También podría gustarte
- Planificación de la gestión y organización de los procesos de montaje de sistemas domóticosDe EverandPlanificación de la gestión y organización de los procesos de montaje de sistemas domóticosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Diagrama de ProcesosDocumento1 páginaDiagrama de ProcesosMaria QuintanaAún no hay calificaciones
- 3.formato Evaluacion Puesto Completo SacalaDocumento19 páginas3.formato Evaluacion Puesto Completo SacalaMARITZA MANRIQUEZAún no hay calificaciones
- Diagrama de Proceso Del Operador de Etiquetadora I (L1 y L2)Documento6 páginasDiagrama de Proceso Del Operador de Etiquetadora I (L1 y L2)Keyla CastroAún no hay calificaciones
- Diagrama de FlujoDocumento1 páginaDiagrama de FlujoisaacAún no hay calificaciones
- Formato Diagrama Flujo de ProcesoDocumento2 páginasFormato Diagrama Flujo de ProcesoJuan Luis Ramirez SanchezAún no hay calificaciones
- Diagrama de Flujo Proceso de PanDocumento8 páginasDiagrama de Flujo Proceso de PanLaura Ramírez BuitragoAún no hay calificaciones
- Diagrama de Proceso de FlujoDocumento2 páginasDiagrama de Proceso de FlujojesusAún no hay calificaciones
- Diagram ADocumento6 páginasDiagram ADENISE ALEJANDRA GUTIERREZ ESCOTOAún no hay calificaciones
- Diagrama-De-Procesos SMED Cambio de NeumaticoDocumento2 páginasDiagrama-De-Procesos SMED Cambio de NeumaticoI̶g̶n̶a̶c̶i̶o̶ ̶A̶n̶g̶u̶i̶a̶n̶o̶ A̶n̶g̶u̶i̶a̶n̶o̶Aún no hay calificaciones
- Diagrama de FlujoDocumento1 páginaDiagrama de Flujomario aldanaAún no hay calificaciones
- Diagrama ProcesosDocumento6 páginasDiagrama ProcesosFelipe GutierrezAún no hay calificaciones
- Cursograma MetodosDocumento2 páginasCursograma MetodosnelzonAún no hay calificaciones
- Ejemplo Diagrama Procesos Formato Fabricacion Del Bloque de Goma EspumaDocumento12 páginasEjemplo Diagrama Procesos Formato Fabricacion Del Bloque de Goma EspumaHeidy ColmenaresAún no hay calificaciones
- Diagrama de Flujo Ron ActualizadoDocumento4 páginasDiagrama de Flujo Ron ActualizadoAngie CardenasAún no hay calificaciones
- Silva ArroyoDiagrama de Flujo de Procesos YesoDocumento1 páginaSilva ArroyoDiagrama de Flujo de Procesos YesoGermán ArroyoAún no hay calificaciones
- Exposicion para La Segunda SemanaDocumento13 páginasExposicion para La Segunda SemanaDayana Medina RuizAún no hay calificaciones
- Diagrama - Flujo - de - Proceso-Andrea Michelle Mares Belmares - Isp - 10-3Documento4 páginasDiagrama - Flujo - de - Proceso-Andrea Michelle Mares Belmares - Isp - 10-3Andrea Michelle Mares BelmaresAún no hay calificaciones
- Tarea 2Documento2 páginasTarea 2joseAún no hay calificaciones
- Diagrama de OperacionDocumento3 páginasDiagrama de OperacionRicardo BernalOoAún no hay calificaciones
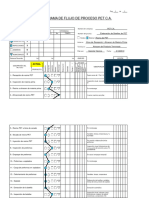
- Hoja Diagrama de Proceso Pet C.A. EiDocumento2 páginasHoja Diagrama de Proceso Pet C.A. EiKatherina Rodríguez VicencioAún no hay calificaciones
- Plantilla Diagrama FopDocumento2 páginasPlantilla Diagrama FopdrluisorantesAún no hay calificaciones
- Practica Estudio de Tiempos y MovimientosDocumento20 páginasPractica Estudio de Tiempos y MovimientosGuillermo Antonio Villanueva SanchezAún no hay calificaciones
- Tarea 4 - Daniela SiabatoDocumento8 páginasTarea 4 - Daniela SiabatoMiguel Angel Herrera TriviňoAún no hay calificaciones
- Formato Del DAP-Diagrama ANÁLISIS DE PROCESO y Enlace Pra Hacer ParetoDocumento5 páginasFormato Del DAP-Diagrama ANÁLISIS DE PROCESO y Enlace Pra Hacer ParetoRigel OriónAún no hay calificaciones
- BorraDocumento10 páginasBorraisaac marrugoAún no hay calificaciones
- PracticaDocumento1 páginaPracticaAngel PerezAún no hay calificaciones
