También podría gustarte
- Formulas HeladosDocumento31 páginasFormulas HeladosScarlet ColombaAún no hay calificaciones
- Validacionde Datos GuiaDocumento6 páginasValidacionde Datos GuiaRuben AguilarAún no hay calificaciones
- Tarea Micro I Parcial (V 2023) 1651Documento9 páginasTarea Micro I Parcial (V 2023) 1651Oscar LópezAún no hay calificaciones
- 2 Da PracticaDocumento3 páginas2 Da Practicachristian parra polancoAún no hay calificaciones
- Ejercicio Gestion Del Valor Ganado Del ProyectoDocumento8 páginasEjercicio Gestion Del Valor Ganado Del ProyectoHernan LabosAún no hay calificaciones
- Anexo 2 - Tabla de Rendimiento de BebidasDocumento1 páginaAnexo 2 - Tabla de Rendimiento de BebidasLilia SmithAún no hay calificaciones
- Taller Tamaño - Jair Aldeir Cruz VilavilaDocumento10 páginasTaller Tamaño - Jair Aldeir Cruz VilavilaMila QuizaAún no hay calificaciones
- Ejemplo 02Documento6 páginasEjemplo 02vanesiña CordovaAún no hay calificaciones
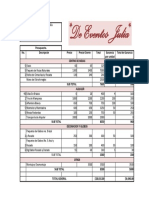
- Presupuesto de Eventos JuliaDocumento1 páginaPresupuesto de Eventos Juliacarlos manuel ramirezAún no hay calificaciones
- 10 Clasificacion - ClimaticaDocumento1 página10 Clasificacion - ClimaticaJair Lev Quispe PadillaAún no hay calificaciones
- 2020-1 Uni Sistema de Costos Prob Producción ConjuntaDocumento5 páginas2020-1 Uni Sistema de Costos Prob Producción ConjuntaKenji MucchingAún no hay calificaciones
- Ejercicios Resueltos 22-06Documento13 páginasEjercicios Resueltos 22-06GABYAún no hay calificaciones
- Precio Cafe - Ayc.Documento2 páginasPrecio Cafe - Ayc.sirley QuinteroAún no hay calificaciones
- Tarea 2 en GruposDocumento12 páginasTarea 2 en GruposGuillermo ButzAún no hay calificaciones
- Cruceros BaseDocumento9 páginasCruceros BaseJuan Cruz EmmaAún no hay calificaciones
- Green Forest Tipo PDFDocumento93 páginasGreen Forest Tipo PDFAndresMoisesAsencioSalasAún no hay calificaciones
- Examen Semana13 20Documento18 páginasExamen Semana13 20SARAI XIOMARA MAYHUASCA RASAFALAún no hay calificaciones
- Ejercicio Costo de OportunidadDocumento3 páginasEjercicio Costo de OportunidadJacqueline RodriguezAún no hay calificaciones
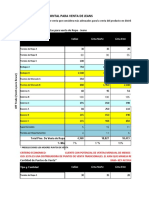
- Presupuesto Eventos JuliaDocumento1 páginaPresupuesto Eventos Juliacarlos manuel ramirezAún no hay calificaciones
- Orden de Compra - P00020 KAHAN LICORESDocumento1 páginaOrden de Compra - P00020 KAHAN LICORESGian Fernandez PiñanAún no hay calificaciones
- Valuación DnrpaDocumento192 páginasValuación Dnrpasanbmar50% (2)
- Sarah Radic - Arqueo de Caja y Caja Chica ResueltoDocumento21 páginasSarah Radic - Arqueo de Caja y Caja Chica ResueltoSarita RadicAún no hay calificaciones
- Semana 6 - Excel-Estudiante 1.2 ActualizadoDocumento32 páginasSemana 6 - Excel-Estudiante 1.2 Actualizadojuliana castroAún no hay calificaciones
- Branon CDCDDocumento9 páginasBranon CDCDlr4954626Aún no hay calificaciones
- Planos PlataformaDocumento10 páginasPlanos PlataformaAlan OsorioAún no hay calificaciones
- PM Reward y Exz 2014 - LimaDocumento8 páginasPM Reward y Exz 2014 - LimaArnolds Félix CabreraAún no hay calificaciones
- Lista de Precios On Premise: FEBRERO/2023Documento5 páginasLista de Precios On Premise: FEBRERO/2023Miko SaloméAún no hay calificaciones
- Taller 6 - Juan José AvellánDocumento6 páginasTaller 6 - Juan José AvellánJuanjo AvellánAún no hay calificaciones
- Avance Lunes 24 Caso Jean Levis Fza de Ventas OptimizDocumento32 páginasAvance Lunes 24 Caso Jean Levis Fza de Ventas OptimizHans Kevin Cardenas BobadillaAún no hay calificaciones
- FPP y CO - EjerciciosDocumento30 páginasFPP y CO - EjerciciosJazmin LlancoAún no hay calificaciones
