Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Capitulo 5 PROCESOS-1
Cargado por
BarbyModestiDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Capitulo 5 PROCESOS-1
Cargado por
BarbyModestiCopyright:
Formatos disponibles
Fábrica de Ladrillos Cerámicos Huecos
ÍNDICE:
V. PROCESO..............................................................................................................................2
V.1.Introducción..........................................................................................................................2
V.2 Aspectos generales...........................................................................................................2
V.2.Descripcion del proceso.......................................................................................................3
V.2.1 Transporte de cantera....................................................................................................3
V.2.2 Acopio y maduración......................................................................................................4
V.2.3 Formulación de la materia prima...................................................................................5
V.2.3.1Caracterización de las arcillas..................................................................................5
V.2.4 Alimentación y dosificación de los materiales...............................................................6
V.2.5 Trituración primaria........................................................................................................7
V.2.6 Molienda.........................................................................................................................8
V.2.6.1 Tipos de molienda...................................................................................................8
V.2.7 Formación de stock......................................................................................................10
V.2.8 Amasado o mezclado...................................................................................................10
V.2.9 Moldeado......................................................................................................................11
V.2.9.1 Proceso de extrusión.............................................................................................11
V.2.9.2 Descripción física general de una extrusora.........................................................13
V.2.9.3 Descripción detallada del sistema mecánico de una extrusora............................14
V.2.9.4 Forma de regulación del caudal de extrusión.......................................................15
V.2.10 Secado.......................................................................................................................16
V.2.11 Cocción......................................................................................................................19
V.2.12 Paletizado y plastificado.............................................................................................22
V.3 Diagrama de bloques.........................................................................................................23
V.4 Diagrama de flujo...............................................................................................................24
V.4.1 Referencia de equipos.................................................................................................25
V.4.2 Referencia de corrientes..............................................................................................26
V.5 Bibliografía..........................................................................................................................27
Vazquez Bada Lucía Jimena Capitulo VPá gina 1
Fábrica de Ladrillos Cerámicos Huecos
V. PROCESO
V.1.Introducción
Hoy día, en cualquier fábrica de ladrillos, se llevan a cabo una serie de procesos
estándar que comprenden desde la elección del material arcilloso, al proceso de
empaquetado final. La materia prima utilizada para la producción de ladrillos es,
fundamentalmente, la arcilla. Este material está compuesto, en esencia, de sílice, alúmina,
agua y cantidades variables de óxidos de hierro y otros materiales alcalinos, como los óxidos
de calcio y los óxidos de magnesio.
El presente capitulo trata sobre la descripción del proceso de producción de ladrillos
cerámicos huecos.
V.2 Aspectos generales
Estado natural de las materias primas
Las características del estado natural de las materias primas de interés son las
siguientes:
• El tamaño inicial que se recibe en fábrica.
• Humedad relativa medida en relación al peso seco de la muestra
• Dureza medida en la escala Mohs
Las materias primas arcillosas pueden ser clasificadas, en función de su tenor de
humedad en el momento de la extracción, como sigue:
• Secas (humedad relativa hasta el 6%)
• Semi-secas (humedad relativa entre 7 al 10%)
• Semi-húmedas (humedad relativa entre 11 al 18%)
• Húmedas (humedad relativa del 18 a más del 25%)
El tenor de humedad puede variar sensiblemente en función del grado de plasticidad
del componente arcilloso. Es necesario especificar que resulta extremamente difícil, sobre la
base de la clasificación expuesta, comparar entre ellas en términos de homogenización las
innumerables variedades de materias primas arcillosas por lo tanto, a igualdad de humedad
luego del tratamiento de reducción granulométrica y de tamizado, no se obtienen respuestas
idénticas.
Es indispensable, o se aconseja siempre efectuar un análisis preventivo y evaluar
muestras significativas a test de trabajo y de idoneidad sobre escala industrial. Las variables
que se deben tener en cuenta son también en el área geográfica de intervención y de
consecuencia el clima, de la cantera en el ámbito del territorio, de las condiciones específicas
del ambiente y de los eventuales modos de trabajo.
El tamaño inicial, después de las excavaciones, pueden ser también de notables
dimensiones (hasta 600 mm) en cuanto se pueden tratar con máquinas de pre-frantumación.
Con tamaños hasta 200 mm, es posible alimentar directamente los molinos primarios, en
Vazquez Bada Lucía Jimena Capitulo VPá gina 2
Fábrica de Ladrillos Cerámicos Huecos
virtud de la amplia boca de alimentación que están dotados. Las materias primas están
subdivididas según su dureza, en función de la facilidad a ser molidas, siendo:
• Duras, de un valor de 6 a 7 en escala Mohs
• Semi-duras, de un valor de 5 a 6 en escala Mohs
• Blandas, debajo el valor de 4 en escala Mohs
Resulta evidente por lo tanto, la disponibilidad de las materias primas con buen
contenido arcilloso, clasificadas como duras o semi-duras y con tenor de humedad no
superior al 18% representa la condición ideal para la aplicación de la molienda a seco.
V.2.Descripcion del proceso
El proceso puede resumirse en:
1. Transporte de cantera
2. Acopio y maduración
3. Formulación de la materia prima
4. Alimentación y dosificación de los materiales
5. Trituración primaria
6. Trituración secundaria o molienda
7. Formación de stock
8. Amasado o mezclado
9. Moldeado o extrusión
10. Secado
11. Cocción
12. Paletizado y plastificado
V.2.1 Transporte de cantera
La arcilla se traerá de la cantera Arcillex ubicada en Salvador Debenedetti 8882 José
León Suárez, Buenos Aires. Que está a una distancia de 50km de la ubicación de la planta.
Maquinaria de acarreo
-Semirremolque basculante o bañera: Camiones destinados al transporte de áridos y/o
movimiento de tierras. Formado por una cabeza tractora que tiene un punto de apoyo y un
semirremolque basculante de hierro. Permiten la carga de áridos y piedras considerables.
Dimensiones:
Vazquez Bada Lucía Jimena Capitulo VPá gina 3
Fábrica de Ladrillos Cerámicos Huecos
Largo: 11,00M.
Ancho: 2,50M.
Alto: 3,15M.
Capacidades / Pesos:
Capacidad de carga: 24 toneladas aproximadamente.
Actualmente, se lleva a la cantera lignito con alto contenido de carbonato, para
mezclarlos con la arcilla de la propia cantera (la mezcla con la arcilla representa un 5% de
lignito aprox.). Estos lignitos aportan “potencia calorífica” a la propia masa de la pieza
durante la cocción, y los carbonatos, tanto de la arcilla como del lignito, se transforman
durante el proceso de cocción en CO2, haciendo que la masa de la pieza sea más ligera y
por tanto más aislante, así, a parte del diseño de la pieza, se consigue la mejora térmica.
Una pala cargadora es la que pone la arcilla dentro del camión. Cada pala puede
cargar unas 7 toneladas en cada palada, y la capacidad del camión es de 28 toneladas
aproximadamente, según el vehículo. El camión transporta el material hasta la fábrica,
siempre cubierto (por normativa), para no contaminar y evitar que se puedan caer partículas
durante el trayecto.
