También podría gustarte
- Sesión 20Documento37 páginasSesión 20Alexander RamosAún no hay calificaciones
- 3.procesos de Cambio de FormaDocumento35 páginas3.procesos de Cambio de FormaKarina López100% (1)
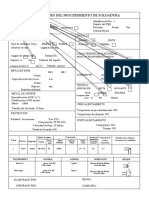
- Wps EjemploDocumento1 páginaWps EjemploJonatan Goicochea BaconAún no hay calificaciones
- Olla para La Fundición de La AleaciónDocumento14 páginasOlla para La Fundición de La AleaciónYuli QlAún no hay calificaciones
- Trabajo Metrologia Sobre PernosDocumento13 páginasTrabajo Metrologia Sobre PernosJhayo Flores AranzamendiAún no hay calificaciones
- M3.1B CuestionarioDocumento2 páginasM3.1B CuestionarioAbraham Vega100% (3)
- Reparacion de Motor-Mediciones PDFDocumento108 páginasReparacion de Motor-Mediciones PDFDavid Andres Alfonso LozanoAún no hay calificaciones
- Expo 04 - Estrategia para Optimizar El Uso de Los ActivosDocumento26 páginasExpo 04 - Estrategia para Optimizar El Uso de Los ActivosLuis Alberto Carrera FernandezAún no hay calificaciones
- Procedimiento para El Manejo Seguro de Herramientas ManualesDocumento17 páginasProcedimiento para El Manejo Seguro de Herramientas ManualesDiego PinzonAún no hay calificaciones
- Andrés Hurtado - Evolución de La Gestión de Mantenimiento Hacia La ConfiabilidadDocumento30 páginasAndrés Hurtado - Evolución de La Gestión de Mantenimiento Hacia La ConfiabilidadLuis Mendoza QuispeAún no hay calificaciones
- 203 - Diagrama de Flujo Del Indicador de DiagnósticoDocumento4 páginas203 - Diagrama de Flujo Del Indicador de DiagnósticoWalter YucraAún no hay calificaciones
- Solari LF PDFDocumento241 páginasSolari LF PDFJohnPortugalAlmeidaAún no hay calificaciones
- Mantenimiento de Sistemas de FrenosDocumento102 páginasMantenimiento de Sistemas de FrenosJona PaulAún no hay calificaciones
- Manual Dirección de Control y Mantto. Taller AutomotrizDocumento132 páginasManual Dirección de Control y Mantto. Taller AutomotrizJorge GutierrezAún no hay calificaciones
- Plan Cronograma-Mantenimiento - 20200117 - 083958917Documento96 páginasPlan Cronograma-Mantenimiento - 20200117 - 083958917Maximo Condory TAún no hay calificaciones
- Proceso SDocumento51 páginasProceso SMichel TorresAún no hay calificaciones
- Cartilla de Mantenimiento 210Documento2 páginasCartilla de Mantenimiento 210Juan SanchezAún no hay calificaciones
- Formatos de MantenimientosDocumento16 páginasFormatos de MantenimientosCassius DolphAún no hay calificaciones
- Proyecto de Parrilla de LadrilloDocumento16 páginasProyecto de Parrilla de LadrilloAromdabid AndiaAún no hay calificaciones
- Manual de Procedimientos e Interpretacion de Resultados A2 v15 2Documento123 páginasManual de Procedimientos e Interpretacion de Resultados A2 v15 2Vargas LuisAún no hay calificaciones
- Formato de Salida VolqueteDocumento2 páginasFormato de Salida VolqueteAlexander Ramos PeñaAún no hay calificaciones
- Sesión 14Documento31 páginasSesión 14Alexander RamosAún no hay calificaciones
- Programa de Mantenimiento-003-ExcellDocumento126 páginasPrograma de Mantenimiento-003-ExcellDavid BarajasAún no hay calificaciones
- Rendimientos de Mano de ObraDocumento4 páginasRendimientos de Mano de ObraparedesAún no hay calificaciones
- Camionetas y AmbulanciasDocumento35 páginasCamionetas y AmbulanciasCarfzn VegaAún no hay calificaciones
- Declaración de Impacto Ambiental La ChilcaDocumento230 páginasDeclaración de Impacto Ambiental La ChilcaMiguel Eduardo Lapeyre CernaAún no hay calificaciones
- Administración Del Mantenimiento 2018-1Documento19 páginasAdministración Del Mantenimiento 2018-1Deyvi López RíosAún no hay calificaciones
- 3 - Soporte de MantenimientoDocumento51 páginas3 - Soporte de MantenimientoLeonelFernandezFernandezAún no hay calificaciones
- Sesión 15Documento36 páginasSesión 15Alexander RamosAún no hay calificaciones
