También podría gustarte
- UF0572 - Instalaciones eficientes de suministro de agua y saneamiento en edificiosDe EverandUF0572 - Instalaciones eficientes de suministro de agua y saneamiento en edificiosCalificación: 4 de 5 estrellas4/5 (4)
- TECSUP Almacenamiento y Administración de LubricantesDocumento29 páginasTECSUP Almacenamiento y Administración de LubricantesCesar Marcello Cordova Guerrero100% (1)
- Reutilización de aguas residuales en la industria azucarera y AlcoholeraDe EverandReutilización de aguas residuales en la industria azucarera y AlcoholeraAún no hay calificaciones
- Astm D482Documento7 páginasAstm D482yulia100% (1)
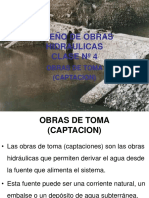
- Diseño de Obras Hidraulicas-Clase 4Documento83 páginasDiseño de Obras Hidraulicas-Clase 4Jean Piero ChoquezAún no hay calificaciones
- Sedimentadores de Flujo HorizontalDocumento23 páginasSedimentadores de Flujo HorizontalFernando GalindoAún no hay calificaciones
- Diseño Del DesarenadorDocumento29 páginasDiseño Del DesarenadorCesar Andri Romero AdanaqueAún no hay calificaciones
- Desarenadores PDFDocumento54 páginasDesarenadores PDFFrancisco Vilchez M100% (19)
- Sesion 07 - Desarenadores, Saltos y Cascadas PDFDocumento131 páginasSesion 07 - Desarenadores, Saltos y Cascadas PDFivan ramiro100% (1)
- Informe de DesarenadoresDocumento44 páginasInforme de DesarenadoresHarvel Rios RuizAún no hay calificaciones
- Diseño de DesarenadoresDocumento11 páginasDiseño de DesarenadoresjuliusforeverAún no hay calificaciones
- DesarenadoresDocumento8 páginasDesarenadoresMichaelAdriánBravoAún no hay calificaciones
- Decantación Lamelar PDFDocumento31 páginasDecantación Lamelar PDFLuz MarinoAún no hay calificaciones
- Procedimiento y Cálculo para El Diseño de Un Desarenador PDFDocumento10 páginasProcedimiento y Cálculo para El Diseño de Un Desarenador PDFHeyner SJAún no hay calificaciones
- Tanques de AmortiguacionDocumento19 páginasTanques de AmortiguacionBsb Pamela IzquierdoAún no hay calificaciones
- Informe Tirolesa y DesarenadorDocumento11 páginasInforme Tirolesa y DesarenadorRecab PortilloAún no hay calificaciones
- Clase 1. DesarenadorDocumento19 páginasClase 1. DesarenadorEdward VelascoAún no hay calificaciones
- 3 1desarenadorDocumento36 páginas3 1desarenadorJhosemar Castellanos SantoyoAún no hay calificaciones
- Diapositivas Desarenador DiseñosDocumento30 páginasDiapositivas Desarenador DiseñosMisael Tacilla MantillaAún no hay calificaciones
- Tema 04Documento122 páginasTema 04Jesus Manuel De La Cruz CebrerosAún no hay calificaciones
- Imprimir Diseño de DesarenadorDocumento13 páginasImprimir Diseño de DesarenadorDemetrio Puma LunaAún no hay calificaciones
- Diseño Hidraulico de Desarenadores-3Documento106 páginasDiseño Hidraulico de Desarenadores-3joelcruzing_mecanicodefluidosAún no hay calificaciones
- DesarenadorDocumento25 páginasDesarenadorCésar Augusto Mendoza Linares100% (1)
- Ejemplo DesarenadorDocumento95 páginasEjemplo DesarenadorBill Ken Guzman Jesus50% (2)
- DESARENADORDocumento14 páginasDESARENADORstephany catherineAún no hay calificaciones
- Diseño de DesarenadoresDocumento14 páginasDiseño de DesarenadoresLenindes Yanon Lopez CerinAún no hay calificaciones
- Sesion 13 - Saltos y CascadasDocumento105 páginasSesion 13 - Saltos y CascadasOmar Coronado ZuloetaAún no hay calificaciones
- Diseño de DesarenadoresDocumento27 páginasDiseño de DesarenadoresCondori Tito PhiTer JhonAún no hay calificaciones
- Tratamiento PrelimiarDocumento14 páginasTratamiento PrelimiarMarylin Junientt Palacios CruzAún no hay calificaciones
- Desarenadores ConvencionalesDocumento19 páginasDesarenadores ConvencionalesMoisés Andrés Villagra VillamarínAún no hay calificaciones
