Hidroneumática. Control de - R-11-06-13
- Inspecciona, llena y valida los registros.
- Tiza. Calidad. Se archiva en Dossier
- Firma y sella los registros.
Calidad
- Instructivo Preparación
de Superficie para
- Ejecución del trabajo.
Embarcaciones Jefe de taller de
- Preparación de superficie - Inspecciona, llena y valida los registros.
I-11-04-01-01. Pintura Ver Anexo 1:
mediante chorro abrasivo. - Firma y sella los registros.
Preparación de la - Verificaciones - ASTM D4285 - R-11-06-12
- Calibración de película
Superficie previas previas al trabajo. - Documental. - Zona seca: Jefe de Arenado y Pintura - R-11-06-18
1.6 seca.
a la aplicación de - Preparación de - Inspección visual SSPCSPC-6 - R-11-06-20
- Recubrimiento de pintura.
Pintura Superficie. - Zona húmeda: Se archiva en Dossier
- Plan de pintado.
SSPCSPC-10: Control de - Verifica y valida los registros. Calidad
- Lavado entre capa/capa.
- ASTM D4417 Calidad. - Firma y sella los registros.
- IACS-REC 47
- IACS-UISC122 Y URF1
- Aplicación de Pintura
- Ejecución del trabajo. - Plan de pintado.
Industrial Jefe de taller de
- Inspecciona, llena y valida los registros. Ver Anexo 1:
- Aplicación de - Medición de espesores de Pintura
Recubrimiento y - Instructivo Aplicación de Jefe de Proyecto/ Jefe de - Firma y sella los registros. - R-11-06-12
manera adecuada película húmeda. - Documental.
1.7 protección Pintura I-11-04-01-02. Arenado y Pintura - R-11-06-18
según Plan de - Medición de espesores de - Inspección visual
catódica - Plan de Pintado. - R-11-06-19
Pintado. película seca.
Control de - Verifica y valida los registros. Se archiva en Dossier
- Medición de las
Calidad. - Firma y sella los registros. Calidad
condiciones ambientales.
CAPITULO 2: PRUEBAS DE PUERTO
- Determinar la condición preliminar de la
embarcación, para su preparación previa
a la prueba.
- Asegurar que las condiciones, de la
embarcación y climáticas, son las
Ingeniero de - Documento Interno de
adecuadas para iniciar la prueba.
Proyectos Prueba de Inclinación
- Dirigir las actividades de la prueba de
acuerdo al Instructivo de Prueba de
Inclinación.
- Revisión de datos e informes de
- Registrar datos con - Momentos de Escora
resultados de la prueba.
el objeto de - Lectura de Francobordos
Prueba de - Visual - Instructivo de Prueba de
2.1 determinar la y Calados Jefe de Ingeniería
Inclinación - Documental Inclinación I-11-02-01 - Preparar los equipos e instrumentos
posición vertical del - Lectura de Ángulos de
Centro de Gravedad Péndulos necesarios para realizar la prueba.
- Inspeccionar la condición de pesos y
tanques de la embarcación, así como
también las condiciones climáticas antes
Asistente de de iniciar la prueba.
- Sin registro
Ingeniería - Llenar los registros de Prueba de
Inclinación bajo la dirección del JI/IP.
- Procesar los cálculos correspondientes
según el registro de Prueba de
Inclinación para obtener el Centro de
Gravedad (CG).
Código : R-11-01-01-04
PLAN DE DESARROLLO DE CALIDAD
Revisión : 03
CONSTRUCCION NAVAL
Fecha : 30/05/2021
PROYECTO: “MARIANGELLA” Página : 4 de 7
Características a Ejecución
Ítem Etapa del proceso Actividad Método de Inspección Documento Referencia Responsable
Inspeccionar Área de Soporte Actividades a Efectuar Registro
- Define y suministra las necesidades y
- ASME B 31.3 – 2002 - - Email áreas involucradas.
criterios de inspección del Proyecto.