V.2.2 Acopio y maduración
La acumulación de arcilla humedeciéndola intempéricamente por un período de tiempo
determinado dependiendo del tipo de materia prima recibe el nombre de maduración o
maceración. Esta actividad tiene como propósito:
Obtener una mezcla constante y homogénea
Desmenuzamiento de los terrones y la disolución de los nódulos para impedir las
aglomeraciones de las partículas arcillosas.
Descomposición de la materia orgánica
Purificación química y biológica del material
Obtención de un material inerte
El estacionamiento es fundamental ya que los componentes orgánicos de las arcillas
reaccionan en las pilas de tierra y no dentro de la faz productiva, una reacción en dicha faz
rompería el material ya que las contracciones y dilataciones no serían parejas y se
producirían fisuras.
La arcilla es extraída en los medios menos lluviosos y luego estocada en cúmulos. Se
las almacena en grandes cúmulos a cielo abierto, que por lo general son tres: uno en
formación, otro en uso y finalmente uno de estacionamiento.
En los meses de verano las arcillas estocadas son esparcidas en una amplia
superficie secándose a través de la energía solar. En el arco de tiempo en donde la arcilla
está expuesta al sol, un medio mecánico de la cantera realiza el mezclado en modo de
permitir a los extractos más bajos de ser alcanzados por los rayos solares para perder una
parte del contenido de humedad.
El tiempo de permanencia para éste proceso varía de 1 semana a 2 meses
dependiendo de los factores climáticos y época del año. Después de éste tratamiento la
arcilla tiene un contenido de humedad que permite la elaboración a seco.
Vazquez Bada Lucía Jimena Capitulo VPá gina 4
Fábrica de Ladrillos Cerámicos Huecos
V.2.3 Formulación de la materia prima
En cuanto a la formulación de la materia prima, esta cobra gran importancia porque de
ello dependerán las etapas posteriores, es decir si se parte de una materia prima que no
tiene la calidad apropiada aumentan las complicaciones de proceso y el producto no cumplirá
con la calidad esperada.
V.2.3.1Caracterización de las arcillas
Composición mineralógica y química mediante Difracción y Fluorescencia de Rayos X
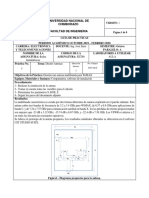
En la figura 1 se presentan los difractogramas de las tres arcillas de estudio: "Cascajo" (C),
"Roja" (R) y "Amarilla" (A). Todas las arcillas presentaron en común las especies
mineralógicas: Cuarzo, Caolinita e Illita, siendo estos dos últimos los minerales arcillosos que
confieren propiedades plásticas a las pastas. No obstante, es evidente que la arcilla A está
compuesta principalmente por cuarzo, es decir que realmente es un material arenoso, que
podría utilizarse como material desgrasante para la preparación de las pastas. Las arcillas C
y R presentan anatasa y hematita, minerales que confieren color rojo en la cocción a las
pastas cerámicas.
Figura 1. Difractogramas de las arcillas (Q: cuarzo, K: caolinita, I: illita, H: hematita, A: anatasa, M: montmorillonita)
Los análisis químicos elementales de las tres arcillas se presentan en la tabla 1.
Teniendo en cuenta que una arcilla apta para la fabricación de cerámicos de
construcción debe tener un contenido de SiO2 entre 50 y 60%, así como entre 20 y 30
% de Al203, las arcillas A y C, por sí solas, no son las más apropiadas para la fabricación de
este tipo de cerámicos. La arcilla A porque excede el nivel de SiO2 y no alcanza el nivel de
Al203 requerido, y la arcilla C por no alcanzar los niveles de sílice especificados.
Vazquez Bada Lucía Jimena Capitulo VPá gina 5
Fábrica de Ladrillos Cerámicos Huecos
Tabla 1. Análisis químico de las arcillas por FRX
No obstante, la composición de estas dos arcillas no se aleja mucho del rango óptimo,
además dicha composición puede alcanzarse fácilmente con la mezcla de tales arcillas. Por
su parte, la arcilla R, por su composición química, podría utilizarse sin mezclarla con otras.
En Buenos Aires se trabaja con arcilla y material desgrasante (arena) entre un 5-10%.
Ya que la utilización de arena tiene las siguientes ventajas:
Estabiliza la pasta sin disminuir la plasticidad.
Aumenta la resistencia mecánica del producto seco entre el 10-15%
Agiliza el secado y cocción porque mejora la porosidad de la pasta húmeda y secada.
Desarrolla una función de ligante, determinando un efecto de mayor agregación entre
los gránulos de arcillas, y del total de la pasta.
Y como fundente se le agrega cal un 2%, para favorecer la cocción porque reduce la
temperatura máxima a alcanzar en la cocción y vitrificación; además de economizar
combustibles.
V.2.4 Alimentación y dosificación de los materiales
Una vez lista la arcilla se lleva por pala cargadora
a las tolvas de alimentación y se le agregan los
aditivos. La pala cargadora carga la arcilla a la tolva que
luego el alimentador se encargara de mesclar y dosificar
a los equipos de trituración y molienda. Es una maquina
equipada con cuchara frontal y un sistema de brazos
por cilindros hidráulicos, existen dos tipos de palas
cargadoras sobre ruedas y cadenas. Las funciones
principales son: Cargar materiales sueltos de abajo
arriba, transportarlos a distancias mínimas y
descargarlos sobre tolvas de poca altura o sobre medios de acarreo, camiones o dúmper.
Vazquez Bada Lucía Jimena Capitulo VPá gina 6
Fábrica de Ladrillos Cerámicos Huecos
Alimentadores de cuadro: consiste en una caja que dosifica la cantidad de materia
prima necesaria para obtener un ladrillo uniforme y de excelente calidad. Existen de dos tipos
de junta de cadena o de cinturón transportador.
Para transportar el material se usaran bandas transportadoras, se utilizan de manera
casi universal. Pueden recorrer distancias a velocidades de hasta 5.08 m/s y manejar hasta
4539 tn/h (5000 ton/h). También pueden funcionar en distancias cortas a velocidades
suficientemente lentas para la recolección manual, con una capacidad de solo unos cuantos
kilómetros por hora.
V.2.5 Trituración primaria
En el proceso de trituración primaria se obtiene la
materia prima con la granulometría y textura necesarias para
su posterior conformado. El material es reducido a un tamaño
aproximado de 80 mm de diámetro como máximo. El tamaño
de la alimentación de estas máquinas pude ser tan grande
como 20 pulg (500 mm), y su capacidad asciende hasta 500
tn/h. Los equipos más usados son los desmenuzadores, en
Vazquez Bada Lucía Jimena Capitulo VPá gina 7
Fábrica de Ladrillos Cerámicos Huecos
los mismos la fragmentación se realiza entre dos o tres rodillos con cuchillas incorporadas,
girando el uno al revés del otro de sus ejes dispuestos horizontalmente en paralelo. El
producto a desmenuzar, entra en la máquina y pasa entre los rodillos y las cuchillas, siendo
reducido hasta la dimensión de los citados cilindros, mediante las acciones de cizallamiento y
compresión. Relación de reducción (Duros 3:1; Blandos 10:1)
En Cerámica San Juan, no emplean trituradores primarios porque la materia prima no
lo requiere, ambas trabajan con un alimentador el cual posee un rompe-terrones al final del
mismo, luego pasa a un pre-cribador eliminador de raíces, luego a una maquina eliminadora
de piedras. Posterior a estas etapas no se realiza la trituración primaria porque la materia
prima disponible no lo requiere directamente pasa a la molienda es decir a una trituración
secundaria. En Chirino en esta etapa, la empresa emplea un rotofiltro como pre-cribador que
alimenta a un triturador primario una “amasadora” que posee unas aspas que van
disminuyendo el tamaño de los cascotes de arcilla.