- Plantilla Diagrama Del Proceso MHDocumento2 páginasPlantilla Diagrama Del Proceso MHMiguel HarosAún no hay calificaciones
- Diagrama Analítico de ProcesoDocumento3 páginasDiagrama Analítico de ProcesoJoan Sebastian CardozoAún no hay calificaciones
- Dap - ModeloDocumento2 páginasDap - ModeloEdgardo Alcides CollantesAún no hay calificaciones
- Formato DapDocumento1 páginaFormato DapNick Negrillo CalderónAún no hay calificaciones
- Estudio Del Trabajo MetodosDocumento64 páginasEstudio Del Trabajo MetodosEstebanAraucaAún no hay calificaciones
- Diagrama de FlujoDocumento8 páginasDiagrama de FlujoMAYERLI TATIANA PIGUAVE VARGASAún no hay calificaciones
- Dap Metodo ActualDocumento2 páginasDap Metodo ActualDecksAún no hay calificaciones
- Apendice EDocumento8 páginasApendice EPaola Cristina Marquez Da RosaAún no hay calificaciones
- Formatos Bimanual Hom Maq Toma Tiempos ProcesoDocumento3 páginasFormatos Bimanual Hom Maq Toma Tiempos ProcesoCristian Alexsandro Robledo ZuñigaAún no hay calificaciones
- 5W 2HDocumento3 páginas5W 2HSalvador Chagoya lunaAún no hay calificaciones
- Modelo Plantilla - Avance TesisDocumento4 páginasModelo Plantilla - Avance TesisMonica EscobarAún no hay calificaciones
- Analisis de Metodos y Medicion de La TareaDocumento11 páginasAnalisis de Metodos y Medicion de La TareaRuben Ernesto Hernandez GarciaAún no hay calificaciones
- Guía 5Documento4 páginasGuía 5Prefiero YopalAún no hay calificaciones
- Diagrama de Procesos DeeDocumento1 páginaDiagrama de Procesos DeeDaniel LaverdeAún no hay calificaciones
- Formato EstandarizacionDocumento5 páginasFormato Estandarizacionjohn jairo castroAún no hay calificaciones
- Estandarizacion Formatos IlmDocumento5 páginasEstandarizacion Formatos IlmPrianurita QuirogaAún no hay calificaciones
- Verificacion FacturaDocumento2 páginasVerificacion FacturaYessid CastAún no hay calificaciones
- Cursograma Analítico Formato FormuladoDocumento4 páginasCursograma Analítico Formato FormuladoFrancisco ParkerAún no hay calificaciones
- TAREA 6 AL-1.2.3.4 Aplicación Diagramas Cursogramas Diag Flujo - Diag Bimanual SB21Documento13 páginasTAREA 6 AL-1.2.3.4 Aplicación Diagramas Cursogramas Diag Flujo - Diag Bimanual SB21Bryan HerediaAún no hay calificaciones
- Oap 3Documento5 páginasOap 3OrlandoAún no hay calificaciones
- Formato DapDocumento1 páginaFormato DapEstefano ZevallosAún no hay calificaciones
- Diagrama de Flujo Del ProcesoDocumento6 páginasDiagrama de Flujo Del ProcesoAndrea Chavez LauraAún no hay calificaciones
- AVA Control PredialDocumento2 páginasAVA Control PredialBrigitte CoralAún no hay calificaciones
- Diagrama de Procesos 1Documento2 páginasDiagrama de Procesos 1Leydi VelascoAún no hay calificaciones
- Estandarizacion Formatos 1Documento5 páginasEstandarizacion Formatos 1Daniel GilAún no hay calificaciones
- Plantilla - Cursograma AnalíticoDocumento1 páginaPlantilla - Cursograma Analíticoyenifer paola camachoAún no hay calificaciones
- Formato Diagrama de Proceso Excel MejoradoDocumento5 páginasFormato Diagrama de Proceso Excel MejoradoIsabel CarbajalAún no hay calificaciones
- Diagramas de ProcesoDocumento6 páginasDiagramas de Procesooiramdarell100% (1)
- Informe Practica 12Documento3 páginasInforme Practica 12CARMEN ANDREA SOLIZ SIGUENCIAAún no hay calificaciones
- SI-F-SMC-026-005 Inspecciones de Seguridad Salud y MedioambienteDocumento1 páginaSI-F-SMC-026-005 Inspecciones de Seguridad Salud y MedioambienteAV NetworKAún no hay calificaciones
- Horas Hombre Anexo 2 y 3Documento2 páginasHoras Hombre Anexo 2 y 3Dalia Isabel Mamani MedinaAún no hay calificaciones
- Estudio de Percolación PtarDocumento2 páginasEstudio de Percolación PtarVictor Bolaños VisitacionAún no hay calificaciones