Prueba de - Validar la buena CHAPTER VI Ingeniería Se archiva en Dossier
- Suministra planos y/o información
Estanqueidad de Estanqueidad de los - Fugas en tuberías - Inspection, Examination, and Jefe de Proyecto/ Jefe de Calidad
- Visual técnica necesarios.
2.2 Tuberías, diferentes Sistemas - Hermeticidad de Testing Control de Calidad
- Documental
Escotillas y de Tuberías, Escotillas y Puertas - IACS – REC No14 - Hatch - Facilidades para inspección.
Puertas Escotillas y Puertas cover securing and Contratista Ver Anexo 1:
- Ejecución de la Prueba.
tightness. - R-11-06-13
Control de R-11-05-03-01
- Inspecciona y valida los registros
Calidad.
Pruebas de - Validar el correcto Control de - El Jefe de Ingenieria en coordinación
Equipos funcionamiento de Jefe de Proyecto/ Jefe de Calidad con el Jefe de Control de Calidad y Jefe
- Funcionamiento de - Visual - IACS – REC No10 – Ver Anexo 1:
2.3 Eléctricos, Equipos Eléctricos, Control de Calidad de Proyecto desarrollaran el Protocolo
Equipos - Documental Equipment. - R-11-05-03-02
Electrónicos y Electrónicos y Jefe de de Pruebas especifico según la Norma
Electromecánicos Electromecánicos Proyecto que corresponda.
- Cuando la Oficina de Ingenieria
- Validar el correcto Control de suministre el diseño de los Sistemas y
Control y Calidad Equipos debera suministrar tambien los Ver Anexo 1:
Control y
Funcionamiento de - Operatividad. - Visual - IACS – REC No10 – Jefe de Proyecto o Jefe de protocolos de pruebas que - R-11-05-03-03
2.4 Funcionamiento
los Sistemas - Presión de trabajo - Documental Equipment. Ingeniería correspondan para validar el Diseño y la - R-11-05-03-04
de los Sistemas
Auxiliares de la Jefe de correcta instalacion de los equipos, de - R-11-05-03-05
Embarcación Proyecto acuerdo a las Normas y Sociedad
Clasificadora que corresponda.
Control de - El Jefe de Ingenieria en coordinación
- Validacion del buen Calidad.
Prueba de con el Jefe de Control de Calidad y Jefe
funcionamiento de - Funcionamiento de - Visual - IACS – REC No10 – Ver Anexo 1:
2.5 Sobrecarga de Jefe de Ingeniería de Proyecto desarrollaran el Protocolo
los equipos y Equipos - Documental Equipment. - R-11-05-03-06
los Generadores Jefe de de Pruebas especifico según la Norma
generadores
Proyecto que corresponda.
CAPITULO 3: PRUEBAS DE MAR
- Determinar la condición preliminar de la
nave, para su preparación previa a la
- Rumbo fijo de la nave prueba.
- Registrar la - Velocidad de la nave con - Asegurar que las condiciones, de la nave
Pruebas de velocidad promedio el motor a toda marcha - Visual Ingeniero de y climáticas, son las adecuadas para - Documento Interno de
3.1 - Instructivo Prueba de Jefe de Ingeniería
Velocidad de operación de la (Nudos). - Documental Proyectos realizar la prueba. Prueba de Inclinación
Velocidad I-11-02-02
embarcación. - RPM del Motor Principal - Dirigir las actividades de la prueba según
- Profundidad del caladero las recomendaciones del ITTC
- Revisión de datos e informes de
resultados de la prueba.
Código : R-11-01-01-04
PLAN DE DESARROLLO DE CALIDAD
Revisión : 03
CONSTRUCCION NAVAL
Fecha : 30/05/2021
PROYECTO: “MARIANGELLA” Página : 5 de 7
Características a Ejecución
Ítem Etapa del proceso Actividad Método de Inspección Documento Referencia Responsable
Inspeccionar Área de Soporte Actividades a Efectuar Registro
- Preparar los equipos e instrumentos
necesarios para realizar la prueba.