V.2.6 Molienda
En esta fase se realiza una segunda preparación de la mezcla de arcillas, donde se
persigue una mayor división de la materia prima y homogenización para facilitar la fase de
moldeo. En esta fase los principales equipos utilizados son: laminadores, cepilladores, y
amasadora.
Debido a la calidad de la materia prima disponible, está directamente pasa al molino
laminador. Son máquinas íntimamente relacionadas en los procesos de preparación, en las
instalaciones de maquinaria para la industria cerámica, estructural, ladrillos, tejas, etc.
Principalmente se aplican en las instalaciones por vía semi-húmeda y especialmente en
casos concretos que lo permitan en vía seca basta. Se utilizan como maquinas secundarias
(5 a 3 mm) o terciarias (1 a 0,5 mm) de refino, la fragmentación del producto se realiza, por
compresión, fricción entre los rodillos, girando en sentidos contrarios hacia la galga o
separación entre ellos. La producción de la galga depende del tamaño del material de
entrada, de la humedad y plasticidad, quedando limitada cuanto menor es la galga, de las
velocidades periféricas y del ancho de los rodillos. El tamaño máximo del producto a triturar,
depende del coeficiente de rozamiento entre el producto a moler y las camisas del laminador,
tamaño o diámetro de los cilindros moledores y la velocidad de giro del laminador. Relación
de reducción (Duros 5:1; Blandos 10:1)
V.2.6.1 Tipos de molienda
Las arcillas secas y duras se preparan mejor en instalaciones por vía seca. Este tipo de
sistema asegura la obtención de un porcentaje importante de partículas finas que se
humectan con más facilidad y rapidez, obteniéndose una masa muy homogénea y de mayor
plasticidad. Como consecuencia obtenemos un mejor acabado y una mayor resistencia
mecánica, tanto del material seco como del producto cocido. También se recomienda la vía
seca en arcillas con elevadas proporciones de carbonatos al conseguirse granulometrías
más finas y evitando así la aparición de caliches (cal).
Por otro lado, también puede llevarse a cabo este proceso por vía semi-húmeda, donde el
proceso de humectación de la arcilla puede comenzar desde el mismo lecho de
Vazquez Bada Lucía Jimena Capitulo VPá gina 8
Fábrica de Ladrillos Cerámicos Huecos
homogeneización. En estas condiciones el agua queda fuertemente ligada al cristal arcilloso,
dando como resultado un aumento de la plasticidad y cohesión de la masa arcillosa, así
como un aumento de su resistencia a las tensiones del secado. Es adecuada para arcillas
con elevada plasticidad y, por tanto, más difíciles de secar.
Se eligió el proceso por vía semi-humeda ya que es el que está comprobado que más se
adapta a la materia prima disponible, de hecho las cerámicas en actividad en la provincia
emplean este método en el que la materia semi-humeda proveniente de pudridero se somete
a molienda para posterior amasado. Desde el punto de vista tecnológico, es más fácil
alcanzar la baja granulometría con este tipo de molienda y, consecuentemente también
alcanzar elevadas superficies específicas y la eliminación de eventuales impurezas
contenidas en la masa. Sin embargo, la vida útil del equipamiento es menor que la de
aquellos empleados en molienda por vía seca debido a la corrosión de los mismos aunque
en la vía semi-humeda se logra disminuir las partículas de polvo en el ambiente y por ende el
riesgo de que los obreros sufran de alguna enfermedad profesional por inhalación de estas
partículas, y a su vez obtener una buena curva granulométrica sin un alto porcentaje de finos.
Cualquiera que sea la vía de molturación utilizada, nunca deberán existir en una masa
arcillosa lista para el moldeo de partículas superiores a los 2 mm puesto que estas inciden
muy negativamente sobre el acabado superficial y la resistencia mecánica del producto
cocido, pudiendo dar lugar a la aparición de micro-fisuras en la superficie de la pieza,
denominadas “patas de araña”. Este defecto no es solo superficial, sino que puede afectar a
la resistencia mecánica del producto cocido.
Reducción de tamaño en circuito cerrado de molienda
En muchos molinos la alimentación se reduce a partículas de tamaño satisfactorio pasándola
una sola vez a través del molino. Cuando las partículas de tamaños más grandes no se
hacen retornar a la máquina para su posterior reducción, se dice que el molino opera en
circuito abierto. Esto puede dar lugar a un consumo excesivo de energía puesto que se
pierde mucha energía en moler partículas que ya son suficientemente finas. Si se desea un
producto de 50 mallas, evidentemente resulta un despilfarro continuar moliendo el material
hasta 100 o 200 mallas. Por consiguiente, con frecuencia resulta económico retirar del molino
el material parcialmente molido y hacerlo pasar a través de un dispositivo de separación de
tamaños. Los tamaños finos se retiran como producto mientras que los gruesos se hacen
retornar al molino. El dispositivo de separación está a veces situado en el interior del molino,
como ocurre en el caso de molino de ultra fino, pero lo más frecuente es que tales
dispositivos sean exteriores al molino. Operación en circuito cerrado es la denominación que
se aplica a la sección de un molino y un separador conectados de forma que las partículas
gruesas retornan al molino.
Para partículas gruesas el dispositivo de separación es un tamiz o rejilla.
V.2.7 Formación de stock
En el ámbito de la instalación industrial, la arcilla ya tratada es estocada con una
cubierta de tela o bajo techo, en la cantidad necesaria para la producción en los meses
donde las condiciones climáticas empeoran. Esto sirve también para unir las distintas
componentes arcillosas escavadas de la cantera.
Vazquez Bada Lucía Jimena Capitulo VPá gina 9
Fábrica de Ladrillos Cerámicos Huecos
El depósito de materia prima procesada se realiza en silos especiales en un lugar
techado, donde el material se homogeniza definitivamente tanto en apariencia como en
aspecto físico-químico. Se conservan, regulan las condiciones de humedad y debe ser un
lugar escaso de iluminación.
V.2.8 Amasado o mezclado
El amasado consiste en mezclar íntimamente la arcilla previamente adecuada con
agua, y es más perfecto cuanto más uniforme sea la mezcla. La arcilla, ya con el tamaño
deseado, se introduce en la amasadora donde se va a añadir agua y vapor
(aproximadamente un 5% dependiendo de los productos a fabricar y las condiciones
ambientales). La cantidad total de agua que se añade en la primera amasadora y en la
amasadora del grupo combi, depende de la humedad con la que venga la arcilla de la
cantera y de las condiciones climáticas a las que esté expuesta durante la fase de
almacenamiento en el parque de materia prima. Así en verano se añade más agua que en
invierno. El aporte de humedad se puede hacer por medio de agua o por medio del vapor
generado en la caldera.