- Lista Precios TarkoDocumento39 páginasLista Precios TarkoEmiliano LombardoAún no hay calificaciones
- Sistemas Auxiliares Advantage ProgramacionesDocumento8 páginasSistemas Auxiliares Advantage ProgramacionesRafqat AliAún no hay calificaciones
- Unidad 2 Componentes Electricos.Documento45 páginasUnidad 2 Componentes Electricos.Luis Angel Pablo Juan de DiosAún no hay calificaciones
- Filtros Oficial Ene 2019 (Inge Julio)Documento6 páginasFiltros Oficial Ene 2019 (Inge Julio)Nivar LoayzaAún no hay calificaciones
- 2DD-F8199-S0 XTZ250Z Propietario (Tenere)Documento80 páginas2DD-F8199-S0 XTZ250Z Propietario (Tenere)S. T. MOTOCREDITO YAMAHA SAN JOSE DEL GUAVIAREAún no hay calificaciones
- Baremos CESVIMAPDocumento3 páginasBaremos CESVIMAPadrianvalde994Aún no hay calificaciones
- Especificaciones Tecnicas 60Kw MotoresDocumento142 páginasEspecificaciones Tecnicas 60Kw MotoresVitelia Elizabeth BarraganAún no hay calificaciones
- Unidad 9Documento36 páginasUnidad 9Garcia Sanchez TeoAún no hay calificaciones
- Check List de EquiposDocumento14 páginasCheck List de EquiposDarlan Eduardo ZapataAún no hay calificaciones
- Planificacion Del Mantenimiento Con ExelDocumento3 páginasPlanificacion Del Mantenimiento Con ExelAlberto QuispeAún no hay calificaciones
- Jhon Deere 310slDocumento5 páginasJhon Deere 310slluisAún no hay calificaciones
- Cotizacion XTZ 2016 Con LogoDocumento2 páginasCotizacion XTZ 2016 Con LogoFabiano LeivaAún no hay calificaciones
- Tesis de LubricantesDocumento186 páginasTesis de Lubricantesalednero100% (2)
- Documento de Estudio Popm Modulo IDocumento39 páginasDocumento de Estudio Popm Modulo IPleneador MantenimientoAún no hay calificaciones
- MantenimientoooooDocumento55 páginasMantenimientooooosamuel mdAún no hay calificaciones
- Plan de Mantenimieto A Mediano PlazoDocumento52 páginasPlan de Mantenimieto A Mediano PlazoJoan Tirado CordovaAún no hay calificaciones
- 3 Planificacion ActividadesDocumento13 páginas3 Planificacion ActividadesHuber Romero Zevallos100% (1)
- Mantto v3 7 83 COESDocumento303 páginasMantto v3 7 83 COESGiven AlexanderAún no hay calificaciones
- CamionetasDocumento46 páginasCamionetasjdavid_qs6447Aún no hay calificaciones
- MANTENIMIENTODocumento43 páginasMANTENIMIENTOedwinAún no hay calificaciones
- Transporte y Mantenimiento de Vehiculos PDFDocumento8 páginasTransporte y Mantenimiento de Vehiculos PDFClever SchmidtAún no hay calificaciones
- Equipos TransportesDocumento18 páginasEquipos TransportesLuis Katsumoto Huere AnayaAún no hay calificaciones
- Relacion de Equipos SgemDocumento20 páginasRelacion de Equipos SgemWaldir Jesús Rodríguez JuárezAún no hay calificaciones
- Teoria y Practica Del Mantenimiento Industrial AvanzadoDocumento12 páginasTeoria y Practica Del Mantenimiento Industrial AvanzadoSamuelSandovalYañezAún no hay calificaciones
- Presentacion Instrumentos Avanzados Mtto FUTC PDFDocumento260 páginasPresentacion Instrumentos Avanzados Mtto FUTC PDFdayana puerta parraAún no hay calificaciones
- Constancia Trec 06.09.1Documento1 páginaConstancia Trec 06.09.1Edy Libandro ApazaAún no hay calificaciones
- Tif 2 FaseDocumento134 páginasTif 2 FasemarthiusAún no hay calificaciones
- Informe Técnico Volvo FM 23-03-2021Documento9 páginasInforme Técnico Volvo FM 23-03-2021Diana AHAún no hay calificaciones
- Clase 8Documento21 páginasClase 8miwinola2014Aún no hay calificaciones
- Salida Materiales 2020Documento284 páginasSalida Materiales 2020RonaldRmrAún no hay calificaciones
- 1.fundamentos de La OleohidraulicaDocumento43 páginas1.fundamentos de La OleohidraulicaJhon Gerry Tito MamaniAún no hay calificaciones
- NormaISO6165 2008Documento45 páginasNormaISO6165 2008Edison CajasAún no hay calificaciones
- INC PETS MSUB MANT 011 Mantenimiento de Mezclador de ConcretoDocumento4 páginasINC PETS MSUB MANT 011 Mantenimiento de Mezclador de ConcretomasussoniAún no hay calificaciones