- Inspeccionar la condición de pesos y
tanques de la nave, así como también
las condiciones climáticas antes de
iniciar la prueba.
Asistente de - Llenar los registros de prueba de
Ingeniería velocidad.
- Procesar la información recopilada y
elaborar el informe de resultados de la
prueba de inclinación.
- Preparar los planos y formatos
necesarios para la realización de la prueba.
- Determinar si las condiciones de la nave
y climáticas, son las adecuadas para
realizar la prueba.
Supervisor de
- Programar y dirigir las actividades a
Propulsión y
realizarse durante la prueba del sistema
Gobierno
- Verificar el de propulsión.
- RPM del Motor Principal
alineamiento de los - Norma IACS - Procesar la información recopilada y Ver Anexo 1
Prueba del - Temperaturas en los
ejes de propulsión a - Visual. - The National Shipbuilding Jefe de Propulsión y elaborar el informe de resultados. - R-11-04-02-02
3.2 Sistema de descansos
condiciones - Documental. Research Program - NSRP Gobierno - R-11-04-02-03
Propulsión - Tiempo de prueba.
normales de - Bearing Design in Machinery - Preparar los equipos e instrumentos - R-11-04-02-07
- Toma de luces
operación. necesarios para realizar la prueba.
- Inspeccionar la temperatura de los
Técnico
descansos a diferentes RPM del Motor
Mecánico
Principal.
- Llenar los registros de la prueba del
sistema de propulsión.
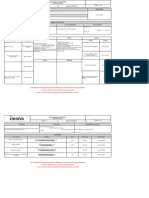
CAPITULO 4: PRUEBAS ADMINISTRATIVAS
- La Oficina de Ingeniería prepara, los
- Texto Único de Planos y la Memoria Descriptiva del
Procedimientos Proyecto para el Armador.
- Suministro de Administrativos de la Marina - El Armador se encargara de hacer los Nota: Los planos elaborado por
información técnica de Guerra del Perú (TUPAM) trámites administrativos con DICAPI. la Oficina de Ingeniería son
Documentación
desarrollada por el - Reglamento de la Ley de Oficina de - Los documentos tramitados por DICAPI otorgados con el cargo
4.1 Buques Mayores - - Ninguna - No Aplica Oficina de Ingeniería
astillero al Armador, Control y Vigilancia de las Ingeniería serán: correspondientes para los
500 TRB
para tramites con la Actividades Marítimas, - Licencias trámites necesarios con la
Autoridad Marítima. Fluviales y Lacustres – Parte - Inspección al 50% Autoridad Marítima.
C de las Naves y Artefactos - Inspección al 100%
Navales - Pruebas Finales
- Emisión de Matricula
Código : R-11-01-01-04
PLAN DE DESARROLLO DE CALIDAD
Revisión : 03
CONSTRUCCION NAVAL
Fecha : 30/05/2021
PROYECTO: “MARIANGELLA” Página : 6 de 7
Características a Ejecución
Ítem Etapa del proceso Actividad Método de Inspección Documento Referencia Responsable
Inspeccionar Área de Soporte Actividades a Efectuar Registro
- La Oficina de Ingeniería prepara, los
- Texto Único de Planos y la Memoria Descriptiva del
Procedimientos Proyecto para el Armador.
- Suministro de Administrativos de la Marina - El Armador se encargara de hacer los Nota: Los planos elaborado por
información técnica de Guerra del Perú (TUPAM) trámites administrativos con DICAPI. la Oficina de Ingeniería son
Documentación
desarrollada por el - Reglamento de la Ley de Oficina de - Los documentos tramitados por DICAPI otorgados con el cargo
4.2 Buques Menores - Ninguna - No Aplica Oficina de Ingeniería
astillero al Armador, Control y Vigilancia de las Ingeniería serán: correspondientes para los
– 500 TRB
para tramites con la Actividades Marítimas, - Licencias trámites necesarios con la
Autoridad Marítima. Fluviales y Lacustres – Parte - Inspección al 50% Autoridad Marítima.