Se trata de dar a la arcilla la plasticidad suficiente para que al pasar por el molde se
consiga la forma deseada sin que se rompa. Se tiende a utilizar primero el vapor y si es
necesario se introduce el agua. El añadido de vapor de agua para el amasado es la mejor
técnica disponible puesto que produce un ahorro de energía en el proceso de secado.
En el amasado influyen variables como:
Arcillas: las arcillas deben caer en el inicio de la amasadora, es decir, en las primeras
palas de amasado. Se recomienda el uso de reguladores y dosificadores de arcilla
para que ésta no afluya a la amasadora con diferente intensidad o intermitencia,
además facilita el proceso de detención de la alimentación por acumulación de arcilla.
Agua: el agua debe ser puesta en contacto con el barro en el inicio del proceso, es
decir, desde el momento en que la arcilla cae en la amasadora. El agua que cae más
adelante, equivale a perder longitud de amasado, tiempo y mayor esfuerzo de la
máquina, provocando rotura de ejes y cojinetes. Se debe mantener el grado de
humedad, para evitar variaciones en el moldeo de la arcilla; la repartición de agua
debe ser uniforme, para que toda partícula de arcilla quede humedecida; el agua
caliente, que casi es vapor, penetra fácilmente y se pone en contacto con todas las
partículas de la arcilla, no dejando espacios secos; la arcilla debe estar bien
humectada, para evitar esfuerzos mayores de la máquina, calentándose sobre todo la
boca de salida. Si la boca está caliente, comunica el calor a la arcilla que está en
contacto con ella y el central queda a temperatura normal, ocasionando piezas que se
despejan con facilidad por las diferentes contracciones y expansiones.
Amasadora: la amasadora debe ser larga, pero a mayor longitud existe más consumo
de fuerza, mayor debilidad de los ejes y rotura de cojinetes por un alto esfuerzo. La
longitud útil recomendada es de 2 a 2.5m (para ladrillos y productos escala 1:1), la
longitud y tiempo de amasado depende de la longitud de la máquina, la inclinación de
las palas y las revoluciones de trabajo.
Vazquez Bada Lucía Jimena Capitulo VPá gina 10
Fábrica de Ladrillos Cerámicos Huecos
El factor que afecta la producción es el ancho de la amasadora, el cual debe ser
proporcionado a la producción de piezas. Las cuchillas laterales cortan el barro entre las
mismas palas de amasado, además evitan el transporte de arcilla más o menos húmeda y
facilita la íntima ligazón entre partes de arcilla humectada, dando uniformidad a la arcilla.
Las palas de amasado son inclinadas y algunas llevan en la superficie de corte exterior
segmentos de acero, para cambiarlos cuando se desgastan. Los segmentos se unen con
tornillos a la base, pero estos al tener contacto con el agua se oxidan y son difíciles de
cambiar. La calidad de los barros obtenidos con las amasadoras extrusoras y amasadoras
filtro es superior a la conseguida con las amasadoras tradicionales
La amasadora más usada en todos los casos: Europa, Buenos Aires y San Juan, es la
amasadora de doble eje.
V.2.9 Moldeado
En esta etapa se condiciona la obtención de las formas moldeadas a la consistencia
de la pasta y a la forma y el tamaño de los objetos que se van a obtener, dándole al molde
mayores dimensiones, puesto que las pastas experimentan una contracción lineal del 1/10 al
1/7 de su volumen en la desecación y cocción. Además, para que se puedan obtener buenos
productos, es imprescindible que la arcilla tenga la correspondiente plasticidad. El
comportamiento de una arcilla durante el moldeo viene determinado por su plasticidad,
obteniéndose precisamente los mejores resultados con arcillas de plasticidad media. Tanto
las arcillas de plasticidad elevada, ricas en coloides, como las arcillas de baja plasticidad,
suelen dar problemas en la extrusión (principal sistema de moldeo).
La forma más habitual de moldeo a escala industrial es mediante extrusión en vacío
porque se consigue una mejor homogenización de la pasta ya que la mayor parte de la arcilla
que llega al final de la hélice, más o menos del 50% al 85 % retrocede por el mismo canal o
por el espacio existente entre la hélice y las costillas todo lo cual produce un efecto de
homogenización de la arcilla.
V.2.9.1 Proceso de extrusión
El proceso de extrusión se realiza en prensas horizontales o verticales donde la arcilla
mediante el empuje proporcionado al vacío por un pistón o por un tornillo sinfín es forzada a
pasar, por una boquilla que presenta variaciones según el producto terminado (bloque, teja,
tubo, tolete, etc.).
Entre los múltiples factores que se han de tener en cuenta para lograr el buen
resultado en la extrusión, hay unos que guardan relación estrecha con la materia prima, en
cambio, otros dependen de la maquinaria utilizada para el moldeo.
La primera condición para lograr unos buenos resultados es que el material a
extrusionar presente las mínimas variaciones posibles tanto en lo que respecta a su
composición (plasticidad) como su grado de preparación (granulometría) y a su vez su
contenido de humedad.
Las condiciones de flujo del material arcilloso a través de la extrusora dependen básicamente
de su consistencia.
Vazquez Bada Lucía Jimena Capitulo VPá gina 11
Fábrica de Ladrillos Cerámicos Huecos
Arcilla con exceso de componente arcilloso
Si se incrementa excesivamente el componente arcilloso, se incrementa paralelamente la
cohesión de la masa y la resistencia interna que se opone al flujo o deslizamiento entre
partícula y partícula, en cambio deslizara mejor sobre las superficies metálicas (menor
rozamiento). La consecuencia de esto será que el molde quedara desequilibrado, pues la
arcilla fluirá con mayor velocidad por la periferia que por el centro. Para este tipo de arcillas
(plasticidad elevada y sobre todo arcillas ricas coloides), con humedad de moldeo
comprendidas entre 25 - 40%, el rendimiento de la maquina puede quedar reducido entre el
10 y el 20% de su valor nominal al pegarse el material en las hélices reduciendo
sensiblemente su capacidad.
En cambio, un incremento en el porcentaje de desengrasante traerá como
consecuencia una disminución de la cohesión interna de la masa y un aumento de su
resistencia externa por roce contra las paredes del molde, quedando este igualmente
desequilibrado. Además, es difícil mantener la humedad de moldeo dentro de unos límites
correctos, ya que las variantes que admite son muy reducidas (extrusión suave con
materiales huecos tipo Europeo). Si se trabaja con un ligero exceso de humedad, las piezas
que se extruyen se deforman al avanzar sobre las mesas de rodillos, formando "pata de
elefante", y si, por el contrario, falta humedad en la arcilla, aparecen dentellados en las
piezas huecas y el cortador desmorona los tabiques.
