También podría gustarte
- La Magia Del SentirDocumento44 páginasLa Magia Del SentirRicardo SolanoAún no hay calificaciones
- Formato Plan de AuditoriaDocumento3 páginasFormato Plan de AuditoriaJuan Yoymi LPAún no hay calificaciones
- Agencias y SucursalesDocumento7 páginasAgencias y SucursalesVianny MarAún no hay calificaciones
- Entregable 2 LexDocumento12 páginasEntregable 2 LexCynthia Cristina SolisAún no hay calificaciones
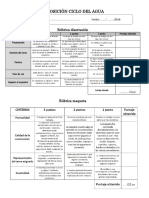
- Rubrica Ciclo Del AguaDocumento1 páginaRubrica Ciclo Del Aguaangmil0% (1)
- Acoplamientos Rigidos y FlexiblesDocumento17 páginasAcoplamientos Rigidos y FlexiblesJoximar VásquezAún no hay calificaciones
- TAREA No 2Documento3 páginasTAREA No 2angela cruzAún no hay calificaciones
- Kathy Charmaz - La Pérdida Del YoDocumento24 páginasKathy Charmaz - La Pérdida Del YoJimena MunicoyAún no hay calificaciones
- HammurabiDocumento1 páginaHammurabiJoximar VásquezAún no hay calificaciones
- EsquemainvmercadoDocumento4 páginasEsquemainvmercadoJoximar VásquezAún no hay calificaciones
- IndicadoresmttoDocumento4 páginasIndicadoresmttoJoximar VásquezAún no hay calificaciones
- DiagramadeganttDocumento3 páginasDiagramadeganttJoximar VásquezAún no hay calificaciones
- AnalisisdequipoDocumento3 páginasAnalisisdequipoJoximar VásquezAún no hay calificaciones
- MercadocuadroDocumento6 páginasMercadocuadroJoximar VásquezAún no hay calificaciones
- Ejercicio1 AdmpersonalDocumento6 páginasEjercicio1 AdmpersonalJoximar VásquezAún no hay calificaciones
- Manejo de Materiales 2c 10%Documento5 páginasManejo de Materiales 2c 10%Joximar VásquezAún no hay calificaciones
- Ingenieria de Trabajo 20 Segundo CorteDocumento10 páginasIngenieria de Trabajo 20 Segundo CorteJoximar VásquezAún no hay calificaciones
- Ingeniería de Trabajo - Actividad 10 (1) - 1Documento11 páginasIngeniería de Trabajo - Actividad 10 (1) - 1Joximar VásquezAún no hay calificaciones
- Presupuestos CostosygastosDocumento19 páginasPresupuestos CostosygastosJoximar VásquezAún no hay calificaciones
- Informe - Mtto Industrial 5 1Documento9 páginasInforme - Mtto Industrial 5 1Joximar VásquezAún no hay calificaciones
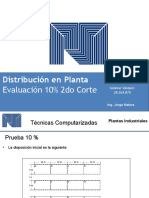
- Plantas Industriales 10%Documento6 páginasPlantas Industriales 10%Joximar VásquezAún no hay calificaciones
- Proyecto Gerencia IndustrialDocumento2 páginasProyecto Gerencia IndustrialJoximar VásquezAún no hay calificaciones
- Evolución Del MantenimientoDocumento1 páginaEvolución Del MantenimientoJoximar VásquezAún no hay calificaciones
- Ing. de CostosDocumento22 páginasIng. de CostosJoximar VásquezAún no hay calificaciones
- Ciencia de Los MaterialesDocumento10 páginasCiencia de Los MaterialesJoximar VásquezAún no hay calificaciones
- JoximarV SegundocorteDocumento11 páginasJoximarV SegundocorteJoximar VásquezAún no hay calificaciones
- Examen PlantasIndustriales JoximarVDocumento3 páginasExamen PlantasIndustriales JoximarVJoximar VásquezAún no hay calificaciones
- Series CronológicasDocumento4 páginasSeries CronológicasJoximar VásquezAún no hay calificaciones