C de las Naves y Artefactos - Inspección al 100%
Navales - Pruebas Finales
- Emisión de Matricula
Elaborado por: Revisado por: Aprobado por:
SUPERVISOR DE GESTIÓN INTEGRADA GERENTE DE GESTIÓN INTEGRADA JEFE / SUPERVISOR DE PROYECTO
Código : R-11-01-01-04
PLAN DE DESARROLLO DE CALIDAD Revisión : 03
MODIFICACION Y CONSTRUCCION NAVAL - CASCO Fecha : 17
Página : 7 de 7
ANEXO 1:
ÍTEM CÓDIGO DESCRIPCIÓN
1) R-11-06-01 REGISTRO DE VERIFICACIÓN DE INSTRUMENTOS DE MEDICIÓN Y MAQUINA DE SOLDAR
2) R-11-06-02 REGISTRO DE CONTROL DE CERTIFICADO DE PLANCHAS
3) R-11-06-03 REGISTRO DE CONTROL DE CORTE DE PIEZAS
4) R-11-06-04 REGISTRO DE CONTROL DE FABRICACION DE PARTES
5) R-11-06-05 REGISTRO DE INSPECCION NDT-TINTES PENETRANTES
6) R-11-06-06 REGISTRO DE REGISTRO DE INSPECCIÓN VISUAL
7) R-11-06-09 REGISTRO DE CONTROL DE JUNTAS SOLDADAS
8) R-11-06-10 REGISTRO DE INSPECCION DIMENSIONAL
9) R-11-06-12 REGISTRO DE LISTA DE VERIFICACION
10) R-11-06-13 REGISTRO DE PROTOCOLO DE PRUEBA DE PRESION Y ESTANQUEIDAD
11) R-11-06-18 REGISTRO DE REGISTRO DE PREPARACIÓN DE SUPERFICIE Y APLICACIÓN DE PINTURA
12) R-11-06-19 REGISTRO DE ESPESORES DE PELICULA SECA
13) R-11-06-20 REGISTRO DE CONDUCTIVIDAD
14) R-11-05-03-01 REGISTRO DE PRUEBA DE ESTANQUEIDAD DE TUBERIAS
15) R-11-05-03-02 REGISTRO DE PRUEBA DE EQUIPOS ELECTRICOS, ELECTRONICOS Y ELECTROMECANICOS
16) R-11-05-03-03 REGISTRO CONTROL Y FUNCIONAMIENTO DE SISTEMAS
17) R-11-05-03-04 REGISTRO CONTROL Y FUNCIONAMIENTO DE LOS SISTEMAS DE FONDEO
18) R-11-05-03-05 REGISTRO CONTROL Y FUNCIONAMIENTO DE LOS SISTEMAS PARA GENERADORES
19) R-11-05-03-06 REGISTRO DE PRUEBA DE CARGA DE GRUPOS ELECTROGENOS
20) R-11-04-02-03 REGISTRO TOMA DE LUCES SISTEMA DE GOBIERNO
21) R-11-04-02-02 REGISTRO TOMA DE LUCES SISTEMA DE PROPULSION
REFERENCIAS:
- IASC REC 47 Shipbuilding and Repair Quality Standard.
- IACS - Z23 Hull Survey for New Construction.
- IACS - Rec URW28.
- Normas AISC.
- Normas AWS D1.1
- ABS - Radiografic Inspeccion / Class B Criteria.
- NORMAS ABS.
- NORMAS RINA.
- GUIDE ABS FOR SHIPBUILDING AND REPAIR QUALITY STANDARD FOR HULL STRUCTURES DURING CONSTRUCTION.