Arcilla con incremento de porcentaje en desengrasante
También durante el proceso de extrusión de la arcilla tiene lugar la orientación de las
partículas, paralelas al sentido del flujo. El grado de orientación, de las partículas aumenta
con la velocidad de salida. Si la velocidad de salida varia en la sección de la pieza por
cambios en la plasticidad de la masa arcillosa en la pieza cerámica recién extrusionada
existirán diferentes grados de orientación, menor será el contenido de humedad y más baja
la contracción de secado, estas diferencias grado de orientación, humedad y contracción
pueden originar tensiones y roturas de secado.
Vazquez Bada Lucía Jimena Capitulo VPá gina 12
Fábrica de Ladrillos Cerámicos Huecos
“Resumiendo podemos decir que si se varia el contenido de humedad y plasticidad de la
arcilla, varia la consistencia o cohesión de la masa arcillosa, la velocidad de salida en la
sección del molde, el grado de ordenamiento de las partículas de arcilla en distintos puntos
de la pieza, su contenido de humedad y la contracción de secado.”
Estas diferencias de contracción en la misma pieza, producen tensiones, las cuales si
superan la capacidad de deformación plástica de la arcilla y su resistencia mecánica a la
tracción, se producirán roturas de secado. Para evitar estos problemas es necesario que la
consistencia de la masa arcillosa experimente el mínimo de variaciones posibles, para lo cual
se debe mantener constante su humedad como el porcentaje de arcilla y desengrasante.
V.2.9.2 Descripción física general de una extrusora
Una extrusora es básicamente una máquina constituida por un conjunto de
componentes o mecanismos que permiten compactar la masa de arcilla, mediante la
eliminación de oclusiones de aire o desgasificación y la presión a que se ve sometida la
arcilla entre el cuerpo de hélices de la máquina y el embudo o molde.
El cilindro de presión es el componente de la
extrusora, que está a continuación de las cámaras de
vacío, y que además, contiene las hélices a dos
diámetros con una transición constante mediante una
hélice cónica. Una vez la arcilla ha pasado por los ejes
de la amasadora, se coloca en la zona de introducción
y convenientemente homogenizada y desmenuzada por
las estrellas es introducida en la cámara de vacío y
conducida hacia el núcleo de la hélice de transporte por
las paletas de introducción. De la zona de transporte, la
arcilla pasa a la zona de pre-compresión donde se
inicia realmente la compresión de la misma, al mismo tiempo que se homogeniza,
iniciándose la formación de la textura, para pasar seguidamente a la zona de presión, donde
el material, al variar de sección la hélice cónica, sufre un deslizamiento transversal y mejor
agarre en el cilindro exterior ya que se incrementa la velocidad de desplazamiento, pasando
ya después a la zona de presión, donde ésta es máxima y seguidamente a la zona de salida
o embudo con molde.
En la zona de salida o embudo juntamente con el molde, donde se debe mantener una
correcta geometría para que el flujo o barra de salida no sea alterada perdiendo su estructura
laminar, sin deslizamientos internos del material que son los que producen tensiones internas
en las piezas y posteriormente posibles roturas de secado o cocido.
Distintas matrices que se utilizan en la fábrica, dependiendo el producto final.
Vazquez Bada Lucía Jimena Capitulo VPá gina 13
Fábrica de Ladrillos Cerámicos Huecos
V.2.9.3 Descripción detallada del sistema mecánico de una extrusora
El proceso de extrusión presenta tres zonas principales:
1) Zona de alimentación: La arcilla es impulsada por aspas alimentadoras las cuales
son las encargadas de impulsar el material al interior del cilindro, en esta zona la hélice
queda descubierta en un 50% la parte superior dificultando el avance de la arcilla pero para
contrarrestar este inconveniente e incrementar el tiempo de des aireación el paso de la hélice
se hace ligeramente mayor que en las otras zonas.
2) Zona de compactación: Está a continuación de la zona de alimentación, aquí el
cilindro envuelve por completo a la hélice aumentando la fricción contra las paredes interiores
de dicho cilindro (camisas). A consecuencia de la fricción, los pallets de la arcilla no giran a la
misma velocidad de la hélice y pronto son alcanzados por el flanco de propulsión de dicha
hélice que los empuja hacia adelante y sobre el que se van remasando. El canal de la hélice,
en esta zona esta vació en parte, pero a medida que se avanza hacia la zona de compresión,
la cantidad de material remasado es mayor y los pallets se van compactando produciendo
una corriente de aire evacuado hacia la cámara de vació a través del espacio existente en el
canal de la hélice. El proceso de compactación está terminado cuando todo el canal se ha
llenado de arcilla.
3) Zona de compresión y homogenización: Al llegar a este punto el flujo se divide en
dos partes: Una que continua hacia la boquilla y otra que refluye hacia atrás, a través del
Vazquez Bada Lucía Jimena Capitulo VPá gina 14
Fábrica de Ladrillos Cerámicos Huecos
canal helicoidal y del espacio existente entre la hélice. Como la presión en esta zona se
incrementa permite la compactación de la arcilla y como hay material que se devuelve
entonces se logra una correcta homogenización.
V.2.9.4 Forma de regulación del caudal de extrusión
El caudal extruido se regula por la carga que entra a la extrusora por medio del cajón
alimentador, donde el operario determina cual es la cantidad a extrudir de acuerdo al tipo de
material que se va a elaborar en cada jornada.
Se debe tener control de velocidad en las bandas y la dosificación (uniforme), sino se
presenta calentamiento y desgaste en la superficie lateral de la extrusora así como en las
hélices de extrusión. Además si no se tiene control sobre la velocidad de extrusión se
produce exceso de humedad en el material y por tal hecho agrietamiento en el momento de
secado.
El perfil de velocidades de la arcilla después de salir de la zona de homogenización y
compresión se muestra en la siguiente figura:
Perfil de velocidades
Se observa que la velocidad es mayor en la periferia y se tiene en la zona central un
punto muerto.
Uno de los métodos empleados actualmente es reducir estas diferencias de
velocidades colocando frenos los cuales permiten que la velocidad sea homogénea en la
salida de la boquilla, pero esto conlleva a realizar inspecciones periódicas y paradas para
cambios y puesta a punto de las boquillas proceso que se hace frecuentemente llevando a
tener pérdidas por producción y por gastos operativos. Cuando una boquilla ha sufrido
desgaste por fricción en los dados, en los puentes y en los frenos, el material no es el más
óptimo este tiene desperfectos que se deben básicamente a las diferencias de velocidades y
a otros factores expuestos en los párrafos anteriores.
Al tener control sobre la velocidad se pueden corregir este tipo de imperfecciones sin
desmontar la boquilla de forma periódica y de esta manera se lleva a la maquina a estar
mayor tiempo disponible para producción.
Vazquez Bada Lucía Jimena Capitulo VPá gina 15
Fábrica de Ladrillos Cerámicos Huecos
Este bloque que sale en continuo desde la extrusora se hace pasar a través del
cortador en longitud y de otro cortador multialambre, donde se fijarán las dimensiones
finales del producto que en ese instante se está fabricando. Las piezas se cargan en las
estanterías, que se introducirán en el secadero.
Los residuos del corte vuelven a la extrusora mediante cinta transportadora.
