También podría gustarte
- Curso de Sistemas de TierraDocumento165 páginasCurso de Sistemas de TierraJuan Carlos VegaAún no hay calificaciones
- CINEMATICADocumento13 páginasCINEMATICAMonica Huanca0% (1)
- Conclusiones Ensayos TraccionDocumento2 páginasConclusiones Ensayos TraccionSantiago DiazAún no hay calificaciones
- Pliego Basico Obra Steel Framing-InCOSEDocumento15 páginasPliego Basico Obra Steel Framing-InCOSEnicoroma02Aún no hay calificaciones
- Hormigon Masivo Reglamento CIRSOC 201Documento7 páginasHormigon Masivo Reglamento CIRSOC 201gonzalez_m_aAún no hay calificaciones
- Sesión 02-Análisis y Diseño de Armaduras 2d y 3dDocumento62 páginasSesión 02-Análisis y Diseño de Armaduras 2d y 3djhak carneAún no hay calificaciones
- Valoracion de Puestos de TrabajoDocumento39 páginasValoracion de Puestos de TrabajoMonica HuancaAún no hay calificaciones
- 1P UmssDocumento1 página1P UmssMonica HuancaAún no hay calificaciones
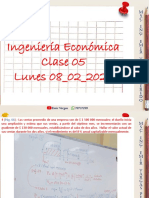
- Clase 05 - IngecoDocumento15 páginasClase 05 - IngecoMonica HuancaAún no hay calificaciones
- Unidad 1 FUNDAMENTOS DE INGENIERÍA ECONÓMICADocumento7 páginasUnidad 1 FUNDAMENTOS DE INGENIERÍA ECONÓMICAMonica HuancaAún no hay calificaciones
- Unidad 2 Valor Del Dinero en El TiempoDocumento22 páginasUnidad 2 Valor Del Dinero en El TiempoMonica HuancaAún no hay calificaciones
- Clase 03 - IngecoDocumento7 páginasClase 03 - IngecoMonica HuancaAún no hay calificaciones
- Repaso Capitulo 15Documento10 páginasRepaso Capitulo 15Monica HuancaAún no hay calificaciones
- Nuevas Tendencias e Innovadoras Propuestas de CapacitacionDocumento2 páginasNuevas Tendencias e Innovadoras Propuestas de CapacitacionMonica HuancaAún no hay calificaciones
- Las 8 Leyes de La PVDocumento7 páginasLas 8 Leyes de La PVMonica HuancaAún no hay calificaciones
- Nuevas Tendencias e Innovadoras Propuestas de Capacitacion Tarea EditadaDocumento1 páginaNuevas Tendencias e Innovadoras Propuestas de Capacitacion Tarea EditadaMonica HuancaAún no hay calificaciones
- PDF Correcci On Segundo Parcial de C Alculo III 1 2 3 4 20 de Junio de 2017Documento6 páginasPDF Correcci On Segundo Parcial de C Alculo III 1 2 3 4 20 de Junio de 2017Monica HuancaAún no hay calificaciones
- Modelo PropuestoDocumento12 páginasModelo PropuestoMonica HuancaAún no hay calificaciones
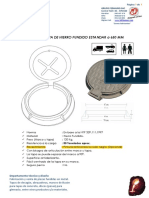
- Ficha Tecnica de Buzon Desague de 120 KG 6o Diametro PDFDocumento1 páginaFicha Tecnica de Buzon Desague de 120 KG 6o Diametro PDFMonica HuancaAún no hay calificaciones
- Tarea Capitulo 12Documento8 páginasTarea Capitulo 12Monica HuancaAún no hay calificaciones
- Programacion Lineal Electronica ProblemasDocumento17 páginasProgramacion Lineal Electronica ProblemasMonica HuancaAún no hay calificaciones
- Tarea 14.3 CuantitativosDocumento4 páginasTarea 14.3 CuantitativosMonica HuancaAún no hay calificaciones
- 4 Diodo - UnionDocumento86 páginas4 Diodo - UnionLEONIDAS BENITES RODRIGUEZAún no hay calificaciones
- ETP-17 Polibrea - Sella Juntas.Documento3 páginasETP-17 Polibrea - Sella Juntas.cristopher11229Aún no hay calificaciones
- Caida de Presion en TuberiasDocumento26 páginasCaida de Presion en TuberiasRoberto Hernandez MendezAún no hay calificaciones
- Test N1 EncofradosDocumento6 páginasTest N1 EncofradosDaniel Cabrera RuilovaAún no hay calificaciones
- Tecnologia Del ConcretoDocumento67 páginasTecnologia Del ConcretoWilliams Quispe CardenasAún no hay calificaciones
- PANELES ESTRUCTURALES EntregaDocumento36 páginasPANELES ESTRUCTURALES EntregaLORD DAGOAún no hay calificaciones
- Equipos Especificado en TDR INC-CUSCODocumento10 páginasEquipos Especificado en TDR INC-CUSCOBorys Stiven Castilla CajigasAún no hay calificaciones
- Temario Albañilería 2019Documento4 páginasTemario Albañilería 2019Benjamin Nilton Lazo SulcaAún no hay calificaciones
- Sesion 14 Geotextil CauchoDocumento193 páginasSesion 14 Geotextil Cauchoerik carrasco oblitasAún no hay calificaciones
- Análisis de Materiales Utilizados en La Arquitectura Antigua y ModernaDocumento32 páginasAnálisis de Materiales Utilizados en La Arquitectura Antigua y ModernaJulissa SalazarAún no hay calificaciones
- Feria de Ciencia Experimento Termómetro CaseroDocumento3 páginasFeria de Ciencia Experimento Termómetro CaseroJhonn Caballero100% (1)
- Capacidad de SuelosDocumento51 páginasCapacidad de Sueloschristian100% (1)
- Cuadro Evaluacion Ayudas TecnicasDocumento60 páginasCuadro Evaluacion Ayudas TecnicasOscar HidalgoAún no hay calificaciones
- Wuolah Free TEMA 1arquitecturaDocumento28 páginasWuolah Free TEMA 1arquitecturaManuel UréndezAún no hay calificaciones
- Hidraulica de Los Sistemas de AP - Parte IDocumento53 páginasHidraulica de Los Sistemas de AP - Parte IExclusividades PuqAún no hay calificaciones
- Unidad 1 TDCEDocumento35 páginasUnidad 1 TDCEDavid BlanquetAún no hay calificaciones
- CUESTIONARIO 3 y 4 FUNDICIÓNDocumento4 páginasCUESTIONARIO 3 y 4 FUNDICIÓNManuel MerazAún no hay calificaciones
- Expositor: Abner Hans Calderón JiménezDocumento15 páginasExpositor: Abner Hans Calderón Jiménezluna liaAún no hay calificaciones
- Industrial Trifasico 2011Documento16 páginasIndustrial Trifasico 2011gonleoAún no hay calificaciones
- Ceramica Vitrea y Tratamiento SecundarioDocumento8 páginasCeramica Vitrea y Tratamiento SecundarioJorge DíazAún no hay calificaciones
- Divisores de Voltaje y CorrienteDocumento5 páginasDivisores de Voltaje y CorrienteCristian Camilo Segura AlvarezAún no hay calificaciones
- Uniones y EnsamblesDocumento20 páginasUniones y EnsamblesAlejandra TovarAún no hay calificaciones
- Cruces EspecialesDocumento2 páginasCruces EspecialesJhonson Pajuelo FerrerAún no hay calificaciones
- Albañileria WordDocumento22 páginasAlbañileria WordBartolome Sánchez BuenoAún no hay calificaciones