También podría gustarte
- Planificación de la gestión y organización de los procesos de montaje de sistemas domóticosDe EverandPlanificación de la gestión y organización de los procesos de montaje de sistemas domóticosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- PPI - Encofrado y DesencofradoDocumento1 páginaPPI - Encofrado y DesencofradovrojasAún no hay calificaciones
- Plan de Inspeccion y Ensayo SAN FASE IDocumento3 páginasPlan de Inspeccion y Ensayo SAN FASE Ialejandro ramirez100% (2)
- Resultados Plan de Inspeccion y Ensayo Obra 08-03-2015Documento40 páginasResultados Plan de Inspeccion y Ensayo Obra 08-03-2015Dayana Gomez100% (1)
- Caracterización Gestión de Calidad y Mejora ContinuaDocumento1 páginaCaracterización Gestión de Calidad y Mejora ContinuaAle LuceroAún no hay calificaciones
- PPI-Civil - Tuberia de 30Documento4 páginasPPI-Civil - Tuberia de 30Coquin AntAún no hay calificaciones
- Plan de Inspección y EnsayoDocumento3 páginasPlan de Inspección y EnsayoJose Parra Prada100% (1)
- PPI - Instalacion de TuberiasDocumento1 páginaPPI - Instalacion de TuberiasvrojasAún no hay calificaciones
- PPI GeosintéticosDocumento2 páginasPPI GeosintéticosEspiritu Espiritu Hiber100% (1)
- Plan de InspeccionDocumento3 páginasPlan de InspeccionAnonymous QL5xlUHAún no hay calificaciones
- PPI - TopografiaDocumento1 páginaPPI - TopografiavrojasAún no hay calificaciones
- Anexo 06 Cid-pro-Arqt-09 - Ppi. Plan de Puntos de Inspeccion Instlacion de Carpinteria Metalica Rev.0Documento7 páginasAnexo 06 Cid-pro-Arqt-09 - Ppi. Plan de Puntos de Inspeccion Instlacion de Carpinteria Metalica Rev.0Manuel Tirado RodriguezAún no hay calificaciones
- 6 - PPI - Plan de Puntos de Inspeccion - Desmontaje y Montaje de MódulosDocumento1 página6 - PPI - Plan de Puntos de Inspeccion - Desmontaje y Montaje de MódulosEduardo Rafael Quiñonez BolañosAún no hay calificaciones
- PPI - Cerco PerimetricoDocumento1 páginaPPI - Cerco PerimetricovrojasAún no hay calificaciones
- Caracterización de Procesos Gestión Logistica RevisadoDocumento2 páginasCaracterización de Procesos Gestión Logistica RevisadoYackeline Sales DavilaAún no hay calificaciones
- PL-QC-002 - Plan de Puntos de Inspeccion - Rev.0Documento2 páginasPL-QC-002 - Plan de Puntos de Inspeccion - Rev.0Carlo LaraAún no hay calificaciones
- Matriz Interración de ProcesosDocumento2 páginasMatriz Interración de ProcesosGuadalupe Aniceto SanchezAún no hay calificaciones
- Experiencias en Electrificacion Rural Fotovoltaica en CajamarcaDocumento10 páginasExperiencias en Electrificacion Rural Fotovoltaica en CajamarcaJorge Maximo Moran SantamariaAún no hay calificaciones
- Practica #04 Sisema CutáneoDocumento10 páginasPractica #04 Sisema CutáneoXavier Garcia100% (2)
- Ppi - PS - 001Documento2 páginasPpi - PS - 001Carlos FernandezAún no hay calificaciones
- Maturana Romesin H - Emociones Y Lenguaje en EducacionDocumento28 páginasMaturana Romesin H - Emociones Y Lenguaje en EducacionTamaraAún no hay calificaciones
- Anexo 06 Cid-Pro-Arqt-07 - Ppi. Plan de Puntos de Inspeccion Colocacion de Ladrillo Pastelero Rev.0Documento7 páginasAnexo 06 Cid-Pro-Arqt-07 - Ppi. Plan de Puntos de Inspeccion Colocacion de Ladrillo Pastelero Rev.0Manuel Tirado Rodriguez100% (1)