- Grupo 1 - Ejercicios 1 y 11 - 13 - 05 - 2021 Castillo DiegoDocumento20 páginasGrupo 1 - Ejercicios 1 y 11 - 13 - 05 - 2021 Castillo DiegoDiego Alejandro Castillo ArciniegaAún no hay calificaciones
- CantonesDocumento1 páginaCantonesBenjamin TucovAún no hay calificaciones
- Terminada JavierDocumento10 páginasTerminada Javierberquis de lo santosAún no hay calificaciones
- Entrega 2Documento15 páginasEntrega 2luis alberto herrera valencia0% (1)
- Taller ViDocumento6 páginasTaller ViK SAún no hay calificaciones
- U1A4 - Pérez Brambila - Samuel DavidDocumento9 páginasU1A4 - Pérez Brambila - Samuel DavidSamuel David Pérez Brambila100% (1)
- 2.5. Funciones Matemáticas-Solucion CDocumento13 páginas2.5. Funciones Matemáticas-Solucion CRubén WRAún no hay calificaciones
- Practica 03 ADocumento2 páginasPractica 03 ACristian Puelles CárdenasAún no hay calificaciones
- Venta Por CatalogoDocumento2 páginasVenta Por Catalogolina gallegoAún no hay calificaciones
- 11 Zonas - de - VidaDocumento1 página11 Zonas - de - VidaJair Lev Quispe PadillaAún no hay calificaciones
- Macazana Flores Heberth Zacarias: RUC 10424166541 Factura ElectrónicaDocumento1 páginaMacazana Flores Heberth Zacarias: RUC 10424166541 Factura ElectrónicaJean Carlo GarciaAún no hay calificaciones
- Clasificacion de Las Rocas SedimentariasDocumento18 páginasClasificacion de Las Rocas Sedimentariasjose davidAún no hay calificaciones
- Orden de Compra 8Documento1 páginaOrden de Compra 8Alejandra Raygosa Operadora MartaAún no hay calificaciones
- Taller CF - CVDocumento8 páginasTaller CF - CVJUAN MURILLO100% (1)
- Act 12Documento26 páginasAct 12Karina Aguirre HidalgoAún no hay calificaciones
- Formato para HamburguesasDocumento20 páginasFormato para HamburguesasVictor SandovalAún no hay calificaciones
- Semana13 EscenariosDocumento4 páginasSemana13 EscenariosShirley PBAún no hay calificaciones
- Control BoxesDocumento18 páginasControl BoxesFranco Nolasco BresaniAún no hay calificaciones
- Semana 6 - Excel-Estudiante 1.1Documento32 páginasSemana 6 - Excel-Estudiante 1.1juliana castroAún no hay calificaciones
- Analisis de ReemplazoDocumento10 páginasAnalisis de ReemplazoAntonella GuzmánAún no hay calificaciones
- LP Venta Bodega Diciembre 21Documento1 páginaLP Venta Bodega Diciembre 21Claudia AlbornozAún no hay calificaciones
- Taller P.E.E.Documento9 páginasTaller P.E.E.AndyAún no hay calificaciones
- 10 Clasificacion - ClimaticaDocumento1 página10 Clasificacion - ClimaticaJair Lev Quispe PadillaAún no hay calificaciones
- Base de Datos Hoja de CalculoDocumento7 páginasBase de Datos Hoja de Calculocatherine tovarAún no hay calificaciones
- Lista de Precios Cucha Cucha: Productos PrecioDocumento13 páginasLista de Precios Cucha Cucha: Productos PrecioCamiluchi EirinAún no hay calificaciones
- RDC Wines & Spirits Octubre 05 2023Documento18 páginasRDC Wines & Spirits Octubre 05 2023Manu VaqueroAún no hay calificaciones
- Practica ABCDocumento3 páginasPractica ABCNayeli MvAún no hay calificaciones
- 1.tabla de Maderas ParaguayasDocumento1 página1.tabla de Maderas ParaguayasCinthia FleitasAún no hay calificaciones
- Diagrama Hombre MaquinaDocumento2 páginasDiagrama Hombre Maquinabenitocamelasqu4yqiAún no hay calificaciones
- Metodo Sincronico 2Documento3 páginasMetodo Sincronico 2benitocamelasqu4yqiAún no hay calificaciones
- Metodo Aleatorio - 2Documento3 páginasMetodo Aleatorio - 2benitocamelasqu4yqiAún no hay calificaciones
- Examen de Prueba Ingenieria de Metodos Jose Carlos Gonzales BecerraDocumento11 páginasExamen de Prueba Ingenieria de Metodos Jose Carlos Gonzales Becerrabenitocamelasqu4yqiAún no hay calificaciones
- Lectura de Gestion AmbientalDocumento4 páginasLectura de Gestion AmbientalDavid Vilca CayoAún no hay calificaciones
