También podría gustarte
- Doblado 20201Documento13 páginasDoblado 20201Cristian Daniel Coral SánchezAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Ejercicios CNC para TornoDocumento8 páginasEjercicios CNC para TornoFelipe TrujilloAún no hay calificaciones
- Tarea 4Documento3 páginasTarea 4RaquelAún no hay calificaciones
- Condiciones de Corte en El FresadoDocumento3 páginasCondiciones de Corte en El Fresadoluis mujicaAún no hay calificaciones
- Plegado de ChapaDocumento28 páginasPlegado de ChapaAniblis Choque100% (1)
- Actividades UD 7Documento8 páginasActividades UD 7joseAún no hay calificaciones
- AA-Plegado de ChapaDocumento18 páginasAA-Plegado de Chapacesar moran100% (1)
- 01 - Plegado de ChapaDocumento28 páginas01 - Plegado de ChapaJames FreemanAún no hay calificaciones
- Engranajes Conicos Con Solid EdgeDocumento7 páginasEngranajes Conicos Con Solid EdgeoycohawkAún no hay calificaciones
- Troqueles de CorteDocumento11 páginasTroqueles de CorteEsteban e17Aún no hay calificaciones
- Ejercicios Resueltos Diagrama Hierro CabDocumento411 páginasEjercicios Resueltos Diagrama Hierro Cabkevin gasteluAún no hay calificaciones
- Tema 3 Plegado de ChapasDocumento22 páginasTema 3 Plegado de ChapasVio Sónica67% (3)
- Torno D B-64304SP-1 - 02 - 110317Documento470 páginasTorno D B-64304SP-1 - 02 - 110317victor elias quintero tobarAún no hay calificaciones
- Sin Fin y Corona Formulas Procedimientos y Ejemplos PDFDocumento7 páginasSin Fin y Corona Formulas Procedimientos y Ejemplos PDFDiego RiveraAún no hay calificaciones
- CoroKey Guide 2010Documento216 páginasCoroKey Guide 2010Ivan Ricardo Duquino Castiblanco100% (2)
- Cuerdas y EngranesDocumento24 páginasCuerdas y EngranesNeftali Aragon100% (1)
- Plegado de ChapaDocumento28 páginasPlegado de ChapajencopaAún no hay calificaciones
- Escapes para Motores 4tDocumento6 páginasEscapes para Motores 4tJoshua KochAún no hay calificaciones
- Ejemplo de Aplicación Brochadora Laboratorio de MecanicaDocumento1 páginaEjemplo de Aplicación Brochadora Laboratorio de MecanicaGABRIEL STELLAAún no hay calificaciones
- Apuntes Tecnologia MecanicaDocumento473 páginasApuntes Tecnologia Mecanicacarmelotomas94% (18)
- TP 6 Doblado de Chapas ResueltoDocumento9 páginasTP 6 Doblado de Chapas ResueltoFabian GimenezAún no hay calificaciones
- Conformado de La Chapa MetalicaDocumento20 páginasConformado de La Chapa MetalicaJonathan Araya Carvajal100% (1)
- Ejemplo de Calculo de La Fuerza de TroqueladoDocumento2 páginasEjemplo de Calculo de La Fuerza de TroqueladokAún no hay calificaciones
- La MatriceriaDocumento19 páginasLa MatriceriaIsi JulkAún no hay calificaciones
- Manual Chapa MetalicaDocumento33 páginasManual Chapa MetalicaIVÁN ANDRÉS RÍOS GUIRALESAún no hay calificaciones
- Ejercicios Resueltos PDFDocumento39 páginasEjercicios Resueltos PDFFidel Alfonso Romero ToledoAún no hay calificaciones
- MotorDocumento18 páginasMotorEduardo Edwards AnayaAún no hay calificaciones
- 2 - Elementos MatriceriaDocumento18 páginas2 - Elementos MatriceriaRafa SorianoAún no hay calificaciones
- Análisis Mecánico - SolidWorksDocumento30 páginasAnálisis Mecánico - SolidWorksJosé A. Ramírez100% (2)
- Ejemplo Calculo de Muelles para TroquelesDocumento4 páginasEjemplo Calculo de Muelles para TroquelesjdcarvajalAún no hay calificaciones
- MatriceríaDocumento8 páginasMatriceríalilolin1110% (1)
- TaladradoDocumento3 páginasTaladradocalcetono100% (2)
- Tensor de PoleasDocumento11 páginasTensor de PoleasDickter Alberto Zarpan VasquezAún no hay calificaciones
- Chavetas UNE 17102 y OtrasDocumento7 páginasChavetas UNE 17102 y OtrasGerchu GTAún no hay calificaciones
- Informe Fresado IIDocumento56 páginasInforme Fresado IIAV100% (1)
- Dibujos Con Catia B20 2Documento59 páginasDibujos Con Catia B20 2Elba Soberanis SáenzAún no hay calificaciones