V.2.10 Secado
El secado de un cuerpo arcilloso crudo es el mecanismo por el cual se elimina el agua
que lo humedece. El secado es necesario para que la cocción del cuerpo cerámico se realice
adecuadamente. El mecanismo de secado es muy similar para los distintos cuerpos
arcillosos. No obstante, a una determinada velocidad de secado, los efectos que se generan
sobre cada cuerpo, pueden ser muy diferentes entre cada uno de ellos, dependiendo de su
naturaleza química y cristalográfica, de su granulometría y de su historia previa antes de
llegar al secadero.
Las variaciones que se producen durante el secado y que son susceptibles de ser
observadas, ocurren sobre los siguientes parámetros:
1- La cantidad de agua residual.
2- Las dimensiones longitudinales, superficiales y de volumen.
3- La resistencia a la flexión.
4- La plasticidad.
Según Bourry, durante la eliminación del agua se observa que:
- La pasta disminuye de volumen, proporcionalmente al agua eliminada.
Vazquez Bada Lucía Jimena Capitulo VPá gina 16
Fábrica de Ladrillos Cerámicos Huecos
- Comienzan a formarse huecos y la pasta sigue contrayéndose.
- El volumen deja de disminuir, y los huecos que se producen son proporcionales al agua
eliminada.
En efecto, si tenemos una arcilla plástica formada por una mezcla muy íntima de
partículas de arcilla finamente divididas y agua, esta arcilla debe su plasticidad a que, cuando
se moldeó, las partículas están separadas por películas de agua de modo que podían
deslizarse una sobre otra. Cuando el agua se elimina por evaporación, las partículas se
aproximan al hacerse más delgadas las películas y la arcilla se contrae. El cambio el
volumen de la arcilla es exactamente igual al agua perdida, y tiene lugar hasta que las
partículas llegan a ponerse en contacto unas con otras.
Los efectos son una pérdida de volumen y peso por la evaporación del agua, color
más claro y adquisición de rigidez y cierta resistencia mecánica en las piezas.
La operación de secado es una operación de transferencia de masa de contacto gas-
sólido, donde la humedad contenida en el sólido se transfiere por evaporación hacia la fase
gaseosa, en base a la diferencia entre la presión de vapor ejercida por el sólido húmedo y la
presión parcial de vapor de la corriente gaseosa. Cuando estas dos presiones se igualan, se
dice que el sólido y el gas están en equilibrio y el proceso de secado cesa.
Una vez conformada la pieza, se introduce en el secadero, donde se busca reducir el
contenido de humedad de las piezas hasta aproximadamente un 5%. El secado constituye
una de las etapas más importantes del procesado cerámico. Al secar una arcilla plástica
pueden aparecer contracciones en el material, y si además el secado es muy rápido y/o
desigual, la contracción puede provocar la aparición de grietas o fisuras en el producto.
El secado se realiza en un secadero semicontinuo formado por túneles de secado. El ciclo de
secado es de 24 horas.
En el secadero, las piezas se introducen cargadas en jaulas metálicas en un ambiente con
una temperatura baja, de 30 ºC, y a una humedad alta.
Vazquez Bada Lucía Jimena Capitulo VPá gina 17
Fábrica de Ladrillos Cerámicos Huecos
Según avanzan las jaulas, empujadas por las que entran después, nos vamos
encontrando una mayor temperatura y menor humedad (en las piezas), siendo la
temperatura de salida del secadero 55 º C.
El aire que se introduce en el secadero, debe ser lo suficientemente seco y caliente
para suministrar la energía en forma de calor que necesita ese agua para evaporarse. El aire
caliente necesario para esta fase del proceso proviene de una caja de mezclas. En esta caja
de mezclas se introduce aire caliente procedente del enfriamiento de las piezas en el horno y
aire de la atmósfera calentado mediante generadores de aire caliente. El aire caliente se
extrae del horno mediante el impulsor del secadero. El volumen de aire necesario para el
secado se regula de forma automática en los ventiladores del impulsor.
Además del calor recuperado del horno, para el secado de los ladrillos se ha instalado
en cada uno de los túneles de secado un quemador de gas natural tipo vena de aire. El
control de la cantidad de calor que se aporta al secadero se realiza a través de cinco sondas
de temperatura dispuestas en varias zonas del mismo. En dichos puntos también se localizan
sondas que controlan la humedad. Dependiendo del tipo de producto, se fijan valores para la
temperatura de salida y entrada del secadero.
Los elementos de control por lo tanto en el secadero son:
Cinco sondas de temperatura en cinco puntos del secadero.
Cinco sondas de humedad en los puntos de control de la temperatura.
Variadores de frecuencia electrónico en el ventilador del impulsor de extracción de aire
del horno.
En la fase inicial del secado se produce la mayor contracción del material, por tanto es la
fase más delicada. Cuando se alcanza cierta temperatura al comienzo de la fase de secado,
se asegura que al finalizar el recorrido del secadero las piezas están secas.
Un secado defectuoso puede dar lugar a la aparición de tensiones en el material que se
traducen en la aparición de defectos, principalmente contracciones, roturas y reducción de
resistencia. Los ladrillos secos pasan por la máquina de empaquetado que, de forma
automática, descarga las jaulas del secadero y forma paquetes sobre las vagonetas para
pasar al proceso de cocción.
Vazquez Bada Lucía Jimena Capitulo VPá gina 18
Fábrica de Ladrillos Cerámicos Huecos
En este proceso se realiza una selección, rechazando los ladrillos defectuosos.
El material no conforme que sale del secadero se transporta mediante cinta de desechos
al patio de almacenamiento de materia prima para volver a introducirse en el desmenuzador.
Los ladrillos secos son una pequeña proporción y no alteran la mezcla de arcillas, siendo
únicamente barro seco.
V.2.11 Cocción
Las piezas secas procedentes del secadero y cargadas en vagonetas, se introducen
en el prehorno donde se reduce aproximadamente un 3 % el contenido de humedad. El aire
caliente y seco necesario proviene de la cocción de las piezas en el horno.
El horno está dividido en tres zonas, zona de precalentamiento, zona de cocción y
zona de enfriamiento.
El prehorno está dividido en dos zonas separadas por una puerta. La primera mitad,
desde la entrada de material en la solamente hay recuperación del horno. En la segunda
mitad el aire caliente y seco necesario proviene de la recuperación del horno y de un
quemador de gas natural tipo vena de aire. La recuperación del horno es conducido al
prehorno mediante una tubería, regulándose la cantidad de aire extraído mediante un
variador de frecuencia electrónico situado en el impulsor.
Posteriormente, el material pasa al horno
túnel para el proceso de cocción. Esta fase
constituye la etapa más importante y delicada
del proceso de fabricación de material cerámico.
Esta etapa proporciona a la pieza cerámica las propiedades deseadas, al tiempo que
pone de manifiesto si las etapas precedentes se han realizado de forma conveniente. Para
Vazquez Bada Lucía Jimena Capitulo VPá gina 19
Fábrica de Ladrillos Cerámicos Huecos
alcanzar la optimización del proceso de cocción y evitar los defectos que durante el mismo o
con posterioridad pudieran aparecer, es conveniente conocer las reacciones que tienen lugar
en la pieza durante la cocción, que se ponen de manifiesto mediante distintos fenómenos:
Reacciones de descomposición: pérdida del agua de cristalización, descomposición
de oxisales, procesos de oxidación y reducción.
