También podría gustarte
- Anexo 1. Procedimientos de SoldaduraDocumento89 páginasAnexo 1. Procedimientos de SoldadurajesusAún no hay calificaciones
- Lincoln SoldaduraDocumento127 páginasLincoln SoldaduraAnonymous tI6cgOO7NA100% (1)
- Procd Aws d1.1-2010 Tintes PenetrantesDocumento12 páginasProcd Aws d1.1-2010 Tintes Penetrantesdeyack5100% (1)
- 1468 Sales Solubles Metodo Bresle ISO 8509Documento2 páginas1468 Sales Solubles Metodo Bresle ISO 8509IQCALLAN100% (1)
- Procedimiento de Clasificación de Soldador NavalDocumento28 páginasProcedimiento de Clasificación de Soldador NavalDavid Cueto CollaoAún no hay calificaciones
- Calificación Paso A Paso Del Soldador D1.1 SMAW 3GDocumento16 páginasCalificación Paso A Paso Del Soldador D1.1 SMAW 3GAvelino Santiago86% (36)
- TT Post-Soldadura (PWHT)Documento19 páginasTT Post-Soldadura (PWHT)Oscar Iván Duque DíazAún no hay calificaciones
- Ficha Tecnica TK60 HRC Rev11691939Documento3 páginasFicha Tecnica TK60 HRC Rev11691939RodrigoAún no hay calificaciones
- Arco SumergidoDocumento42 páginasArco Sumergidomessigol10Aún no hay calificaciones
- Soldadura Cisold PDFDocumento2 páginasSoldadura Cisold PDFJose Gregorio FerrerAún no hay calificaciones
- Catalogo de GalgasDocumento8 páginasCatalogo de GalgasAsdrúbal DelgadoAún no hay calificaciones
- ProXon 21021Documento1 páginaProXon 21021Yeison Piedrahita PérezAún no hay calificaciones
- FS Granalla Angular G25Documento4 páginasFS Granalla Angular G25williamAún no hay calificaciones
- Formato WPSDocumento4 páginasFormato WPSÁlejandro FlorezAún no hay calificaciones
- Alivio de Tensiones Por VibraciónDocumento4 páginasAlivio de Tensiones Por VibraciónRectiamerica AtrAún no hay calificaciones
- 2.2. Fcaw-09Documento34 páginas2.2. Fcaw-09samyfr454Aún no hay calificaciones
- Procedimiento de Soldadura WPS #114-M y PQR #114Documento24 páginasProcedimiento de Soldadura WPS #114-M y PQR #114Dante Danilo Peñafiel ArenasAún no hay calificaciones
- Planchas Bimetalicas PRDDocumento18 páginasPlanchas Bimetalicas PRDCharqAún no hay calificaciones
- Reporte de Inspección PTDocumento3 páginasReporte de Inspección PTedscesc10Aún no hay calificaciones
- Granallado y Revestimiento Spools SKDocumento14 páginasGranallado y Revestimiento Spools SKfran_osorio123Aún no hay calificaciones
- Curso-Soldadura Con El Proceso Gtaw PDFDocumento33 páginasCurso-Soldadura Con El Proceso Gtaw PDFGERLIAún no hay calificaciones
- Tenacito 110plusDocumento1 páginaTenacito 110plusYonathan Ricardo Leo KxAún no hay calificaciones
- Gmaw FinalDocumento12 páginasGmaw Finaljpenare100% (1)
- Astm A514 GR BDocumento6 páginasAstm A514 GR BelweldAún no hay calificaciones
- X01523 Ut PDFDocumento8 páginasX01523 Ut PDFGerardoYanezAún no hay calificaciones
- Calificación de SoldadoresDocumento25 páginasCalificación de Soldadoresa_parratAún no hay calificaciones
- MANUAL Liquidos Penetrantes ADEMINSACDocumento136 páginasMANUAL Liquidos Penetrantes ADEMINSACIzquierdo AlfedAún no hay calificaciones
- Inspección Visual de Soldadura Aws D1.1 - 2020Documento39 páginasInspección Visual de Soldadura Aws D1.1 - 2020لوبيز إديسونAún no hay calificaciones
- Clasificacion de Los ElectrodosDocumento24 páginasClasificacion de Los Electrodoscolombia555100% (1)
- Inspeccion Visual de SoldaduraDocumento28 páginasInspeccion Visual de SoldaduradiegoAún no hay calificaciones
- FT Z 02004 Zinc Clad IVDocumento4 páginasFT Z 02004 Zinc Clad IVmanosesAún no hay calificaciones
- EXATUB E81T1-Ni1Documento1 páginaEXATUB E81T1-Ni1ricardodelatorreAún no hay calificaciones
- Cruz de Evans PDFDocumento38 páginasCruz de Evans PDFOmar BecerrilAún no hay calificaciones
- Particulas MagneticasDocumento68 páginasParticulas Magneticasjulio cesarAún no hay calificaciones
- 7 Titanio 1Documento1 página7 Titanio 1reneAún no hay calificaciones
- Procedimiento Soldadura Api1104Documento20 páginasProcedimiento Soldadura Api1104Julio AlcantaraAún no hay calificaciones
- ASME Sección VIII-edic. 2021 Parte 8.1Documento16 páginasASME Sección VIII-edic. 2021 Parte 8.1Andres MelianAún no hay calificaciones
- Wps Ranura Bisel AbocinadoDocumento1 páginaWps Ranura Bisel AbocinadofedererAún no hay calificaciones