- DAP Detallado FormatoDocumento3 páginasDAP Detallado FormatoDiego FrancoAún no hay calificaciones
- Tarea Empresa TransportesDocumento15 páginasTarea Empresa TransporteschristianAún no hay calificaciones
- 1.0 Memoria DescriptivaDocumento6 páginas1.0 Memoria DescriptivaMiguel Arturo Maza UmeresAún no hay calificaciones
- Aerolineas (Recuperado Automáticamente)Documento32 páginasAerolineas (Recuperado Automáticamente)miller tobonAún no hay calificaciones
- Secuencia de Medios de Transportes - ToMATE - OKDocumento6 páginasSecuencia de Medios de Transportes - ToMATE - OKKatia RamosAún no hay calificaciones
- LogísticaDocumento16 páginasLogísticaPatricia MataAún no hay calificaciones
- Tema 29Documento87 páginasTema 29OrientaAún no hay calificaciones
- f54!03!09 (14) Inspeccion Preoperacional Bulldozer - E2Documento6 páginasf54!03!09 (14) Inspeccion Preoperacional Bulldozer - E2danielAún no hay calificaciones
- 06 - Diseño de Pavimentos Generalidades - Sector 1Documento67 páginas06 - Diseño de Pavimentos Generalidades - Sector 1Jhonn Jairo MocondinoAún no hay calificaciones
- En Defensa Del Sistema Ferroviario ArgentinoDocumento2 páginasEn Defensa Del Sistema Ferroviario ArgentinoenelSubte100% (1)
- Recomendacion Ingreso y Salida VehicularDocumento1 páginaRecomendacion Ingreso y Salida VehicularOscar GarciaAún no hay calificaciones
- ABB Revista 2-2010 - 72dpiDocumento96 páginasABB Revista 2-2010 - 72dpiTony D. MolinaAún no hay calificaciones
- Disposición 56-97 Impacto Ambiental en DuctosDocumento16 páginasDisposición 56-97 Impacto Ambiental en Ductoscoiron12Aún no hay calificaciones
- Gestion de Riesgos.Documento6 páginasGestion de Riesgos.Eduardo PinzonAún no hay calificaciones
- 1148 136 Vaae011676502022101 05052022120509Documento1 página1148 136 Vaae011676502022101 05052022120509Miguel “lxlBigBossMickexD” GaonaAún no hay calificaciones
- Preguntas Caso Ferrari 55 PDFDocumento4 páginasPreguntas Caso Ferrari 55 PDFBryan RomeroAún no hay calificaciones
- Estudio de Trafico CONTUMAZADocumento58 páginasEstudio de Trafico CONTUMAZAFernando Castillo CrespinAún no hay calificaciones
- Analisis PestelDocumento14 páginasAnalisis PestelivanaAún no hay calificaciones
- Chevy Monza 23Documento1 páginaChevy Monza 23GloriaAún no hay calificaciones
- Informe LocalizacionDocumento25 páginasInforme LocalizacionAnaly MCAún no hay calificaciones
- NomenclaturaDocumento677 páginasNomenclaturaDiana Katherine Ramirez LoayzaAún no hay calificaciones
- Marco Legal 1 CNT y DocumentosDocumento19 páginasMarco Legal 1 CNT y Documentosjuan diego apolinarAún no hay calificaciones
- PDFDocumento5 páginasPDFgerardoaraujoa98100% (1)
- Productos BDGDocumento1073 páginasProductos BDGAlejandraCaceresAún no hay calificaciones
- RESGUARDOS VEHICULOS FEB2024FoxProDocumento535 páginasRESGUARDOS VEHICULOS FEB2024FoxProClaudia RicoAún no hay calificaciones
- Resumen de Video Logistica y Transporte de MercanciasDocumento2 páginasResumen de Video Logistica y Transporte de Mercanciasbraulia lazo75% (4)
- Bases Torneo de Aviones de Papel 4Documento2 páginasBases Torneo de Aviones de Papel 4Maria Jose SaenzAún no hay calificaciones
- Lexus Ux Ficha TecnicaDocumento2 páginasLexus Ux Ficha TecnicaSebastián VelásquezAún no hay calificaciones
- ESPECIAL AUTOMOTOR PDF en BajaDocumento10 páginasESPECIAL AUTOMOTOR PDF en BajaMauro VargasAún no hay calificaciones
- Espectos Socio-EconomicosDocumento155 páginasEspectos Socio-EconomicosMiguel Padilla OrtizAún no hay calificaciones
- Anexo N3 Red y Coordinadores Actualizado 05112015Documento2 páginasAnexo N3 Red y Coordinadores Actualizado 05112015Sheryl Gisselle Vergara FigueroaAún no hay calificaciones