Reacciones de recomposición: recombinaciones, formación de nuevos minerales y de
vidrio.
Absorción y desprendimiento de calor
Desprendimiento de gases.
Dilataciones y contracciones.
Cambios de color.
Cambios que tienen lugar durante el enfriamiento: recristalización de nuevas fases
minerales.
Durante la cocción ocurren dos perdidas de masa importantes, la primera es la
evaporación del resto del agua de amasado la cual debe ser evaporada completamente en la
zona de pre-calentamiento, luego en la zona de cocción ocurre la eliminación de CO2
producto de la reacción química de descomposición del CaCO3, según la siguiente reacción:
CaCO3 + ϕ → CaO + CO2↑
La cantidad de CaCO3 presente en el material seco que ingresa al horno es un 4% del
material plástico que ingresa a la amasadora.
En la zona de cocción el horno dispone de ciento veinticinco quemadores de gas
natural, ochenta y cinco están situados en la bóveda y cuarenta son laterales:
En la bóveda están dispuestos dos grupos de quemadores diez de alta velocidad cada
uno, a continuación un grupo de diez quemadores de alta velocidad. A continuación cinco
grupos de diez quemadores de impulsos cada uno, y por último un grupo de cinco
quemadores de impulsos.
En cada uno de los laterales están situados un grupo de diez quemadores, un grupo de
cuatro quemadores y un grupo de seis, todos de alta velocidad.
En la zona de enfriamiento están dispuestos veinte grupos de enfriamiento rápido.
Vazquez Bada Lucía Jimena Capitulo VPá gina 20
Fábrica de Ladrillos Cerámicos Huecos
La pérdida de humedad del material es del 2%. El horno es la máquina más importante y
sobre la que se realiza mayor control. La regulación en el horno se realiza de forma
automática, dependiendo del tipo de producto a fabricar, se aplicarán unos valores a los
parámetros de control.
La curva de temperatura de cocción del horno se controla mediante un autómata que, en
función de las temperaturas registradas por sondas de temperatura, y los valores de
consigna, regula los tiempos y el porcentaje de apertura de inyección de gas de los distintos
grupos de quemadores. La temperatura de cocción es de 950 ºC, con capacidad de trabajo
hasta 1.200 ºC, habiendo una curva de calentamiento previo y otra de enfriamiento posterior.
El aire para la combustión es aportado por medio de 18 ventiladores que llevan el aire
hasta los quemadores. El aire es impulsado a través de un colector hacia cada quemador.
Los ventiladores que inyectan aire en la zona de enfriamiento de los ladrillos se regulan
también mediante servos automáticos para mantener la temperatura de consigna de
enfriamiento, captada por una sonda de temperatura, a un valor constante.
El horno dispone de una bóveda refrigerante que introduce aire atmosférico mediante 2
ventiladores y lo enfría. La regulación del aire introducido se realiza mediante variadores de
frecuencia electrónicos.
El ventilador de extracción de gases se regula mediante un variador de frecuencia
electrónico dependiendo del tipo de material. De esta manera al cambiar de producto o
tiempo de cocción no se producen variaciones de presión en el horno. Con el variador de
frecuencia se consigue el control con el mínimo de consumo eléctrico posible. Existen dos
ventiladores de inyección de aire para disminuir la temperatura en el tiro, que también están
regulados mediante variadores de frecuencia automáticos.
También están dispuestos dos ventiladores para la recirculación del aire en el interior del
horno, que se regulan a su vez a través de variadores de frecuencia electrónicos. De igual
forma, el ventilador de enfriamiento por debajo de los vagones es regulado por un variador
de frecuencia para mantener la temperatura inferior de los vagones.
Con este sistema de control automatizado de presiones y temperaturas se consigue
una mayor eficiencia energética y una mayor calidad y uniformidad de los productos
cerámicos
V.2.12 Paletizado y plastificado
Mediante un puente grúa, se desapila el material cerámico de las vagonetas y se
deposita sobre una línea que automáticamente suministra los pallets a la línea para posterior
e individualmente, flejarlos y plastificarlos.
Vazquez Bada Lucía Jimena Capitulo VPá gina 21
Fábrica de Ladrillos Cerámicos Huecos
En el proceso de desapilado se produce manualmente la última selección en los
ladrillos cocidos. En la actualidad en que solamente se fabrica Ladrillo Gran Formato, la
cantidad rechazada no llega al 1 % y es sacado al exterior de la nave mediante un
contenedor transportado por una carretilla o montacargas.
Este ladrillo cocido, molido, es lo que se denomina chamota, se va a utilizar en la
restauración de caminos, evitando la deposición en vertedero de residuos inertes.
Por último, los pallets los recoge una carretilla en grupos de 4 unidades de la cinta de
salida de la fábrica y se almacenan en el patio exterior a la espera de ser cargados como
consecuencia de su venta.
Vazquez Bada Lucía Jimena Capitulo VPá gina 22
Fábrica de Ladrillos Cerámicos Huecos
V.3 Diagrama de bloques
Vazquez Bada Lucía Jimena Capitulo VPá gina 23
Fábrica de Ladrillos Cerámicos Huecos
V.4 Diagrama de flujo
V.4.1 Referencia de
equipos
Denominación Descripción
D-101 Depósito de almacenamiento
TT-201 Tolva de recepción
C-201 Alimentador
SR-201 Rompe-terrones
FR-201 Filtro rodante
D-102 Depósito de estériles
MF-201 Amasadora filtro
SR-202 Laminador
D-301 Depósito de almacenamiento
T-201 Tamiz clasificador
M-402 Amasadora
EX-401 Extrusora
C-401 Cortadora multialambre
A-401 Apiladora de estanterías
DE-401 Secadero
MA-401 Mezclador de aire
DA-401 Descarga de estanterías
A-402 Apiladora de vagonetas
B-401 Horno
DA-402 Descarga de vagonetas y carga en pallets
P-401 Plastificado
V.4.2 Referencia de
corrientes
Corriente Descripción
Vazquez Bada Lucía Jimena Capitulo VPá gina 24
Fábrica de Ladrillos Cerámicos Huecos
1 Descarga de arcilla de cantera
2 Arcilla estacionada
3 Arcilla a tolva
4 Arcilla preparada
5 Arcillada dosificada
6 Arcilla triturada
7 Estériles de rotofiltro: raíces y piedras
8 Estériles a playa
9 Arcilla filtrada
10 Estériles de amasadora: raíces y piedras
11 Estériles a playa
12 Arcilla triturada
13 Arcilla molida
14 Arcilla rechazada
15 Cernido a amasadora
16 Cernido a depósito
17 Arcilla de depósito
18 Agua
19 Arcilla húmeda
20 Arcilla moldeada
21 Retazos de arcilla
22 Ladrillos de arcilla cruda
23 Estanterías cargadas
24 Aire caliente seco
25 Ladrillos secos
26 Aire húmedo
27 Aire caliente
28 Ladrillos secos descargados
29 Vagonetas cargadas
30 Aire caliente húmedo y gases de combustión
31 Aire para combustión
32 Aire para enfriamiento
Vazquez Bada Lucía Jimena Capitulo VPá gina 25
Fábrica de Ladrillos Cerámicos Huecos
33 Aire húmedo y gases de combustión
34 Gas natural
35 Aire caliente seco
36 Ladrillos cocidos
37 Pallet de ladrillos
38 Pallet plastificados
V.5 Bibliografía
Industrias Chirino.
