También podría gustarte
- Clasificación de Puntadas FinalDocumento28 páginasClasificación de Puntadas FinalSusan Sarayasi SuarezAún no hay calificaciones
- CosturaDocumento12 páginasCosturaMichelle LovricAún no hay calificaciones
- Técnicas básicas de corte, ensamblado y acabado de productos textiles. TCPF0109De EverandTécnicas básicas de corte, ensamblado y acabado de productos textiles. TCPF0109Aún no hay calificaciones
- Reparación de productos de guarnicionería. TCPF0110De EverandReparación de productos de guarnicionería. TCPF0110Aún no hay calificaciones
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309De EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Aún no hay calificaciones
- Tipos de PuntadasDocumento5 páginasTipos de PuntadasAnonymous 1c62wqIAún no hay calificaciones
- 1a-Equipo de CosturaDocumento13 páginas1a-Equipo de CosturaBEATRIZ BAZALAR GANOZAAún no hay calificaciones
- Agujas para Tu MáquinaDocumento6 páginasAgujas para Tu MáquinaCARYESFERAún no hay calificaciones
- Tipos de CierresDocumento18 páginasTipos de CierresYenny Peña QuintanaAún no hay calificaciones
- Clasificacion de Puntadas Segun NormaDocumento3 páginasClasificacion de Puntadas Segun NormaDavid Quispe JimenezAún no hay calificaciones
- Los Hilos de CoserDocumento13 páginasLos Hilos de CoserDavid FelipeAún no hay calificaciones
- Agujas para Máquinas de Confección IndustrialDocumento7 páginasAgujas para Máquinas de Confección IndustrialkarlashianAún no hay calificaciones
- Caracteristicas Del Tejido de PuntoDocumento3 páginasCaracteristicas Del Tejido de PuntoAna Machaca QuispeAún no hay calificaciones
- Manual de Accesrios de Máquinas IndustrialesDocumento61 páginasManual de Accesrios de Máquinas IndustrialesKatheryne CujiAún no hay calificaciones
- Control de La Calidad en La Sala de CosturaDocumento28 páginasControl de La Calidad en La Sala de CosturaJose Luis Blanco PonsAún no hay calificaciones
- 29 - 04 - 2014 Simbología Internacional de CosturaDocumento2 páginas29 - 04 - 2014 Simbología Internacional de CosturaSakura Perez100% (1)
- Unidad de Trabajo.Documento9 páginasUnidad de Trabajo.wendy lucrecia vasquez tijaroAún no hay calificaciones
- Ultimo Contenido Corte IndustrialDocumento13 páginasUltimo Contenido Corte IndustrialYennys Trinidad Rodriguez CarreraAún no hay calificaciones
- Organización Del Taller y Listado de MaterialesDocumento10 páginasOrganización Del Taller y Listado de MaterialesDanylo IshutinAún no hay calificaciones
- Orientacion de La Tela PDFDocumento1 páginaOrientacion de La Tela PDFsefy0% (1)
- Costuras Basicas A MaquinaDocumento2 páginasCosturas Basicas A MaquinaPatricia Clavel100% (1)
- TesisjacquardDocumento88 páginasTesisjacquardKevin RojasAún no hay calificaciones
- El Drapeado SenaDocumento5 páginasEl Drapeado SenaCristian Yesid Quintero VesgaAún no hay calificaciones
- 2.etiquetado y Conservación de Las PrendasDocumento5 páginas2.etiquetado y Conservación de Las PrendasMiguelAngelMartinezCantillo0% (1)
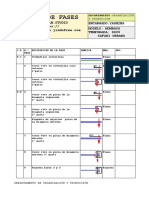
- Lista de Fases KeniaDocumento8 páginasLista de Fases KeniaCarolinaAún no hay calificaciones
- AgujasDocumento7 páginasAgujasMishell DuchiAún no hay calificaciones
- Tecnicas de Produccion de Indumentaria I 2016 WDocumento5 páginasTecnicas de Produccion de Indumentaria I 2016 WCamila Rosales100% (1)
- Diseño Patronaje y Sala de Corte TextilDocumento3 páginasDiseño Patronaje y Sala de Corte TextilAugusto Arriaza100% (1)
- MarcadoDocumento26 páginasMarcadosergi32Aún no hay calificaciones
- Introducción A Las Tallas y MedidasDocumento4 páginasIntroducción A Las Tallas y MedidasroxanaAún no hay calificaciones
- Act. 9 Tejidos y Tipos en Confeccion TextilDocumento3 páginasAct. 9 Tejidos y Tipos en Confeccion TextilPercy Rojas100% (1)