- 100 circuitos de shields para arduino (español)De Everand100 circuitos de shields para arduino (español)Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Cómo hacer aviones de papel y otros objetos voladoresDe EverandCómo hacer aviones de papel y otros objetos voladoresAún no hay calificaciones
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- UF0565 - Eficiencia energética en las instalaciones de calefacción y ACS en los edificiosDe EverandUF0565 - Eficiencia energética en las instalaciones de calefacción y ACS en los edificiosAún no hay calificaciones
- MF1165_3 - Instalaciones de ventilación-ExtracciónDe EverandMF1165_3 - Instalaciones de ventilación-ExtracciónAún no hay calificaciones
- UF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoDe EverandUF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoCalificación: 4 de 5 estrellas4/5 (4)
- La cuarta revolución industrial desde una mirada ecosocialDe EverandLa cuarta revolución industrial desde una mirada ecosocialCalificación: 5 de 5 estrellas5/5 (2)
- Héroes del aire: Anécdotas, secretos y curiosidades de la guerra aéreaDe EverandHéroes del aire: Anécdotas, secretos y curiosidades de la guerra aéreaCalificación: 4 de 5 estrellas4/5 (4)
- Ingeniería de puentes: Tomo I: Reseña histórica, tipología, diagnóstico y recuperación. Tomo II: Colapso, inspección especial, socavación, vulnerabilidad sísmica y capacidad de cargaDe EverandIngeniería de puentes: Tomo I: Reseña histórica, tipología, diagnóstico y recuperación. Tomo II: Colapso, inspección especial, socavación, vulnerabilidad sísmica y capacidad de cargaCalificación: 4.5 de 5 estrellas4.5/5 (14)
- MF0624_1 - Técnicas básicas de electricidad de vehículosDe EverandMF0624_1 - Técnicas básicas de electricidad de vehículosCalificación: 5 de 5 estrellas5/5 (2)
- UF0925 - Gestión y control de flotas y servicios de transporte por carreteraDe EverandUF0925 - Gestión y control de flotas y servicios de transporte por carreteraAún no hay calificaciones
- Decora con totora: 21 proyectos para tu casa usando la fibra ecológica de modaDe EverandDecora con totora: 21 proyectos para tu casa usando la fibra ecológica de modaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- UF1026 - Caracterización de procesos e instalaciones frigoríficasDe EverandUF1026 - Caracterización de procesos e instalaciones frigoríficasCalificación: 4 de 5 estrellas4/5 (1)
- Seguridad Física y Operacional en AeropuertosDe EverandSeguridad Física y Operacional en AeropuertosCalificación: 4 de 5 estrellas4/5 (1)
- UF0009 - Mantenimiento, preparación y manejo de tractoresDe EverandUF0009 - Mantenimiento, preparación y manejo de tractoresAún no hay calificaciones
- Gestión de la calidad (ISO 9001/2015)De EverandGestión de la calidad (ISO 9001/2015)Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Manual de combustibles alternativos y tecnología automotrizDe EverandManual de combustibles alternativos y tecnología automotrizCalificación: 5 de 5 estrellas5/5 (6)
- El vehículo eléctrico y su infraestructura de cargaDe EverandEl vehículo eléctrico y su infraestructura de cargaCalificación: 5 de 5 estrellas5/5 (2)
- Análisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoDe EverandAnálisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoCalificación: 4.5 de 5 estrellas4.5/5 (12)
- Quiero ser consultor: Metodología Odyssey para crear, administrar, hacer crecer y transformar su negocio de consultoría.De EverandQuiero ser consultor: Metodología Odyssey para crear, administrar, hacer crecer y transformar su negocio de consultoría.Calificación: 3.5 de 5 estrellas3.5/5 (3)
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)