También podría gustarte
- INForme Labo FisicaccccccDocumento13 páginasINForme Labo FisicaccccccIncodecsa PerusacAún no hay calificaciones
- GARCÍA12Documento3 páginasGARCÍA12Incodecsa PerusacAún no hay calificaciones
- Equilibrio Quimico-2Documento9 páginasEquilibrio Quimico-2Incodecsa PerusacAún no hay calificaciones
- Cloruro de Potasio (KCL)Documento5 páginasCloruro de Potasio (KCL)Incodecsa PerusacAún no hay calificaciones
- Examen - JhosephDocumento22 páginasExamen - JhosephIncodecsa PerusacAún no hay calificaciones
- Wa0002Documento20 páginasWa0002Incodecsa PerusacAún no hay calificaciones
- Examen JhosephDocumento13 páginasExamen JhosephIncodecsa PerusacAún no hay calificaciones
- Arrabio ListoDocumento65 páginasArrabio ListoIncodecsa PerusacAún no hay calificaciones
- DPRIESTERDocumento2 páginasDPRIESTERIncodecsa PerusacAún no hay calificaciones
- Efectos de Los Colorantes para AlimentosDocumento3 páginasEfectos de Los Colorantes para AlimentosIncodecsa PerusacAún no hay calificaciones
- ENTALPÍA DE VAPORIZACION (Comp) PDFDocumento13 páginasENTALPÍA DE VAPORIZACION (Comp) PDFIncodecsa PerusacAún no hay calificaciones
- Ejercicios Viscosidad de LíquidosDocumento2 páginasEjercicios Viscosidad de LíquidosIncodecsa PerusacAún no hay calificaciones
- Determinacion de La Masa MolarDocumento13 páginasDeterminacion de La Masa MolarIncodecsa PerusacAún no hay calificaciones
- Banco GastroDocumento4 páginasBanco GastroPaola Méndez NeciosupAún no hay calificaciones
- Linea de TiempoDocumento4 páginasLinea de TiempoMorelia sierraAún no hay calificaciones
- Transtornos Del SueñoDocumento1 páginaTranstornos Del SueñoAlberto TrasviñaAún no hay calificaciones
- F.O.D.A. IcestDocumento6 páginasF.O.D.A. IcestLeisly FuentesAún no hay calificaciones
- Pronunciamiento #209-2023-OSCE-DGRDocumento81 páginasPronunciamiento #209-2023-OSCE-DGRNatural Plaza PerúAún no hay calificaciones
- 1.2 Anexo 2. Dts Bateria de IndicadoresDocumento38 páginas1.2 Anexo 2. Dts Bateria de IndicadoresAngie Alexandra Moreno SuarezAún no hay calificaciones
- Parafilias 2Documento4 páginasParafilias 2pudtew2Aún no hay calificaciones
- Te Damos 9 Recomendaciones Que Te Pueden Ayudar A Ser Más FelizDocumento7 páginasTe Damos 9 Recomendaciones Que Te Pueden Ayudar A Ser Más Felizandre amistadAún no hay calificaciones
- Acido FolicoDocumento51 páginasAcido FolicoOscar Vargas CaceresAún no hay calificaciones
- Conclusion EsDocumento4 páginasConclusion EsclaudiawmongrutAún no hay calificaciones
- Resumen de La Lista de StroberDocumento4 páginasResumen de La Lista de StroberAda AquiceAún no hay calificaciones
- Informes Con Fines LegalesDocumento53 páginasInformes Con Fines LegalesEstefany AlcivarAún no hay calificaciones
- Examen Fisico Del VacunoDocumento4 páginasExamen Fisico Del VacunoMigel RangelAún no hay calificaciones
- Objetivos de Desarrollo Sostenible, ResumenDocumento4 páginasObjetivos de Desarrollo Sostenible, ResumenFátima HGAún no hay calificaciones
- Los Mastocitos en Relación Con Basofilos y EosinofilosDocumento2 páginasLos Mastocitos en Relación Con Basofilos y EosinofilosJaime Gonzales Saldaña100% (1)
- 2 Preparacion ExamenDocumento2 páginas2 Preparacion ExamenFrancy Nardelly Rodríguez ReyesAún no hay calificaciones
- Resistencia BacterianaDocumento4 páginasResistencia BacterianaJose Luis Jose LuisAún no hay calificaciones
- Periódico Noticias de Chiapas, Edición Virtual Sábado 21 de Mayo de 2022Documento36 páginasPeriódico Noticias de Chiapas, Edición Virtual Sábado 21 de Mayo de 2022Noticias de ChiapasAún no hay calificaciones