- Desaren - Saltos de AguaDocumento81 páginasDesaren - Saltos de AguaMarco Vinicio Pinza ArcentalesAún no hay calificaciones
- Des Aren AdoresDocumento5 páginasDes Aren AdoresDairwen Adrian Ayal Vargas MamaniAún no hay calificaciones
- S08 - MaterialDocumento60 páginasS08 - MaterialYoel DiazAún no hay calificaciones
- Desarenador B1T1Documento58 páginasDesarenador B1T1Juani GuevaraAún no hay calificaciones
- Facultad de IngenieríaDocumento24 páginasFacultad de IngenieríaERICK YONANDER DAVILA ALARCONAún no hay calificaciones
- Ensayo 9 - Garcia Nuñez Jose ManuelDocumento7 páginasEnsayo 9 - Garcia Nuñez Jose ManuelJose Manuel Garcia NuñezAún no hay calificaciones
- DesarenadorDocumento15 páginasDesarenadorLuiz AuccapumaAún no hay calificaciones
- Semana 12 - Sesión 24 B - Morante Ñique JeffersonDocumento8 páginasSemana 12 - Sesión 24 B - Morante Ñique Jeffersonjhony dAún no hay calificaciones
- Clase 6 SediemntacionDocumento33 páginasClase 6 SediemntacionKatherine BedoyaAún no hay calificaciones
- Des Are NadorDocumento15 páginasDes Are NadorBrayan Cusi TutacanoAún no hay calificaciones
- DesarenadoresDocumento36 páginasDesarenadoresleviAún no hay calificaciones
- DESARENADORES DapositivasDocumento54 páginasDESARENADORES DapositivasSmith RojasAún no hay calificaciones
- Procedimiento y Cálculo para El Diseño de Un DesarenadorDocumento10 páginasProcedimiento y Cálculo para El Diseño de Un DesarenadorHeyner SJAún no hay calificaciones
- Desarenadores - ObrasDocumento21 páginasDesarenadores - ObrasArquimedes Chinchay AchAún no hay calificaciones
- Desarenador Grupo B OkDocumento28 páginasDesarenador Grupo B OkJonathan RojasAún no hay calificaciones
- Proyecto de Acueductos DesarenadorDocumento13 páginasProyecto de Acueductos DesarenadorGino Castillo ZaccagniniAún no hay calificaciones
- DesarenadoresDocumento14 páginasDesarenadoreserikbustamante100% (1)
- SEDIMENTACIÓNDocumento5 páginasSEDIMENTACIÓNAndresAmbientalAún no hay calificaciones
- Trabajo Final DesarenadoresDocumento31 páginasTrabajo Final DesarenadoresCondori Tito PhiTer JhonAún no hay calificaciones
- Parte Del Desarenador InformeDocumento24 páginasParte Del Desarenador InformeAnthony Izquierdo TafurAún no hay calificaciones
- Desarenador PDFDocumento39 páginasDesarenador PDFDaniel RoaAún no hay calificaciones
- Sedimentador Secundario AlternoDocumento20 páginasSedimentador Secundario AlternooasisalfAún no hay calificaciones
- SESION 7 - TaggedDocumento26 páginasSESION 7 - TaggedLuis PoloAún no hay calificaciones
- Diseño de DesarenadoresDocumento29 páginasDiseño de DesarenadoresYosed Zuñiga ZamalloaAún no hay calificaciones
- Investigacion InformativaDocumento12 páginasInvestigacion InformativaJair CastilloAún no hay calificaciones
- Descripción y Funcionamiento de Un Sedimentador EspesadorDocumento2 páginasDescripción y Funcionamiento de Un Sedimentador EspesadorIsaac Antonio LechugaAún no hay calificaciones
- DesarenadoresDocumento41 páginasDesarenadoresYharly ChaiñaAún no hay calificaciones
- Practica 2Documento5 páginasPractica 2lorenzo fabian cruz sigueñasAún no hay calificaciones
- Final Obras InglesDocumento8 páginasFinal Obras InglesWitman CrCzAún no hay calificaciones
- DesarenadoresDocumento37 páginasDesarenadorespaolapascual100% (1)
- SEMANA 11 - SESIÓN 22 A 1de2Documento8 páginasSEMANA 11 - SESIÓN 22 A 1de2Kevin SçAún no hay calificaciones
- Dimensionamiento de RejillasDocumento41 páginasDimensionamiento de RejillasMiriamMoralesGAún no hay calificaciones
- 93 Taller Internacional V2Documento59 páginas93 Taller Internacional V2Luz MarinoAún no hay calificaciones
- LeucocitosDocumento15 páginasLeucocitosLuz MarinoAún no hay calificaciones
