También podría gustarte
- Ensayo KDDocumento10 páginasEnsayo KDkenya lizeth marquezAún no hay calificaciones
- Ensayo Magda Fase 3Documento4 páginasEnsayo Magda Fase 3kenya lizeth marquezAún no hay calificaciones
- Caso1 Kenya Lizeth Marquez Sanchez SimDocumento23 páginasCaso1 Kenya Lizeth Marquez Sanchez Simkenya lizeth marquezAún no hay calificaciones
- Estudio Del Trabajo II - Actividad 5Documento5 páginasEstudio Del Trabajo II - Actividad 5kenya lizeth marquezAún no hay calificaciones
- Caso2 IngDocumento15 páginasCaso2 Ingkenya lizeth marquezAún no hay calificaciones
- Programa InducciónDocumento2 páginasPrograma Inducciónkenya lizeth marquezAún no hay calificaciones
- Proyecto FinalDocumento7 páginasProyecto Finalkenya lizeth marquezAún no hay calificaciones
- Infografia - Merca - Equipo DinamitaDocumento1 páginaInfografia - Merca - Equipo Dinamitakenya lizeth marquezAún no hay calificaciones
- Caso de Estudio-Equipo 1Documento7 páginasCaso de Estudio-Equipo 1kenya lizeth marquezAún no hay calificaciones
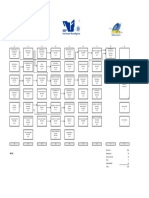
- Plan de Estudios IndustrialDocumento1 páginaPlan de Estudios Industrialkenya lizeth marquezAún no hay calificaciones
- Portafolio Unidad3 Liderazgo-Kenya19651237Documento24 páginasPortafolio Unidad3 Liderazgo-Kenya19651237kenya lizeth marquezAún no hay calificaciones
- Flores Salsavilca Carlos RaulDocumento8 páginasFlores Salsavilca Carlos Raulcarlis floresAún no hay calificaciones
- 2648 20230323 Exercici EXERCICIS 23.03.2023Documento3 páginas2648 20230323 Exercici EXERCICIS 23.03.2023ValeriaAún no hay calificaciones
- Laminas Mapas ConceptualesDocumento22 páginasLaminas Mapas Conceptualesdaysicoromoto100% (1)
- 02 ProbabilidadDocumento4 páginas02 Probabilidadfernanda13Aún no hay calificaciones
- Cuadro Comparativo de Las VisionesDocumento2 páginasCuadro Comparativo de Las VisionesDiego Omar Perez CamposAún no hay calificaciones
- Orientaciones para El Foro 2Documento4 páginasOrientaciones para El Foro 2Ruth CruzAún no hay calificaciones
- Curvas 1Documento19 páginasCurvas 1Brayan StibenAún no hay calificaciones
- Ficha RaeDocumento2 páginasFicha RaeJeison Ferney MENDIETA GAONAAún no hay calificaciones
- Aplomos Equinos (7-3-2013)Documento8 páginasAplomos Equinos (7-3-2013)Andrea San Martín QuijadaAún no hay calificaciones
- Funciones Del Jefe de HerreriaDocumento4 páginasFunciones Del Jefe de HerreriaDaniel Rollins67% (3)
- Política - Wikipedia, La Enciclopedia LibreDocumento4 páginasPolítica - Wikipedia, La Enciclopedia LibreCristobal Isaac Arthieedd Vera PalaciosAún no hay calificaciones
- Crisis de Identidad en El Perú y DiscriminaciónDocumento7 páginasCrisis de Identidad en El Perú y Discriminaciónecr1792% (13)
- SPSS Maps 10.0Documento132 páginasSPSS Maps 10.0Ronald S. Garrido FuentesAún no hay calificaciones
- Guia de Laboratorio. 2a y 2bDocumento3 páginasGuia de Laboratorio. 2a y 2bJuliana Uribe100% (3)
- Parcial Io2Documento2 páginasParcial Io2Fernando PFAún no hay calificaciones
- Sciu 178 Actividad Entregable 001 Resuelta SDocumento4 páginasSciu 178 Actividad Entregable 001 Resuelta SsherutcontratosAún no hay calificaciones
- Vázquez Jose Edwin TISA EA4Documento15 páginasVázquez Jose Edwin TISA EA4Edwin100% (1)
- Conduccion Electrica Eigt PDFDocumento63 páginasConduccion Electrica Eigt PDFMarco A.Aún no hay calificaciones
- Problemas para Resolver Con CiclosDocumento2 páginasProblemas para Resolver Con CiclosoasandelAún no hay calificaciones