- JU-001-06-41601-4340-08-ITP-0016 - 0 - Constrastacion y Verificacion de Instrumentos - APDocumento2 páginasJU-001-06-41601-4340-08-ITP-0016 - 0 - Constrastacion y Verificacion de Instrumentos - APSharon ValdiviaAún no hay calificaciones
- PPI-Civil - Tuberia de 30Documento2 páginasPPI-Civil - Tuberia de 30Coquin AntAún no hay calificaciones
- Plan de Calidad MebogDocumento7 páginasPlan de Calidad MebogIneldo Jose Perez PastranaAún no hay calificaciones
- Caracterizacion Prestacion de ServiciosDocumento2 páginasCaracterizacion Prestacion de ServiciosOctavio VidesAún no hay calificaciones
- Copia de DICLT-FR-015 00 Informe de Auditoría Interna de Calidad - TECSUR - Z-MO - 01Documento1 páginaCopia de DICLT-FR-015 00 Informe de Auditoría Interna de Calidad - TECSUR - Z-MO - 01Alexander CheroAún no hay calificaciones
- Minera Yanacocha SRL Súlfuros Yanacocha: FOPEGEN - 030 ITP Preservación de Materiales y EquiposDocumento3 páginasMinera Yanacocha SRL Súlfuros Yanacocha: FOPEGEN - 030 ITP Preservación de Materiales y EquiposLuis Enciso M.Aún no hay calificaciones
- PPI MONTAJE TuberiasDocumento3 páginasPPI MONTAJE Tuberiascarlos arceAún no hay calificaciones
- Ingenieria Enlaces Telcel PDFDocumento2 páginasIngenieria Enlaces Telcel PDFVicTor HuGo SanTisAún no hay calificaciones
- BC07-PL-02 Plan de Inspección y Ensayo ElectricoDocumento2 páginasBC07-PL-02 Plan de Inspección y Ensayo ElectricoJAVIER ESTRADAAún no hay calificaciones
- 2.4.1.1 Listado de Pie - Movimiento de TierrasDocumento2 páginas2.4.1.1 Listado de Pie - Movimiento de TierrasRase Valdivia YacilaAún no hay calificaciones
- PIE-SICOLL-2024-01, Rev.0 Pba. Hidrostática Collahuasi Línea de 7 PulgDocumento4 páginasPIE-SICOLL-2024-01, Rev.0 Pba. Hidrostática Collahuasi Línea de 7 PulgRodrigoArayaAún no hay calificaciones
- Plan de CalidadDocumento33 páginasPlan de Calidadwilande ramirez navarroAún no hay calificaciones
- Formato Fpo-02 V3-Plan de CalidadDocumento4 páginasFormato Fpo-02 V3-Plan de CalidadNESTOR LUIS DE ARCO MARTINEZAún no hay calificaciones
- Semana 2 060921Documento31 páginasSemana 2 060921EstudianteAún no hay calificaciones
- Formato de Inspeccion y Ensayo de Calidad - Consorcio DRDocumento3 páginasFormato de Inspeccion y Ensayo de Calidad - Consorcio DRElisabet PerdomoAún no hay calificaciones
- Formato de Recepción de MaterialesDocumento1 páginaFormato de Recepción de MaterialesJOSÉ ANTONIO ORTEGA CANABALAún no hay calificaciones
- CR5158-PIE Ver.00Documento2 páginasCR5158-PIE Ver.00Hámerlin Tochón MontenegroAún no hay calificaciones
- Exposición - Grupo 7Documento13 páginasExposición - Grupo 7Fisher CAún no hay calificaciones
- Dic142d03 Iluminacion y TomacorrienetsDocumento1 páginaDic142d03 Iluminacion y Tomacorrienetsandreinadv.molinaAún no hay calificaciones
- Mapeo de Procesos - Capacitación Al PersonalDocumento3 páginasMapeo de Procesos - Capacitación Al PersonalALVARO VICTOR ROBLES ESPINOZAAún no hay calificaciones
- CV Yoichi Tomas Silva FloresDocumento15 páginasCV Yoichi Tomas Silva Floresluis castilloAún no hay calificaciones