Cormela. Cerámica roja para la construcción.
Hispano. Ceramic Engineering
Trabajo final: Tecnología de los materiales de Casilla.
Introducción a la ciencia de materiales para ingenieros- James F. Shackelford Alfredo
Guemes
Tecnología de horno túnel. Hoja técnica de hornos. www.gksl.in/whats_new.html
www.ecobrick.in
Vazquez Bada Lucía Jimena Capitulo VPá gina 26
También podría gustarte
- Elaboración de Fécula de MandiocaDocumento9 páginasElaboración de Fécula de MandiocaBarbyModestiAún no hay calificaciones
- Ciclo 03Documento150 páginasCiclo 03BarbyModestiAún no hay calificaciones
- Planilla de Turno: Fecha Entrega: 06/11/2021Documento16 páginasPlanilla de Turno: Fecha Entrega: 06/11/2021BarbyModestiAún no hay calificaciones
- Libre RiaDocumento140 páginasLibre RiaBarbyModestiAún no hay calificaciones
- Cálculo de Bombas y LuminicoDocumento88 páginasCálculo de Bombas y LuminicoBarbyModestiAún no hay calificaciones
- Capitulo 6 EQUIPOS-1Documento59 páginasCapitulo 6 EQUIPOS-1BarbyModestiAún no hay calificaciones
- Capitulo 6Documento26 páginasCapitulo 6BarbyModestiAún no hay calificaciones
- Artefactos Domésticos de Cocción Que Utilizan Combustibles GaseososDocumento11 páginasArtefactos Domésticos de Cocción Que Utilizan Combustibles GaseososBarbyModestiAún no hay calificaciones
- Capitulo 2 ESTUDIO DE MERCADODocumento17 páginasCapitulo 2 ESTUDIO DE MERCADOBarbyModesti100% (1)
- Unidad 1 - Concepto de Constante de TiempoDocumento2 páginasUnidad 1 - Concepto de Constante de TiempoBarbyModestiAún no hay calificaciones
- Controladores Lógicos Programables: 1 Ing. Juan E. Núñez MC LeodDocumento25 páginasControladores Lógicos Programables: 1 Ing. Juan E. Núñez MC LeodBarbyModestiAún no hay calificaciones
- Repaso Deco2020 RMDocumento3 páginasRepaso Deco2020 RMGabriel Vq :vAún no hay calificaciones
- EstadisticaDocumento192 páginasEstadisticaJavier SaucedaAún no hay calificaciones
- Presentacion Ejercicio Civil CadDocumento42 páginasPresentacion Ejercicio Civil CadIng Ignacio Rojo GastelumAún no hay calificaciones
- Ana La de Tejas Verdes Spanish Edition PDFDocumento3 páginasAna La de Tejas Verdes Spanish Edition PDFCatalina Fuentes CarrascoAún no hay calificaciones
- Diagnóstico 5toDocumento4 páginasDiagnóstico 5toMorena CanoAún no hay calificaciones
- La Efectividad de La ApocDocumento7 páginasLa Efectividad de La ApocCesar SotomayorAún no hay calificaciones
- Fito Glicósidos Antracénicos 2019-03Documento32 páginasFito Glicósidos Antracénicos 2019-03BranEstivenGomezAún no hay calificaciones
- Actividad 6 Informe Almacenes ExitoDocumento8 páginasActividad 6 Informe Almacenes ExitoMARILUZAún no hay calificaciones
- 11 Pt-Gsim-010 Protocolo para La Toma de Imagenes DiagnosticasDocumento64 páginas11 Pt-Gsim-010 Protocolo para La Toma de Imagenes DiagnosticasGio CruzAún no hay calificaciones
- Analisis Quinteto de MozartDocumento2 páginasAnalisis Quinteto de MozartRobertoRodriguezEscuderoAún no hay calificaciones
- Practica Diseño de Antena MultibandaDocumento8 páginasPractica Diseño de Antena MultibandaAnonymous ea9Q9ksN08Aún no hay calificaciones
- El Abrazo de OsoDocumento1 páginaEl Abrazo de OsoMaximiliano ImazAún no hay calificaciones
- Terremoto de Guatemala de 1976 2Documento10 páginasTerremoto de Guatemala de 1976 2Diego D Jesus MartinezAún no hay calificaciones
- Gestión de Recursos Humanos - ProcesoDocumento8 páginasGestión de Recursos Humanos - ProcesoJavier EspinosaAún no hay calificaciones
- Guía de Plan Lector 3 TrimestreDocumento3 páginasGuía de Plan Lector 3 TrimestreSebastian MoncadaAún no hay calificaciones
- PáncretitisDocumento6 páginasPáncretitisPilar LópezAún no hay calificaciones
- Actividades Bloques PoligonalesDocumento4 páginasActividades Bloques PoligonalesLeydi Betancourth Mesa100% (1)
- La Magia Del SentirDocumento44 páginasLa Magia Del SentirRicardo SolanoAún no hay calificaciones
- Unidad 1 - 2021Documento19 páginasUnidad 1 - 2021Manuel FalcónAún no hay calificaciones
- Guía Ciclo 2 Primero Medio Ciencias NDocumento10 páginasGuía Ciclo 2 Primero Medio Ciencias Nromina paredesAún no hay calificaciones
- Mapa Conceptual 4 JoseDocumento2 páginasMapa Conceptual 4 Jose03-DE-FC-JOSE ANTONIO PAUCAR ROSALESAún no hay calificaciones
- Cantamos Al Rey AcordesDocumento1 páginaCantamos Al Rey AcordesEmanuel Nataren MendozaAún no hay calificaciones
- Acuerdo Gub 122-2016 - Reglamento de La Ley de Contrataciones Del EstadoDocumento30 páginasAcuerdo Gub 122-2016 - Reglamento de La Ley de Contrataciones Del EstadoRenato Josue Cruz PinedaAún no hay calificaciones
- Arranque Motores SincronosDocumento7 páginasArranque Motores SincronosTropa Fiee UncpAún no hay calificaciones
- Caso Clinico 02 Unsaac 2020-1Documento7 páginasCaso Clinico 02 Unsaac 2020-1Paulo César Callo EsquerraAún no hay calificaciones
- Aprender A Estudiar para MejorarDocumento5 páginasAprender A Estudiar para MejorarL.C. Jesús Alejandro Rosales ProAún no hay calificaciones
- LISTA #1 Edf. HabitacionalesDocumento25 páginasLISTA #1 Edf. HabitacionalesKarlos MeihoffAún no hay calificaciones
- CENTRARSEDocumento3 páginasCENTRARSERalf Sau MoreAún no hay calificaciones
- HerbivoriaDocumento11 páginasHerbivoriaSantiagoAún no hay calificaciones
- GRAFIX Aspirador de PolvosDocumento35 páginasGRAFIX Aspirador de PolvosManuel LeonAún no hay calificaciones