- Carl Gustav Jung - Teoria de La SincronicidadDocumento9 páginasCarl Gustav Jung - Teoria de La SincronicidadOyekun MellyAún no hay calificaciones
- El Arca Del PactoDocumento164 páginasEl Arca Del PactoGorkyAlmaoAún no hay calificaciones
- Material de La Cruz Peregrina NacionalDocumento36 páginasMaterial de La Cruz Peregrina NacionalJuan CarlosAún no hay calificaciones
- Abdomen Agudo HemorrágicoDocumento11 páginasAbdomen Agudo HemorrágicoValentina RicoAún no hay calificaciones
- Violencia CibernéticaDocumento7 páginasViolencia CibernéticavaleskaAún no hay calificaciones
- Comunicado Elecciones2013Documento1 páginaComunicado Elecciones2013Colegio de Profesores del PerúAún no hay calificaciones
- Caso 2 - Pulp Fiction SA - PlanteamientoDocumento9 páginasCaso 2 - Pulp Fiction SA - Planteamientojuan jua tarazona tuctoAún no hay calificaciones
- ECA - Radiaciones No Ionizantes DS-010-2005-PCMDocumento80 páginasECA - Radiaciones No Ionizantes DS-010-2005-PCMWalter Tapia FloresAún no hay calificaciones
- MONOGRAFIA Casos de Bullyng en El Colegio Luis Espinal CampsDocumento21 páginasMONOGRAFIA Casos de Bullyng en El Colegio Luis Espinal CampsAngel MphAún no hay calificaciones
- Cartilla para El Ahorro de EnergíaDocumento36 páginasCartilla para El Ahorro de EnergíaCariito HiigueraAún no hay calificaciones
- Tecnología. Complementos de Formación DisciplinarDocumento20 páginasTecnología. Complementos de Formación DisciplinarCOPYA2 Soluciones100% (1)
- Móvil: Línea: 620615714Documento1 páginaMóvil: Línea: 620615714Seth Rollings GeorgeAún no hay calificaciones
- Energía MareomotrizDocumento9 páginasEnergía MareomotrizLiccyAún no hay calificaciones
- Donde Duermen Los NiñosDocumento115 páginasDonde Duermen Los NiñosPintando SueñosAún no hay calificaciones
- Tema 8, DiciembreDocumento12 páginasTema 8, DiciembreDayane MontenegroAún no hay calificaciones
- Norma Internacional de Auditoria 580Documento2 páginasNorma Internacional de Auditoria 580UzzielAún no hay calificaciones
- Reglamento de Servicio Comunitario Del Estudiante de Pregrado de La Universidad Del ZuliaDocumento9 páginasReglamento de Servicio Comunitario Del Estudiante de Pregrado de La Universidad Del ZuliaVerónica MartínezAún no hay calificaciones
- Resoluciones 2003Documento56 páginasResoluciones 2003IES Olga CossettiniAún no hay calificaciones
- El Reporte A3 de ToyotaDocumento10 páginasEl Reporte A3 de ToyotaDarwin PiauAún no hay calificaciones
- Segundo Informe de Gobierno2.12.2014 ULTIMA VERSIONDocumento180 páginasSegundo Informe de Gobierno2.12.2014 ULTIMA VERSIONAlejandro GarciaAún no hay calificaciones
- Salud SexualDocumento23 páginasSalud SexualEstefany Chahuayo ChirccaAún no hay calificaciones
- El Estiramiento para Tai Chi Chuan Y Wu ShuDocumento1 páginaEl Estiramiento para Tai Chi Chuan Y Wu Shubelcebu100% (1)
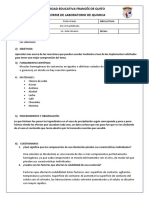
- Informe de Laboratorio Quimica 2do BguDocumento2 páginasInforme de Laboratorio Quimica 2do Bgudylan100% (1)