- Actividad EticaDocumento9 páginasActividad EticaRoi HernandezAún no hay calificaciones
- Taller Caso Clinico PCDocumento3 páginasTaller Caso Clinico PCMaria Jose Sierra JuezAún no hay calificaciones
- Triptico CancerDocumento2 páginasTriptico CancerJORGE LUIS FERNANDEZ CUBAS100% (1)
- Síndrome de Abstinencia NeonatalDocumento8 páginasSíndrome de Abstinencia NeonatalDiego PerezAún no hay calificaciones
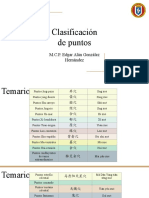
- Clasificacion de AcupuntosDocumento46 páginasClasificacion de AcupuntosEdgar GonzálezAún no hay calificaciones
- Manual OfidismoDocumento41 páginasManual OfidismoJose Garcia BrazonAún no hay calificaciones
- Conductas ExcepcionalesDocumento35 páginasConductas ExcepcionalesMelissaAlmanza100% (1)
- Tarea de Razonamiento Clinico Minicasos HematoDocumento5 páginasTarea de Razonamiento Clinico Minicasos HematoArely Mical Cruz SanchezAún no hay calificaciones
- Causas Que Originan El Trafico de OrganosDocumento4 páginasCausas Que Originan El Trafico de OrganosMontse RosasAún no hay calificaciones
- Cuadro Analisis PestelDocumento8 páginasCuadro Analisis PestelMarelby Dimate Mu�ozAún no hay calificaciones
- Dialnet RespuestaMetabolicaAlEstresEnPacientesAdultos 6796755Documento25 páginasDialnet RespuestaMetabolicaAlEstresEnPacientesAdultos 6796755Karla JiménezAún no hay calificaciones
- Universidad Del RosarioDocumento10 páginasUniversidad Del RosarioClara Paola UsecheAún no hay calificaciones
- DIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeDe EverandDIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeCalificación: 5 de 5 estrellas5/5 (4)
- Receta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionDe EverandReceta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Comida Mexicana: Las Recetas Secretas de AbuelaDe EverandComida Mexicana: Las Recetas Secretas de AbuelaCalificación: 4 de 5 estrellas4/5 (8)
- 1000 Recetas de Cocina MediterráneaDe Everand1000 Recetas de Cocina MediterráneaCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Postres Saludables para Disfrutar sin Culpa. Postres Paleo sin Gluten, Azucar ni LactosaDe EverandPostres Saludables para Disfrutar sin Culpa. Postres Paleo sin Gluten, Azucar ni LactosaCalificación: 5 de 5 estrellas5/5 (17)
- La Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.De EverandLa Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.Calificación: 4 de 5 estrellas4/5 (7)
- Pasteles rápidos y tartas frías: Nuestras 100 mejores recetas en un solo libroDe EverandPasteles rápidos y tartas frías: Nuestras 100 mejores recetas en un solo libroCalificación: 4.5 de 5 estrellas4.5/5 (20)
- ¡Sana tu intestino!: Recetario de la Dieta GAPSDe Everand¡Sana tu intestino!: Recetario de la Dieta GAPSCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Tartas y pasteles de frutas: Nuestras 100 mejores recetas en un solo libroDe EverandTartas y pasteles de frutas: Nuestras 100 mejores recetas en un solo libroCalificación: 5 de 5 estrellas5/5 (6)
- Cocina italiana: Nuestras 100 mejores recetas en un solo libroDe EverandCocina italiana: Nuestras 100 mejores recetas en un solo libroCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Mediciones y métodos de uso común en el laboratorio de QuímicaDe EverandMediciones y métodos de uso común en el laboratorio de QuímicaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Elementos para el análisis y diseño de reactores químicosDe EverandElementos para el análisis y diseño de reactores químicosAún no hay calificaciones