- Dic140d08 Calculo AlumbradoDocumento1 páginaDic140d08 Calculo Alumbradoandreinadv.molinaAún no hay calificaciones
- Plan de Inspeccion y Ensayo S y MDocumento7 páginasPlan de Inspeccion y Ensayo S y MadelaAún no hay calificaciones
- IF-P12-CT01 Caracterización de Proceso Ejecución, Entrega y Cierre de Obras Nuevas y RemodelacionesDocumento2 páginasIF-P12-CT01 Caracterización de Proceso Ejecución, Entrega y Cierre de Obras Nuevas y RemodelacionesOMICRON DEL LLANOAún no hay calificaciones
- Mapa de Procesos - Puesta A TierraDocumento2 páginasMapa de Procesos - Puesta A TierraJavier Reque AngelesAún no hay calificaciones
- 3059-CA-ppi-Arq-xxx (Plan de Puntos de Inspeccion)Documento1 página3059-CA-ppi-Arq-xxx (Plan de Puntos de Inspeccion)Luisa Ortega mendozaAún no hay calificaciones
- 2.4.1.2 Listado de Pie - ConcretoDocumento4 páginas2.4.1.2 Listado de Pie - ConcretoRase Valdivia YacilaAún no hay calificaciones
- Programación Física, Adquisiciones y Financiera. Segun Modelo PP0118 JVDocumento1 páginaProgramación Física, Adquisiciones y Financiera. Segun Modelo PP0118 JVRaquelVegaMejiaAún no hay calificaciones
- 2 Plan de InspeccionDocumento3 páginas2 Plan de InspeccionfernandoAún no hay calificaciones
- Cagz001 000 XX PL QT 000001 R01Documento4 páginasCagz001 000 XX PL QT 000001 R01Maria Laura AguirreAún no hay calificaciones
- Caracterización Proceso Proyectos de Montaje Y Obras Civiles Código CA-PR-001 Versión 6 Fecha 01/09/2013Documento1 páginaCaracterización Proceso Proyectos de Montaje Y Obras Civiles Código CA-PR-001 Versión 6 Fecha 01/09/2013jimmy julian pava vargasAún no hay calificaciones
- Sesión #03 - Plantilla para EstudiantesDocumento11 páginasSesión #03 - Plantilla para Estudiantesroder torreAún no hay calificaciones
- GTC-PR-SE-ML-005 - Rev.A - Procedimiento de Ejecución de MoldajesDocumento15 páginasGTC-PR-SE-ML-005 - Rev.A - Procedimiento de Ejecución de MoldajesManuel Alejandro San MartinAún no hay calificaciones
- 001 CV Oscar Luna 10-22Documento3 páginas001 CV Oscar Luna 10-22Oscar LunaAún no hay calificaciones
- Dmm-010122-I-Ppi-001 - Plan de Puntos e Inspeccion Instrumentacion TK TPRDocumento2 páginasDmm-010122-I-Ppi-001 - Plan de Puntos e Inspeccion Instrumentacion TK TPRjorge armandoAún no hay calificaciones
- CaracterizaciónDocumento1 páginaCaracterizaciónJAIME ALBERTO NARVAEZ MARMOLEJOAún no hay calificaciones
- Modelo Del PP 0118Documento1 páginaModelo Del PP 0118WILY AQUILES BUTRON ARCAYAAún no hay calificaciones
- Conformacion de PedraplenDocumento1 páginaConformacion de PedraplenJorge Ivan Guavita BaqueroAún no hay calificaciones
- 8-Visio-Mapa de Procesos Mop NIVEL 0 (04 09 14)Documento1 página8-Visio-Mapa de Procesos Mop NIVEL 0 (04 09 14)Enzzo Giovanni Silva CoronelAún no hay calificaciones
- P10365a 0548 F620 Itp 00001 B - AtcwDocumento3 páginasP10365a 0548 F620 Itp 00001 B - AtcwFREDY HOMERO SANTILLAN VALDIVIAAún no hay calificaciones
- Mapa Procesos BISADocumento1 páginaMapa Procesos BISALuis Eduardo LuceroAún no hay calificaciones