- Las TelasDocumento58 páginasLas Telasjeverejess100% (3)
- Tejido Textil y ConservaciónDocumento25 páginasTejido Textil y ConservaciónmilitzamtzaAún no hay calificaciones
- Definir Precio de Venta de Una PrendaDocumento20 páginasDefinir Precio de Venta de Una PrendaJose Luis Blanco PonsAún no hay calificaciones
- PROCESO DE CORTE MANUAL O CONVENCIONAL - Docx1111Documento3 páginasPROCESO DE CORTE MANUAL O CONVENCIONAL - Docx1111Yennys Trinidad Rodriguez CarreraAún no hay calificaciones
- ENTRETELASDocumento5 páginasENTRETELASFeRnhaandiitaa PalmaAún no hay calificaciones
- Guia de Etiquetado TextilDocumento41 páginasGuia de Etiquetado TextilNubia MarinaAún no hay calificaciones
- ConfecciónDocumento33 páginasConfecciónMaria Isabel Bartolo JimenezAún no hay calificaciones
- Tiza Encimado CorteDocumento7 páginasTiza Encimado Cortekalu GimenezAún no hay calificaciones
- CONFECCIONDocumento7 páginasCONFECCIONCyber EnitaAún no hay calificaciones
- Proceso de Corte-ModificadoDocumento43 páginasProceso de Corte-ModificadokevinAún no hay calificaciones
- Tipos de CosturasDocumento9 páginasTipos de CosturasNati RivasAún no hay calificaciones
- Tipos de Agujas para Maquina de CoserDocumento12 páginasTipos de Agujas para Maquina de CoserMika Gomez RetaAún no hay calificaciones
- Control de Calidad Textil y La Preparación de La Tela y Pricipales EnsayosDocumento7 páginasControl de Calidad Textil y La Preparación de La Tela y Pricipales EnsayosEncarniVergaraAún no hay calificaciones
- Partes de La AgujaDocumento4 páginasPartes de La AgujaDaimer Augusto Oviedo Gomez100% (1)
- T5b CosturasDocumento9 páginasT5b CosturasmanuelAún no hay calificaciones
- Maquina - Coser (LIBRO)Documento50 páginasMaquina - Coser (LIBRO)Fanny TrigosAún no hay calificaciones
- T8 Omc VCTD S2Documento30 páginasT8 Omc VCTD S2JeltsinMAún no hay calificaciones
- Manual de CalidadDocumento65 páginasManual de CalidadJ RIchard S. CallaAún no hay calificaciones
- MODULO 4 - Etiquetado de Prenda Segun NTPDocumento20 páginasMODULO 4 - Etiquetado de Prenda Segun NTPulloaanapanAún no hay calificaciones
- AbrigosDocumento13 páginasAbrigosMargarita Lopez BarrionuevoAún no hay calificaciones
- Objetivo - Elaborar Una Ficha Técnica de Producto Que Contenga Las Especificaciones Necesarias para La Elaboración de Una Prenda de Vestir.Documento11 páginasObjetivo - Elaborar Una Ficha Técnica de Producto Que Contenga Las Especificaciones Necesarias para La Elaboración de Una Prenda de Vestir.bbarnacatAún no hay calificaciones
- Holguras de PrendasDocumento1 páginaHolguras de PrendasEugenia MB OchoaAún no hay calificaciones
- 2 - Tecnologia Del Sector CorteDocumento5 páginas2 - Tecnologia Del Sector CorteSabrina MaggiAún no hay calificaciones
- ENTRETELASDocumento12 páginasENTRETELASjesidassunAún no hay calificaciones
- Normas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)De EverandNormas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)Aún no hay calificaciones
- 07 04 2020 Materia Prima ConfeccionDocumento32 páginas07 04 2020 Materia Prima ConfeccionLuna Sava amancay Espinoza CarrenoAún no hay calificaciones
- Armado Del CuelloDocumento5 páginasArmado Del CuelloEstefania CandoAún no hay calificaciones
- Industria de la moda producción y materialesDe EverandIndustria de la moda producción y materialesCalificación: 5 de 5 estrellas5/5 (1)
- La práctica empresarial en el proceso de formación del Diseñador Industrial. PerspectivasDe EverandLa práctica empresarial en el proceso de formación del Diseñador Industrial. PerspectivasAún no hay calificaciones
- Ejercicios Efectos en La Propagación Del Pulso de Luz en Las Fibras ÓpticasDocumento1 páginaEjercicios Efectos en La Propagación Del Pulso de Luz en Las Fibras ÓpticasRamón Jesús Guarate0% (1)