- Herramientas e Instrumentos de Mantenimiento Predictivo CGSSA - CODELCO V3Documento407 páginasHerramientas e Instrumentos de Mantenimiento Predictivo CGSSA - CODELCO V3Claudia C .MuñozAún no hay calificaciones
- Wps Miguel CarrilloDocumento1 páginaWps Miguel CarrilloAndrea gutierrez martinezAún no hay calificaciones
- RAP2 EV03 Formato para La Especificación Del Procedimiento de Soldadura JDocumento4 páginasRAP2 EV03 Formato para La Especificación Del Procedimiento de Soldadura JJorge MonsalveAún no hay calificaciones
- Sesión 12 - Mercado Internacional y Bolsa de MetalesDocumento33 páginasSesión 12 - Mercado Internacional y Bolsa de Metaleshehusa25Aún no hay calificaciones
- Tareas Operario de FundiciónDocumento5 páginasTareas Operario de FundiciónValdir SalazarAún no hay calificaciones
- Anexo de Especificaciones Técnicas: No. Descripciòn CantidadDocumento4 páginasAnexo de Especificaciones Técnicas: No. Descripciòn CantidadJordano TiradoAún no hay calificaciones
- PDF CincelDocumento2 páginasPDF CincelErnesto AriasAún no hay calificaciones
- Tarea SmawDocumento6 páginasTarea SmawEdu LlerenaAún no hay calificaciones
- PublicationDocumento148 páginasPublicationJacks PerkinsAún no hay calificaciones
- Procedimiento Especifico de Soldadura en Cuerpo Cilindrico de Acero Al CarbonDocumento8 páginasProcedimiento Especifico de Soldadura en Cuerpo Cilindrico de Acero Al CarbonLuis Angel LazaroAún no hay calificaciones
- Portafolio Linea IndustrialDocumento67 páginasPortafolio Linea IndustrialMisael molina fernandezAún no hay calificaciones
- 14 Mesa de Corte para La Trozadora Con Soporte de Apoyo - Carlos Quispe QuispeDocumento48 páginas14 Mesa de Corte para La Trozadora Con Soporte de Apoyo - Carlos Quispe QuispeRodmi Torres PeraltaAún no hay calificaciones
- Perfil Cuadro de BicicletaDocumento7 páginasPerfil Cuadro de BicicletaPablito PinedoAún no hay calificaciones
- Crucigrama EmbutidoDocumento2 páginasCrucigrama EmbutidoSebastian GamarraAún no hay calificaciones
- Amovibles Tema 2Documento9 páginasAmovibles Tema 2Jose Manuel Alegre MerceAún no hay calificaciones
- M&C-F-98-R01-Informe Final, Canales y Bajantes BanadiaDocumento24 páginasM&C-F-98-R01-Informe Final, Canales y Bajantes BanadialuisaliriohernandezAún no hay calificaciones
- Evidencia CAPITULO 24 Michael CruzDocumento5 páginasEvidencia CAPITULO 24 Michael CruzMichael David CruzAún no hay calificaciones
- Aluminio 29Documento3 páginasAluminio 29josealfredojlAún no hay calificaciones
- Proceso de Maquinado ReyDocumento3 páginasProceso de Maquinado ReyAlexis BeltranAún no hay calificaciones
- Caballete Fijo para Teja TermoSubregi - N CentroDocumento4 páginasCaballete Fijo para Teja TermoSubregi - N CentroProyectos Reformas en AcabadosAún no hay calificaciones
- ProcesoDocumento1 páginaProcesoMarco DiazAún no hay calificaciones
- Practica N3 SOLDADURADocumento7 páginasPractica N3 SOLDADURABianka Garcia IbañezAún no hay calificaciones
- P m059 002 Procedimiento Soldadura de ClipsDocumento5 páginasP m059 002 Procedimiento Soldadura de Clipsjhon jairo arango100% (1)
- Asig. #2, Materiales, Grupo #6. Iii 2020.Documento4 páginasAsig. #2, Materiales, Grupo #6. Iii 2020.Sabrina A. VerdiAún no hay calificaciones
- Act2 RuelasDocumento9 páginasAct2 RuelasJosé Juan RuelasAún no hay calificaciones
- Núcleo V Grupo 6 Maquina Extrusora CostosDocumento40 páginasNúcleo V Grupo 6 Maquina Extrusora CostosDairy Chaparro VillamizarAún no hay calificaciones
- Lista de HerramientasDocumento6 páginasLista de HerramientasChristian Huanca OscoAún no hay calificaciones
- Curso 6 Procesos de Fabricación (Defectos Relacionado)Documento8 páginasCurso 6 Procesos de Fabricación (Defectos Relacionado)Sebastiaan CruzAún no hay calificaciones