- PQR OmpletoDocumento2 páginasPQR OmpletoGustavo Wilfredo Perez HuaringaAún no hay calificaciones
- Soldadura DuplexDocumento23 páginasSoldadura DuplexbryanAún no hay calificaciones
- AWS QC1 Certificacon de Inspectores de SoldaduraDocumento32 páginasAWS QC1 Certificacon de Inspectores de Soldaduraalefeli26100% (1)
- Procedimiento de Reparación de Soldadura en Empalmes de VigasDocumento7 páginasProcedimiento de Reparación de Soldadura en Empalmes de Vigasodiseo_28Aún no hay calificaciones
- Inspeccion Visual Ficha Tecnica Equipos PittingDocumento6 páginasInspeccion Visual Ficha Tecnica Equipos PittingEdwin Francisco Plaza RamirezAún no hay calificaciones
- Guia de Api 1104Documento8 páginasGuia de Api 1104Anthony PozoAún no hay calificaciones
- Criterios de Aceptación de Imperfecciones EN12952-6 - 2002.docx Rev2Documento7 páginasCriterios de Aceptación de Imperfecciones EN12952-6 - 2002.docx Rev2Ruben100% (1)
- Wps EjemploDocumento1 páginaWps EjemploJonatan Goicochea BaconAún no hay calificaciones
- Smaw Cap07Documento27 páginasSmaw Cap07isabelc cristina burgos moraAún no hay calificaciones
- Procedimiento de FabricacionDocumento5 páginasProcedimiento de FabricacionAriel Omar Morales VieyraAún no hay calificaciones
- Curvas DacDocumento2 páginasCurvas DacWilfredo Neri100% (4)
- QI-PI Inspeccion de PinturasDocumento7 páginasQI-PI Inspeccion de PinturasDanilo Guedes GuedesAún no hay calificaciones
- Electrodo ER70S-6 GTAW PDFDocumento1 páginaElectrodo ER70S-6 GTAW PDFJKarlos Barrientos Ñuflo100% (2)
- Procedimi..de Particulas Magnetic AsDocumento13 páginasProcedimi..de Particulas Magnetic AsLaura ZerpaAún no hay calificaciones
- Proceso FCAWDocumento93 páginasProceso FCAWJulio Cesar Guzman HuamaniAún no hay calificaciones
- 04.calificacion Procedimientos SoldadoresDocumento275 páginas04.calificacion Procedimientos SoldadoresLimbert Ramos Ricalde100% (2)
- 0964 - End A Tanque N°03 (Blommer) - CNCHDocumento18 páginas0964 - End A Tanque N°03 (Blommer) - CNCHENDECOT SATAún no hay calificaciones
- Calificacion Paso A Paso Del Soldador CoDocumento22 páginasCalificacion Paso A Paso Del Soldador Colinder briones paredesAún no hay calificaciones
- Calificacon Paso A Paso PlanchaDocumento16 páginasCalificacon Paso A Paso PlanchaJonathan OlavarriaAún no hay calificaciones
- Calificacion Paso A Paso Del Soldador CoDocumento16 páginasCalificacion Paso A Paso Del Soldador CoOsly Alvarez cruz100% (1)
- Calificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GDocumento17 páginasCalificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GSneider PalaciosAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Reg - 008 - Recepcion de Materiales en CampoDocumento1 páginaReg - 008 - Recepcion de Materiales en CampoPeter PittmanAún no hay calificaciones
- O e R U S e R S C: Nexa Resources Cajamarquilla S.A Título: Hoja 1/6 Nº. Contratada: RevDocumento1 páginaO e R U S e R S C: Nexa Resources Cajamarquilla S.A Título: Hoja 1/6 Nº. Contratada: RevPeter PittmanAún no hay calificaciones
- Valvula Compuerta LuflexDocumento1 páginaValvula Compuerta Luflex123KEMDAún no hay calificaciones
- Reg - 011 - Registro de Curado Del RevestimientoDocumento1 páginaReg - 011 - Registro de Curado Del RevestimientoPeter PittmanAún no hay calificaciones
- Reg - 012 - Registro de Control de DurezaDocumento1 páginaReg - 012 - Registro de Control de DurezaPeter PittmanAún no hay calificaciones
- PT-1790118302-0240QAC4206 TermofusionDocumento7 páginasPT-1790118302-0240QAC4206 TermofusionPeter PittmanAún no hay calificaciones
- EcotekDocumento2 páginasEcotekPeter Pittman100% (2)
- Bridas Iso 7005Documento1 páginaBridas Iso 7005Peter PittmanAún no hay calificaciones
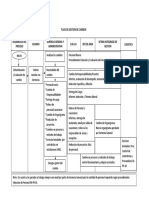
- Flujo Gestion de CambiosDocumento2 páginasFlujo Gestion de CambiosPeter PittmanAún no hay calificaciones
- Bridas Iso 7005Documento1 páginaBridas Iso 7005Peter PittmanAún no hay calificaciones
- Flujo Gestion de Cambios PDFDocumento1 páginaFlujo Gestion de Cambios PDFPeter PittmanAún no hay calificaciones
- Seccion G Ejercicios Resueltos de Corte PDFDocumento18 páginasSeccion G Ejercicios Resueltos de Corte PDFPeter PittmanAún no hay calificaciones
- Api 1104 - 2013 PDFDocumento64 páginasApi 1104 - 2013 PDFPeter Pittman0% (1)