- Tema 3. Sistemas Neumáticos y ElectroneumáticosDocumento20 páginasTema 3. Sistemas Neumáticos y ElectroneumáticosCristian Pablo García100% (1)
- Xsm6 El Gran Libro de Solidworks SeDocumento2 páginasXsm6 El Gran Libro de Solidworks SeEdemir Suarez0% (2)
- Especificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209De EverandEspecificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Desarrollo de Plegado de PlanchaDocumento14 páginasDesarrollo de Plegado de PlanchaLeo R100% (1)
- Parte DobladoDocumento9 páginasParte DobladoCristina EsparisAún no hay calificaciones
- Doblado 2019Documento25 páginasDoblado 2019Rolando SvAún no hay calificaciones
- Recomendaciones Sobre El RefuerzoDocumento40 páginasRecomendaciones Sobre El RefuerzojordyAún no hay calificaciones
- Doblez de ChapasDocumento35 páginasDoblez de ChapasDavid DaemmejAún no hay calificaciones
- Doblado CurvadoDocumento35 páginasDoblado CurvadoAlberto AliagaAún no hay calificaciones
- Tecnologia Mecanica Doblado de ChapasDocumento23 páginasTecnologia Mecanica Doblado de Chapaslok22100% (2)
- Resumen de Embutido - Delgado Collantes EliazarDocumento13 páginasResumen de Embutido - Delgado Collantes EliazarEliazar Delgado CollantesAún no hay calificaciones
- Documento de Teoria de EmbutidoDocumento13 páginasDocumento de Teoria de Embutidogtrin15Aún no hay calificaciones
- Laboratorio. EmbuticiónDocumento25 páginasLaboratorio. EmbuticiónJuliusAún no hay calificaciones
- Doblado de MetalesDocumento27 páginasDoblado de MetalesJavier Francisco100% (1)
- Operaciones de DobladoDocumento11 páginasOperaciones de DobladoEmmanuel ZamoranoAún no hay calificaciones
- Nociones Sobre Doblado y CurvadoDocumento37 páginasNociones Sobre Doblado y CurvadoRaush José AlbertoAún no hay calificaciones
- Doblado y CurvadoDocumento45 páginasDoblado y CurvadoNicolás Raza MeraAún no hay calificaciones
- Teoria MayaDocumento11 páginasTeoria MayaEmer Kjuno QuispeAún no hay calificaciones
- Fundicion Clases 2013 - 12 RiserDocumento73 páginasFundicion Clases 2013 - 12 Risertaccama100% (2)
- DobladoDocumento9 páginasDobladoJC HernándezAún no hay calificaciones
- Calculo de Desarrollo de Una Pieza DobladaDocumento5 páginasCalculo de Desarrollo de Una Pieza DobladaElver RiveraAún no hay calificaciones
- DobladoDocumento12 páginasDobladoLuis VivesAún no hay calificaciones
- Pandeo Local Secciones Delgadas - Ingenieria AeronauticaDocumento15 páginasPandeo Local Secciones Delgadas - Ingenieria AeronauticaLes_StroudAún no hay calificaciones
- Callopistes MaculatusDocumento6 páginasCallopistes MaculatusDanaeAún no hay calificaciones
- Bailahuen - Haplopappus Baylahuen PDFDocumento4 páginasBailahuen - Haplopappus Baylahuen PDFDanae100% (1)
- Mariposas Comunes A Chile y Peru72Documento3 páginasMariposas Comunes A Chile y Peru72DanaeAún no hay calificaciones
- Orden ColeopteraDocumento3 páginasOrden ColeopteraDanaeAún no hay calificaciones
- Orden ColeopteraDocumento3 páginasOrden ColeopteraDanaeAún no hay calificaciones
- Coleoptera ChileDocumento10 páginasColeoptera ChileDanaeAún no hay calificaciones
- "Chinche Asesina" en ChileDocumento4 páginas"Chinche Asesina" en ChileDanaeAún no hay calificaciones
- Lista Coleópteros, Arica y Parinacota (53) (Chile)Documento53 páginasLista Coleópteros, Arica y Parinacota (53) (Chile)Danae100% (1)
- Gambusia HolbrookiDocumento7 páginasGambusia HolbrookiDanaeAún no hay calificaciones
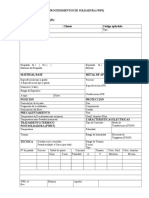
- Procedimientos de SoldaduraDocumento1 páginaProcedimientos de SoldaduraDanaeAún no hay calificaciones
- Procedimientos de SoldaduraDocumento1 páginaProcedimientos de SoldaduraDanaeAún no hay calificaciones
- Fichas PapilionidaeDocumento11 páginasFichas PapilionidaeDanaeAún no hay calificaciones
- Dos Puntos de FugaDocumento1 páginaDos Puntos de FugaDanaeAún no hay calificaciones