- Declaración Ambiental 2020: Loro Parque Siam ParkDocumento64 páginasDeclaración Ambiental 2020: Loro Parque Siam ParkHugo Alvarez GalanAún no hay calificaciones
- Presentacion Sesion Web Semana 2 Juegos GerencialesDocumento35 páginasPresentacion Sesion Web Semana 2 Juegos GerencialesAlfonso Lidoro Rosero DiazAún no hay calificaciones
- TRABAJO SEGMENTACIÓN DE MERCADOS Semana 3y 4Documento6 páginasTRABAJO SEGMENTACIÓN DE MERCADOS Semana 3y 4Cristian Espinoza OrtizAún no hay calificaciones
- Parcial - Escenario 4 - Segundo Bloque-Teorico - Practico - Responsabilidad Social Empresarial - (Grupo b11)Documento12 páginasParcial - Escenario 4 - Segundo Bloque-Teorico - Practico - Responsabilidad Social Empresarial - (Grupo b11)STEFANNY100% (2)
- Microeconomia Fase 4Documento3 páginasMicroeconomia Fase 4Nicoll HernándezAún no hay calificaciones
- Plan de TrabajoDocumento11 páginasPlan de TrabajoDulce Maria NolascoAún no hay calificaciones
- Procedimiento de IAEIA (Anexo)Documento7 páginasProcedimiento de IAEIA (Anexo)Carlos Cruz TafurAún no hay calificaciones
- CV Victor Serrano Vera - DocumentadoDocumento19 páginasCV Victor Serrano Vera - DocumentadoWalterRadoVillalobosAún no hay calificaciones
- Módulo I Diplomado Siaf Siga Seace Casos PracticosDocumento4 páginasMódulo I Diplomado Siaf Siga Seace Casos PracticosLu EstelaAún no hay calificaciones
- Estrategias de La SustentabilidadDocumento3 páginasEstrategias de La SustentabilidadLUNA RAMÍREZ DANIELA ITANDEHUIAún no hay calificaciones
- 12 Principios, AlicorpDocumento15 páginas12 Principios, AlicorpBryan Herrera EspinozaAún no hay calificaciones
- ¿Son Los Recursos Naturales Un Límite para El Crecimiento EconómicoDocumento2 páginas¿Son Los Recursos Naturales Un Límite para El Crecimiento EconómicomayteAún no hay calificaciones
- Autoevaluación 1 - GESTION DEL MEDIO AMBIENTE (5820)Documento5 páginasAutoevaluación 1 - GESTION DEL MEDIO AMBIENTE (5820)MilagrosHuamánBernillaAún no hay calificaciones
- Criterios de Diseño 400 KV AEREO-V0Documento125 páginasCriterios de Diseño 400 KV AEREO-V0Elecnor1Aún no hay calificaciones
- Marco TeoricoDocumento15 páginasMarco TeoricoSantiago AcuñaAún no hay calificaciones
- Cambio ClimaticoDocumento2 páginasCambio ClimaticodinaAún no hay calificaciones
- Unidad 5Documento25 páginasUnidad 5Daniella IrigoyenAún no hay calificaciones
- Lectura N2Documento2 páginasLectura N2Jose ArrietaAún no hay calificaciones
- Trabajo Final Responsabilidad Social CorporativaDocumento26 páginasTrabajo Final Responsabilidad Social CorporativaGustavo DiazAún no hay calificaciones
- Casos Propuestos-Tare 2Documento24 páginasCasos Propuestos-Tare 2Juanita tomala valenciaAún no hay calificaciones
- Guía Práctica #15Documento5 páginasGuía Práctica #15Nelson Aron Llacsahuanga HerreraAún no hay calificaciones
- Guía Práctica #09 GDocumento8 páginasGuía Práctica #09 GFELICIANO ROBLES RAMOSAún no hay calificaciones
- Dap Costos Descarga Arrumado PaletizadoDocumento10 páginasDap Costos Descarga Arrumado PaletizadoWilber Jesus Mallma CuevaAún no hay calificaciones
- PDF San Jorge Adm II CompressDocumento13 páginasPDF San Jorge Adm II CompressFredy Inga QuispeAún no hay calificaciones
- Consejo Mundial Del AguaDocumento1 páginaConsejo Mundial Del AguaANTHONY CASTILLOAún no hay calificaciones
- Politica PetroperuDocumento1 páginaPolitica PetroperuKevin Malqui CasianoAún no hay calificaciones
- Capítulo 2. EIA, Sistemas de Gestión AmbientalDocumento3 páginasCapítulo 2. EIA, Sistemas de Gestión AmbientalJAVIERLENIN100% (1)
- Importancia de La Planificación DirectivaDocumento2 páginasImportancia de La Planificación DirectivakarinaAún no hay calificaciones
- Clima Organizacional 2021Documento10 páginasClima Organizacional 2021Paula MamaniAún no hay calificaciones