- Escalas NormalizadasDocumento5 páginasEscalas NormalizadasMarco MuñozAún no hay calificaciones
- Encuesta AgrDocumento2 páginasEncuesta AgrHelena EspañaAún no hay calificaciones
- Características de La Fuente AtxDocumento2 páginasCaracterísticas de La Fuente AtxWil ColinaAún no hay calificaciones
- FR-1515-019-01 PRE - USO - VehiculosDocumento1 páginaFR-1515-019-01 PRE - USO - Vehiculosmilton mendozaAún no hay calificaciones
- Formato de Divorcio Incausado en QueretaroDocumento2 páginasFormato de Divorcio Incausado en QueretaroJorge Lares NavarreteAún no hay calificaciones
- Syllabus Seminario de TesisDocumento7 páginasSyllabus Seminario de TesisJose Francisco TorresAún no hay calificaciones
- Catalogo MSJ Por Lineas PDFDocumento41 páginasCatalogo MSJ Por Lineas PDFC.Z. InsignaresAún no hay calificaciones
- DESIGNACION DE CONCILIADOR - Solicitud ExpresaDocumento2 páginasDESIGNACION DE CONCILIADOR - Solicitud ExpresaSilvia Quispe LupacaAún no hay calificaciones
- Mario Velásquez AnálisisDeModelosDocumento15 páginasMario Velásquez AnálisisDeModelosSadys LambrañoAún no hay calificaciones
- Contrato de GarantiasDocumento11 páginasContrato de GarantiasMile AlvaAún no hay calificaciones
- Inyección A Gasolina IDocumento59 páginasInyección A Gasolina Idimar wilder estrada cavero100% (2)
- Act4 Coaching Hairo EuanDocumento11 páginasAct4 Coaching Hairo EuanHairo Euan Moo100% (2)
- Acondicionamiento Ambiental - Ponderado - Medio Social - FelipeDocumento1 páginaAcondicionamiento Ambiental - Ponderado - Medio Social - FelipeMILENIA CCOAQUIRA JUAREZAún no hay calificaciones
- FINAL PPT - PDocumento5 páginasFINAL PPT - PJEREMIAS VICENTE CORIMANYA CCALLOAún no hay calificaciones
- Brochure - Especializacion VoladuraDocumento3 páginasBrochure - Especializacion VoladuraMartín VarelaAún no hay calificaciones
- Proyecto Final Daniela MartinezDocumento6 páginasProyecto Final Daniela MartinezDaniela MartinezAún no hay calificaciones
- Introduccion A Los Procesos de Fresado CNCDocumento50 páginasIntroduccion A Los Procesos de Fresado CNCPedro Pablo Diaz Jaimes0% (1)
- Sap-163 PP Manual Capacitacion Dato Maestro de Colector de Costo VFDocumento8 páginasSap-163 PP Manual Capacitacion Dato Maestro de Colector de Costo VFAndres Castillo MolinaAún no hay calificaciones
- Curriculo Vitae MergedDocumento12 páginasCurriculo Vitae MergedFrancis Muñante CrisostomoAún no hay calificaciones
- Amparo IndirectoDocumento3 páginasAmparo IndirectoLorravaquio EsmeraldaAún no hay calificaciones
- Libertad FinancieraDocumento13 páginasLibertad FinancieraChrtn LlnsAún no hay calificaciones
- El Lenguaje Comercial en La Industria CerámicaDocumento21 páginasEl Lenguaje Comercial en La Industria CerámicaSanja StosicAún no hay calificaciones
- Alimentos Transgénicos y Redes SocialesDocumento9 páginasAlimentos Transgénicos y Redes SocialesJuan PabloAún no hay calificaciones
- Caga Laboal y Trastornos Psicosomaticos en Operarios Jimenez-ClavijoDocumento23 páginasCaga Laboal y Trastornos Psicosomaticos en Operarios Jimenez-ClavijoSara LeonAún no hay calificaciones
- BPM de VinosDocumento11 páginasBPM de VinosJavier Quispe Manotupa0% (1)
- Beneficios de La Coliflor - MercolaDocumento4 páginasBeneficios de La Coliflor - Mercolasentus35Aún no hay calificaciones
- Practica 1 ALDocumento2 páginasPractica 1 ALAna HernándezAún no hay calificaciones
- Manual para Generar Archivos XMLDocumento35 páginasManual para Generar Archivos XMLyisselAún no hay calificaciones
- Contrato Privado de Traspaso de Lote A Titulo Gratuito Con Venta de MejorasDocumento1 páginaContrato Privado de Traspaso de Lote A Titulo Gratuito Con Venta de MejorasMiguel Angel Flores Sosa67% (3)