- Naxpet 1006Documento3 páginasNaxpet 1006DanaeAún no hay calificaciones
- Evaluacion de La Ingenieria y El Medio AmbienteDocumento5 páginasEvaluacion de La Ingenieria y El Medio AmbienteEdwindows Humbble Machaca AsquiAún no hay calificaciones
- Cuestionario Informe N°4 MaterialesDocumento5 páginasCuestionario Informe N°4 MaterialesLuis Torres Fernández0% (1)
- Toni BenecolDocumento3 páginasToni BenecolNataly BeltránAún no hay calificaciones
- HDS-RDL SGI 0003-1fabulosoDocumento7 páginasHDS-RDL SGI 0003-1fabulosoLizzette PalaciosAún no hay calificaciones
- Galletas Resumen TemarioDocumento1 páginaGalletas Resumen TemarioRamses INSTRUCTOR GNOSIS PERUAún no hay calificaciones
- Exposición Nutrición y Metabolismo BacterianoDocumento45 páginasExposición Nutrición y Metabolismo BacterianoOmar ZapataAún no hay calificaciones
- Oxi ButanoDocumento4 páginasOxi ButanoRoberto Sanchez RodriguezAún no hay calificaciones
- Soil Neiling en Suelos Arcillosos y ArenososDocumento9 páginasSoil Neiling en Suelos Arcillosos y ArenososAlejandro Chavez SotoAún no hay calificaciones
- Acido PeraceticoDocumento24 páginasAcido PeraceticoMar Profitti100% (4)
- Practica Nomenclatura Oxigen y NitrogenDocumento4 páginasPractica Nomenclatura Oxigen y NitrogenJESLY CECILIA HARO REYES0% (1)
- Lista de Precios Adh Julio 15 de 2023Documento47 páginasLista de Precios Adh Julio 15 de 2023Alejandro SanchezAún no hay calificaciones
- Estudio de La Recuperación de Plata en La Flotación de Galena PDFDocumento112 páginasEstudio de La Recuperación de Plata en La Flotación de Galena PDFAnonymous vfKP21uwAVAún no hay calificaciones
- Proceso de Manufactura Del PlasticoDocumento10 páginasProceso de Manufactura Del PlasticoDiego Andres Escobar CruzAún no hay calificaciones
- TrabajoDocumento4 páginasTrabajoCarlos Oliva MeraAún no hay calificaciones
- Acido AdipicoDocumento10 páginasAcido AdipicowendyAún no hay calificaciones
- Demo Totalguia 2011Documento156 páginasDemo Totalguia 2011Elisa Pérez UrbanejaAún no hay calificaciones
- Enjuague BucalDocumento7 páginasEnjuague Bucalestefany villcaAún no hay calificaciones
- Cuadro Sinoptico Ev1, QA1Documento1 páginaCuadro Sinoptico Ev1, QA1Daniela ArreolaAún no hay calificaciones
- Presupuesto Nuevo Posta Mochumi 4Documento9 páginasPresupuesto Nuevo Posta Mochumi 4Javier Para el mundoAún no hay calificaciones
- Homework 3Documento109 páginasHomework 3RogerChamaya100% (1)
- Manual TecnicoDocumento10 páginasManual TecnicoGonzalo DonosoAún no hay calificaciones
- Determinacion de Humedad en HarinasDocumento11 páginasDeterminacion de Humedad en HarinasPercy Illanes PalominoAún no hay calificaciones
- 6 Reporte Final de Analisis de Integridad-31!01!2011-1Documento395 páginas6 Reporte Final de Analisis de Integridad-31!01!2011-1Luis UscangaAún no hay calificaciones
- Asimov, Isaac - El Secreto Del UniversoDocumento300 páginasAsimov, Isaac - El Secreto Del UniversoSergio Avila del RealAún no hay calificaciones
- Propiedades y Características de Los Elementos Del ConcretoDocumento8 páginasPropiedades y Características de Los Elementos Del ConcretoGabriel Xolocotzi VásquezAún no hay calificaciones
- Practica No.6 (Corrosión Uniforme)Documento4 páginasPractica No.6 (Corrosión Uniforme)Alexis MuñozAún no hay calificaciones
- Ct3412 Libro de EjerciciosDocumento24 páginasCt3412 Libro de EjerciciosgeraldoalcayAún no hay calificaciones
- Catalogo Filtro de Mangas Lavador de GasesDocumento2 páginasCatalogo Filtro de Mangas Lavador de GasesRafael LopezAún no hay calificaciones
- Termodinamica - William Z Black James G HartleyDocumento882 páginasTermodinamica - William Z Black James G HartleyJuan Hernan100% (6)
- Alteraciones Del Ritmo CardìacoDocumento4 páginasAlteraciones Del Ritmo CardìacoFiorela Maclaine Vasquez DiazAún no hay calificaciones