- Memoria TFM Álvaro DomínguezDocumento91 páginasMemoria TFM Álvaro DomínguezLuz MarinoAún no hay calificaciones
- Manual de Analisis Clinicos MINSADocumento40 páginasManual de Analisis Clinicos MINSALuz MarinoAún no hay calificaciones
- Pet-212 Lab. LubricantesDocumento17 páginasPet-212 Lab. LubricantespolAún no hay calificaciones
- SYNTIUM 7000 0W-20 - EspDocumento2 páginasSYNTIUM 7000 0W-20 - EspjuanlpalmanzarAún no hay calificaciones
- Plan de Mantenimiento EstructuralDocumento10 páginasPlan de Mantenimiento EstructuralCristian CabreraAún no hay calificaciones
- Vosp TDH E 168851Documento6 páginasVosp TDH E 168851luis delgadoAún no hay calificaciones
- Tai-869 MotorDocumento1 páginaTai-869 Motordeyner pizan corcueraAún no hay calificaciones
- Tema 12 Analisis de FalllasDocumento85 páginasTema 12 Analisis de FalllasGustavo Adolfo Royero LopezAún no hay calificaciones
- Chevron Sri Grease Nlgi 2Documento2 páginasChevron Sri Grease Nlgi 2Rodrigo Almanza NAún no hay calificaciones
- Bateria BulldozerDocumento15 páginasBateria BulldozerluisgonzalezAún no hay calificaciones
- Tabla de Equivalencia de LubricantesDocumento7 páginasTabla de Equivalencia de Lubricantesgrancapo67Aún no hay calificaciones
- Optativa Aire AcondicionadoDocumento35 páginasOptativa Aire AcondicionadoDiana ElizabethAún no hay calificaciones
- MecánicoDocumento23 páginasMecánicoIsidro RuizAún no hay calificaciones
- Cograem Silicone OilDocumento1 páginaCograem Silicone OilIsrael CarhuasAún no hay calificaciones
- FT - Frixo 140Documento4 páginasFT - Frixo 140George Royero IbarraAún no hay calificaciones
- Ejemplo de Rutas de Lubricacic3b3n1Documento5 páginasEjemplo de Rutas de Lubricacic3b3n1Anonymous qNTGchUDWRAún no hay calificaciones
- Preinforme - Tecnología Farmacéutica - Emulsion - y - SuspensionDocumento11 páginasPreinforme - Tecnología Farmacéutica - Emulsion - y - SuspensionOLGA PATRICIA MUÑOZ GARZONAún no hay calificaciones
- Alto Consumo Aceite - Parte 1Documento2 páginasAlto Consumo Aceite - Parte 1Javier NarváezAún no hay calificaciones
- Tabulador Salarios (Julio 2015)Documento52 páginasTabulador Salarios (Julio 2015)katherinesalazarAún no hay calificaciones
- PDV Engralub EP PDFDocumento1 páginaPDV Engralub EP PDFJeremias UtreraAún no hay calificaciones
- LubricaciónDocumento2 páginasLubricaciónMiguel Angel Visuette BedoyaAún no hay calificaciones
- Analisis Aceite Mantenimiento Proactivo Flotas Maquinaria PesadaDocumento14 páginasAnalisis Aceite Mantenimiento Proactivo Flotas Maquinaria PesadaCesar Augusto Zavaleta DE LA CruzAún no hay calificaciones
- Que Es Un Lubricante Anal Intimo PDFDocumento2 páginasQue Es Un Lubricante Anal Intimo PDFlubricanteanAún no hay calificaciones
- Serie Mobil EAL ArcticDocumento3 páginasSerie Mobil EAL ArcticAye RodriguezAún no hay calificaciones
- Cómo El Análisis de Aceite Puede Ayudar A Diagnosticar, Predecir y Prevenir FallasDocumento59 páginasCómo El Análisis de Aceite Puede Ayudar A Diagnosticar, Predecir y Prevenir FallasPepe AlAún no hay calificaciones
- Manual de Afilado en Espa Ol Es Hora de AfilarDocumento17 páginasManual de Afilado en Espa Ol Es Hora de AfilarOmar German LozanoAún no hay calificaciones
- Laboratorio de ViscocidadDocumento26 páginasLaboratorio de ViscocidadRonal bp17Aún no hay calificaciones
- Aditivos DesmoldantesDocumento23 páginasAditivos DesmoldantesKiQue ElorzAún no hay calificaciones
- Urania CF 40Documento1 páginaUrania CF 40MartinDiazAún no hay calificaciones
- Descripción y Funcionamiento de Un Filtro de AceiteDocumento7 páginasDescripción y Funcionamiento de Un Filtro de AceiteJesús PonceAún no hay calificaciones