- Transductores CapacitivosDocumento11 páginasTransductores Capacitivoskaracolspsy100% (1)
- 2256 Introducción Al Marketing g1xl - g1xn 01 CT 2 Saavedra Saona CynthiaDocumento3 páginas2256 Introducción Al Marketing g1xl - g1xn 01 CT 2 Saavedra Saona Cynthialesole1126Aún no hay calificaciones
- 2012 09 18 TFM Estudio Del TrabajoDocumento49 páginas2012 09 18 TFM Estudio Del TrabajoDavidAún no hay calificaciones
- Baker 3000Documento6 páginasBaker 3000edgardo_sepulveda100% (1)
- Caso AirbnbDocumento6 páginasCaso AirbnbtiendaAún no hay calificaciones
- Deconstruyendo A Darwin - Javier SampedroDocumento181 páginasDeconstruyendo A Darwin - Javier SampedroRAMMSTEIN99100% (6)
- Practicono12 ResueltoDocumento5 páginasPracticono12 ResueltoMatías Sánchez RuízAún no hay calificaciones
- Claude Bremond - La Lógica de Los Posibles NarrativosDocumento26 páginasClaude Bremond - La Lógica de Los Posibles NarrativosTavarish100% (1)
- Taller Fundamentos de AdministraciónDocumento5 páginasTaller Fundamentos de AdministraciónAngel Sebastian Vargas OsorioAún no hay calificaciones
- Exposicion IEEEDocumento28 páginasExposicion IEEEMateo Andrés OsorioAún no hay calificaciones
- Ventajas y Desventajas CompresoresDocumento3 páginasVentajas y Desventajas Compresoresjose100% (3)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- Cálculo integral: Técnicas de integraciónDe EverandCálculo integral: Técnicas de integraciónCalificación: 4 de 5 estrellas4/5 (8)
- Sesgos Cognitivos: Una Fascinante Mirada dentro de la Psicología Humana y los Métodos para Evitar la Disonancia Cognitiva, Mejorar sus Habilidades para Resolver Problemas y Tomar Mejores DecisionesDe EverandSesgos Cognitivos: Una Fascinante Mirada dentro de la Psicología Humana y los Métodos para Evitar la Disonancia Cognitiva, Mejorar sus Habilidades para Resolver Problemas y Tomar Mejores DecisionesCalificación: 4.5 de 5 estrellas4.5/5 (13)
- Mediciones y métodos de uso común en el laboratorio de QuímicaDe EverandMediciones y métodos de uso común en el laboratorio de QuímicaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Manual de Psicología Pastoral: Fundamentos y Principios de AcompañamientoDe EverandManual de Psicología Pastoral: Fundamentos y Principios de AcompañamientoCalificación: 4.5 de 5 estrellas4.5/5 (7)
- El método Zettelkasten: Cómo tomar notas de forma eficaz para impulsar la escritura y el aprendizaje de estudiantes, académicos y escritores de no ficciónDe EverandEl método Zettelkasten: Cómo tomar notas de forma eficaz para impulsar la escritura y el aprendizaje de estudiantes, académicos y escritores de no ficciónCalificación: 4.5 de 5 estrellas4.5/5 (13)
- El Mapa del cielo: Cómo la ciencia, la religión y la gente común están demostrando el más alláDe EverandEl Mapa del cielo: Cómo la ciencia, la religión y la gente común están demostrando el más alláCalificación: 4 de 5 estrellas4/5 (12)
- El Tao de la física: Una exploración de los paralelismos entre la física moderna y el misticismo orientalDe EverandEl Tao de la física: Una exploración de los paralelismos entre la física moderna y el misticismo orientalCalificación: 5 de 5 estrellas5/5 (3)
- El análisis DAFO: Los secretos para fortalecer su negocioDe EverandEl análisis DAFO: Los secretos para fortalecer su negocioCalificación: 4 de 5 estrellas4/5 (18)
- Fundamentos de economía. Ideas fundamentales y talleres de aplicaciónDe EverandFundamentos de economía. Ideas fundamentales y talleres de aplicaciónCalificación: 3.5 de 5 estrellas3.5/5 (18)