- Confesando La Palabra de DiosDocumento4 páginasConfesando La Palabra de DiosFernando GonzálezAún no hay calificaciones
- Escritura de Miguel AngelDocumento6 páginasEscritura de Miguel Angeltatiana zarateAún no hay calificaciones
- Mi Perro Vomita Baba Transparente. 5 Causas Y Su TratamientoDocumento11 páginasMi Perro Vomita Baba Transparente. 5 Causas Y Su TratamientoAlejandra RoldanAún no hay calificaciones
- Eco Otv 1Documento4 páginasEco Otv 1CARMEN CENTENOAún no hay calificaciones
- Triang UlosDocumento37 páginasTriang UlosMartin Pacheco GomezAún no hay calificaciones
- Informe FinalDocumento15 páginasInforme FinalElida Peña RamosAún no hay calificaciones
- GENER-P-28 F9 Inspección de Gancho de Carga v.0Documento1 páginaGENER-P-28 F9 Inspección de Gancho de Carga v.0Jorge HeviaAún no hay calificaciones
- Pomada SDocumento2 páginasPomada SDey Rafael Portuguez100% (1)
- SILABO Asist. Salud BucalDocumento13 páginasSILABO Asist. Salud BucalEsmeralda AsenciosAún no hay calificaciones
- Nociones de Terminología Mitocrítica - José Manuel Losada GoyaDocumento0 páginasNociones de Terminología Mitocrítica - José Manuel Losada GoyaDaniel Bernal SuárezAún no hay calificaciones
- Capítulo 12Documento30 páginasCapítulo 12Sergio MolinaAún no hay calificaciones
- Fermentaciones SemisolidasDocumento22 páginasFermentaciones SemisolidaspapaquitoAún no hay calificaciones
- Procedimientos IndirectosDocumento50 páginasProcedimientos IndirectosMajo Chamorro Majo ChamorroAún no hay calificaciones
- Brower, David Ross - Manual de Instrucciones para El Tercer PlanetaDocumento4 páginasBrower, David Ross - Manual de Instrucciones para El Tercer PlanetaAlejandroAltamiranoAguilarAún no hay calificaciones
- SsssssDocumento18 páginasSsssssJulio LamasAún no hay calificaciones
- Twisted Little Truths A Reverse Harem Bully Romance Saint View HighDocumento251 páginasTwisted Little Truths A Reverse Harem Bully Romance Saint View HighLizy MorelAún no hay calificaciones
- Triptico - Trabajo de Investigación MicrobiologíaDocumento2 páginasTriptico - Trabajo de Investigación MicrobiologíaIJ MuñozAún no hay calificaciones
- Items Resumen Del DOTDocumento2 páginasItems Resumen Del DOTmaria100% (1)
- Guías de Repaso Historia 1Documento4 páginasGuías de Repaso Historia 1Maria Francisca Oyarzun BozoAún no hay calificaciones
- TransitoDocumento14 páginasTransitoFernando CastiblancoAún no hay calificaciones
- Perfil Urquia Musayon, Soto Nieto - Sugerencias1Documento18 páginasPerfil Urquia Musayon, Soto Nieto - Sugerencias1Ivysaur ShinyAún no hay calificaciones
- ESMALTEDocumento23 páginasESMALTEVeki CastAún no hay calificaciones
- 22 TFFDocumento37 páginas22 TFFSantiago QuezadaAún no hay calificaciones
- Tutorial Snow Leopard Iatkos S3 v2 Advent 4211Documento34 páginasTutorial Snow Leopard Iatkos S3 v2 Advent 4211Alexandre Sousa100% (1)
- Camara Frigorifica de La MandarinaDocumento7 páginasCamara Frigorifica de La Mandarinaanita arana alayoAún no hay calificaciones
- Fabricantes de AvionesDocumento16 páginasFabricantes de AvionesReynaldo AmilcarAún no hay calificaciones
- Caso General ElectricDocumento37 páginasCaso General ElectricJohen CalaoAún no hay calificaciones